Submitted:
10 February 2023
Posted:
16 February 2023
You are already at the latest version
Abstract
Supplementary cementitious materials (SCMs) are increasingly used in precast concrete industry to enhance concrete strength and durability. SCMs of large market share in precast concrete in-dustry include silica fume, also known as micro-silica and class C fly ash. The main objective of this research is to develop non-proprietary high strength concrete mixes for precast/prestressed concrete industry. Two SCMs are used simultaneously in partial replacement of portland cement to develop ternary mixes. Class c fly ash and silica fume incorporation in the mix design, in ad-dition to low water-to-powder ratio resulted in the successful development of high strength mixes with minimum 24-hour strength in excess of 70 MPa and a final compressive strength ex-ceeding 100 MPa at 28 days. Mechanical properties testing of developed concrete mixes showed that SCMs incorporation resulted in increased values for hardened concrete modulus of elasticity (MoE) and modulus of rupture (MoR). The enhanced concrete properties, mainly high early strength, are highly required in precast concrete industry as it allows for increased productivity of precast facilities and the possibility of pouring high strength slender sections for prestressed concrete applications
Keywords:
fly ash
; silica fume
; supplementary cementitious materials
; pozzolans
; strength
1. Introduction
Supplementary cementitious materials (SCMs) are increasingly used in concrete mix designs, with emphasis on precast/prestressed concrete applications. SCMs contribute to the properties of fresh and hardened concrete through their hydraulic and/or pozzolanic activities. In addition, the fine particle size of granular SCM particles results in reduced permeability and Improved long-term performance (durability) of hardened concrete [1].
In today’s construction market, different types of SCMs are used in concrete construction including different types of fly ash, blast furnace slag, silica fume (also known as micro-silica), nano-silica, rice husks, and calcined clays. The use of SCMs in general, and fly ash, silica fume in specific is advantageous as it enables the concrete industry to use millions of tons of byproduct instead of being discharged as a waste in landfills. Thus, SCMs contribute to green construction initiatives, reduce the cement consumptions, and reduce the carbon footprint of construction projects [2,3].
The main contribution of different SCMs in concrete construction and their major impact on concrete properties includes the following:
- Fresh Concrete: in general, SCMs incorporation results in improved mix rheology and consistency. The fine size of SCMs particles, mainly silica fume and fly ash, results in a larger surface area of the granular particles of the mix. Thus, high range water reducing chemicals are recommended to meet the slump requirements of the mix at low to moderate water-to-powder ratio. Fly ash and slag generally results in delayed setting which is beneficial for construction projects in hot weather. Because of the finer size of SCMs, the amount and rate of bleeding in fresh concrete is reduced. Retention of mixing water results in improved mechanical properties upon hardening.
- Strength: concrete mixes are proportioned using SCMs in partial replacement of portland cement (by weight) to attain higher strength of hardened concrete [4,5,6,7,8,9,10,11,12]. One type of SCM could be added to the mix to develop a “binary” concrete mix. Similarly, two types of SCMs could be added to form a “ternary” concrete mix. SCM other than silica fume, the rate of strength gain might be lower initially. However, strength gain continues for a longer period as compared to mixes with portland cement only. On the contrary, mixes with silica fume are characterized by early strength gains, and a final compressive strength in excess of 70 MPa. The overall contribution of SCMs to concrete compressive strength could be ex- plained as a two-step chemical reaction as follows:
Step I: Portland cement hydration process:

Step II: Pozzolanic micro-silica reaction to form additional binder:

- Durability: SCMs can be used to reduce the heat of hydration of portland cement. This is advantageous when pouring massive concrete structures. The reduced size of SCMs reduces the hardened concrete voids ratio and permeability. Reduced permeability results in improved long-term performance, less susceptibility to alkali-silica reactivity [13,14,15], and higher resistance to chloride attacks. The improved long-term performance of concrete structures incorporating SCMs results in a lower need to project maintenance and/or replacement. Increased strength and durability are extremely beneficial to precast/prestressed concrete industry applications. The main objective of this research is to develop economic non-proprietary high strength concrete mixes using SCMs widely available in the construction market through a two-phase research project. Phase I: a literature review to present the physical and mechanical properties of SCMs with large construction market share, namely silica fume and fly ash, and phase II: presents the experimental investigations to develop high strength “ternary” concrete mixes using SCMs. Mechanical properties of developed mixes including compressive strength, modulus of elasticity, and modulus of ruptures are tested to validate the superior mix characteristics.
2. Physical and Chemical Properties of Supplementary Cementitious Materials
a. Fly Ash
Fly ash is a pozzolanic material which have little or no cementitious properties. However, pozzolans are capable of developing cementitious properties in the presence of calcium hydroxide and water. Pozzolans have been used since the Roman time, and were derived from natural sources as volcanic ash. Currently, many pozzolans are derived from coal industry and are commonly known as fly ash. In Great Britain, fly ash is commercially known as pulverized fuel ash (PFA).
There are currently three classes of pozzolans: Class N, Class C, and Class F. Fly ash contains small percentage of several heavy metals including nickel, cadmium, barium, zinc, lead, and copper. Fly ash particles are mostly spherical in shape with diameter ranging from 2 to 25 microns. The most-often used standards and specifications for fly ash characterization are AASHTO M 295, and ASTM C618. According to ASTM C618, two of the three classes of fly ash are commercially available for use in concrete production, namely class C and Class F [16,17]. ASTM C618 delineates requirements for physical and chemical composition of fly ash to be incorporated in concrete mix designs. Class C fly ash is derived from sub-bituminous coal and lignite, and contains a higher percentage of calcium oxide, and less than 2% of carbon, and Class F fly ash resulting from the combustion of anthracite and bituminous coal, and contains lower percentage of calcium oxide, and a carbon content ranging from 5% to 10%. Normal range of chemical composition for fly ash produced from different types of coal is shown in Table 1. [18].
Specific gravity of fly ash varies according to fly ash source, particle shape, gradation, and chemical composition. An average specific gravity value of 2.0 is predominantly used for different types of fly ash. Fly ash used in concrete should be as consistent as possible, and should be sampled and tested according to ASTM C311 procedures [19]. Fly ash engineering properties are important when fly ash is used as a supplementary cementitious material in partial replacement of Portland cement in ordinary Portland concrete (OPC) mix designs, and as a source for alumina and silicate for geopolymer concrete (GPC) mix development. [20,21,22,23,24]
Detailed chemical and physical requirements for class C and class F fly ash to be successfully used in Portland cement concrete are listed in AASHTO M295, and ASTM C618, as shown in Table 2.
b. Silica Fume
Silica fume is a micro-sized granular material produced during the manufacturing of silicon metal and ferrosilicon alloy in electric furnaces. Silica fume, a fine powder, high in silicon oxide is released to the environment as a byproduct and collected to maintain a clean environment. In recent years, silica fume is extensively used as a SCM due to its high silicon content. The extremely fine size of silica fume particles (as much as 100 times finer than portland cement) complicates handling of silica fume raw particles. Thus, silica fume micro-sized particles are either blended with water and high range water reducing agents (HRWR) before being added to the concrete mix forming silica fume slurry. The water reducers offset the increase in the mix water demand associated by the use of micro-sized silica. Alternatively, silica fume particles could be densified to gather individual particles of dimension less than 0.1 micron into clusters of densified silica fume particles with a diameter ranging from 10 microns up to nearly 1 mm (0.04 in.). Clustered particles are characterized by smaller spacings between particles increasing silica fume density from 320 kg/cu m. (20 pcf) to 640 kg/cu m. (40 pcf). In order to increase the efficiency of silica fume in the concrete mix, densified silica fume particles require extensive mixing to ensure their breakdown and even dispersion in the mix. Chemical properties of silica fume particles might vary according to the type of silicon metal and ferrosilicon alloy producing silica particles. Standard specifications for silica fume used as SCM in concrete industry are shown in Table 3 [25].
Researchers agree that silica fume enhance the concrete properties in two ways. First, by increasing the amount of binder generated due to cement hydration, as shown in equations [1] and [2], second, through the “micro-filler effect” due to extreme fineness of silica fume particles. The fine sized silica fume particles successfully fill the microscopic voids between cement particles and significantly reduce hardened concrete permeability. In addition silica fume results in improved paste-to-aggregate bond of silica fume concrete as compared to ordinary portland cement concrete mixes [26,27,28,29].
In this research, silica fume and class c fly ash are used to develop ternary concrete mixes with specific properties for precast concrete industry, with emphasis on precast/prestressed girder bridge applications. The experimental investigation for mix design and material properties testing is shown in the following section.
3. High Strength Ternary Concrete Mix Design Criteria
High strength concrete mix development depends mainly on the selection and proportioning of mix constituents to attain an optimized packing order of granular materials. The optimized packing order typically increase the mix strength durability. Densified silica fume and class c fly ash particles are selected to partially replace portland cement. Due to the large surface area of the granular mix, high range water reducers are used in mix development to maintain mix flowing ability at a low water-to-powder ratio. Finally, fine sand and limestone of nominal maximum size 8 mm (less than 1/3 in.) were selected for mix constituents.
Current prescriptive codes in the United States have no clear guidance, design equations, or charts for designing high strength concrete mixes. Thus, performance-based criteria were used for mix design. These criteria include:
- Early high strength: in excess of 70 MPa (10,000 psi) at 24-hrs for successful strands release at early age. This is required to increase the precast facility productivity
- High compressive strength: at 28-day to increase the precast girder capacity, and for possible construction of slender girders with large span-to-depth ratio. A minimum 28-day compressive strength of 100 MPa (14,250 psi) is specified
- Self-compacting concrete: flowing ability with a minimum spread diameter of 62.5 cm. (25 in.) to successfully precast heavily reinforced girders without honeycomb development.
- Maximum mixing time: does not exceed 20 minutes to allow for the continuous pour of precast members without the formation of cold joints.
Based on the performance criteria, interviews conducted with batch plants managers, and precast facilities personnel, the following guidelines were considered for mix development:
- Maximum cementitious materials content (Cement + silica fume + fly ash) does not exceed 950 kg. per cubic meter of concrete
- Maximum SCMs replacement does not exceed 30% of the total cementitious materials content
- Water to cementitious materials ratio does not exceed 20% to attain high strength
- HRWR quantity is adjusted to attain the specified spread diameter. Thus, a high energy paddle mixer is used in mix development, as shown in Figure 1.
- Trail concrete batches were made to optimize mixing criteria and for possible production of HSC in 20-minute maximum mixing duration. The following presents the mixing procedures concluded for this experimental research program:
- Granular materials including portland cement, SCMs, and aggregates are preblended for a total duration of 2 min. Dry mixing is required to enhance the mix packing order and minimize the voids ratio for hardened concrete
- Mixing water, infused with HRWR, is added to the preblended granular materials. Wet mixing continues for a maximum duration of 18 min. Developed mix spread diameter is measured. A minimum spread diameter of 62.5 cm. (25 in.) is required for successful mix development, as shown in Figure 2.
4. Experimental Investigation, Mix Trials, and Final Mix(es) Selection
A total of 11 mix designs were developed and poured using the afore-mentioned guidelines and mixing procedures. Three performance-based criteria were used in mix design evaluation including: (1) mixing time, (2) spread diameter of fresh concrete, and (3) early compressive strength after 24-hr of pouring specimens. Detailed mix designs, and results of performance criteria evaluation are shown in Table 4.
- Testing results of high strength mixes initial trials shown in Table 4 are classified into three different categories:
- Category 1: including mixes 1 through 4, where duration time was lesser than or equal 20 minutes, spread diameter greater than or equal 67 cm, and initial compressive strength (24-hour) of 70 MPa was attained. According to predetermined criteria, mixes 1 through 4 were approved for further investigation including additional mechanical properties testing.
- Category 2: including mixes 4 through 7, where flowing ability required was not acceptable due to spread diameter less than 62.5 cm recorded. Lack of flowing ability may result in potential voids and honeycombs problems when bridge girders with high percentage of reinforcement are prefabricated. Thus, mixes 4 through 7 were rejected due to low flowing ability.
- Category 3: including mixes 8 through 11, where initial compressive strength recorded at 24-hour of age was less than 70 MPa. High initial compressive strength are required to allow for the removal of forms and cutting prestressing strands. Thus, mixes 8 through 11 are rejected due to their inability to meet the predetermined initial compressive strength [30,31,32].
Successful mixes included in category 1 are poured in larger batches to proceed with mechanical properties testing of fresh and hardened concrete. A minimum of 15 cylinders (100 mms diameter x 200 mms height) were poured for compressive strength testing (fc’) at ages 24-hour, 3, 7, 14, and 28 days, modulus of elasticity (Ec) cylinders (150 mms diameter x 300 mms height), and modulus or rupture (fr) beams are prepared and cured according to relevant ASTM International standards [33,34,35] for further mechanical testing as shown in the next section.
5. Mechanical Properties Investigation
Mechanical properties of hardened concrete mix of significant importance to precast/prestressed concrete industry includes early high strength, final strength, modulus of elasticity, and modulus of rupture. Successful mixes, mixes 1 through 4, were batched in larger quantities and specimens were fabricated to measure the afore-mentioned properties. Detailed mix designs of mixes 1 through 4 are shown in Table 5.
5.1. Compressive Strength
The compressive strength of concrete is affected by different design parameters including the binder content within the mix (cement, silica fume, fly ash), water-to-powder ratio, and the packing order of granular material resulting from the overall particle size of cementitious materials and the fineness of used aggregates. In this experimental investigation, developed mixes (1 through 4) had a total binder content of 900 kg. per cubic meter, and a very low water-to-powder ratio (less than 0.2 by weight). In addition, fine sand was used. Coarse aggregates, when present, had a nominal maximum size of 8 mm. to increase the mix packing order, reduce permeability, and positively impact the compressive strength of hardened concrete. Accordingly, developed mixes had a minimum 24-hour compressive strength of 70 MPa, and a final 28-day compressive strength of 103 MPa, as shown in Figure 3.
5.2. Modulus of Elasticity
The modulus of elasticity (MoE) of concrete, known as Young’s modulus, is defined as the ratio of normal stress to axial compressive strain. The concrete MoE is proportional to compressive strength of hardened concrete. In precast/prestressed concrete applications, it is important to evaluate the modulus of elasticity to calculate potential members deflection, and for possible estimation of prestress losses, and/or prestressing strands development length. In this research, the MoE for developed mixes was evaluated experimentally through measuring the average MoE for 3 (150 mm x 150 mm x 300 mm) cylinders at 28 days as shown in Figure 4.
- MoE test results for developed mixes, as shown in Figure 5, are significantly higher than the average MoE mixes for normal strength concrete. In this experimental investigation, the MoE values ranged from a minimum of 41 GPa to 51 GPa, as compared to a MoE of 25 to 30 GPa for regular strength concrete mixes. This MoE increase is attributed to the substantial increase in mix strengths due to SCMs incorporation.
5.3. Modulus of Rupture
The modulus of rupture (MoR) is measured to estimate the tensile capacity of concrete through the application of point load at 1/3 of span of (150 mm x 150 mm x 300 mm) short beams. MoR is measured by calculating the averaging MoR values of 3 beams tested using the same mix. The MoR values for high strength concrete mixes developed, shown in Figure 6, ranged from 8 to 11 MPa. This is significantly higher than MoR values for regular strength concrete that typically range from 3 to 5 MPa. The increase in MoR value is attributed to the increased strength of concrete due to the increased amount of binder resulting from the incorporation of SCMs. In addition, fine sized SCM particles reduces concrete voids ratio, thus, resists hair crack propagation when MoR test is conducted.
6. Summary and Conclusions
The main objective of this research is to develop high strength concrete mixes that attain specific performance-based characteristics including (1) high flowing ability (spread diameter in excess of 62.5 cm) to successfully pour slender precast sections with high steel reinforcement ratio, (2) short mixing duration (does not exceed 20 minutes) to avoid the formation of cold joints when pouring large concrete quantities, and (3) high early strength (greater than 70 MPa) and final compressive strength (greater than 100 MPa) for early strand release and to successfully pour precast/prestressed members with high span-to-depth ratio. The afore-mentioned performance criteria were selected based on batch plant and precast/prestressed concrete facilities managers’ feedback.
Traditional concrete mix design was altered in three different ways to attain the required performance criteria. First, fine SCMs (silica fume and fly ash) were used in partial replacement of portland cement to increase mix strength and durability; Second, water-to-powder ratio was reduced (below 0.20) using HRWR to develop high strength mixes without altering the mix flowing ability; Third, high energy paddle mixer was used in high strength concrete mix development to successfully produce the mix in a limited time given mix high packing order and low water-to-powder ratio.
The mix design adjustments resulted in the successful production of high strength ternary concrete mixes using a cementitious material content of 900 kg per cubic meter. A minimum spread diameter of 67 cm. were attained at a mixing time ranging from 18 to 20 minutes. Initial 24-hr compressive strength ranged from 70 to 72 MPa, and final compressive strength ranging from 103 to 117 MPa were attained. Produced mixes had higher values for their moduli of elasticity and rupture. The successful incorporation of high strength ternary mixes in the production of precast/prestressed concrete members will improve the conditions of precast/prestressed concrete projects and lower the need to frequent maintenance and repair activities.
7. Future Research
The lack of design guidelines, design tables, and design charts for HSC mixes results. In a trial-and-error approach when specific mechanical characteristics are required. Additional research is required to develop guidelines for HSC mixes to assist batch plant managers and precast/prestressed concrete facilities in mix design process, and to optimize future mixes. The reliability analysis of precast/prestressed concrete girders, and the strands-concrete bond relations should be further investigated to ensure the compliance of high strength concrete structures with reliability indexes in current design codes [36,37]. In addition, the possible use of high strength ternary concrete mixes in additive construction should be investigated [38,39].
Acknowledgements
The authors would like to acknowledge the generous technical support of research engineers at North Carolina Department of Transportation, and the feedback received from different precast facilities managers in the states of Nebraska, Arkansas, and North Carolina.
References
- Akhnoukh, A.K. The use of micro-and nano-sized particles in increasing concrete durability. Particulate Science and Technology, Vol. 38, No. 5, 2019, pp. 529-534. [CrossRef]
- Akhnoukh, A.K. Implementation of nanotechnology in improving the environmental compliance of construction projects in the USA. Particulate Science and Technology, Vol. 36, No. 3, 2018, pp. 357-361. [CrossRef]
- Elia, H.N., Ghosh, A., Akhnoukh, A.K., and Nima, Z.A. Using nano- and micro-titanium dioxide (TiO2) in concrete to reduce air pollution. Journal of Nanomedicine and Nanotechnology, Vol. 9, No. 3, 2018. [CrossRef]
- Akhnoukh, A.K., and Elia, H.N. Developing high performance concrete for precast/prestressed concrete industry. Case Studies in Construction Materials, Vol. 11, 2019. [CrossRef]
- Akhnoukh, A.K. Accelerated bridge construction projects using high performance concrete. Case Studies in Construction Materials, Vol. 12, 2020. [CrossRef]
- Graybeal, BA. Design and construction of field-cast UHPC connections. FHWA-HRT-14-084. 2014.
- Koh, K.T., Park, S.H., Ryu, G.S., An, G.H., and Kim, B.S. Effect of the type of silica fume and filler on mechanical properties of ultra-high-performance concrete. Key Eng. Mater. Vol. 774, 2018, pp. 349-354. [CrossRef]
- Akhnoukh, A.K., and Buckhalter, C. Ultra-high-performance concrete: constituents, mechanical properties, applications, and current challenges. Case Studies in Construction Materials, Vol. 15, 2021. [CrossRef]
- Akhnoukh, A.K. Development of high-performance precast/prestressed bridge girders. A Dissertation. University of Nebraska-Lincoln, USA, 2008.
- Joe, C.D., Moustafa, M.A., Ryan, K.L. Cost and ecological feasibility of using UHPC in highway bridge. Report No. 803, Nevada Department of Transportation (NDOT), 2017. [CrossRef]
- Kim, Y.J. Development of cost-effective ultra-high-performance concrete (UHPC) for Colorado sustainable infrastructure, Report No.CDOT-2018-15, 2018.
- Akhnoukh, A.K., and Soares, R. Reactive powder concrete application in the construction industry in the United States. Proceedings of the 10th Conference of Construction in the 21st Century (CITC-10), Sri Lanka, 2018.
- Akhnoukh, A.K., Kamel, L.Z., and Barsoum, M.M. Alkali-silica reaction mitigation and prevention measures for Arkansas local aggregates. World Academy of Science, Engineering, and Technology International Journal of Civil and Environmental Engineering, Vol. 10, No. 2, 2016. [CrossRef]
- Abd Elssamd, A., and Ma, J.Z. Alkali silica reactivity (ASR) risk assessment and mitigation in Tennessee. Research Report, University of Tennessee at Knoxville, Report No. RES2016-03, 2021.
- Akhnoukh, A.K., and Mallu, A. R. Detection of alkali-silica reactivity using field exposure site investigation. Proceedings of the 58th Annual Associated Schools of Construction International Conference, Vol. 3, pp. 74-81, 2022. [CrossRef]
- 16. ASTM International. Standard specification for coal fly ash and raw calcined natural pozzolan for use in concrete. ASTM C618-19, 2019. [CrossRef]
- American Association of State Highway and Transportation Officials. Standard specification for coal fly ash and raw or calcined natural pozzolan for use in concrete. AASHTO M 295, 2021.
- Pandian, N.S., Rajasekhar, C., Sridharan, A. Studies of the specific gravity of come Indian coal ashes. Journal of Testing and Evaluation, Vol. 26, No. 3, 1998 pp. 177-186. [CrossRef]
- STM International. Standard test methods for sampling and testing fly ash or natural pozzolans for use in portland-cement concrete. ASTM C311, 2022. [CrossRef]
- Amran, M, Debbarma, S., and Ozbakkaloglu, T. Fly ash-based eco-friendly geopolymer concrete: A critical review of the long-term durability properties. Construction and Building Materials. Vol. 270, No. 8, 2021. [CrossRef]
- Gollakota, A.R.K., Volli, V., Shu, C.M. Progressive utilization prospects of coal fly ash: a review. Sci tot. Environ., 2019. [CrossRef]
- Amin, M., and Abdelsalam, B.A. Efficiency of rice husk ash and fly ash as reactivity materials in sustainable concrete. Sust. Env. Research, 2019. [CrossRef]
- Amran, Y.H.M., Alyousef, R., Alabduljabbar, H., and El-Zeadani, M. Clean production and properties of geopolymer concrete; a review. J. of clean prod/, 2020. [CrossRef]
- Provis, J.L., Alkali-activated materials. Cement and Concrete Research, Vol. 114, pp. 40-48, 2018. [CrossRef]
- ASTM International. Standard specification for silica fume used in cementitious materials. ASTM C1240-20, 2020. [CrossRef]
- Akhnoukh, A. Overview of nanotechnology applications in construction industry in the United States. Journal of Micro and Nano-systems, Vol. 5, No. 2, 2013.
- Panjehpour, M., Ali, A.A.A., Demirboga, R. A review for characterization of silica fume and its effects on concrete properties. International Journal of Sustainable Construction Engineering and Technology, Vol. 2, No. 2, 2011.
- Sahoo, K.K., Sarkar, P., and Davis, R. Mechanical properties of silica fume concrete designed as per construction practice. Proceedings of the Institution of Civil Engineers – Construction Materials, 2019. [CrossRef]
- Bubshait, A.A., Tahir, B.M., and Jannadi, M.O. Use of micro silica in concrete construction. Journal of Building Research and Information, Vol. 24, No. 2, pp. 41-49, 2007. [CrossRef]
- Akhnoukh, A. Prestressed concrete bridge girders using 0.7 in. strands. International Journal of Civil and Environmental Engineering, Vol. 7, No. 8, pp. 613-617, 2013. [CrossRef]
- Akhnoukh, A. Application of large prestress strands in precast/prestressed concrete bridges, Civil Engineering Journal, Vol. 6, No. 1, pp. 130-141. [CrossRef]
- Akhnoukh, A., and Ekhande, T. Supplementary cementitious materials in concrete industry – A new horizon, Proceedings of the 18th International Road Federation World Meeting and Exhibition, Dubai, 2021.
- ASTM International. Standard test method for compressive strength of cylindrical concrete specimens. ASTM C39/C39M-21, 2021. [CrossRef]
- STM International. Standard test method for static modulus of elasticity and Poisson’s ratio of concrete in compression. ASTM C469/C469M-14, 2021. [CrossRef]
- ASTM International. Standard test method for flexural strength of concrete (using simple beam with third-point loading). ASTM C78/C78M-22, 2022. [CrossRef]
- Akhnoukh, A.K. The effect of confinement on transfer and development length of 0.7-inch prestressing strands. 2010 Concrete Bridge Conference: Achieving Safe, Smart, and Sustainable Bridges, Phoenix, AZ, 2010.
- Morcous, G, and Akhnoukh, A.K. Reliability analysis of NU girders designed using AASHTO LRFD. Structures Congress 2007, Long Beach, California, 2007 . [CrossRef]
- Edmunson, J., Fiske, M.R., Mueller, R.P., Alkhateb, H.S., Akhnoukh, A.K., Morris, H.C., Townsend, I.I., Fikes, J.C., and Johnston, M.M. Additive construction with mobile emplacement: multifaceted planetary construction materials development. 16th Biennial International Conference on Engineering, 2018. [CrossRef]
- Akhnoukh, A.K. Advantages of contour crafting in construction applications. Journal of Recent Patent on Engineering, Vol. 15, No. 3, pp. 294-300, 2021. [CrossRef]
Figure 1.
High energy paddle mixer for ternary HSC mix development.
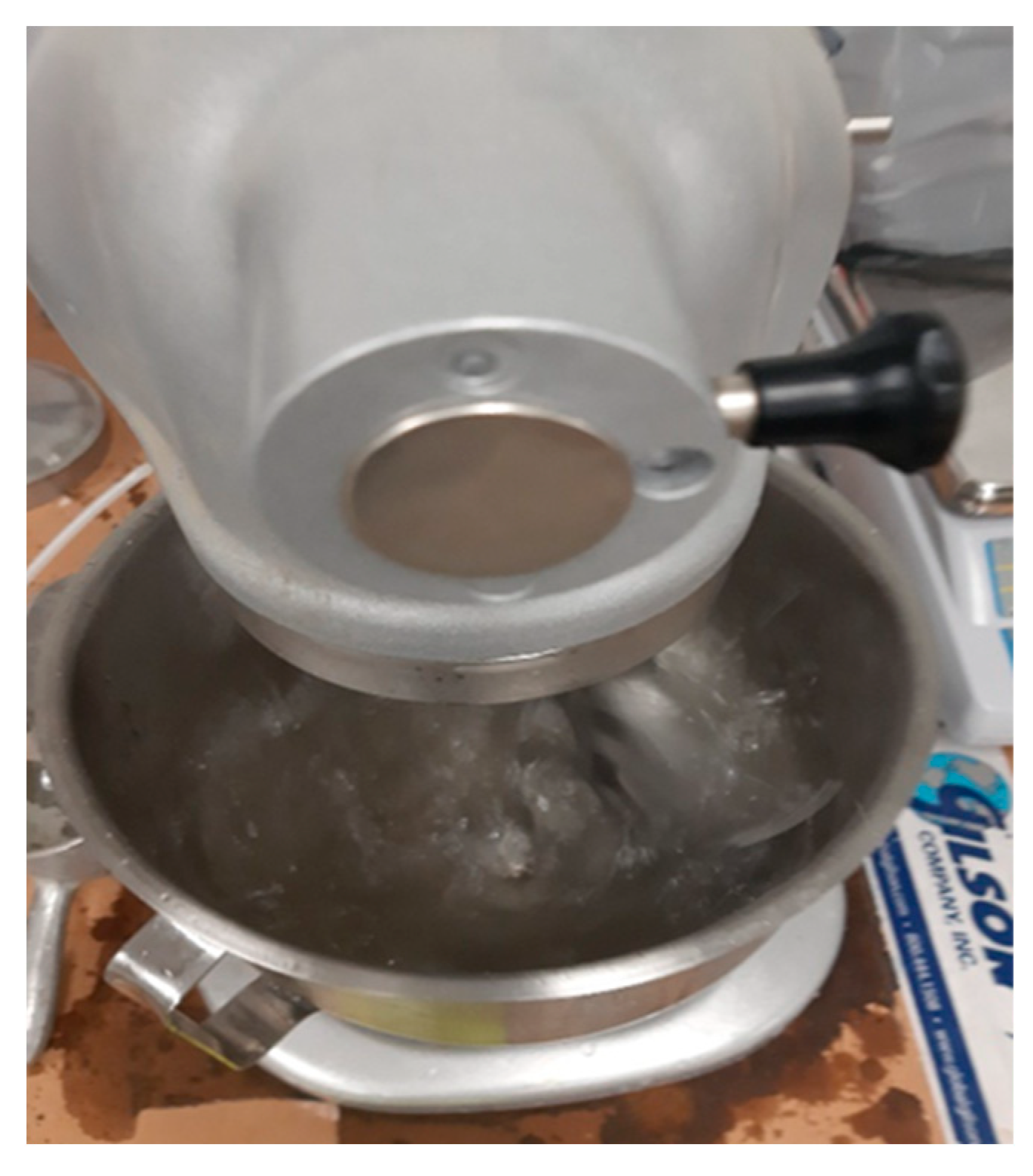
Figure 2.
SCC mix diameter for ternary HSC mixes.
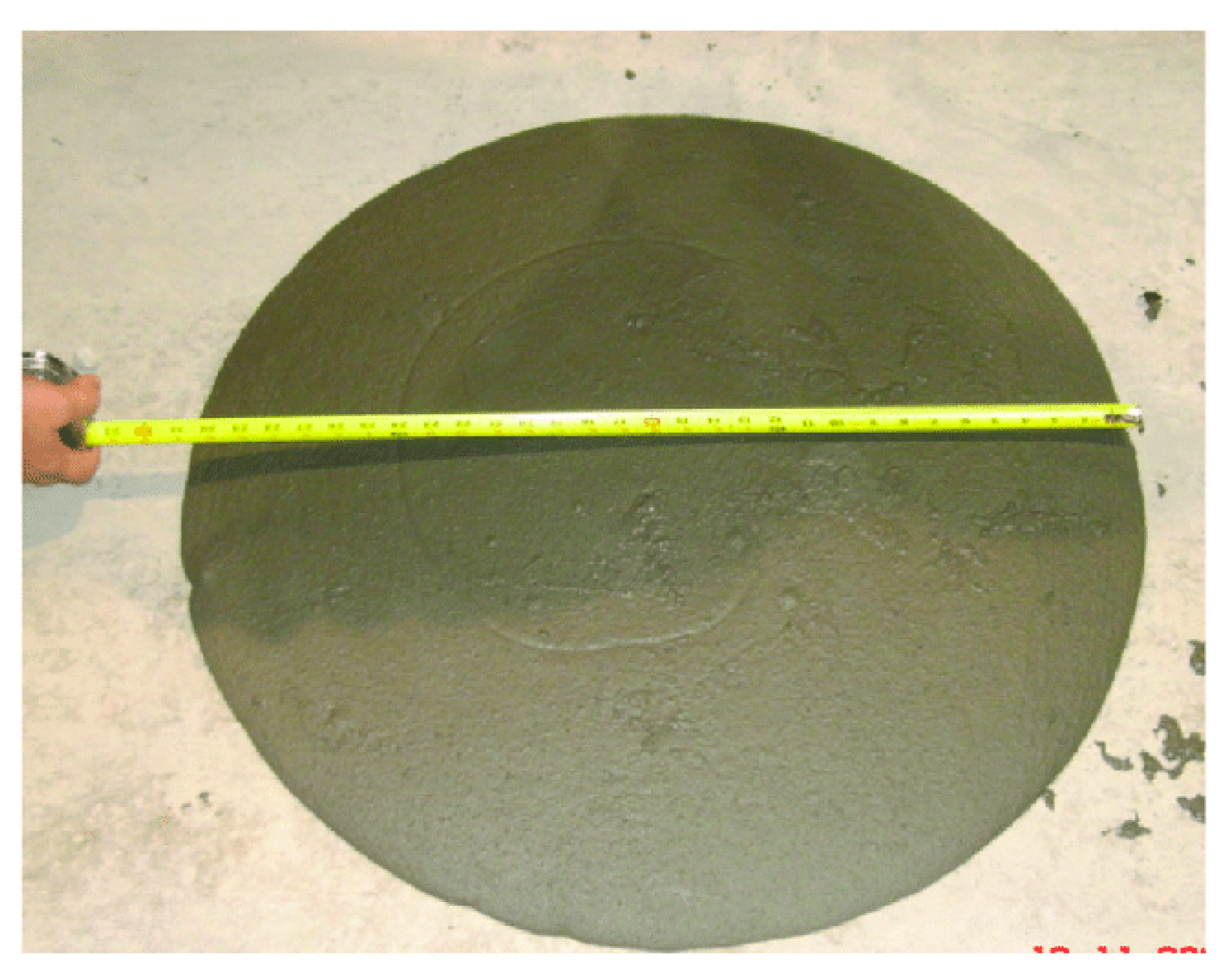
Figure 3.
Compressive strength of concrete cylinders versus specimen age.
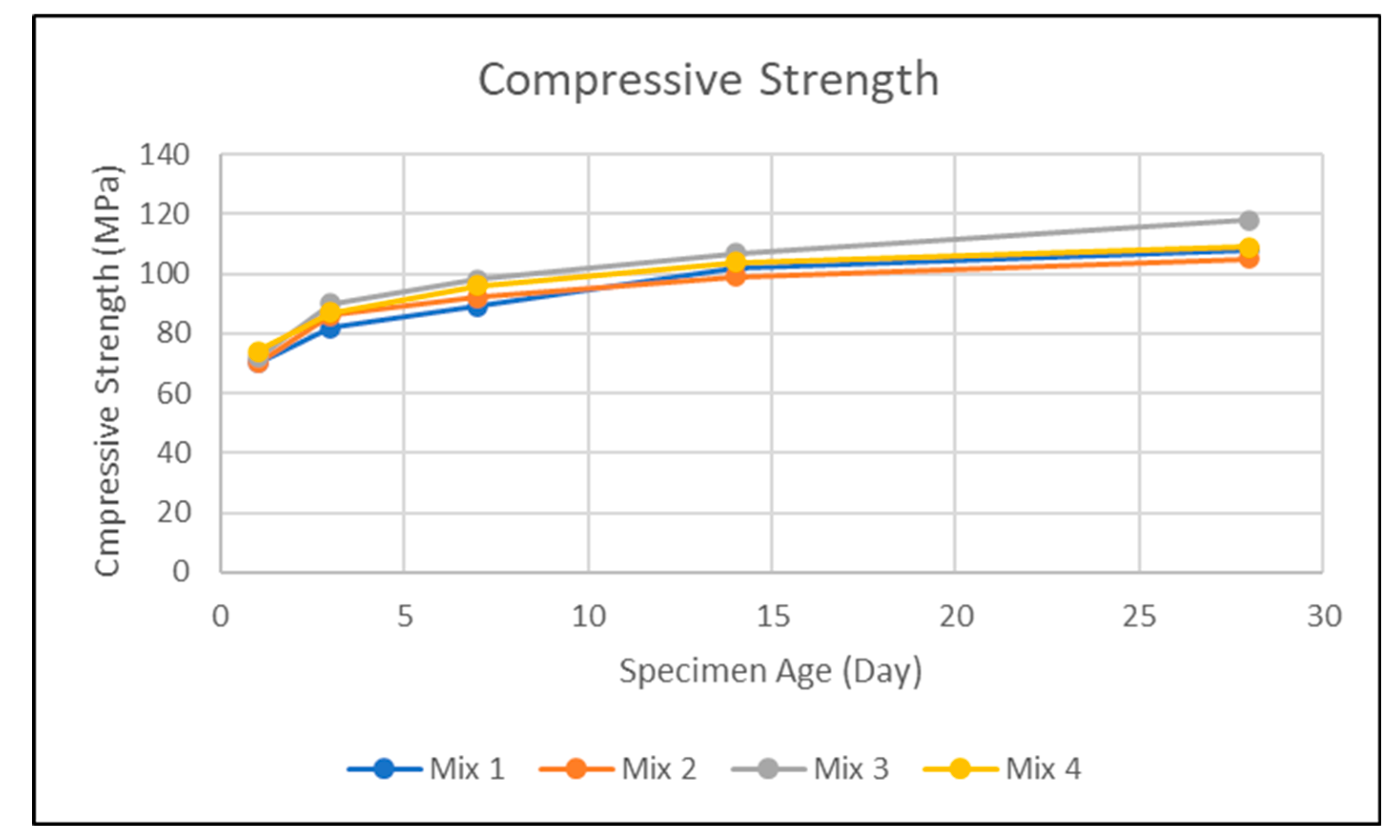
Figure 4.
MoE calculation for developed HSC mixes.

Figure 5.
MoE values for developed mixes at 28-days.
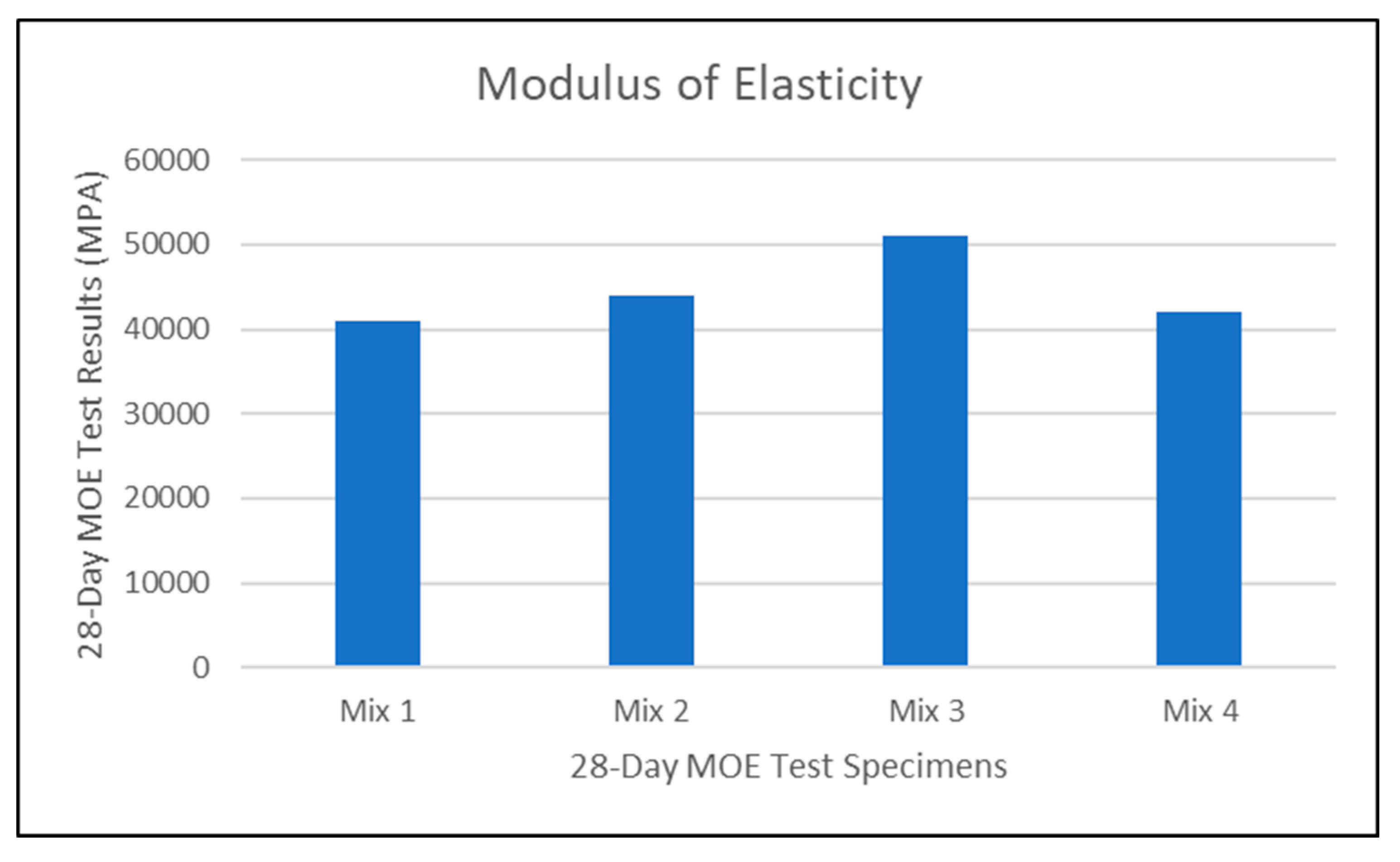
Figure 6.
MoR values for developed mixes at 28-days.
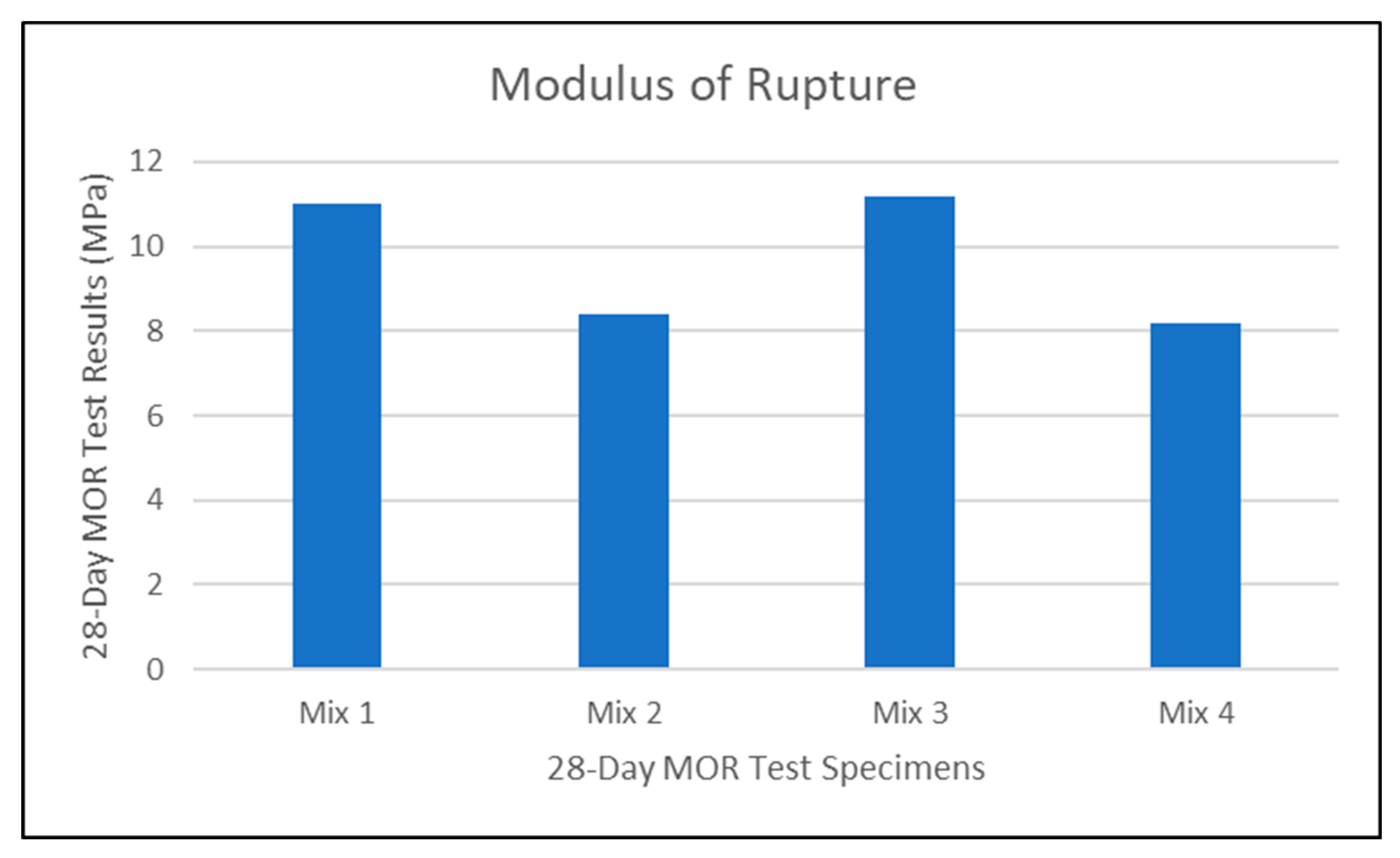

Table 1.
Range of chemical composition of fly ash based on coal type (weight %) [18].
Table 1.
Range of chemical composition of fly ash based on coal type (weight %) [18].
| Component | Bituminous | Subbituminous | Lignite |
|---|---|---|---|
| SiO2 | 20-60 | 40-60 | 15-45 |
| Al2O3 | 5-35 | 20-30 | 10-25 |
| Fe2O3 | 10-40 | 4-10 | 4-15 |
| CaO | 1-12 | 5-30 | 15-40 |
| MgO | 0-5 | 1-6 | 3-10 |
| SO3 | 0-4 | 0-2 | 0-10 |
| Na2O | 0-4 | 0-2 | 0-6 |
| K2O | 0-3 | 0-4 | 0-4 |
| LOI | 0-15 | 0-3 | 0-5 |
Table 2.
Specifications for fly ash in Portland cement concrete (ASTM C618, AASHTO M295).
| Percentage | Class F | Class C | ||
|---|---|---|---|---|
| Chemical Requirements | SiO2+Al2O3+Fe2O3 | Min % | 70 | 50 |
| SiO3 | Max % | 5 | 5 | |
| Moisture Content | Max % | 3 | 3 | |
| Loss on Ignition | Max % | 5 | 5 | |
| Optional Chemical Requirement | Available alkalis | Max % | 1.5 | 1.5 |
| Physical Requirements | Fineness (+325 Mesh) | Max % | 34 | 34 |
| Pozzolanic Activity/Cement (7 days) | Min % | 75 | 75 | |
| Water requirement | Max % | 105 | 105 | |
| Autoclave expansion | Max % | 0.8 | 0.8 | |
| Optional Physical Requirements | Multiple factor (LOI x fineness) | 255 | - | |
| Increase in drying shrinkage | Max % | 0.03 | 0.03 | |
| Uniformity requirement (air entraining agent) | Max % | 20 | 20 |
Table 3.
Specifications for silica fume in Portland cement concrete (ASTM C1240-20).
| Percentage | Silica Fume | ||
|---|---|---|---|
| Chemical Requirements | SiO2 | Min % | 85 |
| Moisture content | Max % | 3 | |
| Loss on ignition | Max % | 6 | |
| Physical Requirements | Percent retained on No. 325 | Max % | 10 |
| Accelerated pozzolanic strength activity index | Min % percent of control | 105 | |
| Specific surface | Min (m2/g) | 15 | |
| Optional Physical Requirements | Reactivity with concrete alkalis, reduction of mortar expansion at 14 days | Min % | 80 |
| Sulfate resistance expansion, moderate resistance (6 month) | Max % | 0.1 | |
| Sulfate resistance expansion, high resistance (6 month) | Max % | 0.05 | |
| Sulfate resistance expansion, very high resistance (1 year) | Max % | 0.05 |
Table 4.
High strength ternary mix designs vs. performance-based criteria test outcomes.
| Mix # | Cem. Mat. | W/CM | Mixing Duration | Flowing Ability | Early Strength | Results |
|---|---|---|---|---|---|---|
| Mix 1 | 900 | 0.17 | 20 min. | 67 cm. | 70 MPa | Mix Accepted |
| Mix 2 | 900 | 0.18 | 18 min. | 68 cm. | 70 MPa | |
| Mix 3 | 900 | 0.19 | 18 min. | 68 cm. | 72 MPa | |
| Mix 4 | 900 | 0.18 | 18 min. | 67 cm. | 74 MPa | |
| Mix 5 | 850 | 0.19 | 18 min. | 60 cm. | Low Flowing Ability (Rejected) |
|
| Mix 6 | 825 | 0.19 | 18 min. | 59 cm. | ||
| Mix 7 | 800 | 0.22 | 18 min. | 59 cm. | ||
| Mix 8 | 770 | 0.24 | 17 min. | 71 cm. | Low Initial Strength (Rejected) |
|
| Mix 9 | 770 | 0.24 | 17 min. | 70 cm. | ||
| Mix 10 | 770 | 0.24 | 17 min. | 69 cm. | ||
| Mix 11 | 770 | 0.24 | 17 min. | 70 cm. |
Table 5.
High strength concrete mix designs (mixes 1 through 4).
| Cement | SF | Fly Ash | Total CM | SCM/Cement | Sand | LS | Water | HRWR | |
|---|---|---|---|---|---|---|---|---|---|
| Mix 1 | 630 | 90 | 180 | 900 | 0.3 | 1350 | 0 | 135 | 35 |
| Mix 2 | 630 | 90 | 180 | 900 | 0.3 | 950 | 400 | 145 | 35 |
| Mix 3 | 630 | 135 | 135 | 900 | 0.3 | 1350 | 0 | 145 | 40 |
| Mix 4 | 630 | 90 | 180 | 900 | 0.3 | 950 | 400 | 140 | 40 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



