
Submitted:
26 July 2023
Posted:
26 July 2023
You are already at the latest version
Abstract
3D/4D printing technologies are currently among the fastest growing, cutting edge fabrication technologies. The scale of their applications is vast and applicable to nearly all industries. 3D printing technologies are particularly popular in robotics, and especially in advanced design innovative solutions for areas such as manufacturing, space technology and medicine. The development of robotics, and in particular of the precision of manufactured components, such as actuators, pneumatic muscles, power transmission units, etc., means that new prototypes are still being made, where the use of 3D printers reduces the production time severalfold and allows for completing the necessary simulations and tests. In addition, the use of 3D printers allows for the production of thin-walled and cellular structures, which is a great advantage compared to conventional fabrication technologies. In the range of 3D printers available on the market, only a few selected technologies allow for actual use in the construction of advanced robot elements (muscles, vibration dampers, etc.). In the era of rapid growth of the precision of the available 3D printers and modern materials, 3D printing may soon become a major tool in robotics. This article presents an overview of 3D printing technologies and materials in terms of their application in robotics and provides examples of the use of 3D and 4D printing in prototyping and fabrication of robotic elements with particular emphasis on the current state of the art. The study considered the possibilities of using 3D/4D printing in robotics with the use of polymeric materials. The review of the literature and the research work currently being carried out in this area is very promising and it seems that 3D/4D printing in robotics is widely used and is still developing, which allows to conclude that in the near future the number of research works in this field will increase rapidly.
Keywords:
3D/4D printing
; advanced robotics systems
; pneumatic muscles
; actuators
1. Introduction
In recent years, robotics has been one of the main directions of development in many industries, mainly due to the opportunities offered by the IoT (Internet of things) and Industry 4.0 concepts. A large number of state-of-the-art technologies are related to this field, such as ML (machine learning) and AI (artificial intelligence), IIoT (Industrial Internet of Things), man-machine cooperation, cooperative robots, autonomous mobile systems and smart robots, which are a key part of the process of digitisation of the manufacturing industry. This paper discusses the possibilities of using 3D and 4D printing in robotics with the use of polymeric materials. This is due to several reasons. Most 3D printers use polymeric materials. The polymers are perfect for building soft robots and also perfectly fulfill their tasks in 4D printing.
By implementing PLCs, industrial software (SCADA supervisory control and data acquisition), ERP (enterprise resource planning), MES (manufacturing execution system) and industrial robots, the market of today enables full control of the production process. Industrial plants were forced to react quickly to changes and market requirements. Companies started to use flexible production systems, which resulted in introducing variability and manufacturing of a wide range of products with specific parameters and increased productivity. Currently, the industry is in the phase of the fourth industrial revolution called Industry 4.0, which is based on the Internet of things. IoT enables global access to data and machines and equipment via a communication network. IoT monitors and manages processes, enables real-time data capture and analysis. IoT also makes artificial intelligence possible, which involves the autonomy of production processes together with production organisation, smart warehouses, supply control and self-diagnostics. IoT is a network of smart computers, devices and objects that collect and share huge amounts of data. The collected data is sent to a central cloud-based service, where it is aggregated with other data and then shared with end-users in a manner meeting their expectations. IoT is designed to increase automation in homes, schools, stores, industry and many other areas.
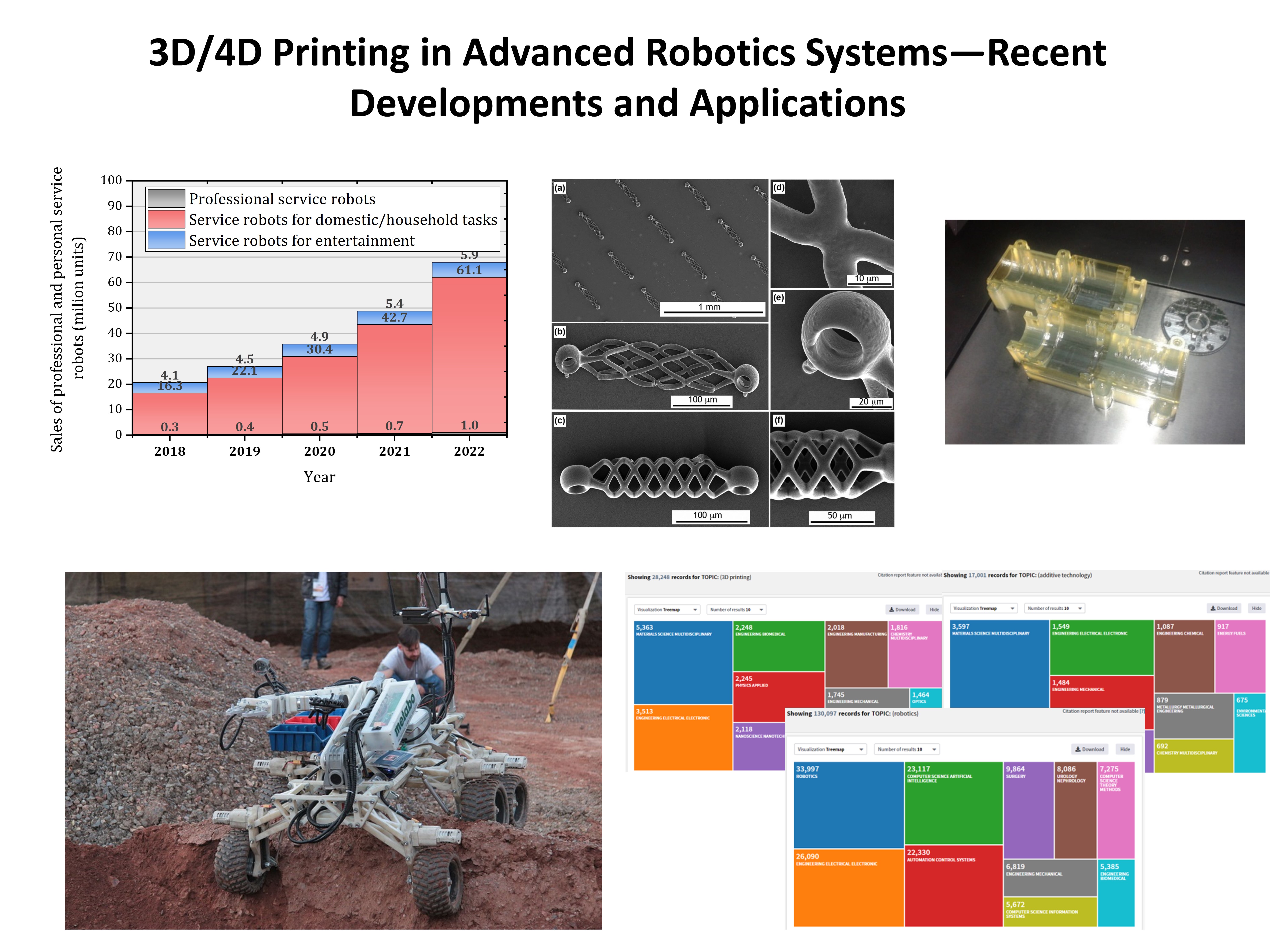
The global manufacturing industry faces enormous challenges, including: rapidly changing consumer trends, scarcity of resources, shortages of skilled workers, an ageing population, demand for local production. However, all these challenges can be met by providing a solution in the form of flexible industrial automation based on specialised industrial robots. The use of automation and production robotisation is a characteristic feature of modern industry. These types of activities perfectly fit into the idea of the fourth industrial revolution, which included integrating the work of humans with the operation of digitally controlled machines. A perfect reflection of this state of affairs is the dynamically growing global demand for robots, which has been growing steadily since 2012. According to the data provided by the International Federation of Robotics (IFR), nearly 2 million new industrial robots will be installed in factories worldwide from 2020 to 2022 (Figure 1).
Service robotics constitutes another very important field of robotics. It covers a wide range of applications, most of which have unique designs and different degrees of automation – from full teleoperation to fully autonomous operation. Therefore, this industry is more diverse than the industrial robots industry.
Automated Guided Vehicles (AGVs) [1] represent the largest share of the professional service robot market (41% of all units sold). They are mainly used in non-production environments, especially those related to logistics, but have great potential to influence production processes.
The second largest category (39% of all units sold), inspection and maintenance robots, covers a wide range of robots, from fairly cheap standard units to expensive custom solutions.
Service robots for defence applications represented 5% of the total number of professional service robots sold in 2018. Of that, unmanned aerial vehicles seem to be the application with the highest share. While robotic floor cleaning solutions are already widely used in the home environment, these machines are still not accepted in a professional environment.
Sales of powered human exoskeletons increased from 6,700 units in 2017 to 7,300 units in 2018. Exoskeletons support ergonomic work by reducing the workload. There is great growth potential for this type of robots. The total number of field robots sold in 2018 amounted to 6,950, which constitutes a 3% share in the sales of professional service robots. Sales of medical robots increased by 50% from 3,400 units in 2017 to 5,100 units in 2018. This represents 2% of the total unit sales of professional service robots. The most important medical applications are systems for supporting surgery or therapy and rehabilitation with robots. Medical robots are some of the most expensive service robots.
The statistics presented in recent years are also reflected in the field of robotics science. In recent years, a large number of scientific articles have been published on virtually all aspects of robotics: from design optimisation, through drives, to control algorithms. In addition, due to technological possibilities and short fabrication time of prototypes or utility elements of the robots, additive technologies have been used. This synergy of two rapidly developing fields of science and economy has resulted in virtually unlimited construction and technological possibilities. The works on soft robots and their application in biomedicine are very promising. The unusual properties of polymers determine their application in 4D printing and in robotics, opening up new possibilities of controlling the work, especially of mini or microrobots.
2. Robotics
Many studies combine 3D printing technology with the production of robot components. Some examples are given. Study [2] concerned the design and development of a prototype for an automated modular mobile platform, for universal use in both research and teaching activities. This paper describes the construction of a mobile robot skeleton, which is cheap and easy to make using 3D printing technology. Prototyping of robot hardware components is also described, focusing on the development of the robot's main control unit and implementation of communication interfaces.
The next four examples show the application of additive technologies in building functional models of human upper limbs.
In the study [3] (Reachy, a 3D-Printed Human-Like Robotic Arm as a Testbed for Human-Robot Control Strategies) the robot's arm on a scale corresponding to the arm of an adult human, with seven articulated joints from arm to wrist. In such designs, it is necessary to maintain the anatomical integrity between the human pilot and the robot, such research requires the use of devices with characteristics similar to those of humans. The main advantage of this solution is that its design made for 3D printing technology and ready to use actuators make it inexpensive compared to the price of an industrial-grade robot. Thanks to its open-source architecture, the design allows for a wide range of connectivity and customisation possibilities, so it can be integrated into many applications. This robot can help scientists to research, develop and test innovative control strategies and interfaces using a human-like robot (Figure 2).
Another very interesting study is [4], where an innovative open-source solution enabling 3D printing of an anthropomorphic bionic hand, designed especially for replicating sign language hand gestures for persons with hearing impairments, was presented. The goal of this project is to develop a telecommunications system for hearing impaired individuals, which would enable remote transmission of sign language characters. Another two studies concerning a similar subject matter [5,6], in which three-dimensional modelling techniques were used to develop a hand model that integrates hinged as well as ball and socket joints. Compared to other robotic hands, the presented constructions save time required for assembly and adjustment, which makes the robot hand ready to use right after the completion of 3D printing (Figure 3 and Figure 4).
Paper [7] presents printed 3D mitral valve (MV) models that can be used as surgical training tools (Figure 5).
The use of clinical imaging, 3D computer modelling and 3D printing technology to achieve affordable models complements currently available virtual simulators and paves the way for patient-specific and pre-operative tests pathology.
Another example of the use of additive technologies in medicine is the analysis presented in [8], which shows that, so far, printed 3D models have been used and studied most frequently in pre-operative planning aimed at saving the kidney during surgical treatment of renal masses. This is mainly due to the complex anatomy of the kidneys and the benefits of reducing ischemic kidney injury. Second place is taken by prostate models, especially in treatment planning. Early research has shown sufficient realism and educational effectiveness. Subsequent studies have shown improved surgeon confidence, surgical performance and optimisation of treatment results, including a high level of patient satisfaction.
Realistic, accurate and affordable models can now be generated within hours, using standard desktop 3D printers [9]. Although the technology is primarily used as anatomical replicas of affected organs [10], which restore the sense of haptic feedback lost during procedures performed by robots. Innovations in the field of polymers, hardware enhancements to the 3D printers themselves and modelling software allow this technology to be used as a comprehensive, interactive, simulation platform that can be a critical part of surgical decision making and an effective teaching tool.
Another aspect is the use of biocompatible materials for 3D printers. Article [11] presents the development of new regenerative medicine, which combines three-dimensional bioprinting and robot-assisted procedures, which minimizes the invasiveness of surgical techniques. As a potential example of the in vivo use of 3D printing, a hypothetical, intra-skeletal, regenerative medical technique was used to treat focal cartilage defects of the knee joint. The results of the research suggest that the RCM mechanism (Remote Centre of Motion) can be used for the extrusion of viscous materials in 3D printing technology.
The paper [12] presents the hydroxyapatite (HA) material, which is a bioceramic material used for repair and regeneration of hard tissues due to its physicochemical similarity to natural apatite. However, its low fracture strength, poor tensile strength and poor wear resistance are becoming major obstacles to potential clinical applications. One promising way to solve these problems is to use graphene and its derivatives (graphene oxide and reduced graphene oxide) as nanostructured reinforcing fillers to produce graphene-based hydroxyapatite composites in powder, coating and scaffold forms. Research on the preparation, mechanical and biological evaluation of these new materials has been on the rise in the last few years. Paper [12] presents various preparation techniques, studies related to mechanical properties and hardening mechanism, in vitro/in vivo biocompatibility analysis, antibacterial properties of graphene-based HA composites. A similar subject matter can be found in paper [13], presenting the technology of automated in situ 3D bioprinting for cartilage regeneration and its potential in clinical applications. This study introduced a 6-DOF robot and developed a fast tool centre point (TCP) calibration method to improve printing accuracy.
There are many different applications for the 3D printing technology, not only in medicine. Here, we can mention executive elements, such as actuators [14] or structural elements [15] used in robotics, which have been produced by additive methods. In the article [16], the design of non-standard soft robotic manipulators was presented, with the purpose e.g. to extract delicate marine organisms. Because scientific expeditions to remote corners of the world are expensive and lengthy to plan, printing of soft robotic manipulators on demand offers a real-time solution for better understanding and interaction with fragile deep-sea organisms. Another application is the sensor design for soft robots described in the paper [17,18]. The approach to the design and manufacture of requirement-compliant, resistive, soft sensors using the Connex 350, Objet350 multi-material printer was described. Sensors of this type are made up of layers of commercial photopolymers with different conductivity. The conductivity of TangoPlus, TangoBlackPlus, VeroClear and Support705 materials was characterised under different conditions and the applications for which such sensors can be used were demonstrated.
A method to make structures with the minimum geometrical parameters of 5 μm was presented in the paper [19] (Figure 6).
This method can be useful for producing soft microrobots and surgical instruments for minimally invasive surgery.
The combination of additive fabrication methods in the form of 3D printing and robotics opens up enormous cognitive and practical possibilities for scientists and engineers. The use of 3D printing allows to carry out projects both on a macro [20] and micro scale, opening up new horizons to humanity. Self-replicating robots which represent a new area for prospective advancement in robotics is another area where 3D and 4D printing technologies can certainly be applied [21].
In various works, specific examples of the use of 3D/4D printing technology for the production of robot components and components are described. In work [22] describes a prototype of a robot made with the use of FDM with polylactic acid (PLA) technology - a hose equipped with appropriate sensors and a control system (Figure 7). All printed robot components are screwless connected and are equipped with separate controller boards. The software architecture is based on the robot operating system (ROS). The head-module is fitted with a single-board computer (SBC) and a stereoscopic camera. The robot can navigate rough terrain and is intended for observation.
The work [23] presenting design and FDM/FFF implementation of a compact omnidirectional wheel for a mobile robot is noteworthy. In the construction of the prototype, acrylonitrile butadiene styrene (ABS) and tough polylactic acid (PLA) as 3D printing materials in order to empirically compare the deformation of the weakest parts of the mechanical design were used. An extremely interesting work [24] presents the possibilities of using 3D printing in didactics. Interesting work by students was presented as part of the three-year course "robotic system design" conducted as part of the master's degree in mechanical engineering. As future engineers, students learned to design and independently make various robot elements, e.g. servomotors, joysticks, actuators, mechatronic systems, and complete microrobots. This work shows the great possibilities of using 3D printing in robotics. The polymers that are considered in this article as engineering materials for robotics applications have the remarkable advantage that they can be used to build soft robots. There are some difficulties in designing, eg with the use of finite element modeling (FEM), as described in [25]. Modeling soft structures, actuators and sensors is difficult due to the high non-linearity of polymers found in such soft robotic systems. In this paper it was stated that "soft pneumatic actuators and sensors that can be directly 3D printed using open source and low-cost FDM 3D printers can be optimized in terms of performance and topology using FEM that predicts their behavior and performance accurately".
Polymers and 3D printing open up great possibilities in the production of soft robot elements, as presented in the work [26]. FFF technology was used to produce soft actuators with embedded air joints. The relationship between the thickness of the chamber walls and the printing parameters was analyzed, the wall thickness from 1.6 to 1 mm was tested while maintaining air tightness at a pressure of 4 bar.
The work [27] shows a different approach in 3D printing by introducing a multi-axis Additive Robot Manufacturing System (ARMS) to this technology. This solution significantly improves the quality of the printed parts, eliminating the need for supports in many cases and reducing the influence of the print orientation on the properties of the obtained models.
Yet another problem related to the use of 3D printing in robotics is presented in [28], which presents a new paradigm of manufacturing and control in the development of soft ion polymer-metal composite (IPMC) actuators for soft robotics applications. The use of ionomeric precursor material in 3D printing allowed for the production of three-dimensional monolithic IPMC devices that are both a sensor and an actuator. Bayer optimization (Bayesian optimization) was also used as a learning-based control method. The actuator components were combined to form an exemplary modular, reconfigurable soft IPMC crawler robot (Figure 8).
The latest works concern the possibility of 4D printing [29]. It should be remembered that 4D printing is a recently developing field in the additive production of programmable materials that respond to changes over time. This work presents the combination of 3D printing technology with materials that can transform and have shape memory and self-healing capabilities. The current progress in the field of intelligent 4D printing materials and their ability to respond to stimuli, e.g. shape memory materials, was discussed. Reaction of materials to temperature, pH, moisture, light, magnetic and electrical exposure. Potential applications of such systems in, inter alia, soft robotics were investigated. The area of 4D printing is also covered in [30], in which the possibilities of using soft robots in biomedicine are widely discussed. This issue is also addressed in the article [31], which characterizes various 3D/4D printing technologies and the materials used in them, also for biomedical applications, including, for example, tissue printing. The work [32] presents samples and models made with the use of the Objet500 Connex3 Polyjet printer (Stratasys, USA). The materials VeroWhitePlus and TangoBlackPlus (product codes from Stratasys are RGD835 and FLX980) were used, which were then subjected to various treatments using 99% ethanol. As a result, changes in the shapes of the samples were obtained. This phenomenon was used to create a model of a microrobot gripper responding to external stimuli. The described experiments indicate the purposefulness of carrying out work on structures applicable in soft robots.
3. 3D/4D Printing
The 3D printing technologies known since the early 1980s are increasingly replacing conventional fabrication technologies such as machining, plastic processing, injection moulding, casting, welding, laser, plasma cutting, etc. The first patents related to layered modelling technology concern the SLA method [34], subsequently – FDM (currently FDM and FFF) [35], SLS [36], LOM [37], 3D printing [38]. Analysing the conducted patent research, many patents concerning the supporting material and the method of its removal can also be distinguished [39]. The development of 3D printing is particularly evident in the case of prototype production, where the most important factor in the era of shortened product life is the time of fabrication and implementation for mass production. All strength tests, tribological wear, functionality tests and visual evaluation must be performed as soon as possible in order to gain an advantage and remain competitive in the market. These are the realities that are a perfect ground for 3D printing technologies, due to the lack of necessity to build and use any tools and technological equipment. Increasingly, 3D printers are replacing conventional methods of making casting models and are used to build small series of injection mould inserts (particularly from polymers). A 3D model created by conventional design using CAD software (computer aided design) or by using reverse engineering (scanning) saved as a triangle mesh. The most popular type of storage format is the so-called stl file (stereolitography langauage), whose name comes from the first 3D printing technology – stereolithography. The model is then imported into the machine's internal computer, where it is divided into layers with the appropriate (preset) height/thickness. The next step is to set the models on the build platform. This step is very important due to the fact that the properties of the fabricated models are very anisotropic and, as numerous studies show, there is currently no comprehensive analysis of the impact of the orientation of the models on the build platform on the accuracy (geometric and surface layer) and mechanical properties of the fabricated elements. The last step that is necessary to start building the models layer by layer is to choose the right technological parameters, the number of which varies depending on the technology. Apart from the division into technologies, the technological parameters include: height/thickness of the built layer, laser speed and power, temperature of the build chamber, temperature of the cooling chamber, type of protective atmosphere, cooling time of the model, orientation on the build platform, degree of filling with the model material, type and character of the supporting material, etc. 3D printing technologies use materials based on metals, plastics and ceramics. Due to such a large spectrum of materials, the models manufactured by these technologies show very good strength properties [40], dimensional and shape accuracy [41,42,43] and can be used in many industrial applications, and allow for printing on already existing objects as well as connecting objects [44,45,46].
4D printing is the same process of building physical models with almost all the same technological procedures as in 3D printing. In the case of 4D printing, our main focus is on technologies, materials, technological parameters and the method of cleaning physical forms. In the case of 4D printing, our main goal is to reduce the costs and time of model production through the use of appropriate procedures both during the CAD design process, preparation of digital files and during the further cleaning process. The main goal of 4D printing is to use the advantages associated with the possibility of changing the shape of the printed object, including changes in its geometry and functional properties. In the case of 3D printing, there is a lot of research work that has allowed for the definition of procedures and optimization of the construction process. However, in the case of 4D printing, there is currently a lack of a large number of scientific publications. There are, of course, research works [47,48,49], where the authors attempt to use 3D printers to build complex models in robotics applications with the possibility of their subsequent processing in such a way as to obtain the 4D process. For example, in [47], the authors used 3D printing technology to print bending-type soft pneumatic actuators. Simulation studies and a literature review on the possibility of using 3D printing technology to implement 4D printing, for example a soft pneumatic actuator and valves [50,51] have been widely described. It can be concluded that 3D/4D printing will evolve with all confidence towards 4D production.
3D and 4D printing is also widely used in medicine. In the work [52] the authors of the research described selected additive technologies with the presentation of their potential use in medicine. As shown by the authors, the introduction of the 4th dimension, which is both time and smart material (able to self-transform or exert a predefined function) [53,54] opens up new structural possibilities consisting not only in shortening the time of model production but also on completely new properties of manufactured models. As the authors of the publication rightly pointed out, 4D printing overcomes one of the major drawbacks of 3D printing and produces structures that are dynamic and animate. 3D and 4D printing with reverse engineering have potential application in the production of scaffolds [55] to be applied in tissue engineering (scaffolds) and these technologies can be used to improve the extent and rate of targeted tissue regeneration.
In the case of the use of 4D printing in robotics, an ideal example seems to be the production of actuators [56,57] from smart material, which, under the influence of various factors such as temperature or magnetic field, can change their shape and position, which has a huge potential field of application. In addition, 3D/4D printing can be used perfectly for the construction of controllable 4D-printed systems and elements such as soft robotics gripper, and finger-like soft actuators etc. [58,59,60,61]. It seems that in the field of robotics, 4D printing is a natural consequence of the development of robotics. This branch of science and industry is one of the fastest growing and one of the departments where modern technologies and materials have always found great use. A good example of this is the use of additive technologies for the construction of robotics elements from gel/liquid-based materials, which is a novelty in the field of smart material and has been presented in the works [62,63]. Another example that perfectly fits the field of smart material and both robotics and medicine is the publication [64]. This paper describes 4D printing in the context of building models, which, thanks to the use of shape memory materials, allow the construction of actuator-type models. Such an application, of course, has a very wide range of applications, but it is robotics and all kinds of actuators that are its perfect application.
In conclusion, it should be clearly emphasised that the choice of technology and the appropriate material is crucial for the production of models using 3D/4D printing technologies, in particular – parts used in robotics. However, it should be remembered that not only the material (grain diameter, etc.), but also the parameters of a given machine (printing resolution) and correctly selected technological parameters guarantee the accuracy of the prototype fabrication, according to the adopted CAD/STL model.
3.1. Application
The scope of applications of 3D printing technology is increasing from year to year. Today, these technologies are used in almost all industries, and in many cases have replaced traditional forms of production. Generally, 3D printing is used in three cases: single unit production (especially with complex/unique geometry), rapid prototyping (during the product implementation phase), production of models with shapes that are impossible to obtain using other fabrication methods. For the last application, 3D printing allows the production of models, for example, with a cellular structure. As numerous studies have shown, such a structure enables two functions to be implemented: to maintain the shape and obtain very good mechanical properties, especially damping, and to produce models with reduced weight. In the case of lightweight models, we mean 3D printing technologies, where the model and support material can be easily removed. This mainly concerns powder technologies such as, for example, selective laser sintering of polyamide powders. Thanks to this type of materials it is possible to produce hollow models. The optimisation of the design with CAE simulation software and the use of 3D printing enables reducing the weight of the manufactured models by up to 50% while maintaining the required strength. 3D printing technologies are used in medicine [65] for the construction of bone implants, instrumentation/tools as well as for printing models for simulation and surgery preparation – in this last application, technologies based on liquid polymer resins see the greatest use. In the foundry [66,67], casting models and moulds are made both for the technology of conventional casting of disposable sand moulds and in the lost-material methods. Architectural mockups are produced in the architectural industry, allowing for quick redesign in CAD software and immediate addition of modified elements to the mockup. 3D printing is widely used in the procedure of implementing models into production and applies to almost every kind of industry: defence, automotive, aviation, food, household appliances, space technology, electronics, MEMS [33], as well as robotics and its didactics [24]. In those applications, the most important thing is to quickly produce the first version of the prototype and subject it to tests, studies, simulations and to determine the necessary changes. This also allows to present to potential customers several different versions of the same design, in different manufacturing variants, which increases the chances for the product to become a market success.
3.2. Classification
3D printing technologies can be divided according to a number of criteria, where one of the basic divisions is based on the type of input material and how the layers are joined. In the first case, technologies can be divided into those where the material is in one of three categories: liquid, solid and powder. Technologies that use liquids include methods such as: stereolithography (SLA), PolyJet Matrix (PJM), MultiJet (MJM), Rapid Freeze Prototyping (RFP). The technologies using solids include: Fused Deposition Modeling (FDM), Fused Filament Fabrication (FFF), Electron Beam Additive Manufacturing (EBAM), Laminated Object Manufacturing (LOM), Ultraconic Additive Manufacturing. The last group using materials in powder form, includes technologies such as: Selective Laser Sintering (SLS), Selective Laser Melting (SLM), Electron Beam Melting (EBM), Multi Jet Fusion (MJF), 3D printing (3DP). The second type of division of 3D printing technology, in terms of the type of the joining of layers, distinguishes three main groups: chemical joining of layers (FDM, FFF, PJM, MJM), melting/sintering (SLS, SLM) and laminating (LOM, 3DP).
3.3. Materials
The development of machines implementing 3D printing technologies and the invention of ever newer innovative 3D printing technologies was accompanied by a rapid development of materials used. This is particularly evident in materials based on metals and plastics (mainly polymers). An example is the medical industry, where materials based on corrosion-resistant steel type 316L, CoCr, Ti alloys (Ti6Al-4V) are currently used; Ni-Ti alloy, materials based on powders of titanium, nickel, copper, aluminium, chromium, which gives the possibility to build not only surgical instruments but also to build fully functional biocompatible bone models (implants), used with apparent success, in particular where a perfect fit to the geometry of the patient is required. The development of materials has opened up new branches of use for 3D printing. In the case of dentistry, steel-based materials are also used, where the dental implants undergo a full biocompatibility process and the geometry created is perfectly adapted to the patient's geometry. Models are largely developed using reverse engineering and portable X-ray equipment. In dentistry, the use of polymers with biocompatibility enabling not only contact with the patient's skin (up to a dozen or so days), but also with the oral cavity (dental appliances) is not without significance. In the case of industrial applications, PLA (Polylactic acid) based materials are a perfect fit to these conditions, as they can be reinforced not only with glass and carbon fibres, but also subjected to further mechanical and chemical processing, to improve the quality of their surface layer (roughness and waviness parameters) and change their strength parameters. With FDM/FFF technology and materials such as PLA or ABS (Acrylonitrile Butadiene Styrene), it is possible to obtain an almost unlimited colour palette and the cost of the printer material and printout is the lowest of all known 3D printing technologies – usually appox. 1 EUR/cm3. In addition, the materials market now offers almost unlimited possibilities for creating new materials, especially in laser technology, where the only criterion is the correct joining of layers and the possibility of obtaining grains with a sufficiently small diameter. These materials include in particular polyamides (nylon), TPE (thermoplastic elastomers), PS (polystyrene), PP (polypropylene), PAEK (polarletherketones), which can also be reinforced with glass fibre, aluminium powder and are largely used as biocompatible. A big advantage of this group of materials is the possibility to recycle and reuse unsintered material in the construction chamber. A large group of materials in the case of 3D printing are liquid polymer resins (SLA, PJ, PJM technologies), they mainly undergo the process of polymerisation during printing and the process is initiated either by UV curing or by laser and thermal processes. The advantage of liquid polymer resins is the possibility of spraying the material on build platforms, which allows to create models consisting of multiple fine layers with high dimensional and shape accuracy. PJM technology and the so-called digital materials fit perfectly into this reality. Digital materials can be mixed in the right proportions to create a new polymer. The new materials can have properties similar to rubber (Tango Black – PJM, Shore A – 25) or hard materials (Vero White – PJM, Shore A – 95) and it is possible to fabricate models with a high degree of transparency. In addition, they may vary in elongation – from several to several hundred percent. It is precisely in the case of advanced constructions, for example in robotics or automation that the possibility of creating models with variable properties and cell structures allows to create innovative prototype solutions with reduced weight and excellent damping properties. Liquid polymer resins, however, have some disadvantages, such as the high cost of the material reaching several hundred EUR per kilogram of material and the impossibility of recovering the used support material. In the case of 3D printing technology using powder materials, however, where layers are joined by using a binder (3D printing technology e.g. from Zcorporation, Exone) materials based on: furfuryl-alcohol based binders and acid activators and ester-cured alkaline phenolic resole binder as well as thermosetting ceramic powders are widely used. An interesting group of materials for ecological 3D printing technologies are pastes based on water and ceramic materials. In this case, the ceramic material usually forms a mixture with water, which allows it to be frozen and does not require any energy to be generated or supplied in applications such as casting models. The casting model in the “lost-material” method is melted by natural heating, thus creating a mould for the metal.
3.4. 3D Models
Objects fabricated using any 3D printing technology require an appropriate file format. The most popular format accepted by almost all 3D printer software is “stl”. The name stl comes from the first known 3D printing technology – stereolithography. The CAD solid model file is approximated by a surface using a triangle mesh. The user should control the recording accuracy by analysing linear (Ld) and angular (Ad) deviation. In the case of incorrect recording, the 3D printer will make a model with errors identifying the approximated model as correct. On the example of the 10 mm diameter circle shown in Figure 9 below, one may notice problems with the approximation of models with *.stl extension using too few triangles.
As can be seen in Figure 9b, the circle of the model saved with the set parameters Ld – 0.01 and Ad – 30° (coarse-grained recording mode) was approximated with 40 sections. The approximation is inaccurate and the model made with a 3D printer will have visible planes that look like polygons. In case of using the fine recording mode presented in Figure 9c (often recommended), the model was written with the parameters Ld – 0.01 and Ad – 10°, and the circle was approximated using 62 sections. This is a much more accurate surface mapping, but not good enough to avoid clear misrepresentations of the model surface when using precision machines such as the Connex 350 (PJM technology) or SLA. The last stl recording using the third variant, the so-called mode is the most optimal one and allows for full adjustment and control of the recording process taking into account both parameters of tolerance. In this case, the model shown was recorded with parameters: Ld – 0.001 and Ad – 5° and the circle is approximated using 160 triangles.
4. State of the Art
The analysis of literature on publications related to 3D printing and robotics was conducted on the basis of the analysis of the Web of Science database. Attention was focused on three issues: 3D printing, additive technology and robotics. The presented search data with a breakdown into specific years of publication is presented in Figure 10, where the number of found publications by scientific category is presented.
Analysing also the subject matter of the publication, it can be seen in Figure 11 that in all cases the terms that were searched for (3D printing, additive technology and robotics) in the largest common group are published in "multidisciplinary" journals. This group of publications concerns each analysed term and constituted the largest number of common thematic publications. In the following places, "Engineering Electrical Electronic" can be distinguished for all searched terms, where also all search queries constituted a highly numerous group of publications. In the following places, we can distinguish the subject matter of "biomedical" and "engineering mechanical" magazines. Also based on the review of publications from the Web of Science database, common denominators of 3D printing and robotics can be clearly identified. Furthermore, the growing number of publications of all search queries clearly indicates the development of both scientific disciplines.
5. 3D Printing plastic methods in robotics
The first practical applications of 3D printing in robotics were published in the 1990s. Since then, a dynamic development of the application of 3D printing in robotics can be observed, as well as a much larger spectrum of technologies and materials used. Currently, there are many machine manufacturers (3D printers) on the market, which enable the construction of physical models in many 3D printing technologies, however, not every additive (3D printing) technology allows for the production of durable models with adequate strength and dimensional and shape accuracy. Below, based on the literature review, a brief description of the use of particular 3D printing technologies for the construction of devices/elements in robotics is presented [3].
5.1. Fused Deposition modeling – FDM/FFF
One of the most popular 3D printing technology is the FDM/FFF technology. This thermoplastic deposition technology is used relatively frequently in robotics. This is mainly due to the simplicity of the construction process, where the material in the form of vein after heating is extruded through nozzles in the head and distributed in the place of the currently built model layer.
In this technology, the material in the form of a plastic (rod) is delivered to the print head. In the technology, the process of shaping is simple, however, there are several different technological parameters that affect the quality of the models obtained. These parameters include: the temperature of the print head, the temperature of the building chamber, the speed of spreading the material, the thickness of the layer being built, the degree of infill material. However, this technology is one of the cheapest 3D printing technologies today. An additional advantage is the lowest cost of material among the existing 3D printing technologies on the market and a large spectrum of possible materials (ABS, PLA, PLA+GF. PLA+CF, PC, PET, TPU, PEEK, etc.). The use of the FDM/FFF technology has been described in many research papers [23,25,68,69,70]. In the paper [68], the authors used silicone-based material and made physical models of a pneumatic actuator, which were subjected to strength tests. Furthermore, the authors investigated the influence of technological parameters on the tensile strength of specimen models and determined the optimal parameters due to the elongation during actuator operation. In the next study [66], the authors used FDM technology and ABS-based material to make a prototype construction of a light weight robot arm. To this end, they used CAD tools and the 3D printing process made it possible to quickly produce models, as well as to modify and redo them, which in the case of such complex models is a key advantage of 3D printing over conventional technologies in the construction of robot components. Another example of the application of 3D printing for the construction of robot elements is study [69], whereby the authors used PLA-based material in FDM technology to build a robot joint torque sensor. In this application, the main goal was to reduce the costs of creating a prototype and to make the final product sufficiently fast. The next example of using FDM technology has been described in paper [25]. The authors used FDM technology and material – thermoplastic poly(urethane) (TPU), known commercially as NinjaFlex – to build actuator models. Both strength tests were carried out on standardised specimens as well as on actuator models. Thanks to the use of tools from the CAE (computer aided engineering) group, computer simulations were carried out, which in combination with 3D printing significantly accelerated the prototype production process.
5.2. Selective Laser Sintering – SLS
Selective laser sintering technology is one of the most dynamically developing 3D printing technologies. This is mainly due to the enormous technological possibilities and the nature of the input material, which is in powder form. The materials are mainly polymers based on well-known constructive materials but many times reinforced by additional components. This group of materials includes polymers such as PA 2200, which are based on the well-known construction material polyamide PA 12. Moreover, the powdered material allows for the production of materials based on polyamides PA 6 and PA 11. As mentioned above, these polyamides have been used with additives increasing their properties easily become modern materials with excellent, increased properties [71]. A perfect example of this is, polyamide PA 3200 GF and Alumide, which by adding glass fiber and aluminum powder to polyamide PA 2200, respectively, allow for the production of models with increased mechanical properties and, most importantly, with a high degree of isotropy of properties. In the case of layered technologies, the influence of the printing direction on the mechanical properties of the models produced is very clearly visible. Thanks to the introduction of glass fiber and aluminum, we obtain a low anisotropy and the possibility of producing models with much more predictable behavior, also during constant loads over time, which is often the case in robotics. Another excellent example of creating modern materials in SLS technology with great potential application in robotics is the material with the trade name PA 640-GSL - Polyamide 12 Filled With Glass Beads and Carbon Fibers. By introducing these additives, this material has more than twice the Young's modulus (PA 2200 – 1700 MPa, PA 3200 GF 3200 MPa, Alumide 3800 MPa) and density increase compared to pure PA 2200 polyamide from 0.93 g/cm3 to 1.22 g/cm3 (3200 GF) 1.36 g/cm3 (Alumide) which is a very good weight to strength ratio for plastics. An interesting modern material in 3D printing is PrimePart FR polyamide - Polyamide 12 Flame-Retardant. This material meets the following fire resistance standards: CS 25/JAR25/FAR 25 § 25-853 (a) App. F Part I, ABD 0031 which in the case of industrial robotics opens up new possibilities for designing and producing prototypes, especially for real tests.
Grain diameters do not usually exceed several micrometers (around 60) and the dimensional accuracy is below 0.1 mm. In robotics, very often elements such as actuators or pneumatic muscles are characterised by a very complex internal structure, in some cases – cellular structure. In such applications, the selective laser sintering powder technology is perfectly suited for these applications. It enables the production of geometrically complex models without the need to mechanically remove support structures. The supporting material is also in powder form and only needs to be poured out by gravity from the built model. SLS technology is successfully used in robotics to build complex constructions such as engine housings, handles, grippers, especially those with reduced weight (thanks to the possibility of building shell and hollow models). An example of using SLS technology for construction of elastic bellows models is presented in the paper [72]. The elements produced by this technology were subjected to compression tests and the model material used was polyamide PA 2200. As numerous studies have shown, the models have shown high flexibility and resistance to both compression and internal air pressure, which is crucial for the construction of robotics components, such as pneumatic muscles [73]. The SLS technology uses very well-known structural polyamides/nylons PA 2200 (based on PA 12), glass fibre reinforced polyamides and carbon fibre reinforced polyamides. Similar actuators produced also by 3D printing are presented in the paper [24]. The publication also includes strength tests and FEM (Finite Element Methods) simulations, which significantly shortened the time of prototype production and reduced the cost of fabrication the final models. Another example of the use of selective laser sintering technology in the construction of functional prototypes of robotics elements is presented in the paper [74]. SLS printing was used to build prototype structures of a Prismatic, revolute, universal, spherical and Modified Spherical "Knuckle" Joints. In addition, a 3D folding of a Robotic Finger has been designed and manufactured using 3D printing technology. For model construction, a well-known construction material was used – polyamide.
5.3. Photocuring Polymer Resin
In the case of technologies based on photo-curing resins, many methods can be distinguished. The most popular are PJ, PJM and SLA. Technologies such as PJM or SLA, thanks to the use of UV lamps or laser as an energy source, allow to produce very precise models with a low thickness of the built layer.
Technologies from the PJM group are characterized by the fact that the material in the form of a liquid resin is sprayed onto the building platform in the place of the currently constructed cross-section of the model. Then, by irradiation with UV lamps, the polymerization process is initiated, which hardens the layer and connects it with the previously created one. The unquestionable advantage of PJM technology is the ability to build very accurate models, which is directly related to the small thickness of the layer being built, one of the smallest in 3D printing technologies. The layer thickness is as high as 16 micrometers. A different construction process takes place in the SLA technology, which scans the material layer in a chamber filled with liquid polymer with a laser, then in this technology the building platform lowers and is filled with liquid resin. Also in this technology, we have a wide range of materials at our disposal, and the process itself allows the construction of precise models with high accuracy and an invisible stair-step effect.
5.3.1. PolyJet Matrix - PJM
The possibility of using photo-curing 3D printing technologies to build components of robots has been presented in several scientific publications [75,76]. In both of the presented publications, the authors unequivocally indicated a very high potential of using this type of printing in practical applications of building robot components, such as grippers and 3D-printed sensors with applications in 4D-printed soft robots [77]. Another example of fabrication of articulated elements is presented in the publication [78]. In this publication, using materials based on liquid polymer resins of commercially available FC 720, a slider-crank mechanism was made using a 3D Connex 350 printer by Stratasys. The uniqueness of this project was that the 3D model was designed in such a way that it would be impossible to make this device using any conventional fabrication technology. Metrological analysis was carried out and the influence of shape deviations on the deformation of the mechanism during operation was determined using software from CAE optimisation group. As photo-curing technologies such as PJM have the ability to mix different materials and create new material, these technologies allow models to be made with the appropriate, desired mechanical properties such as tensile strength, elongation and especially Shore hardness. Thanks to the very low build up layer (16 micrometres) it is possible to produce very precise models and the material spectrum also includes biocompatible materials such as MED 610, which according to ISO standards allows continuous contact with the skin (up to 30 days) and with the mouth (up to 24 hours). PJM technology for the construction of industrial robots allows to build one component from different materials. It is possible to specify specific locations where one material (for example, rigid) and others where a second type of material (flexible) is to be used. The models produced in many cases do not require any further finishing such as grinding or polishing, and the roughness parameters of both 2D and 3D remain at a very good level similar to turning, milling, grinding.
5.3.2. Stereolitography – SLA
The use of stereolithography – SLA technology for construction of elements in robotics has been presented in the papers [79,80,81]. The authors demonstrated that it can be used for the prototyping of cell-based bio-hybrid actuators and piezoelectric soft actuators. Due to the fact that the SLA technology uses liquid polymer resins largely thermally cured, for example, by laser, we have a large spectrum of materials, including biocompatible ones, in this method, which opens up new possibilities in robotics, especially in medicine, for example for the construction of Single-port laparoscopic surgery (SLS) models [82] as an alternative to CNC machine tools. In addition, this PJM-like method has a very high-resolution during printing, which means that the models produced in robotics in many cases do not require further finishing. The use of flexible materials with high tensile strength and high elongation seems to be particularly advantageous, which also allows the manufacture of models such as pneumatic muscles and grippers with variable hardness.
5.4. HP Multi Jet Fusion
Multi Jet Printing technology entered into production in 2016 and has been growing rapidly since then. Currently, there is a growing interest in this 3D printing technology, which is largely an alternative to the well-known and used in robotics selective laser sintering technology (similar layer thickness and polyamide-based materials). It seems that this technology, thanks to its high resolution and huge printing speed up to 5000 cm³/hour and the wide range of materials used can certainly be used in robotics for both unit, prototype and series production.
6. Prototypes
3D printing technology using selective laser sintering (SLS) allows to fabricate elements with very complex shapes and high precision at the same time. An additional advantage of the material used is its high mechanical strength. The use of this technology allowed to make housings for drive motors of the mobile robot [83,84] competing in the "Martian rover" University Rover Challenge and European Rover Challenge competitions. The robot components prepared in such a way were characterised by low weight while maintaining appropriate strength for this type of elements, which translated into reliable operation of the machine.
To verify the design of the enclosures, they were first manufactured on the Connex 350 in Fullcure 720, as shown in Figure 12 a and b. Due to the transparency of the material used, it was possible to evaluate the design of the modelled parts and check that the electric motor cables were routed correctly and did not interfere with other mating parts.
After testing, the rover elements in the form of motor housings were made in SLS technology using PA 2200 material (Figure 13).
The Impuls Team from the Faculty of Mechatronics and Mechanical Engineering at the Kielce University of Technology has achieved many successes on the international scene in recent years. Among them: 2018 – 1st place in the European Rover Challenge (Poland), 2019 – 1st place in the University Rover Challenge (USA), 2019 – 1st place in the European Rover Challenge (Poland).
The dynamic development of additive technologies has led to them stepping out of laboratories and scientific institutes. Amateur designs using 3D printing capabilities can be found on multiple online forums and websites. One example of such solutions is the design of a robotic hand controlled wirelessly by a haptic system. Figure 14 presents a general view of the glove with the electronics working as a transmitter for the artificial hand – haptic system.
The main elements of the transmitter are potentiometer flex sensors and electronic parts together with the control element in the form of Arduino Nano. Figure 15 presents the transmitter diagrams.
The artificial hand was made of elements printed on a 3D printer. Individual elements of the artificial hand are available in *.stl format on the InMoov project website. The moving parts are driven via cables by modelling servo motors. The servo motors are controlled and powered by Arduino Nano and electronic components. Figure 16 presents the various stages in the construction of the artificial hand.
Figure 17 presents the assembled artificial hand.
7. Final production
The final stage of the robot's commissioning is integration into the surrounding system. The integration includes the robot's IT, electronic and electro-technical systems and mechanical components. Increasingly, mechanical parts are manufactured using 3D printing. The integration applies both to robots working in large industrial environments, in series production, and to robots produced individually or in small series, e.g. in laboratories, safety institutions, etc. In the paper [87], the authors emphasise that the demand for more non-standard, small batch production, which is still largely done by hand, is growing in the manufacturing industry. To introduce automation and robotisation, at least to some extent, they propose a reconfigurable robot work cell to automate small batch production. The developed working chamber can adapt to changes in production processes by using a number of passive, reconfigurable hardware components, supported by modular control software. Study [88] presents the integration of 3D printing techniques with the development of exoskeleton prototypes, which can significantly improve the design of rehabilitation robots. Figure 18 presents a finger rehabilitation robot.
The robot's elements were made with 3D printing technology and adapted to the specific clinical case.
Integration of robots can be facilitated by solutions presented in papers [89,90], including examples of soft robotics applications. The production of actuators by the 4D printing method [90] is described and an actuator with an integrated stress sensor [87] is presented, which is produced entirely by means of multi-material 3D printing and does not require final processing or manual fabrication. The automatic manufacture of sensor array systems allows for the creation of more complex, efficient and integrated components, as the installation effort is eliminated. The issue of the current state of soft robots in the field of biomedicine is presented in an extensive review article [91]. Soft robots are made of materials with a modulus of elasticity comparable to the biological modulus. The advantage of soft robots over rigid robots is safe human interaction and ease of adaptation. However, their real-time integration with the control system is difficult due to the use of soft polymer materials. The advantage of these materials is the possibility to use 3D printing as a cheap flexible fabrication method. It is important to remember that polymeric materials exhibit relaxation and creep, which requires consideration of their effects in design. Studies that present methods of mathematical description of rheological properties of materials used in soft robotics may [92,93,94] prove helpful.
Additive technologies using metals, e.g. SLS or SLM, are very important in facilitating the integration of robots, especially industrial ones. These technologies can be used to make various mechanical components, e.g. grippers, according to specific working conditions. Attention was drawn to these problems in study [95], where the laser beam melting (LBM) process was described along with its advantages and disadvantages in the production of robot elements. Attention was paid to the concepts of lightweight construction, functional integration and great design freedom. All this makes it possible to optimise the design, reduce the weight of components and improve the dynamics of robots. For example, a 6-axis robot tested for industrial LBM production is described.
An interesting example is the integration of a robot with a 3D printer (two in one) in order to build a machine to produce elements much larger than itself [96]. This article describes a climbing robot and a 3D printer that performs an infinite production loop, i.e. printing, anchoring to a new position, printing, moving to a new position and further printing. The design, construction and characteristics of the machine are described, together with the experience in making vertical columns, which can be used in the construction industry [97].
The final production of models, in particular in robotics, must be based not only on a high degree of complexity, but also on full knowledge of the technological parameters and their impact on the quality of the models obtained. It follows that in Robotics during the manufacturing process one of the basic parameters to be taken into account is the printing direction. As shown by the results of research [98,99], the printing direction affects the roughness and waviness parameters, and this applies to both flat and spatial parameters. The design and final manufacturing process should always take into account the print direction in order to optimize the manufacturing process.
8. Conclusions and future work
An analysis of the latest publications on 3D/4D Printing in Advanced Robotics Systems presents that there is a strong feedback between 3D/4D fabrication technology and robotics. This is indicated by the growing sales of robots in recent years, as shown in Fig. 1 and the growing number of publications (as shown in the State of Art) on robotics and 3D printing technology – Fig. 8 and 9. The strong link between 3D/4D printing technology and robotics is also demonstrated by the numerous examples described and cited in this paper. Studies by the authors pointing to the extraordinary technological possibilities of 3D printing in the production of robots both for individual needs, e.g. in medicine and industrial robots were cited. Different 3D printing technologies and materials have been described, indicating their advantages and disadvantages as well as their application possibilities in robotics.
It seems that 4D printing is a natural consequence of the development of 3D printing, therefore future research will focus both on research on modern materials that enable the wide use of 3D and 4D printing and on the potential increase in the possibility of building models in the robotics industry, such as elastic bellows and the possibility of 3D/4D printing for the production of MEMS models.
The works on 4D printing show a great potential for the possibility of using polymers in robotics. The classic feedback loop that we meet in control can be replaced with elements that respond to external stimuli, being a qusi-sensor and an executive element at the same time.
Author Contributions
For research articles with several authors, a short paragraph specifying their individual contributions must be provided. The following statements should be used “Conceptualization, S.B., J.B., J.T., M.S., L.N. and T.K.; methodology, S.B., and T.K; validation, J.B. and J.T.; formal analysis, T.K.; investigation, S.B., J.B., J.T., M.S., L.N., M.B., I.K., D.V., T.A., A.Z. and T.K.; resources, S.B. and T.K; data curation, J.B. and J.T.; writing—original draft preparation, S.B. and J.T.; writing—review and editing, S.B., M.S., L.N. and T.K.; visualization, J.T. and J.B.; supervision, S.B., M.S., L.N., D.V., T.A., I.K., A.Z. and T.K.; project administration, S.B. and T.K.; funding acquisition, T.K. All authors have read and agreed to the published version of the manuscript.
References
- Krzysztofik, I.; Takosoglu, J.; Koruba, Z. Selected Methods of Control of the Scanning and Tracking Gyroscope System Mounted on a Combat Vehicle. Annu. Rev. Control 2017, 44, 173–182. https://doi.org/10.1016/j.arcontrol.2016.10.003. [CrossRef]
- Tkáčik, M.; Březina, A.; Jadlovská, S. Design of a Prototype for a Modular Mobile Robotic Platform. IFAC-PapersOnLine 2019, 52, 192–197. https://doi.org/10.1016/j.ifacol.2019.12.755. [CrossRef]
- Li, X.L.; Wu, L.C.; Lan, T.Y. A 3D-Printed Robot Hand with Three Linkage-Driven Underactuated Fingers. Int. J. Autom. Comput. 2018, 15, 593–602. https://doi.org/10.1007/s11633-018-1125-z. [CrossRef]
- Bulgarelli, A.; Toscana, G.; Russo, L.O.; Farulla, G.A.; Indaco, M.; Bona, B. A Low-Cost Open Source 3D-Printable Dexterous Anthropomorphic Robotic Hand with a Parallel Spherical Joint Wrist for Sign Languages Reproduction. Int. J. Adv. Robot. Syst. 2016, 13. https://doi.org/10.5772/64113. [CrossRef]
- Tian, L.; Thalmann, N.M.; Thalmann, D.; Zheng, J. The Making of a 3D-Printed, Cable-Driven, Single-Model, Lightweight Humanoid Robotic Hand. Front. Robot. AI 2017, 4, 1–12. https://doi.org/10.3389/frobt.2017.00065. [CrossRef]
- Mohammadi, A.; Lavranos, J.; Zhou, H.; Mutlu, R.; Alici, G.; Tan, Y.; Choong, P.; Oetomo, D. A Practical 3D-Printed Soft Robotic Prosthetic Hand with Multi-Articulating Capabilities. PLoS One 2020, 15, 1–23. https://doi.org/10.1371/journal.pone.0232766. [CrossRef]
- Premyodhin, N.; Mandair, D.; Ferng, A.S.; Leach, T.S.; Palsma, R.P.; Albanna, M.Z.; Khalpey, Z.I. 3D Printed Mitral Valve Models: Affordable Simulation for Robotic Mitral Valve Repair. Interact. Cardiovasc. Thorac. Surg. 2018, 26, 71–76. https://doi.org/10.1093/icvts/ivx243. [CrossRef]
- Ghazi, A.E.; Teplitz, B.A. Role of 3D Printing in Surgical Education for Robotic Urology Procedures. Transl. Androl. Urol. 2020, 9, 931–941. https://doi.org/10.21037/tau.2020.01.03. [CrossRef]
- Uwechue, R.; Gogalniceanu, P.; Kessaris, N.; Byrne, N.; Chandak, P.; Olsburgh, J.; Ahmed, K.; Mamode, N.; Loukopoulos, I. A Novel 3D-Printed Hybrid Simulation Model for Robotic-Assisted Kidney Transplantation (RAKT). J. Robot. Surg. 2018, 12, 541–544. https://doi.org/10.1007/s11701-018-0780-y. [CrossRef]
- Wei, F.; Xu, M.; Lai, X.; Zhang, J.; Yiengpruksawan, A.; Lu, Y.; Liu, J.; Wang, Z. Three-Dimensional Printed Dry Lab Training Models to Simulate Robotic-Assisted Pancreaticojejunostomy. ANZ J. Surg. 2019, 89, 1631–1635. https://doi.org/10.1111/ans.15544. [CrossRef]
- Lipskas, J.; Deep, K.; Yao, W. Robotic-Assisted 3D Bio-Printing for Repairing Bone and Cartilage Defects through a Minimally Invasive Approach. Sci. Rep. 2019, 9, 1–9. https://doi.org/10.1038/s41598-019-38972-2. [CrossRef]
- Li, M.; Xiong, P.; Yan, F.; Li, S.; Ren, C.; Yin, Z.; Li, A.; Li, H.; Ji, X.; Zheng, Y.; et al. An Overview of Graphene-Based Hydroxyapatite Composites for Orthopedic Applications. Bioact. Mater. 2018, 3, 1–18. https://doi.org/10.1016/j.bioactmat.2018.01.001. [CrossRef]
- Ma, K.; Zhao, T.; Yang, L.; Wang, P.; Jin, J.; Teng, H.; Xia, D.; Zhu, L.; Li, L.; Jiang, Q.; et al. Application of Robotic-Assisted in Situ 3D Printing in Cartilage Regeneration with HAMA Hydrogel: An in Vivo Study. J. Adv. Res. 2020, 23, 123–132. https://doi.org/10.1016/j.jare.2020.01.010. [CrossRef]
- Schaffner, M.; Faber, J.A.; Pianegonda, L.; Rühs, P.A.; Coulter, F.; Studart, A.R. 3D Printing of Robotic Soft Actuators with Programmable Bioinspired Architectures. Nat. Commun. 2018, 9. https://doi.org/10.1038/s41467-018-03216-w. [CrossRef]
- Wang, J.; Xiao, X.; Huang, Z.; Melzer, A. 3D-Printing Based Transducer Holder for Robotic Assisted Ultrasound Guided HIFU. Procedia Manuf. 2019, 30, 3–10. https://doi.org/10.1016/j.promfg.2019.02.002. [CrossRef]
- Vogt, D.M.; Becker, K.P.; Phillips, B.T.; Graule, M.A.; Rotjan, R.D.; Shank, T.M.; Cordes, E.E.; Wood, R.J.; Gruber, D.F. Shipboard Design and Fabrication of Custom 3D-Printed Soft Robotic Manipulators for the Investigation of Delicate Deep-Sea Organisms. PLoS One 2018, 13, 1–16. https://doi.org/10.1371/journal.pone.0200386. [CrossRef]
- Shih, B.; Christianson, C.; Gillespie, K.; Lee, S.; Mayeda, J.; Huo, Z.; Tolley, M.T. Design Considerations for 3D Printed, Soft, Multimaterial Resistive Sensors for Soft Robotics. Front. Robot. AI 2019, 6, 1–12. https://doi.org/10.3389/frobt.2019.00030. [CrossRef]
- Ota, H.; Emaminejad, S.; Gao, Y.; Zhao, A.; Wu, E.; Challa, S.; Chen, K.; Fahad, H.M.; Jha, A.K.; Kiriya, D.; et al. Application of 3D Printing for Smart Objects with Embedded Electronic Sensors and Systems. Adv. Mater. Technol. 2016. https://doi.org/10.1002/admt.201600013. [CrossRef]
- de Marco, C.; Alcântara, C.C.J.; Kim, S.; Briatico, F.; Kadioglu, A.; de Bernardis, G.; Chen, X.; Marano, C.; Nelson, B.J.; Pané, S. Indirect 3D and 4D Printing of Soft Robotic Microstructures. Adv. Mater. Technol. 2019, 4, 1–7. https://doi.org/10.1002/admt.201900332. [CrossRef]
- Subrin, K.; Bressac, T.; Garnier, S.; Ambiehl, A.; Paquet, E.; Furet, B. Improvement of the Mobile Robot Location Dedicated for Habitable House Construction by 3D Printing. IFAC-PapersOnLine 2018, 51, 716–721. https://doi.org/10.1016/j.ifacol.2018.08.403. [CrossRef]
- Jones, A.; Straub, J. Concepts for 3D Printing-Based Self-Replicating Robot Command and Coordination Techniques. Machines 2017. https://doi.org/10.3390/machines5020012. [CrossRef]
- Sanfilippo, F.; Helgerud, E.; Stadheim, P.A.; Aronsen, S.L. Serpens: A Highly Compliant Low-Cost ROS-Based Snake Robot with Series Elastic Actuators, Stereoscopic Vision and a Screw-Less Assembly Mechanism. Appl. Sci. 2019. https://doi.org/10.3390/app9030396. [CrossRef]
- Rubies, E.; Palacín, J. Design and FDM/FFF Implementation of a Compact Omnidirectional Wheel for a Mobile Robot and Assessment of ABS and PLA Printing Materials. Robotics 2020. https://doi.org/10.3390/ROBOTICS9020043. [CrossRef]
- Castelli, K.; Giberti, H. Additive Manufacturing as an Essential Element in the Teaching of Robotics. Robotics 2019. https://doi.org/10.3390/robotics8030073. [CrossRef]
- Tawk, C.; Alici, G. Finite Element Modeling in the Design Process of 3D Printed Pneumatic Soft Actuators and Sensors. Robotics 2020, 9, 52. https://doi.org/10.3390/robotics9030052. [CrossRef]
- Stano, G.; Arleo, L.; Percoco, G. Additive Manufacturing for Soft Robotics: Design and Fabrication of Airtight, Monolithic Bending PneuNets with Embedded Air Connectors. Micromachines 2020. https://doi.org/10.3390/MI11050485. [CrossRef]
- Fry, N.R.; Richardson, R.C.; Boyle, J.H. Robotic Additive Manufacturing System for Dynamic Build Orientations. Rapid Prototyp. J. 2020, 26, 659–667. https://doi.org/10.1108/RPJ-09-2019-0243. [CrossRef]
- Carrico, J.D.; Hermans, T.; Kim, K.J.; Leang, K.K. 3D-Printing and Machine Learning Control of Soft Ionic Polymer-Metal Composite Actuators. Sci. Rep. 2019. https://doi.org/10.1038/s41598-019-53570-y. [CrossRef]
- Ryan, K.R.; Down, M.P.; Banks, C.E. Future of Additive Manufacturing: Overview of 4D and 3D Printed Smart and Advanced Materials and Their Applications. Chem. Eng. J. 2021. [CrossRef]
- Hann, S.Y.; Cui, H.; Nowicki, M.; Zhang, L.G. 4D Printing Soft Robotics for Biomedical Applications. Addit. Manuf. 2020. https://doi.org/10.1016/j.addma.2020.101567. [CrossRef]
- Bajpai, A.; Baigent, A.; Raghav, S.; Brádaigh, C.; Koutsos, V.; Radacsi, N. 4D Printing: Materials, Technologies, and Future Applications in the Biomedical Field. Sustain. 2020. [CrossRef]
- Lee, A.Y.; Zhou, A.; An, J.; Chua, C.K.; Zhang, Y. Contactless Reversible 4D-Printing for 3D-to-3D Shape Morphing. Virtual Phys. Prototyp. 2020. https://doi.org/10.1080/17452759.2020.1822189. [CrossRef]
- Blachowicz, T.; Ehrmann, A. 3D Printed MEMS Technology-Recent Developments and Applications. Micromachines 2020. https://doi.org/10.3390/MI11040434. [CrossRef]
- Hull, C.W. Apparatus for Production of Three-Dmensonal Objects By Stereo Thography. Patent 1984, 16.
- Crump, S.S. Apparatus and Method for Creating Three-Dimensional Objects. United States Pat. 1992.
- Deckard, C.R.; Rock, R.; Joseph, J. Method for Selective Laser Sintering With Layerwise Cross-Scanning. 1992, 12.
- Feygin, M.; Pak, S.S. Laminated Object Manufacturing Apparatus and Method. 1999, 52.
- Data, R.U.S.A. ( 12 ) United States Patent at Adhesive and at Additive Successively Layer Composite Powder Apply Slice Pattern of Binder on Each Layer of Powder to Form Object. 2016, 2.
- James, W.; Tentoni, P.E.B. United States Patent ( 19 ). 1996.
- Kozior, T. The Influence of Selected Selective Laser Sintering Technology Process Parameters on Stress Relaxation, Mass of Models, and Their Surface Texture Quality. 3D Print. Addit. Manuf. 2020, 7. https://doi.org/10.1089/3dp.2019.0036. [CrossRef]
- Kozior, T.; Mamun, A.; Trabelsi, M.; Sabantina, L.; Ehrmann, A. Quality of the Surface Texture and Mechanical Properties of FDM Printed Samples after Thermal and Chemical Treatment. Stroj. Vestnik/Journal Mech. Eng. 2020, 66. https://doi.org/10.5545/sv-jme.2019.6322. [CrossRef]
- Kozior, T.; Kundera, C. Surface Texture of Models Manufactured by FDM Technology. In Proceedings of the AIP Conference Proceedings; 2018; Vol. 2017. [CrossRef]
- Skrzyniarz, M.; Nowakowski, L.; Blasiak, S. Geometry, Structure and Surface Quality of a Maraging Steel Milling Cutter Printed by Direct Metal Laser Melting. Materials (Basel). 2022, 15. https://doi.org/10.3390/ma15030773. [CrossRef]
- Kozior, T.; Mamun, A.; Trabelsi, M.; Wortmann, M.; Lilia, S.; Ehrmann, A. Electrospinning on 3D Printed Polymers for Mechanically Stabilized Filter Composites. Polymers (Basel). 2019, 11. https://doi.org/10.3390/polym11122034. [CrossRef]
- Kozior, T.; Trabelsi, M.; Mamun, A.; Sabantina, L.; Ehrmann, A. Stabilization of Electrospun Nanofiber Mats Used for Filters by 3D Printing. Polymers (Basel). 2019, 11. https://doi.org/10.3390/polym11101618. [CrossRef]
- Kozior, T.; Blachowicz, T.; Ehrmann, A. Adhesion of Three-Dimensional Printing on Textile Fabrics: Inspiration from and for Other Research Areas. J. Eng. Fiber. Fabr. 2020, 15. https://doi.org/10.1177/1558925020910875. [CrossRef]
- Zolfagharian, A.; Mahmud, M.A.P.; Gharaie, S.; Bodaghi, M.; Kouzani, A.Z.; Kaynak, A. 3D/4D-Printed Bending-Type Soft Pneumatic Actuators: Fabrication, Modelling, and Control. Virtual Phys. Prototyp. 2020. [CrossRef]
- Bodaghi, M.; Damanpack, A.R.; Liao, W.H. Self-Expanding/Shrinking Structures by 4D Printing. Smart Mater. Struct. 2016. https://doi.org/10.1088/0964-1726/25/10/105034. [CrossRef]
- Zolfagharian, A.; Denk, M.; Bodaghi, M.; Kouzani, A.Z.; Kaynak, A. Topology-Optimized 4D Printing of a Soft Actuator. Acta Mech. Solida Sin. 2020. https://doi.org/10.1007/s10338-019-00137-z. [CrossRef]
- Blasiak, S.; Laski, P.A.; Takosoglu, J.E. Rapid Prototyping of Pneumatic Directional Control Valves. Polymers (Basel). 2021, 13. https://doi.org/10.3390/polym13091458. [CrossRef]
- Blasiak, S.; Takosoglu, J.E.; Laski, P.A. Optimizing The Flow Rate In A Pneumatic Directional Control Valve. In Proceedings of the Proceedings of 20th International Conference on Engineering Mechanics 2014; Fuis, V., Ed.; Brno Univ. Technol., Inst. Solid Mechan. Mechatron. & Biomechan., 2014; pp. 96–99.
- Tamay, D.G.; Usal, T.D.; Alagoz, A.S.; Yucel, D.; Hasirci, N.; Hasirci, V. 3D and 4D Printing of Polymers for Tissue Engineering Applications. Front. Bioeng. Biotechnol. 2019. [CrossRef]
- Tibbits, S. The Emergence of 4D Printing.
- Tibbits, S. 4D Printing: Multi-Material Shape Change. Archit. Des. 2014. https://doi.org/10.1002/ad.1710. [CrossRef]
- McCracken, J.M.; Nuzzo, R.G. 4D Printing for Spatially and Temporally Dynamic Bioscaffolds. In Proceedings of the Abstracts of Papers, 249th ACS National Meeting & Exposition, Denver, CO, United States, March 22-26, 2015; 2015.
- De Marco, C.; Pané, S.; Nelson, B.J. 4D Printing and Robotics. Sci. Robot. 2018. [CrossRef]
- López-Valdeolivas, M.; Liu, D.; Broer, D.J.; Sánchez-Somolinos, C. 4D Printed Actuators with Soft-Robotic Functions. Macromol. Rapid Commun. 2018, 39, 3–9. https://doi.org/10.1002/marc.201700710. [CrossRef]
- Zolfagharian, A.; Kaynak, A.; Bodaghi, M.; Kouzani, A.Z.; Gharaie, S.; Nahavandi, S. Control-Based 4D Printing: Adaptive 4D-Printed Systems. Appl. Sci. 2020. [CrossRef]
- Carrico, J.D.; Leang, K.K. Fused Filament 3D Printing of Ionic Polymer-Metal Composites for Soft Robotics. In Proceedings of the Electroactive Polymer Actuators and Devices (EAPAD) 2017; 2017.
- Singh, D.; Tawk, C.; Mutlu, R.; Sariyildiz, E.; Alici, G. A 3D Printed Soft Robotic Monolithic Unit for Haptic Feedback Devices. In Proceedings of the IEEE/ASME International Conference on Advanced Intelligent Mechatronics, AIM; 2019.
- Zhang, Z.; Demir, K.G.; Gu, G.X. Developments in 4D-Printing: A Review on Current Smart Materials, Technologies, and Applications. Int. J. Smart Nano Mater. 2019. https://doi.org/10.1080/19475411.2019.1591541. [CrossRef]
- Ahmed, K.; Shiblee, M.N.I.; Khosla, A.; Nagahara, L.; Thundat, T.; Furukawa, H. Review—Recent Progresses in 4D Printing of Gel Materials. J. Electrochem. Soc. 2020. https://doi.org/10.1149/1945-7111/ab6e60. [CrossRef]
- Saed, M.O.; Ambulo, C.P.; Kim, H.; De, R.; Raval, V.; Searles, K.; Siddiqui, D.A.; Cue, J.M.O.; Stefan, M.C.; Shankar, M.R.; et al. Molecularly-Engineered, 4D-Printed Liquid Crystal Elastomer Actuators. Adv. Funct. Mater. 2019. https://doi.org/10.1002/adfm.201806412. [CrossRef]
- Zarek, M.; Mansour, N.; Shapira, S.; Cohn, D. 4D Printing of Shape Memory-Based Personalized Endoluminal Medical Devices. Macromol. Rapid Commun. 2017. https://doi.org/10.1002/marc.201600628. [CrossRef]
- Păcurar, A.; Rău, M.; Păcurar, R.; Guţiu, E.; Bacali, L.; Cosma, C. Research Regarding the Design and Manufacturing of Hand Orthosis by Using Fused Deposition Modeling Technology. MATEC Web Conf. 2019, 299, 01008. https://doi.org/10.1051/matecconf/201929901008. [CrossRef]
- Gutiérrez, S.C.; Zotovic, R.; Navarro, M.D.; Meseguer, M.D. Design and Manufacturing of a Prototype of a Lightweight Robot Arm. Procedia Manuf. 2017, 13, 283–290. https://doi.org/10.1016/j.promfg.2017.09.072. [CrossRef]
- Zmarzły, P.; Kozior, T.; Gogolewski, D. Dimensional and Shape Accuracy of Foundry Patterns Fabricated through Photo-Curing. Teh. Vjesn. 2019, 26. https://doi.org/10.17559/TV-20181109115954. [CrossRef]
- Hamidi, A.; Tadesse, Y. 3D Printing of Very Soft Elastomer and Sacrificial Carbohydrate Glass/Elastomer Structures for Robotic Applications. Mater. Des. 2020, 187, 108324. https://doi.org/10.1016/j.matdes.2019.108324. [CrossRef]
- Siradjuddin, I.; Wicaksono, R.P.; Murdani, A.; Dewatama, D.; Ronilaya, F.; Rohadi, E.; Asmara, R.A. A Low Cost 3D-Printed Robot Joint Torque Sensor. In Proceedings of the MATEC Web of Conferences; 2018; Vol. 197. [CrossRef]
- Jing, D.O.U.; Devine, D.M.; Lyons, J. 3D Printed End of Arm Tooling (EOAT) for Robotic Automation. Robotics 2018. https://doi.org/10.3390/robotics7030049. [CrossRef]
- EOS GmbH Available online: https://www.eos.info/en/additive-manufacturing/3d-printing-plastic.
- Kundera, C.; Kozior, T. Research of the Elastic Properties of Bellows Made in SLS Technology. In Proceedings of the Advanced Materials Research; 2014; Vol. 874. [CrossRef]
- Takosoglu, J. Angular Position Control System of Pneumatic Artificial Muscles. Open Eng. 10, 681–687. https://doi.org/10.1515/eng-2020-0077. [CrossRef]
- Won, J.; DeLaurentis, K.; Mavroidis, C. Rapid Prototyping of Robotic Systems. In Proceedings of the Proceedings 2000 ICRA. Millennium Conference. IEEE International Conference on Robotics and Automation. Symposia Proceedings (Cat. No.00CH37065); 2000; Vol. 4, pp. 3077–3082 vol.4.
- Yap, Y.L.; Sing, S.L.; Yeong, W.Y. A Review of 3D Printing Processes and Materials for Soft Robotics. Rapid Prototyp. J. 2020. [CrossRef]
- Zolfagharian, A.; Kaynak, A.; Kouzani, A. Closed-Loop 4D-Printed Soft Robots. Mater. Des. 2020, 188. [CrossRef]
- Valentine, A.D.; Busbee, T.A.; Boley, J.W.; Raney, J.R.; Chortos, A.; Kotikian, A.; Berrigan, J.D.; Durstock, M.F.; Lewis, J.A. Hybrid 3D Printing of Soft Electronics. Adv. Mater. 2017, 29. https://doi.org/10.1002/adma.201703817. [CrossRef]
- Yonghua, C.; Chen, Z. Joint Analysis in Rapid Fabrication of Non-assembly Mechanisms. Rapid Prototyp. J. 2011, 17, 408–417. https://doi.org/10.1108/13552541111184134. [CrossRef]
- Gul, J.Z.; Sajid, M.; Rehman, M.M.; Siddiqui, G.U.; Shah, I.; Kim, K.H.; Lee, J.W.; Choi, K.H. 3D Printing for Soft Robotics–a Review. Sci. Technol. Adv. Mater. 2018, 19. [CrossRef]
- Chan, V.; Jeong, J.H.; Bajaj, P.; Collens, M.; Saif, T.; Kong, H.; Bashir, R. Multi-Material Bio-Fabrication of Hydrogel Cantilevers and Actuators with Stereolithography. Lab Chip 2012, 12, 88–98. https://doi.org/10.1039/c1lc20688e. [CrossRef]
- Zolfagharian, A.; Kouzani, A.Z.; Khoo, S.Y.; Moghadam, A.A.A.; Gibson, I.; Kaynak, A. Evolution of 3D Printed Soft Actuators. Sensors Actuators, A Phys. 2016, 250. [CrossRef]
- Wang, H.C.; El Wahed, A.K. Development of a Novel Latching-Type Electromagnetic Actuator for Applications in Minimally Invasive Surgery. Actuators 2020, 9. https://doi.org/10.3390/ACT9020041. [CrossRef]
- Laski, P.A. The Design of a Proportional Slit Valve with a Piezoelectric Actuator. In Proceedings of the ENGINEERING MECHANICS 2016; Zolotarev, I and Radolf, V., Ed.; ACAD SCI CZECH REPUBLIC, INST THERMOMECHANICS: DOLEJSKOVA 5, PRAGUE 8, 182 00, CZECH REPUBLIC, 2016; pp. 350–353.
- Laski, P.A. Fractional-Order Feedback Control of a Pneumatic Servo-Drive. Bull. POLISH Acad. Sci. Sci. 2019, 67, 53–59. https://doi.org/10.24425/bpas.2018.126120. [CrossRef]
- Majsterkowo Available online: https://majsterkowo.pl/reka-wydrukowana-w-3d-sterowana-bzprzewodowo/ available on 02.10.2020.
- Inmoov Available online: http://inmoov.fr/ available on 02.10.2020.
- Gaspar, T.; Denisa, M.; Radanovic, P.; Ridge, B.; Savarimuthu, T.R.; Kramberger, A.; Priggemeyer, M.; Rossmann, J.; Woergoetter, F.; Ivanovska, T.; et al. Smart Hardware Integration with Advanced Robot Programming Technologies for Efficient Reconfiguration of Robot Workcells. Robot. Comput. Integr. Manuf. 2020, 66. https://doi.org/10.1016/j.rcim.2020.101979. [CrossRef]
- Madden, K.E.; Deshpande, A.D. On Integration of Additive Manufacturing During the Design and Development of a Rehabilitation Robot: A Case Study. J. Mech. Des. 2015, 137. https://doi.org/10.1115/1.4031123. [CrossRef]
- Byrne, O.; Coulter, F.; Glynn, M.; Jones, J.F.X.; Annaidh, A.N.; O’Cearbhaill, E.D.; Holland, D.P. Additive Manufacture of Composite Soft Pneumatic Actuators. SOFT Robot. 2018, 5, 726–736. https://doi.org/10.1089/soro.2018.0030. [CrossRef]
- Hainsworth, T.; Smith, L.; Alexander, S.; MacCurdy, R. A Fabrication Free, 3D Printed, Multi-Material, Self-Sensing Soft Actuator. IEEE Robot. Autom. Lett. 2020, 5, 4118–4125. https://doi.org/10.1109/LRA.2020.2986760. [CrossRef]
- Ashuri, T.; Armani, A.; Jalilzadeh Hamidi, R.; Reasnor, T.; Ahmadi, S.; Iqbal, K. Biomedical Soft Robots: Current Status and Perspective. Biomed. Eng. Lett.. https://doi.org/10.1007/s13534-020-00157-6. [CrossRef]
- Bochnia, J.; Blasiak, S. Stress Relaxation and Creep of a Polymer-Aluminum Composite Produced through Selective Laser Sintering. Polymers (Basel). 2020, 12. https://doi.org/10.3390/polym12040830. [CrossRef]
- Bochnia, J.; Blasiak, S. The Creep of Material Obtained Using SLS Technology. MM Sci. J. 2020, 2020, 3774–3778. https://doi.org/10.17973/MMSJ.2020_03_2019022. [CrossRef]
- Bochnia, J.; Blasiak, S. Fractional Relaxation Model of Materials Obtained with Selective Laser Sintering Technology. Rapid Prototyp. J. 2019, 25, 76–86. https://doi.org/10.1108/RPJ-11-2017-0236. [CrossRef]
- Gorn, M.; Cerwenka, G.; Gralow, M.; Emmelmann, C. Industrial 3D Printing for Modern Machine and Handling Systems Potential and Solutions. J. Laser Appl. 2019, 31. https://doi.org/10.2351/1.5096098. [CrossRef]
- Velez, M.; Toala, E.; Cristobal Zagal, J. Koala 3D: A Continuous Climbing 3D Printer. Robot. Comput. Integr. Manuf. 2020, 64. https://doi.org/10.1016/j.rcim.2020.101950. [CrossRef]
- Maciejewski, I. Research into the Effectiveness of Operation of the Seat Suspension System Used to Protect Industrial and Construction Machinery Operators from Vibrations. Arch. Automot. Eng. – Arch. Motoryz. 2013, 62, 17–31.
- Kozior, T.; Bochnia, J. The Influence of Printing Orientation on Surface Texture Parameters in Powder Bed Fusion Technology with 316L Steel. Micromachines 2020. https://doi.org/10.3390/MI11070639. [CrossRef]
- Kozior, T.; Bochnia, J.; Zmarzły, P.; Gogolewski, D.; Mathia, T.G. Waviness of Freeform Surface Characterizations from Austenitic Stainless Steel (316L) Manufactured by 3D Printing-Selective Laser Melting (SLM) Technology. Materials (Basel). 2020. https://doi.org/10.3390/ma13194372. [CrossRef]
Figure 1.
Sales of professional and personal robots.
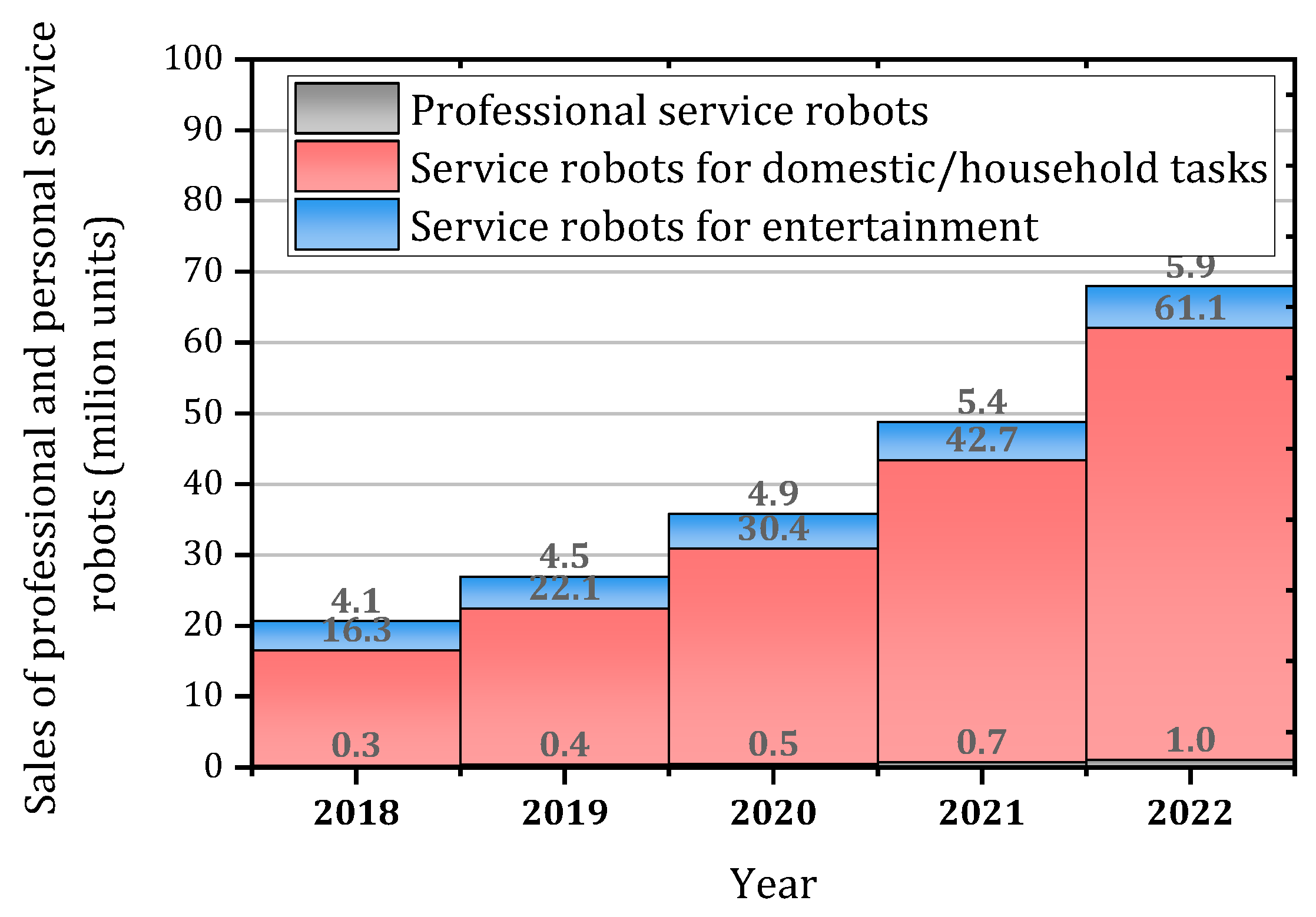
Figure 2.
Reachy in its standard version. (A) Architectural diagram describing the software stack, from the high-level software interface to the motors. Dashed lines indicate the joints’ rotation axes. (B) Currently available end-effectors. From top to bottom: spherical, conical, hand-shaped, and articulated clamp [3].
Figure 2.
Reachy in its standard version. (A) Architectural diagram describing the software stack, from the high-level software interface to the motors. Dashed lines indicate the joints’ rotation axes. (B) Currently available end-effectors. From top to bottom: spherical, conical, hand-shaped, and articulated clamp [3].
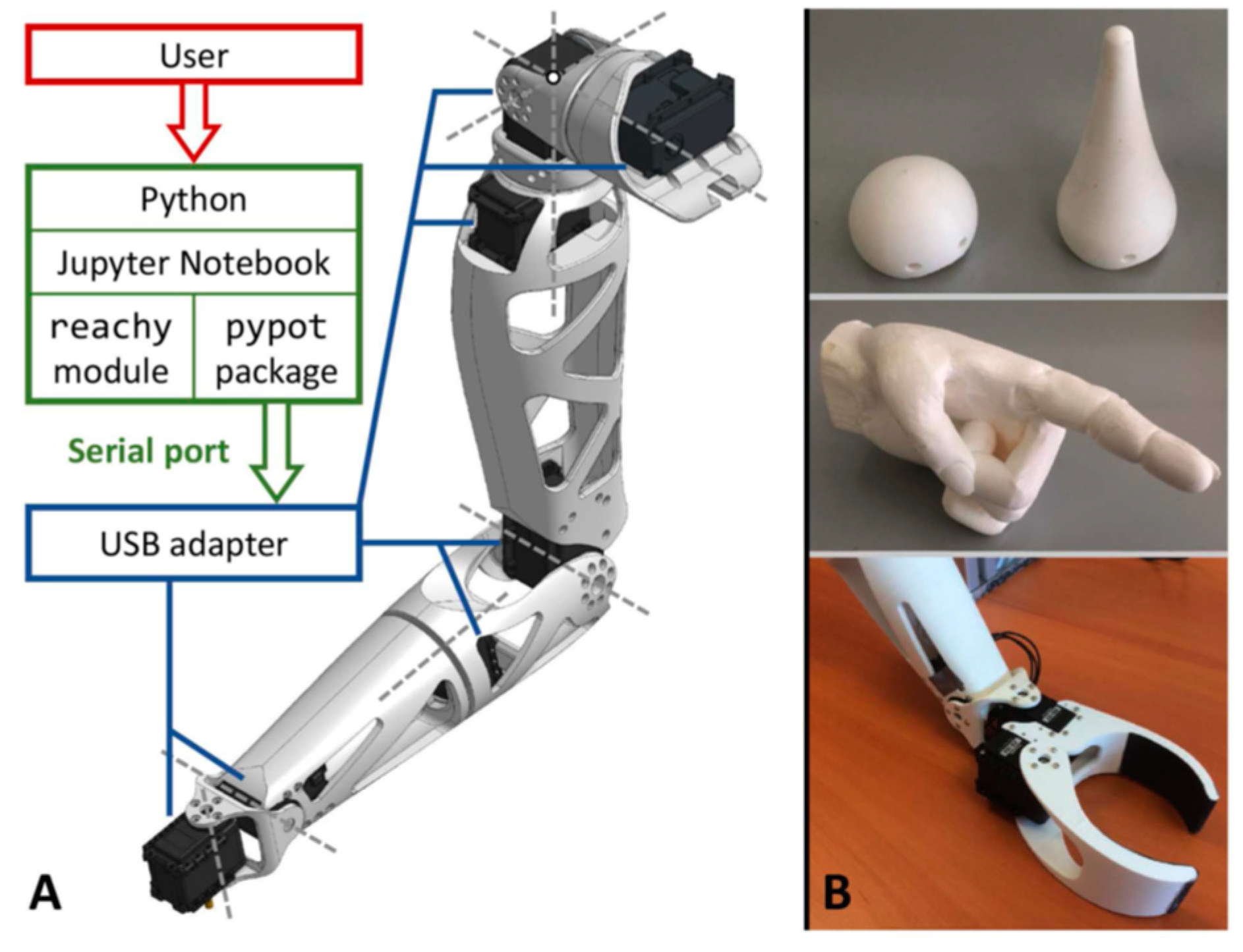
Figure 3.
Bolt connector and thick finger 3D model (A) two test beds (B) and small test bed with Nadine robot’s forearm (C) [5].
Figure 3.
Bolt connector and thick finger 3D model (A) two test beds (B) and small test bed with Nadine robot’s forearm (C) [5].
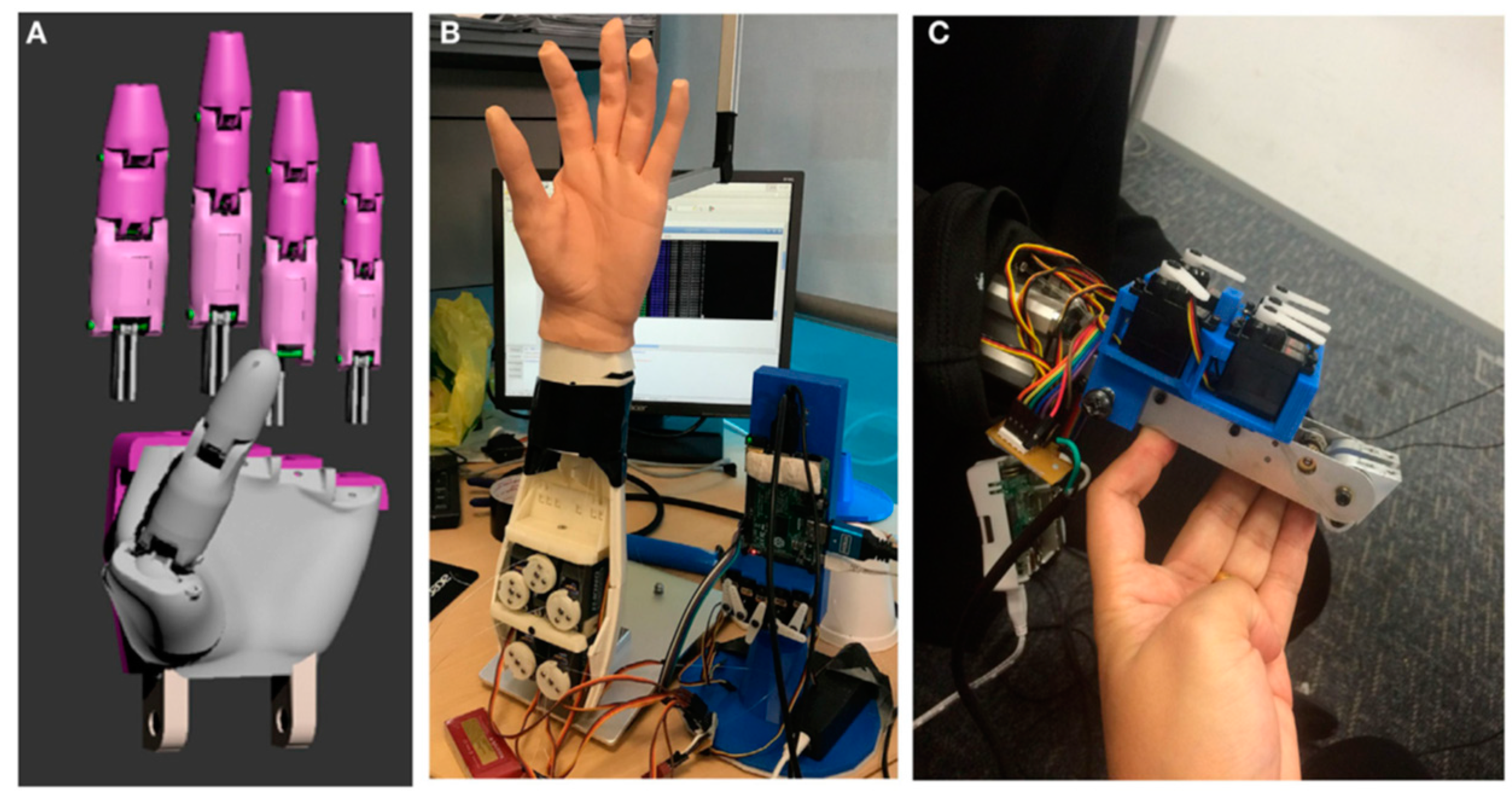
Figure 4.
Synergy of fingers for performing pinch grasp [6].
Figure 4.
Synergy of fingers for performing pinch grasp [6].
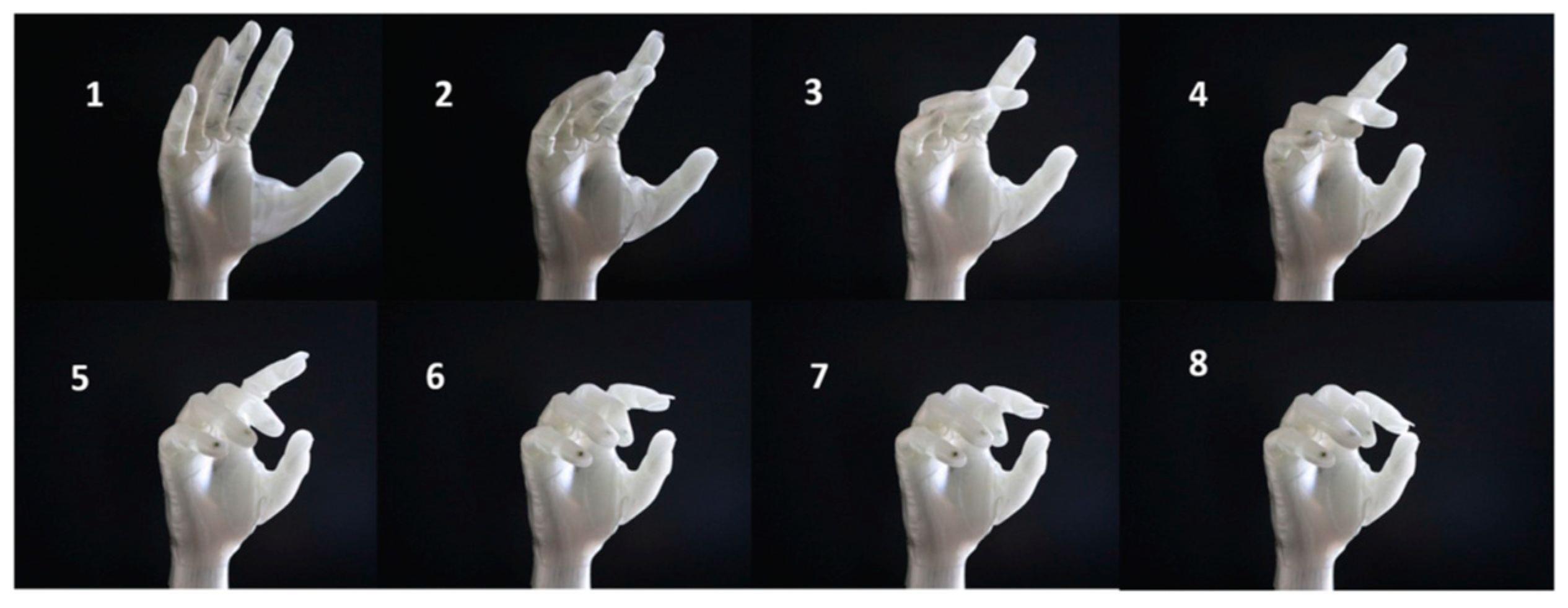
Figure 5.
(A) 3D transoesophageal echocardiogram of mitral valve in mid systole used to generate preliminary 3D volume. (B) Manually drawn mitral valve model generated from 3D volume with computer-aided design software. (C) Computer-aided design rendering of fillable one-piece mould and internal structure. These moulds were created for both morphologies [7].
Figure 5.
(A) 3D transoesophageal echocardiogram of mitral valve in mid systole used to generate preliminary 3D volume. (B) Manually drawn mitral valve model generated from 3D volume with computer-aided design software. (C) Computer-aided design rendering of fillable one-piece mould and internal structure. These moulds were created for both morphologies [7].
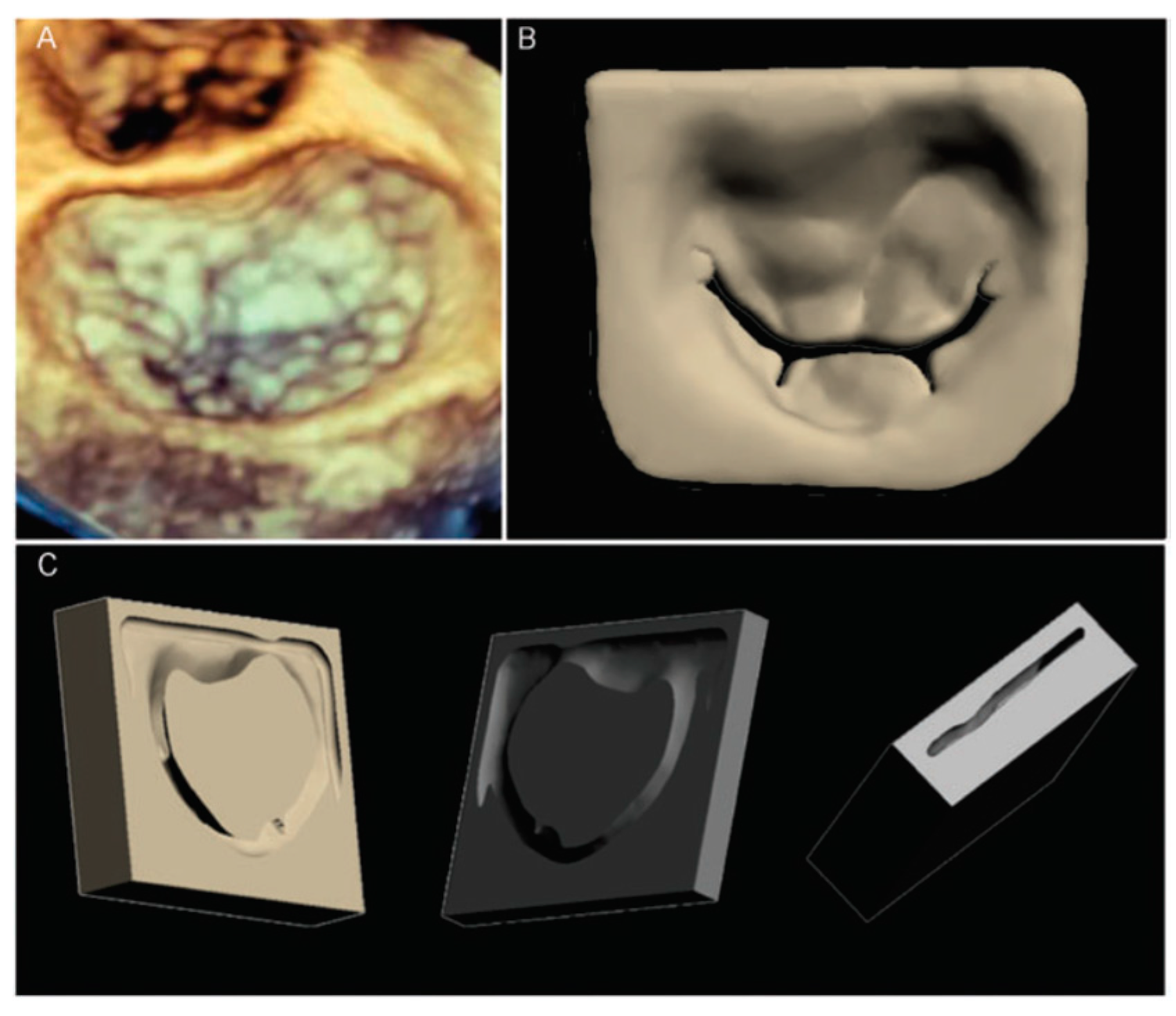
Figure 6.
SEM images of the indirect 4D printed microstructures: array of stent-like microstructures (a), acute-angle (b), and obtuse (c), the microstent strut (d), the acute microstent hook (e), and magnification of the obtuse microstent (f) [19].
Figure 6.
SEM images of the indirect 4D printed microstructures: array of stent-like microstructures (a), acute-angle (b), and obtuse (c), the microstent strut (d), the acute microstent hook (e), and magnification of the obtuse microstent (f) [19].
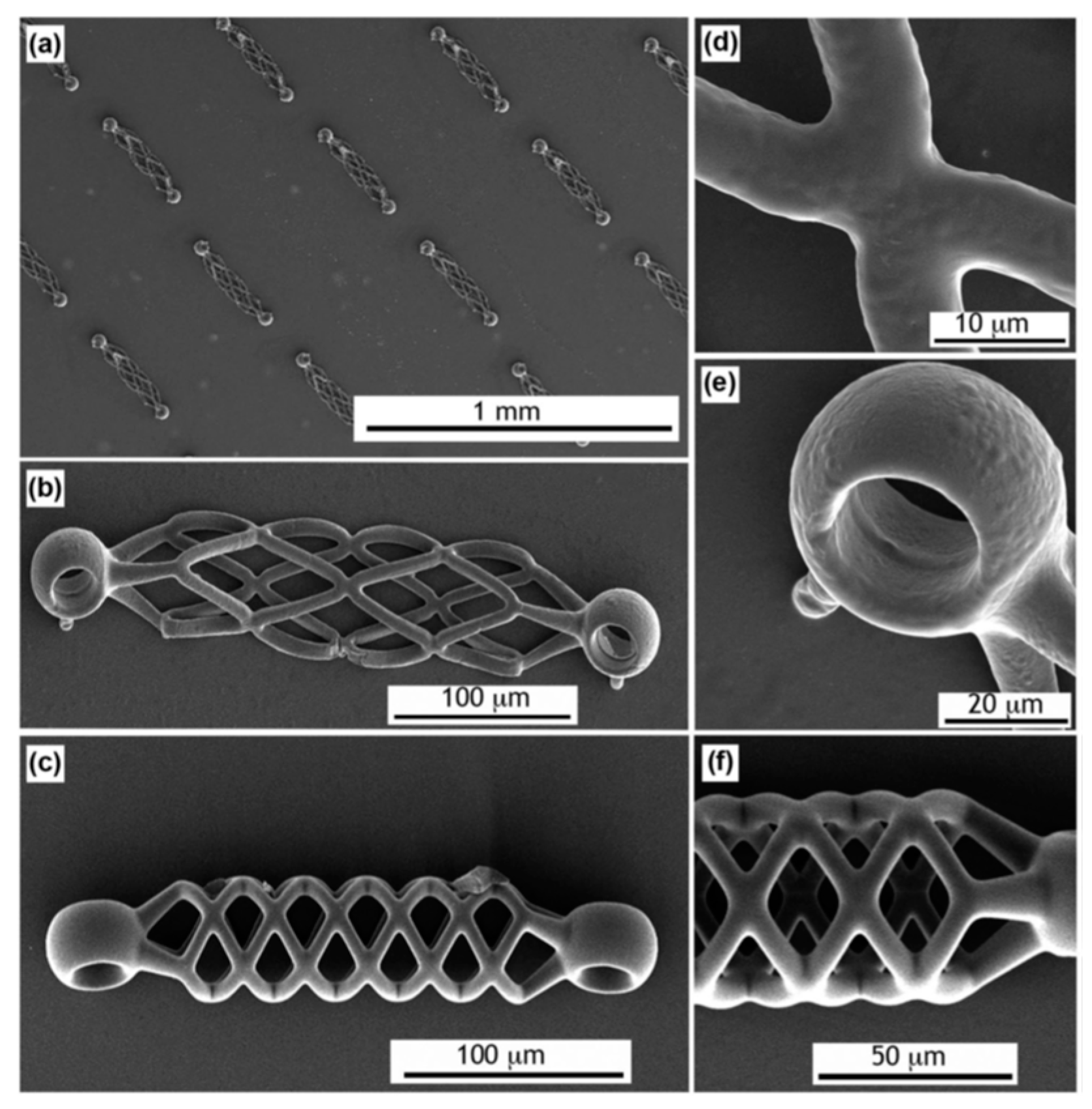
Figure 7.
Real snake robot (Serpens) [22].
Figure 7.
Real snake robot (Serpens) [22].

Figure 8.
Example 3D-printed IPMC soft crawling robot inspired by a caterpillar: (a1) biological caterpillar showing body and leg segments that were modeled in the design of the crawling robot; (a2) assembled robot with two legs and two body sections, with electrical connections; (b1) back leg actuator closing and front leg actuator opening while body is contracted; (b2) extension of body actuators while back leg actuator is closed and front leg actuator is open propelling the robot forward; (b3) back leg actuator opening and front leg actuator closing while body is extended; (b4) contraction of body actuators while back leg actuator is open and front leg actuator is closed drawing up the back of the robot [28].
Figure 8.
Example 3D-printed IPMC soft crawling robot inspired by a caterpillar: (a1) biological caterpillar showing body and leg segments that were modeled in the design of the crawling robot; (a2) assembled robot with two legs and two body sections, with electrical connections; (b1) back leg actuator closing and front leg actuator opening while body is contracted; (b2) extension of body actuators while back leg actuator is closed and front leg actuator is open propelling the robot forward; (b3) back leg actuator opening and front leg actuator closing while body is extended; (b4) contraction of body actuators while back leg actuator is open and front leg actuator is closed drawing up the back of the robot [28].
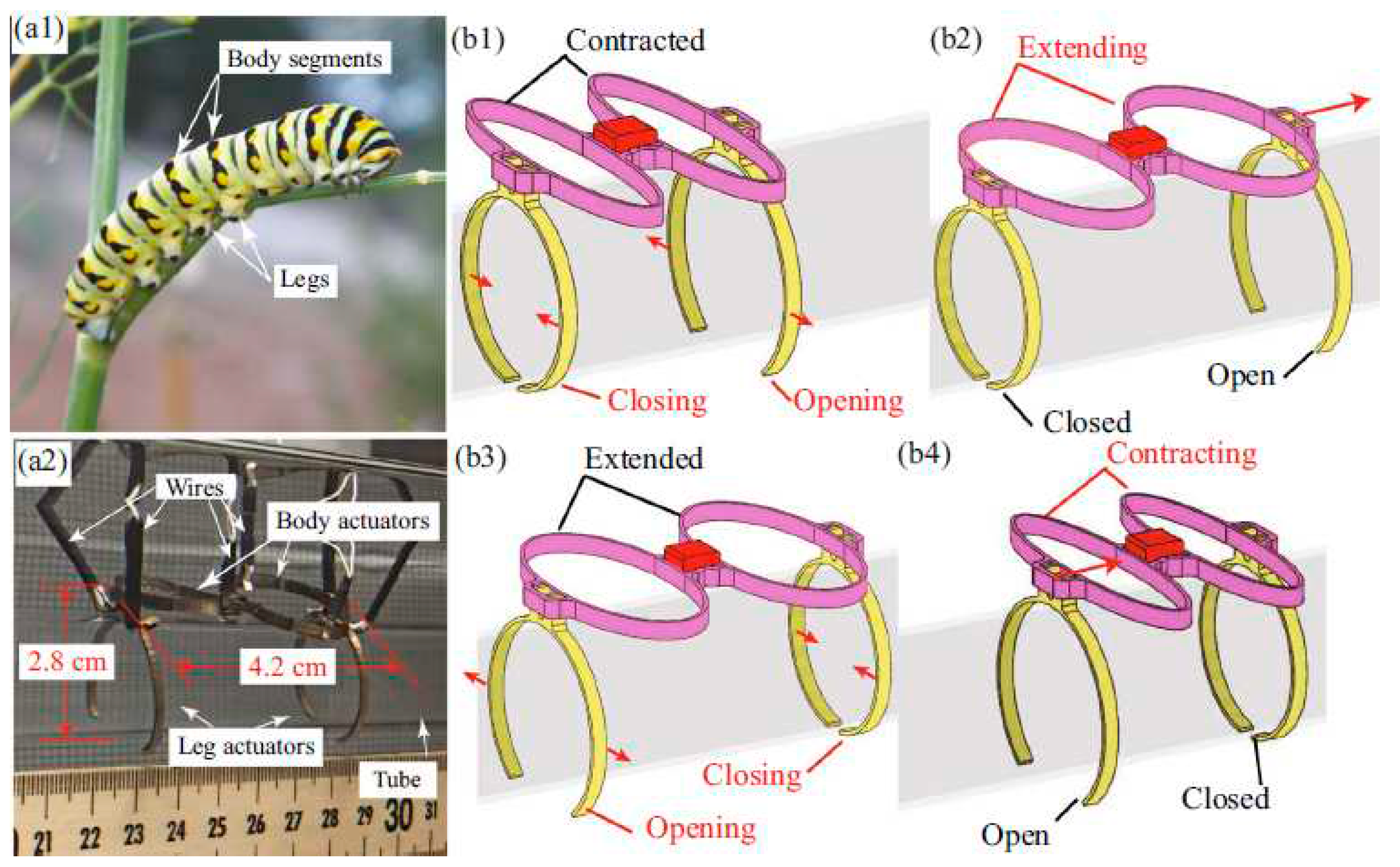
Figure 9.
3D model and stl recording: a) CAD, b) coarse – stl Ld – 0.01, Ad – 30 degrees, fine – stl Ld – 0.006, Ad – 10 degrees, adjusted – stl Ld – 0.001, Ad – 5 degrees.
Figure 9.
3D model and stl recording: a) CAD, b) coarse – stl Ld – 0.01, Ad – 30 degrees, fine – stl Ld – 0.006, Ad – 10 degrees, adjusted – stl Ld – 0.001, Ad – 5 degrees.
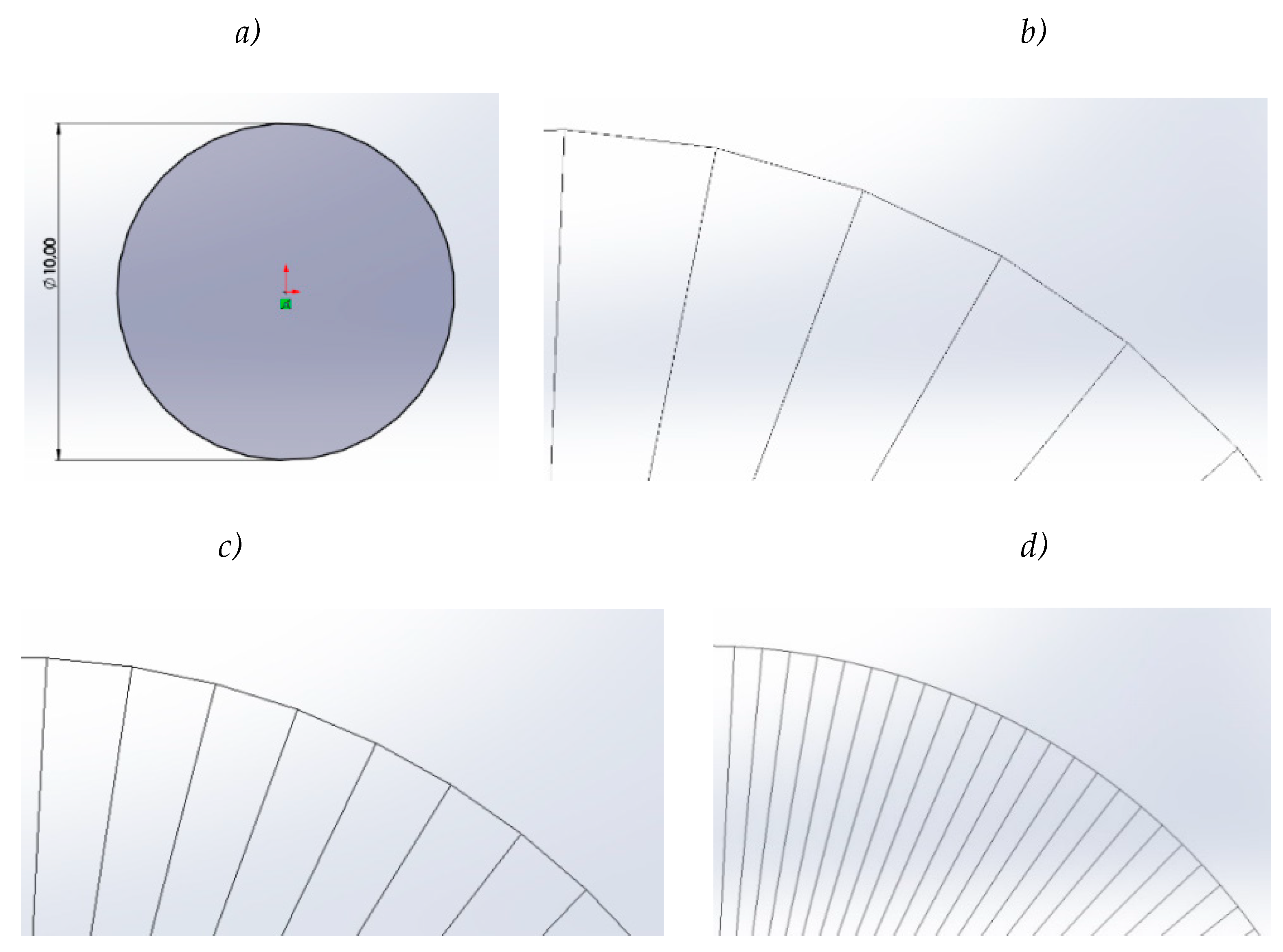
Figure 10.
Complex search results for 3D printing, additive technology and robotics.
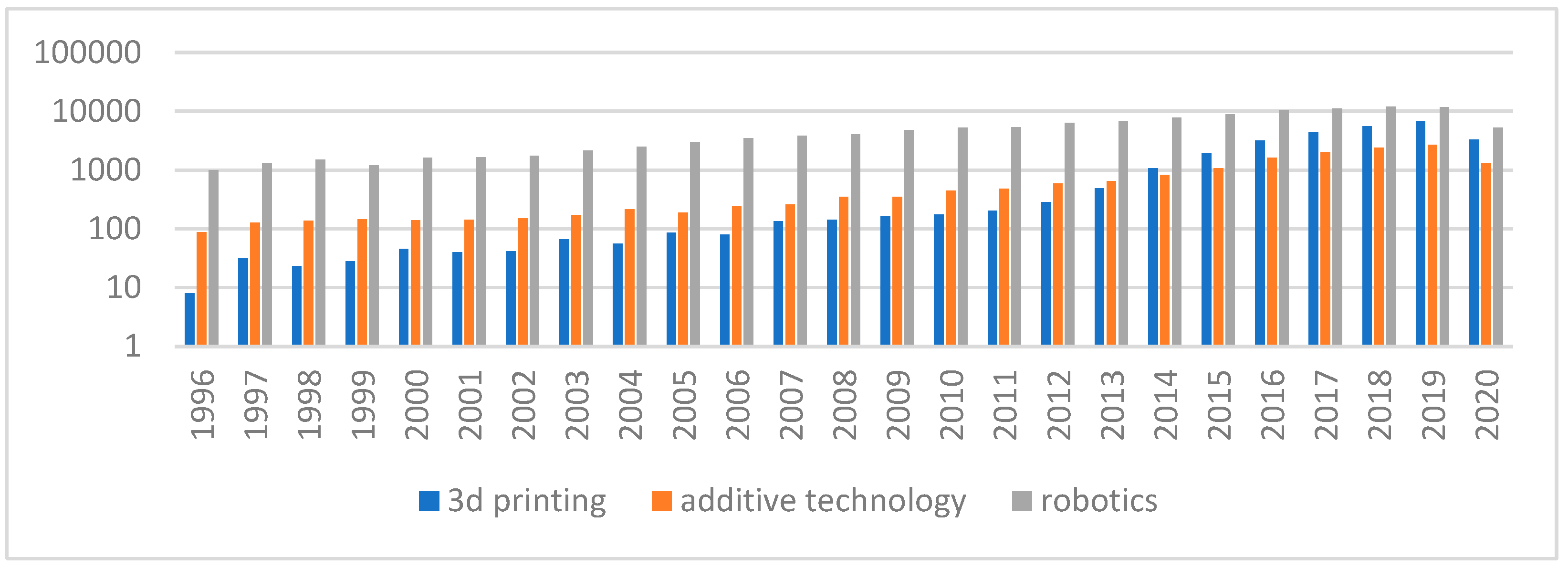
Figure 11.
Number of search results for particular issues, divided into scientific categories.
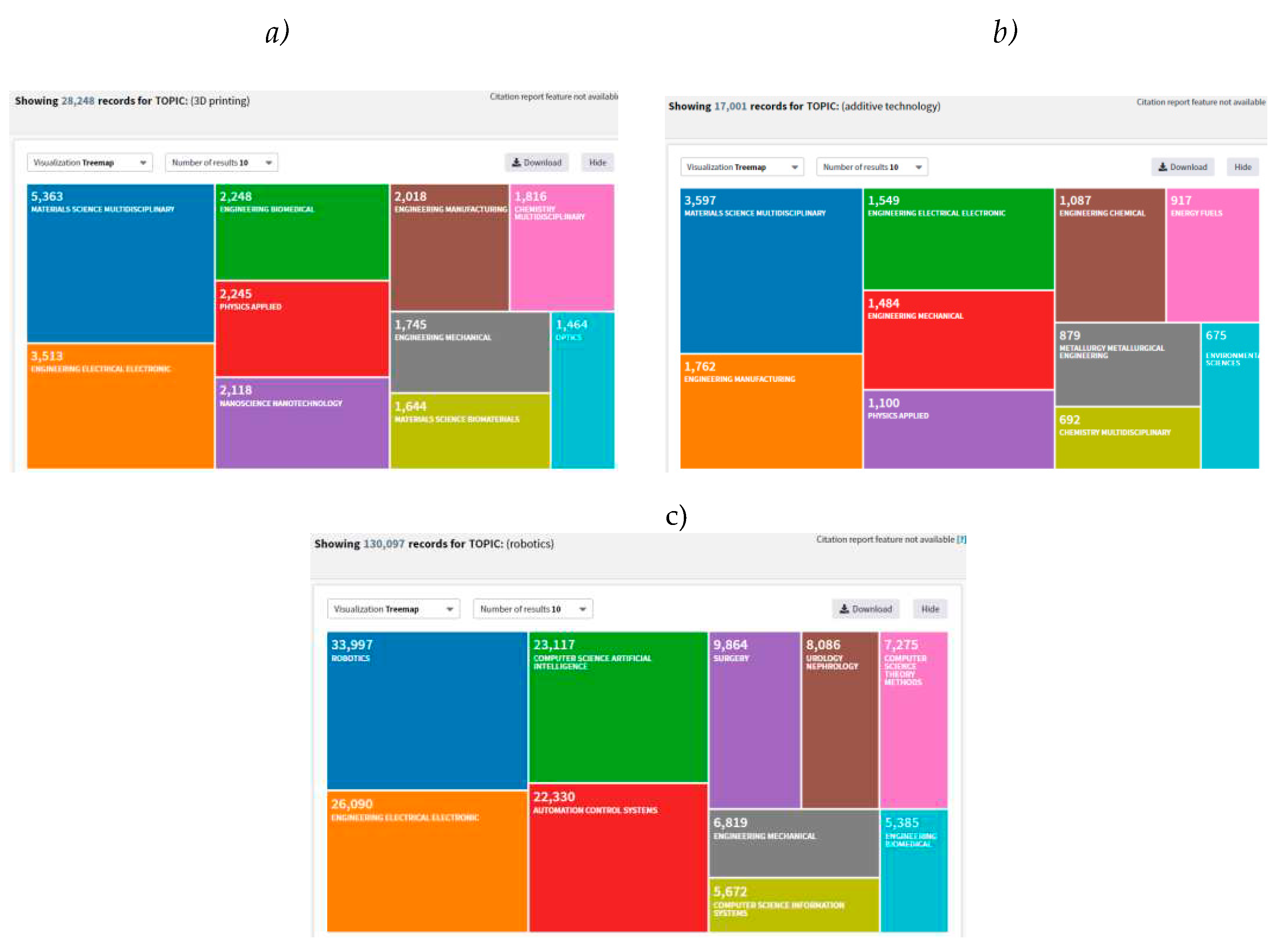
Figure 12.
Prototype of the electric motor housing, a) view on the build platform, b) view after installation.
Figure 12.
Prototype of the electric motor housing, a) view on the build platform, b) view after installation.
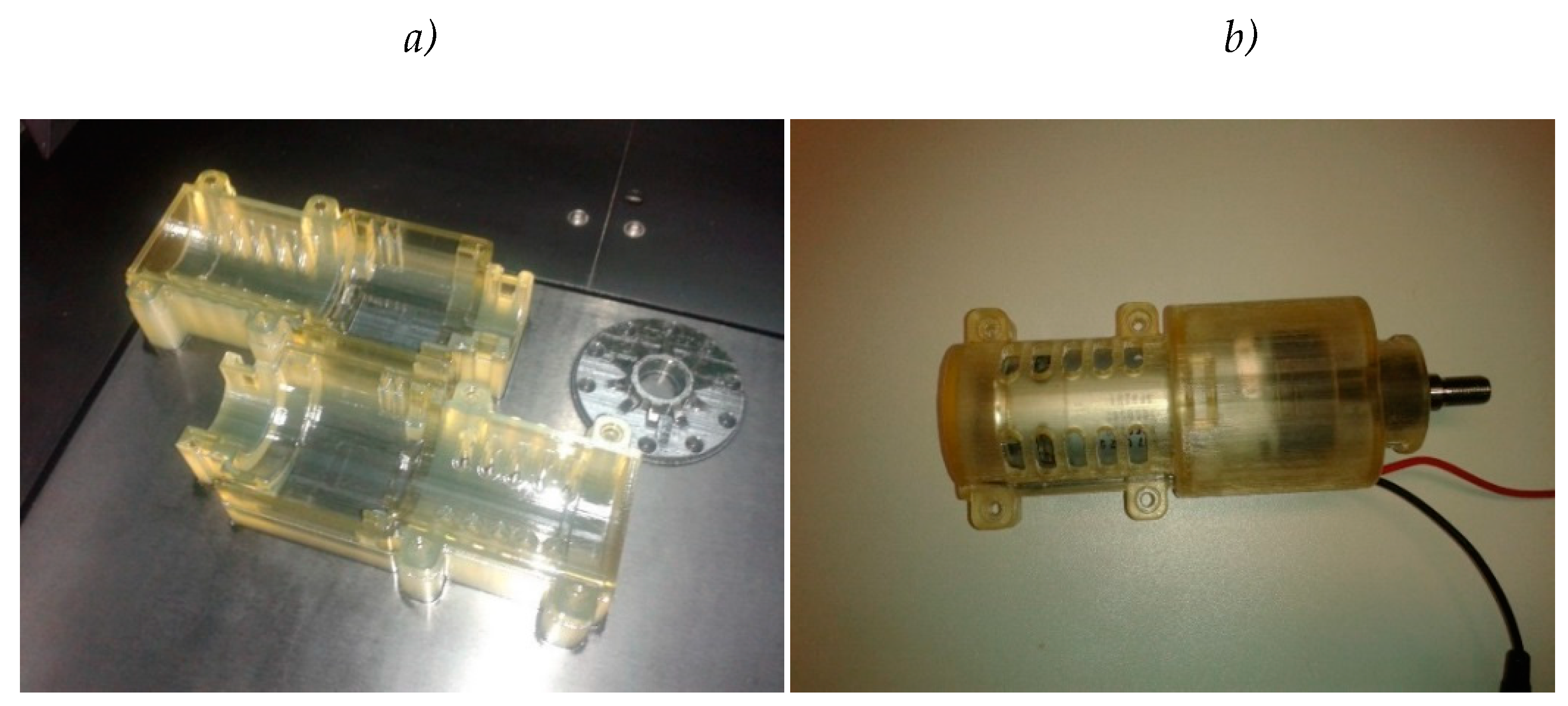
Figure 13.
Prototype of the electric motor housing with engine printed in SLS technology.
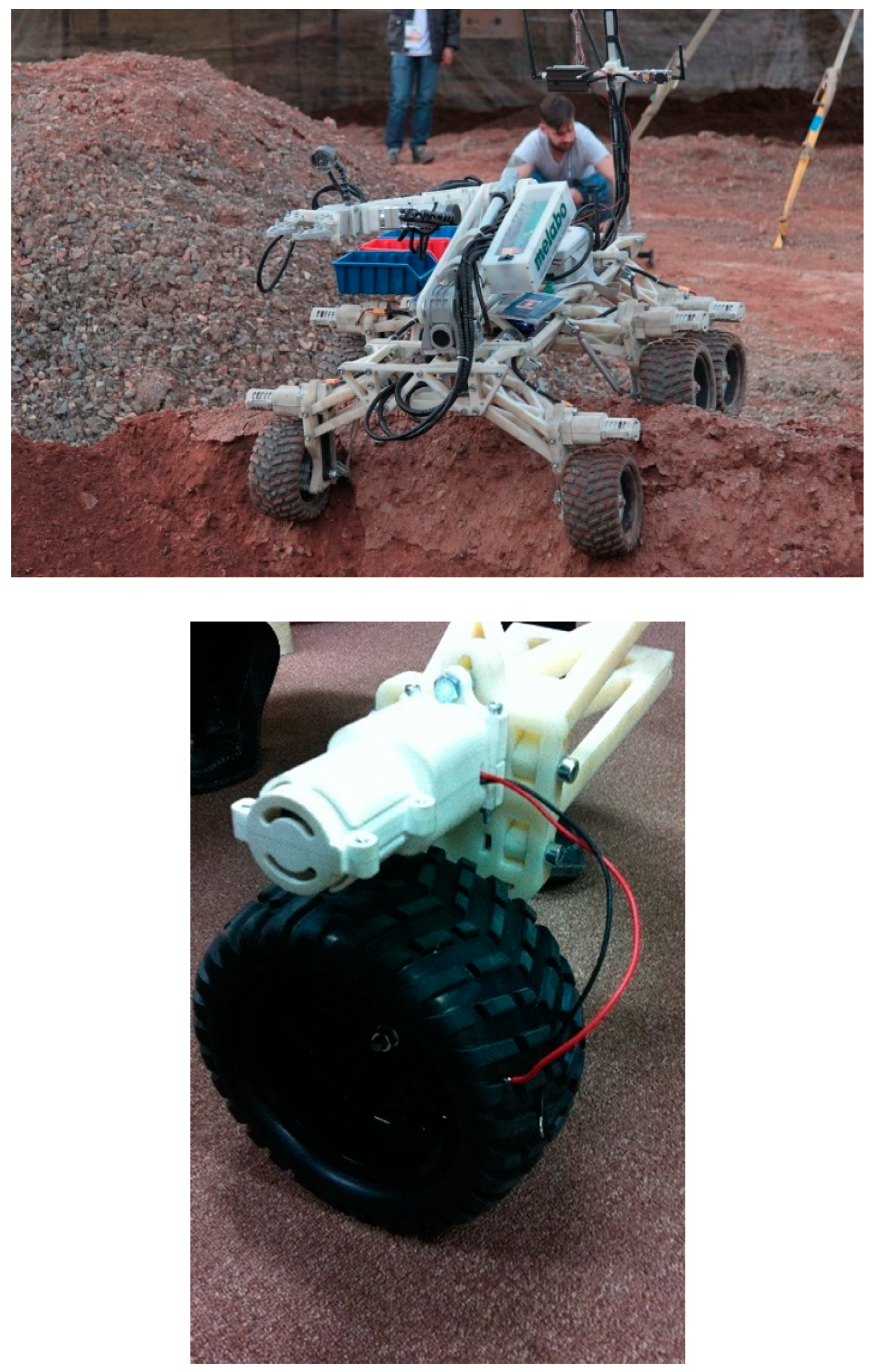
Figure 14.
Transmitter for artificial hand – haptic system [85].
Figure 14.
Transmitter for artificial hand – haptic system [85].
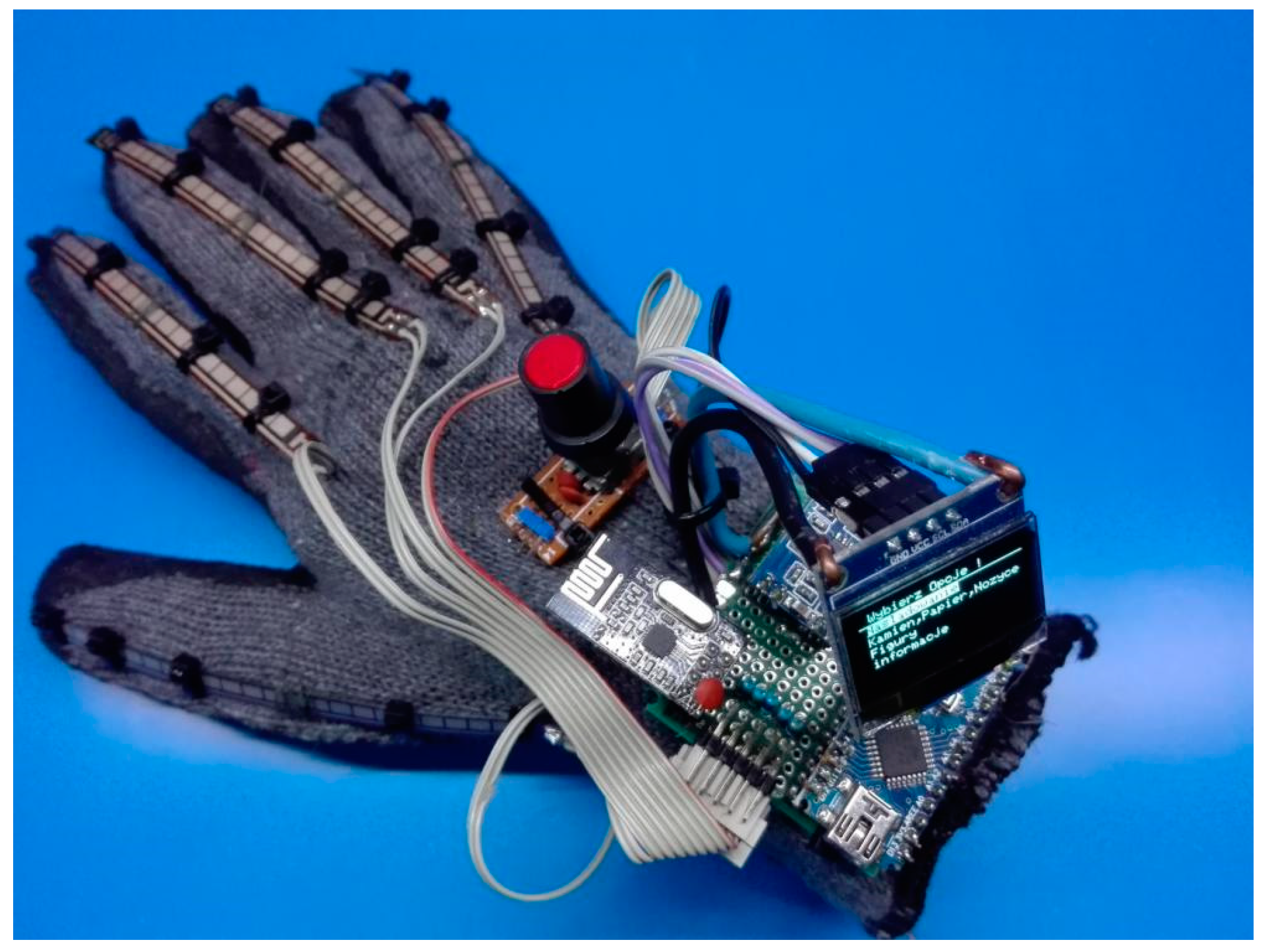
Figure 15.
Diagram of transmitter.
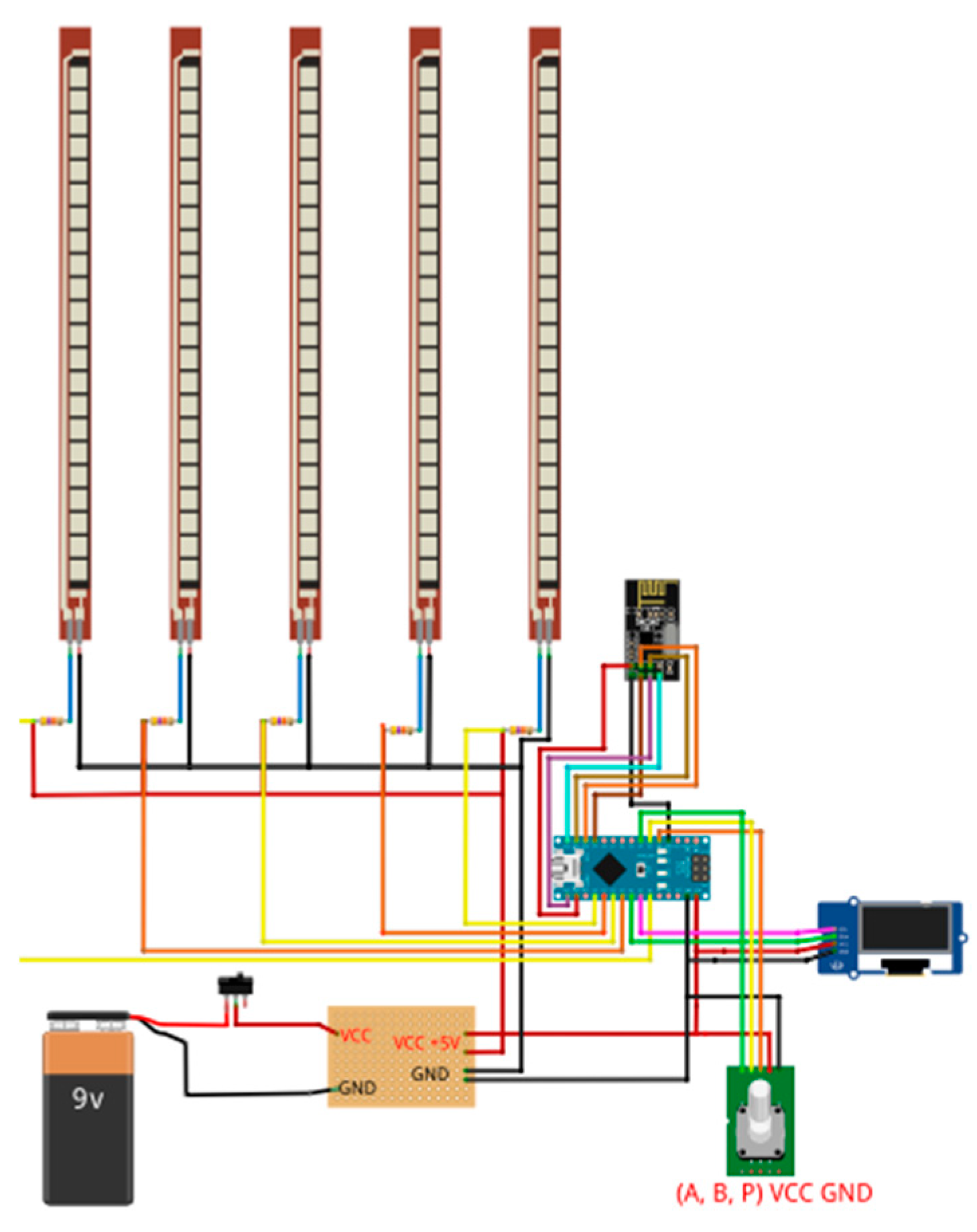
Figure 16.
General view of: a) finger elements, b) finger with cord, c) hand, d) servo motors [86].
Figure 16.
General view of: a) finger elements, b) finger with cord, c) hand, d) servo motors [86].
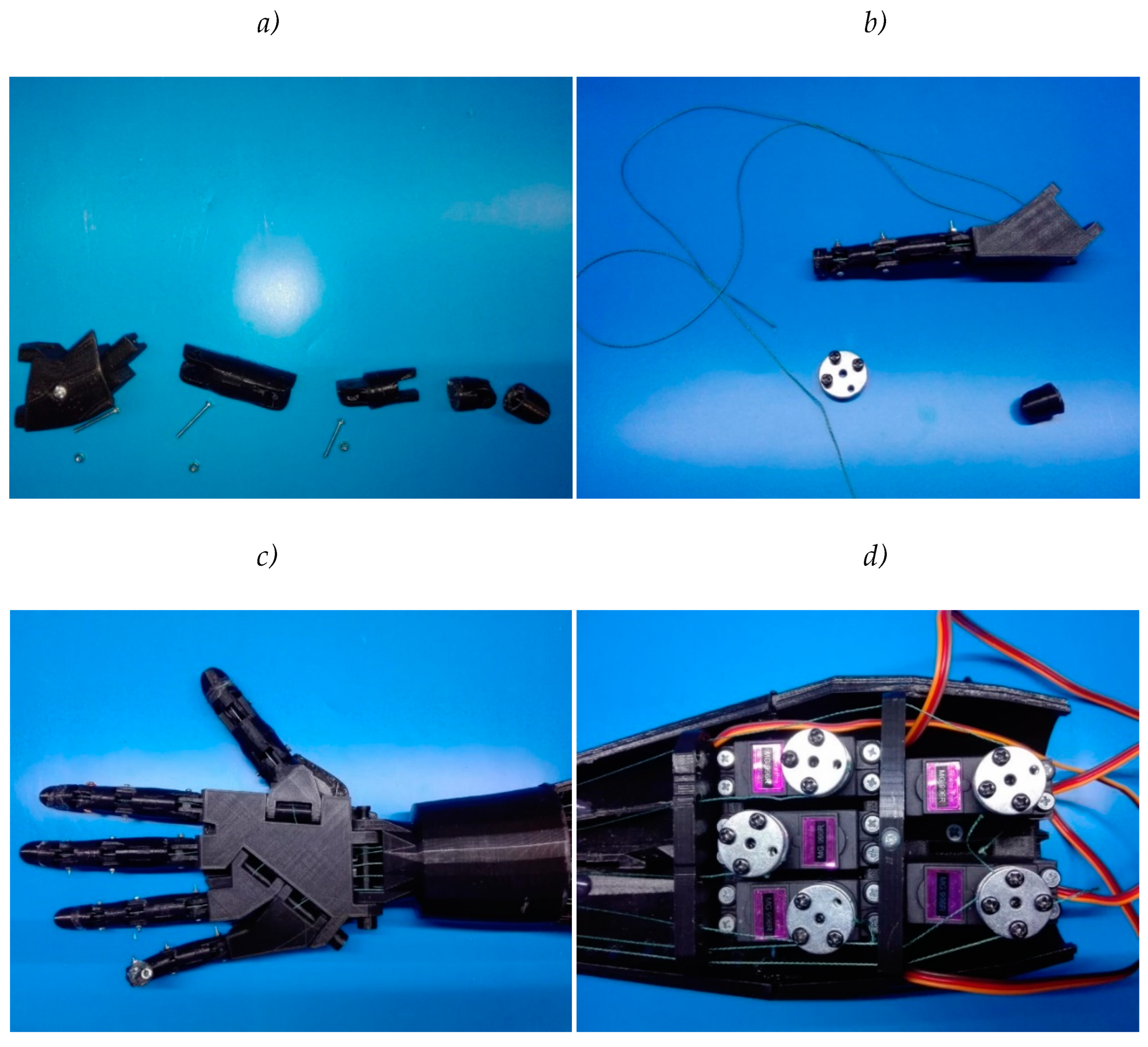
Figure 17.
General view of artificial hand [86].
Figure 17.
General view of artificial hand [86].
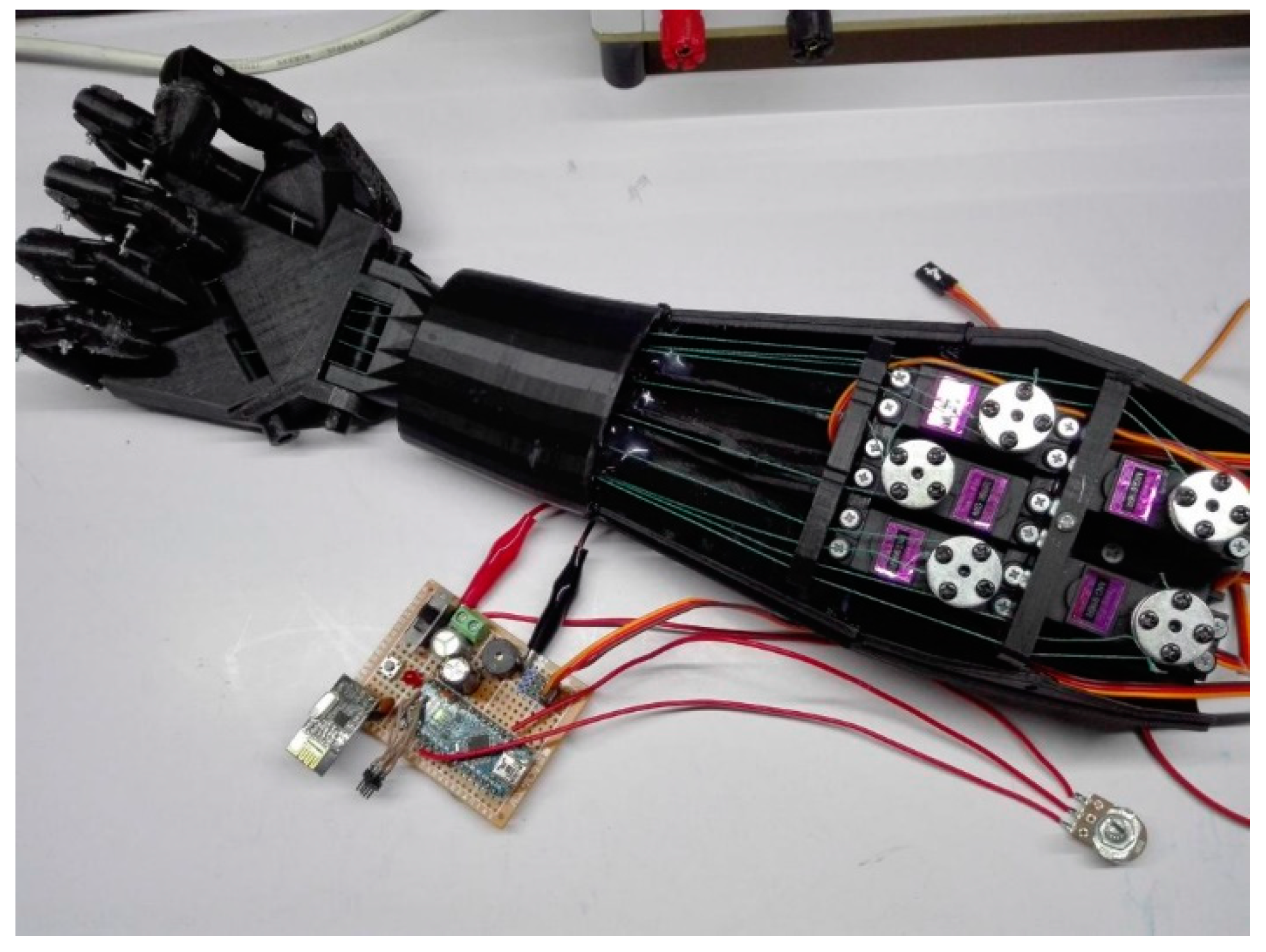
Figure 18.
A hand exoskeleton for rehabilitation [86].
Figure 18.
A hand exoskeleton for rehabilitation [86].
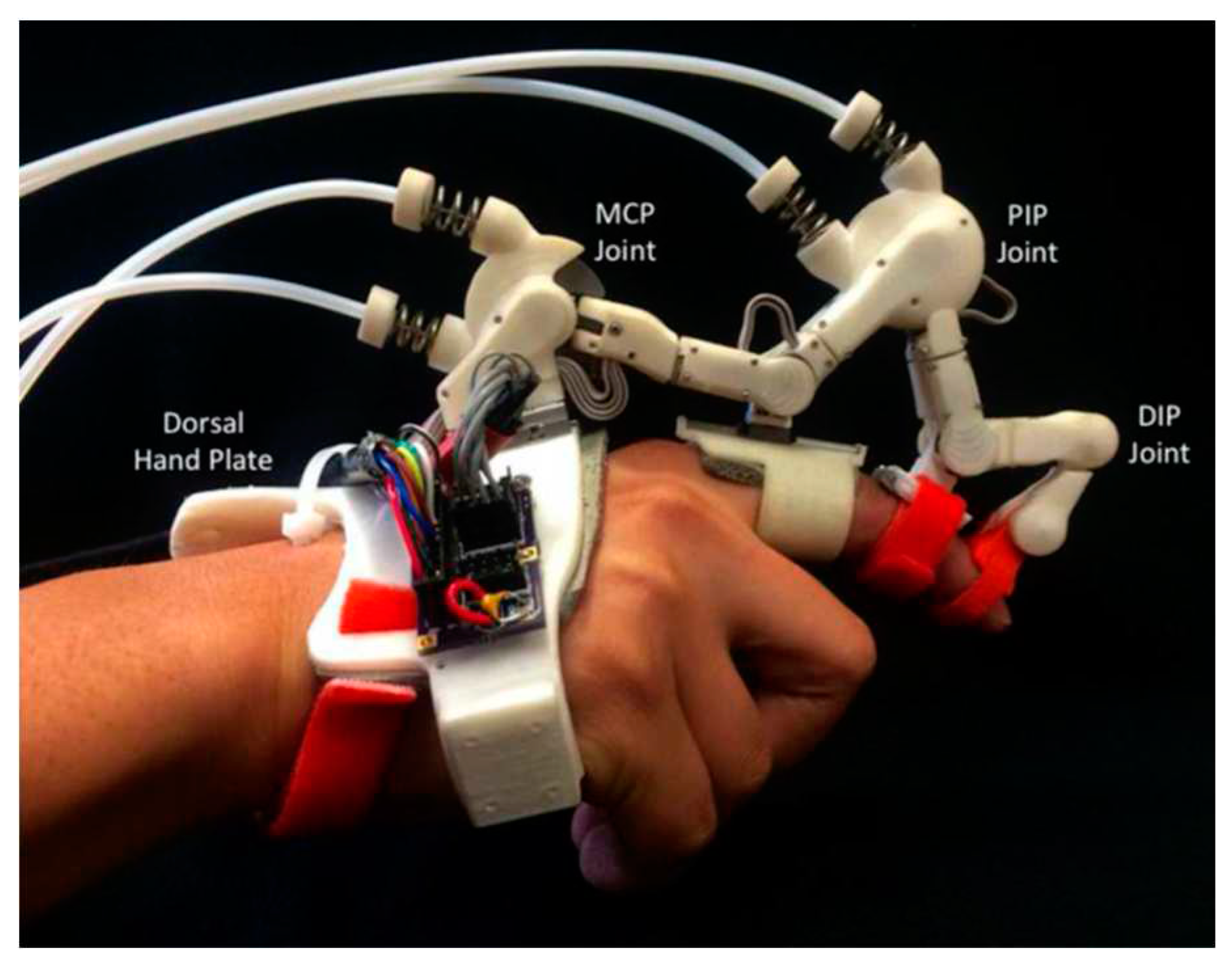

Table 1.
Resolutions of different 3D printing technologies, reported in the literature, sorted from larger to smaller minimum feature sizes.
Table 1.
Resolutions of different 3D printing technologies, reported in the literature, sorted from larger to smaller minimum feature sizes.
| Technology | Min. Feature Size (μm) |
Material |
|---|---|---|
| Fused deposition modeling (FDM)Fused filament fabrication (FFF) | <400 | Div. Polymers (e.g. ABS, PLA), composites based on polymers, with carbon fiber or metal powders |
| Selective laser sintering (SLS) | 200 | Diverse polymers (e.g. Polyamide with carbon fiber) |
| Robot dispensing | 200 | Hydrogels |
| Stereolithography (SLA) | 30-70 | Photosensitive polymers |
| 3D inkjet printing | 28 | Photoresist |
| Resonant direct laser writing | 1-4 | IP-Dip photoresist |
| Multiphoton absorption polymerization | 1 | SU8 photoresist |
| Two-photon polymerization | 0.28-1.5 | Photoresist |
| Direct laser writing | 0.085-1.5 | Photoresist |
Table 2.
Possible applications of typical 3D printing technologies used for robotics.
| Technology | Possible Applications |
|---|---|
| Fused deposition modeling (FDM) Fused filament fabrication (FFF) |
Mechanical components of robots, Dielectric-conductive systems, switches |
| Stereolithography | Microfluidic devices, conductive parts, molds, cantilevers, magnetic actuators |
| 3D inkjet printing | Microfluidic devices, Venturi microflowmeter, conductive structures, strain gauge sensors |
| Binder jet printing | Microfluidic devices, in-line injection of volatile organic compounds |
| Two-photon polymerization | Microfluidic devices, electrothermal microactuator |
| Micro-stereolithography | In situ tensile tests of micro- or nanowires, electrothermal microactuator |
| Multiphoton absorption polymerization | Microfluidic devices, photonic crystals, nanophotonic devices |
| Selective laser sintering | Mechanical elements of robots, springs, thin-walled elements, e.g. bellows |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



