Submitted:
29 May 2026
Posted:
01 June 2026
You are already at the latest version
Abstract
The increasing demand for sustainable packaging materials has led to growing interest in biodegradable alternatives to petroleum-based plastics. Starch-based films are renewable and compostable, yet their application in food packaging is limited by poor mechanical and barrier properties. This review presents recent advances in the development of montmorillonite (MMT)-reinforced starch films, highlighting their improved structural, thermal, and functional performance. The mechanisms of reinforcement, intercalation, exfoliation, and network formation, are discussed in relation to polymer–clay interactions and film morphology. Special emphasis is placed on the role of these nanocomposites in food preservation. Case studies demonstrate their capacity to extend shelf life by reducing moisture loss, microbial spoilage, and oxidative degradation in perishable products such as strawberries, paneer, chicken, and litchi. Intelligent applications, such as spoilage detection through pH-induced color changes, are also explored. Comparative tables summarize mechanical, thermal, and barrier improvements across formulations. Finally, key challenges related to large-scale processing, nanoparticle dispersion, compostability, and cost-efficiency are addressed. Future research is encouraged to explore agro-industrial starch sources, green modification strategies, and hybrid systems to enable sustainable, high-performance packaging. MMT–starch films thus represent a promising platform for active food preservation aligned with circular economy and environmental goals.
Keywords:
montmorillonite
; starch films
; nanocomposites
; biodegradable packaging
; barrier properties
; active packaging
Abstract
The increasing demand for sustainable packaging materials has led to growing interest in biodegradable alternatives to petroleum-based plastics. Starch-based films are renewable and compostable, yet their application in food packaging is limited by poor mechanical and barrier properties. This review presents recent advances in the development of montmorillonite (MMT)-reinforced starch films, highlighting their improved structural, thermal, and functional performance. The mechanisms of reinforcement, intercalation, exfoliation, and network formation, are discussed in relation to polymer–clay interactions and film morphology. Special emphasis is placed on the role of these nanocomposites in food preservation. Case studies demonstrate their capacity to extend shelf life by reducing moisture loss, microbial spoilage, and oxidative degradation in perishable products such as strawberries, paneer, chicken, and litchi. Intelligent applications, such as spoilage detection through pH-induced color changes, are also explored. Comparative tables summarize mechanical, thermal, and barrier improvements across formulations. Finally, key challenges related to large-scale processing, nanoparticle dispersion, compostability, and cost-efficiency are addressed. Future research is encouraged to explore agro-industrial starch sources, green modification strategies, and hybrid systems to enable sustainable, high-performance packaging. MMT–starch films thus represent a promising platform for active food preservation aligned with circular economy and environmental goals.
1. Introduction
The global demand for sustainable packaging has spurred research into biodegradable alternatives to plastics. Starch-based films are attractive due to renewability, biodegradability, and low cost [1], but their use is hindered by poor mechanical strength, high water sensitivity, and weak barrier properties [2]. Nanoscale reinforcement, particularly with montmorillonite (MMT) clay, offers improvements thanks to its layered structure, high surface area, and biopolymer compatibility [3,4,5].
Starch, derived from crops like corn and cassava, forms films when plasticized, yet its hydrophilic nature yields low tensile strength (<10 MPa) and high water vapor permeability [6]. Incorporating nanofillers such as MMT enhances mechanical, thermal, and barrier properties while preserving biodegradability [7,8]. MMT reinforcement works through intercalated or exfoliated structures; exfoliation maximizes polymer–clay interactions, boosting tensile strength by 40–100% and reducing WVP [7,9,10,11]. MMT also acts as a nucleating agent, increasing crystallinity and barrier performance [7,12].
Challenges persist in achieving uniform dispersion, as hydrophilic components tend to agglomerate [13]. Surface modification (e.g., organophilization with quaternary ammonium salts) improves compatibility [14], while processing methods, solution casting, extrusion, electrospinning, affect morphology and properties [4,15,16]. Green modifiers like citric acid and chitosan offer eco-friendly alternatives [4,17].
2. Properties of Montmorillonite (MMT)
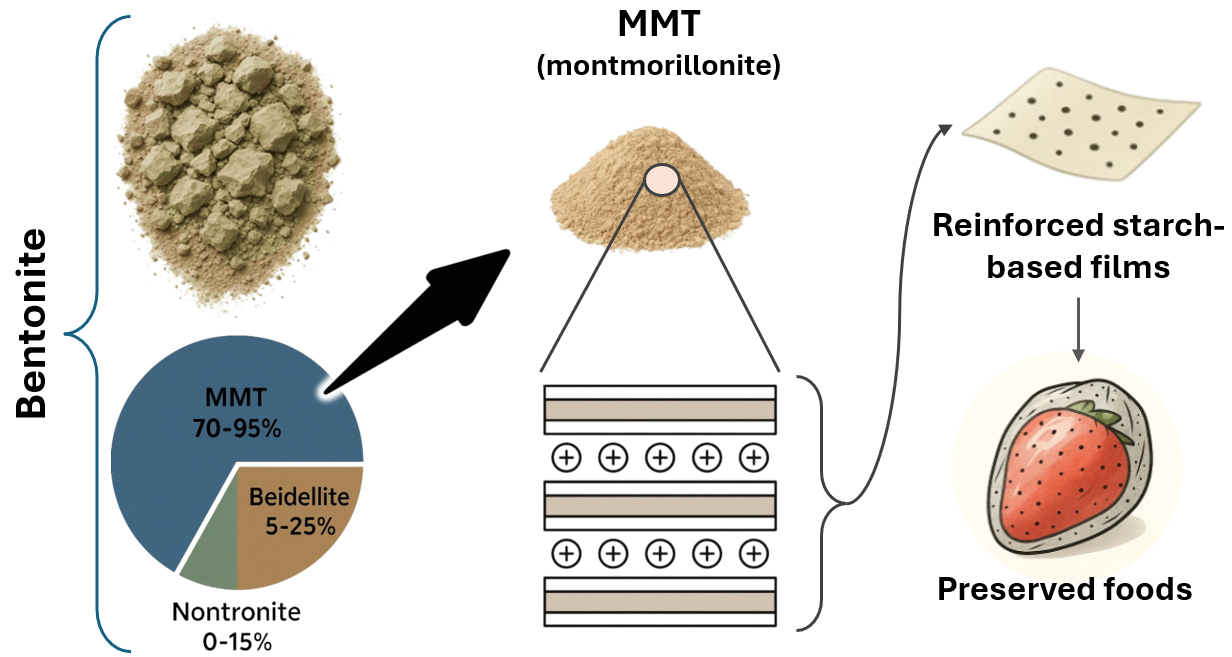
MMT is a key material in nanocomposites due to its structural and physicochemical features. As the most studied smectite clay, it reinforces biopolymer matrices, notably starch-based films for sustainable packaging [22,23,24]. Its crystalline structure comprises nanometer-thick platelets in a 2:1 layered T-O-T arrangement (two silica sheets around one alumina sheet), yielding flexible nanosheets of 0.96–1.40 nm thickness and lateral dimensions up to micrometers, with aspect ratios of 100–1000 [24,25,26]. Figure 1 illustrates this lamellar organization and mineral composition.
MMT’s unique properties stem from isomorphic substitutions in its lattice: Mg²⁺ often replaces Al³⁺ in octahedral sheets, while Al³⁺ substitutes Si⁴⁺ in tetrahedral sheets, creating permanent negative charges [27,28,29]. These charges, compensated by hydrated cations (Na⁺, Ca²⁺, K⁺) in interlayers, govern swelling and polymer compatibility. Charge density ranges from 1.2–1.8 mmol/m², with spacing of 0.9–1.35 nm [27,28,29]. HRTEM reveals heterogeneous charge distribution (up to 30% variation), influencing polymer interactions, while SAXS shows stacking disorder increases with smaller particle size, affecting exfoliation [30,31].
Swelling behavior depends on interlayer species. XRD indicates Cloisite 30B has basal spacing of ~1.80 nm, increasing to >2.12 nm after APTES modification, reflecting swelling and partial delamination [32]. Similar expansions occur under aqueous conditions, critical for exfoliation in starch matrices [32]. Exfoliated MMT nanosheets expose large surface areas (>800 m²/g theoretical), enhancing adsorption and composite formation. Edge –OH groups provide reactive sites for hydrogen bonding or grafting, strengthening polymer interfaces [33,34].
MMT also improves thermal stability. Native starch degrades at 250–300 °C, but MMT incorporation raises decomposition onset temperature due to strong interfacial bonding and barrier effects [35]. In chitosan/MMT systems, 50% mass-loss temperature increased by ~40 °C, attributed to carbon–silicate multilayers acting as thermal insulators [36]. These findings confirm MMT’s dual role as reinforcement and thermal stabilizer, expanding processing and application ranges for biodegradable films.
Figure 1.
Structural organization and mineral composition of bentonite clays.

2.1. Structure and Composition
MMT consists of two-dimensional aluminosilicate layers with atomic precision. Each ~1 nm layer includes an AlO₆ octahedral sheet between two SiO₄ tetrahedral sheets, forming the 2:1 T–O–T phyllosilicate structure [37,38]. Isomorphic substitutions, Al³⁺ for Si⁴⁺ in tetrahedral sheets and Mg²⁺/Fe²⁺ for Al³⁺ in octahedral sheets, generate permanent negative charges balanced by exchangeable cations (Na⁺, Ca²⁺, K⁺) and water in interlayers [37,38]. These lamellae exhibit high surface area (250–800 m²/g) and nanometric thickness, ideal for adsorption and polymer reinforcement [38]. Figure 1 shows MMT’s organization within bentonite clays.
Na⁺-MMT interlayers host cations and water forming discrete hydration states. XRD reveals basal spacings of ~1.24 nm (1-layer), 1.51–1.56 nm (2-layer), 1.85 nm (3-layer), and up to 2.10 nm (4-layer) under humid or saline conditions [39]. Hydration depends on ion type; Na⁺-MMT typically stabilizes two to three layers. Molecular dynamics confirm that water–clay and water–cation interactions create semi-ordered hydrogen-bond networks influencing spacing and ion mobility [39,40].
MMT’s formula varies by source; a representative composition is (Ca₀.₁₄Na₀.₀₂)(Al₁.₆₆Mg₀.₃₆Fe₀.₀₄)(Si₃.₉₀Al₀.₁₀)O₁₀(OH)₂·nH₂O [41]. Commercial variants (Ca-MMT, Mg-enriched Ca-MMT, Si-enriched Na-MMT) contain 55–66 wt% SiO₂ and 15–21 wt% Al₂O₃, with variable MgO, Fe₂O₃, and CaO affecting color and reactivity [42]. Refinement via sonication and centrifugation yields size fractions influencing toxicity—smaller particles interact more with colon cells [42]. Acid treatment or nanoparticle incorporation enhances surface area and adsorption, improving remediation and molecular interactions [41].
Edge surfaces exhibit amphoteric behavior due to hydroxyl groups, with acid–base properties varying by structure [43]. At pH ~7, edges retain metal ions via surface complexation rather than basal-plane exchange [44]. Models show ≡SiOH and ≡AlOH₂ sites have variable pKa, while AFM on kaolinite analogs suggests gibbsite-like edges shift from positive to negative charge between pH 4–9, highlighting pH’s role in interfacial interactions [43,44,45].
2.2. Modification of MMT
MMT modification is crucial for improving compatibility and dispersion in polymer matrices, as its natural hydrophilicity often causes aggregation and poor adhesion [46]. Figure 2 outlines major modification routes, physical, chemical, and enzymatic, and their effects on surface functionality. Organophilization via cation exchange is widely used, replacing native cations (Na⁺, Ca²⁺) with organic surfactants like quaternary ammonium salts [22]. This increases interlayer spacing (from ~1.6 nm to 3.15 nm) and converts surfaces to hydrophobic, enhancing dispersion in nonpolar matrices [22]. Surfactant chain length strongly influences d-spacing and exfoliation, impacting nanocomposite performance [47]. In silicone adhesives, organophilized MMT improves dispersion, thermal resistance, and mechanical integrity [47]. For starch-based films, moderate MMT content suffices for mechanical and barrier gains, as excess can cause phase separation [48]. Green modifiers such as chitosan offer sustainable alternatives, improving tensile strength, water vapor barrier, and antimicrobial activity without synthetic agents [49]. At a chitosan-to-starch ratio of 1:3, tensile strength rose 1.52× and WVP dropped 60.9% versus neat starch [49]. Sodium alginate with 6% MMT also enhanced thermal stability, reduced oxygen and water permeability, and maintained biodegradability under composting within 22 days [18].
Physical methods like ultrasonic treatment combined with elongational flow and phase transition improve exfoliation. Ultrasonic cavitation and steam explosion generate stresses that delaminate MMT layers, ensuring uniform dispersion [50]. Acid activation with H₃PO₄ creates structural defects, increases surface area, and introduces Brønsted and Lewis acid sites, aiding polymer interaction [51]. Overexposure to oxalic acid, however, dissolves Si⁴⁺ and Al³⁺, collapsing lamellae into irregular particles, underscoring the need for controlled conditions [52]. Enzyme-assisted approaches, such as cellulase immobilization, provide eco-friendly alternatives for surface functionalization [53]. Application-specific strategies include silane coupling agents (e.g., KH570) for elastomeric matrices like styrene-butadiene rubber, promoting covalent bonding [54], while acid activation remains key for tuning acidity and porosity [51].
MMT modification significantly improves starch-based nanocomposites. Ultrasonication-driven exfoliation boosts tensile strength up to 154% [55]. Barrier properties improve via tortuous path effects, reducing water solubility from 56% (PVA/starch) to 43% with Na-MMT [56], and lowering WVP through exfoliated structures [57]. Thermal stability and conductivity also rise due to MMT’s lamellar architecture acting as a heat barrier [55,56]. Challenges persist at high loadings where agglomeration reduces performance, emphasizing optimized processing like sonication time [55]. Future work targets multifunctional nanocomposites combining mechanical, barrier, and bioactive features for sustainable packaging [58].
Figure 2.
Overview of physical, chemical, and enzymatic modification strategies for MMT.

3. Starch-Based Films
3.1. Starch Sources
The botanical source of starch strongly affects film-forming capacity due to variations in granule morphology, amylose/amylopectin ratio, crystallinity, and minor components like lipids and proteins. These factors influence flexibility, strength, water resistance, and retrogradation. Cassava starch, with low amylose (~15.5%), produces flexible films but with lower tensile strength and higher solubility [59,60]. Corn starch (~28.7% amylose) offers better strength and moderate barrier properties, though its lipid content can reduce crystallinity [60].
Achira starch, rich in amylose (~32%) and large granules (~59 µm), shows excellent film-forming ability [61,62]. Its balanced crystallinity, low impurities, and moderate gelatinization temperature (~65.4 °C) enable strong polymer networks, enhancing mechanical and barrier properties—making it highly promising for biodegradable films [63,64,65]. Plantain starch (~28.2% amylose) also forms robust films, though performance varies by cultivar and C-type crystallinity [66].
Potato starch, with B-type crystallinity and large granules, gelatinizes at ~62 °C and yields elastic, moderately transparent films; its low lipid content may reduce cohesion unless plasticized [67,68]. Wheat starch, with A-type crystallinity and uniform granules, provides consistent film behavior, though strength depends on cultivar and protein content [69].
Amylose promotes tight hydrogen-bonded networks, improving strength and reducing permeability, while amylopectin adds elasticity but hinders crystallization [67,70]. Overall, starch origin determines key film traits—transparency, color, swelling, mechanical resistance, and retrogradation—critical for efficient biodegradable packaging [59,71].
Figure 3.
Overview of starch botanical sources, film processing methods, and potential food applications of starch–MMT nanocomposite films.
Figure 3.
Overview of starch botanical sources, film processing methods, and potential food applications of starch–MMT nanocomposite films.

3.2. Film Processing and Limitations
Film fabrication methods critically influence the physicochemical, mechanical, and barrier properties of starch-based films. Solvent casting is widely used at the lab scale for its simplicity and ability to produce uniform thickness, enabling complete gelatinization and incorporation of plasticizers and additives [59,72]. It is ideal for comparing starches from different botanical origins under controlled conditions [67]. However, its long drying times and susceptibility to humidity make it unsuitable for industrial production [73].
Extrusion, a scalable dry process, exploits starch’s thermoplastic behavior with plasticizers like glycerol or sorbitol. It enables continuous film formation but requires precise control of shear and temperature to avoid degradation or retrogradation, especially in amylose-rich starches [74]. High-amylose starches (e.g., Criolla potatoes) offer better strength but need processing aids, while high-amylopectin starches (e.g., cassava) extrude easily but yield weaker films. Drying times vary by starch source: cassava films (3 mm) dry in 2.3–5 h at 60 °C, while Colombian potato films may take up to 48 h at ambient conditions [73,75]. Advanced drying methods like infrared-assisted drying halve drying times and improve optical and mechanical properties [75]. Emerging techniques—ultrasound, high-pressure processing, and tape casting—further enhance gelatinization and film uniformity [73,74].
Despite their eco-friendly appeal, starch-based films face challenges: fragility, moisture sensitivity, and poor gas barrier performance. Their hydrophilic nature leads to high WVP, low contact angles, and swelling under humidity, limiting use in moist food packaging [67,72]. Brittleness is common in low-amylose starch films (e.g., cassava), as fewer linear chains reduce hydrogen bonding. Plasticizers like glycerol improve flexibility but compromise water resistance and clarity, and may accelerate retrogradation [59,67]. Native starch films also exhibit weak oxygen and CO₂ barriers and deteriorate over time due to amylose/amylopectin recrystallization [61]. Reinforcing agents and modified starch blends mitigate these issues but do not fully overcome them, posing a barrier to large-scale commercialization.
3.3. Reinforcement Materials for Starch Films
To address the inherent limitations of starch-based films, such as low mechanical strength, poor water resistance, and limited barrier properties, research has focused on reinforcement strategies using natural fibers, nanoparticles, biopolymers, and nanoclays. Natural fibers like microcrystalline cellulose (MCC) and cellulose nanofibers (CNFs) improve compatibility through hydrogen bonding and entanglement, significantly enhancing tensile strength and reducing permeability; for instance, 0.4% CNFs in corn starch films increased tensile strength and modulus by 80% and 170%, respectively [72]. Inorganic nanoparticles such as TiO₂ and SiO₂ also improve strength, thermal stability, and barrier performance. TiO₂ in chitosan–cassava starch composites raised tensile strength by 15% and elongation by 100%, while reducing water adsorption through electrostatic and hydrogen bonding interactions [76]. Similarly, nano-silica enhanced water and UV resistance in potato starch films [77]. Biopolymer blending with chitosan, CMC, or gelatin further improves flexibility and strength while reducing hydrophilicity; chitosan adds antimicrobial properties and durability [78].
Nanoclays, particularly montmorillonite (MMT), form intercalated or exfoliated structures within starch matrices, improving barrier and mechanical properties. Romainor et al. [79] reported that MMT reduced water vapor permeability and increased tensile modulus, while ultrasound-assisted incorporation enhanced dispersion and surface properties [78]. Overall, combining reinforcing agents with advanced processing techniques—such as ultrasonication, infrared drying, or high-pressure processing—significantly boosts starch film performance, paving the way for sustainable packaging applications [78].
4. Reinforcement of Starch Films with MMT
4.1. Reinforcement Mechanisms
The reinforcement of starch-based films with MMT is governed by three primary mechanisms: exfoliation, intercalation, and the formation of a percolated network. These mechanisms depend critically on the dispersion state of MMT within the starch matrix, which directly determines the mechanical, thermal, and barrier properties of the resulting nanocomposites. The effectiveness of each mechanism varies based on processing conditions, MMT modification, and starch composition. A schematic overview of these reinforcement modes is shown in Figure 4.
Exfoliation represents the optimal dispersion state where individual MMT layers are fully separated and uniformly distributed within thermoplastic starch (TPS) or chitosan matrices, maximizing interfacial contact and hydrogen bonding. This structure significantly improves mechanical and barrier properties. Son et al. [80] showed that adding cellulose nanofibers (CNFs) during melt blending promotes exfoliation via sodium ion interactions and shear-thickening effects, increasing tensile strength and modulus by 95.8% and 278.2% at a 1:1 CNF:MMT ratio. Yin et al. [50] demonstrated that ultrasonic cavitation combined with steam-induced phase transition enhances exfoliation, raising tensile strength from 5.8 MPa to 14.3 MPa and reducing oxygen permeability by over 50%. XRD confirmed exfoliation through the disappearance of the MMT (001) peak. In chitosan systems, even 0.5% MMT produced exfoliated or disordered intercalated structures, improving modulus and reducing WVP due to tortuous diffusion paths [36]. These findings highlight exfoliation as critical for superior performance, achievable through tailored physical treatments and synergistic fillers.
Intercalation, a partial dispersion state, occurs when polymer chains penetrate MMT galleries, expanding basal spacing while maintaining semi-ordered lamellae. XRD shifts of the (001) peak from 6.6° to lower angles indicate d-spacing increases from 1.33 nm to ~1.75–1.79 nm in chitosan composites [36]. In starch matrices, CNFs enhance intercalation via hydrogen bonding and ion exchange [80]. Melt blending without advanced treatments typically yields intercalated structures, as residual MMT peaks persist [50]. Plasticizers like glycerol facilitate polymer diffusion into galleries, making intercalation an intermediate step toward exfoliation, with moderate gains in strength, modulus, and barrier properties.
At optimal MMT loadings (3–5 wt%), dispersed platelets form a percolated network within starch matrices, creating quasi-continuous reinforcement. Vaezi et al. [7] reported tensile strength and modulus increases of 61% and 73% in ternary nanocomposites with 5 wt% MMT and cellulose nanocrystals. This network improves stress transfer and introduces a tortuous path that reduces water vapor and gas permeability [81]. However, exceeding 5 wt% leads to agglomeration, brittleness, and reduced elongation [82]. Computational models confirm that platelet geometry and high aspect ratio favor effective reinforcement at low filler contents, enhancing mechanical robustness and barrier efficiency [24,82].
Figure 4.
Schematic representation of reinforcement mechanisms in starch–MMT nanocomposites.

4.3. Effect on Mechanical and Thermal Properties
Through the reinforcement mechanisms described, thermal, mechanical and barrier properties are improved, which constitute the most relevant characteristics in starch films which alone does not have the properties to replace the use of conventional plastics [83], so it is important Treatments applied to the materials used in the formation of these nanocomposed films [84].
Zhu et al., [85] evaluated the thermal behavior of propionylated starch-based nanocomposites with varying amylose/amylopectin ratios, reinforced with organically modified montmorillonite (oMMT) at 1%, 2%, and 6% w/w. Using solution casting, films were prepared by dissolving 1 g of propionylated starch in 30 g of acetone, adding triacetin (30% w/w) as plasticizer and oMMT at different concentrations, followed by drying at 45 °C for 12 h. Dynamic mechanical analysis (DMA, 1 Hz, -100 to +200 °C) showed that amylose-rich films exhibited distinct β-relaxation (-40 to -30 °C), corresponding to segmental motion of short chains and transition from glassy to rubbery regions with enhanced molecular mobility due to plasticization. Conversely, amylopectin-rich systems presented α-relaxation in the 20–80 °C range, consistent with a more constrained molecular environment. Transmission electron microscopy (TEM) and X-ray diffraction (XRD) revealed that amylopectin, due to its branched structure, disrupted the oMMT crystalline lamellae, promoting exfoliated/intercalated morphologies. SAXS further confirmed well-dispersed oMMT structures (q = 1.6–1.75 nm⁻¹), whereas amylose-based systems retained the original crystalline order of the nanofiller and showed poor dispersion with phase separation, as evidenced by SEM. These structural differences translated into improved mechanical strength in amylopectin-based composites, driven by stronger network formation between branched chains and clay particles. In contrast, amylose-based materials exhibited irregular morphology and mechanical variability due to crystallite formation and weaker matrix–nanofiller interactions. These findings suggest that mechanical reinforcement is highly dependent on the amylose-to-amylopectin ratio and their compatibility with oMMT. Li et al., [86] investigated the simultaneous incorporation of montmorillonite (3.5% w/w) and cellulose nanofibers (CNF, 1–7% w/w) into corn starch films. CNFs were produced via TEMPO-mediated oxidation of microfibrillated cellulose, while MMT was purified by sedimentation. The starch/MMT/CNF mixtures underwent ultrasonication and gelation at 95 °C. The authors highlighted that ultrasound duration (60 min) and gelation conditions were key to preventing nanoparticle reaggregation and enhancing dispersion. FTIR and XRD analyses indicated hydrogen bonding and effective intercalation of MMT, confirmed by shifts in the -OH (3282–3340 cm⁻¹) and C–O (1149–1131 cm⁻¹) bands, and increased interlayer spacing (1.246–1.268 nm). Tensile testing revealed that the ternary nanocomposite with 3% MMT and 5% CNF achieved the highest tensile strength (60.94 MPa) and Young’s modulus (3253.92 MPa), outperforming binary systems. This synergistic enhancement was attributed to: (i) uniform CNF distribution, (ii) strengthened interfacial bonding evidenced by the Al–O–C vibration at 839 cm⁻¹, and (iii) a fibrillar connection between CNFs and starch that hindered crack propagation. SEM images showed an aligned, agglomeration-free structure essential for mechanical reinforcement. The homogeneous nanofiller distribution also improved thermal stability, suggesting stronger matrix-filler interactions.
Aguirre-Loredo et al., [55] studied achira starch/chitosan/MMT nanocomposite films prepared by solvent casting. Ultrasonication (0–30 min) improved filler dispersion and matrix integration. TGA curves revealed enhanced thermal stability at 30% weight loss (T₃₀), with temperature shifts up to 44.2 °C for sonicated films. In MMT-containing films, a single thermal degradation event was observed, suggesting improved thermal homogeneity and matrix-filler bonding. DSC analysis confirmed elevated gelatinization temperatures (Tm) of up to 107.1 °C, associated with MMT exfoliation and stronger chitosan/starch/MMT interactions. FTIR-ATR confirmed hydrogen bonding and nanoclay exfoliation (Si–OH band at 3615 cm⁻¹). Mechanical testing (ASTM D882) showed that ultrasonication enhanced tensile strength and modulus but reduced elongation in films without MMT. The optimal condition (20 min sonication + 1% MMT) led to a 154% increase in tensile strength and 161% in elongation. This was attributed to cavitation-induced dispersion of MMT, which facilitated polymer chain alignment and interfacial adhesion. SEM revealed a homogeneous, laminar microstructure. These results indicate that controlled ultrasonication improves both thermal and mechanical performance by enhancing filler dispersion and matrix compatibility.
Noulis et al., [4] examined lentil starch films crosslinked with sodium trimetaphosphate (STMP, 5–40% w/w) and reinforced with MMT (10.5% w/w). Tensile strength increased from 6.13 MPa (control) to 10.92 MPa (40% STMP), attributed to covalent bonding between STMP and starch hydroxyl groups. The addition of MMT further enhanced strength (22.49 MPa at 5% STMP + MMT), although higher STMP levels impaired performance due to steric hindrance and clay agglomeration. Elongation at break declined with both STMP and MMT due to reduced chain mobility. Water vapor permeability decreased with MMT only, consistent with the creation of a tortuous diffusion path. These findings emphasize the importance of optimizing both filler and crosslinker concentrations to balance stiffness, strength, and flexibility. Lastly, Singh et al., [19] developed starch/MMT/lemongrass oil nanoemulsion (LNE) films. At 1.5% MMT, FE-SEM showed well-dispersed sheets; at 2.5%, agglomeration occurred. XRD confirmed intercalation only at lower MMT content. Mechanical testing demonstrated that 1.5% MMT increased tensile strength by 50.85%, while higher loading reduced it due to defects. LNE improved elongation but decreased strength due to its plasticizing effect. WVTR decreased by 26.49% with 2.5% MMT due to tortuous pathways formed by dispersed platelets. Overall, this study illustrates the delicate interplay between filler concentration, morphology, and performance. In summary, the mechanical and thermal performance of starch/MMT-based nanocomposites is governed by several interdependent factors: starch structure (amylose/amylopectin ratio), filler dispersion state (intercalated vs. exfoliated), nanofiller synergy (e.g., CNF), and processing conditions (e.g., ultrasonication, crosslinking). Properly engineered systems can significantly enhance tensile strength, modulus, elongation, and thermal stability—properties essential for sustainable food packaging applications.
It is crucial to analyze how applied methodologies and reinforced properties obtained as indicated by different recent studies with broad support of previous research. To better detail the percentage of the thermal stability of the nanocomposite films in Table 1, mass changes (Onset, T50) are collected in thermogravimetric analysis of different recent studies, relating the loss of mass to specific temperatures.
Table 2. lists the values of the mechanical properties of films based on starch such as traction resistance (TS), breakage elongation (EB) and Young's module, which have been improved in different studies. Continuous and promising research for the reinforcement of starch-nano-car films MMT is evidenced in several investigations even with patented applications.
5. MMT-Reinforced Films in Food Applications
The food industry presents a significant opportunity for the adoption of bio-based packaging materials. Increasing environmental concerns regarding single-use plastics and other petroleum-derived, non-biodegradable materials have driven interest in sustainable alternatives. In this context, starch-based films reinforced with MMT have emerged as promising candidates due to their enhanced functional properties and biodegradability. These materials not only offer improved barrier and mechanical characteristics but can also be tailored to exhibit active or intelligent functionalities. Considering the performance improvements enabled by MMT, particularly regarding parameters that influence food ripening and microbial spoilage, these nanocomposite films have been evaluated as viable alternatives to conventional packaging.
Singh et al. [19] examined the effect of an MMT-reinforced starch film on the shelf life of fresh strawberries. The film, composed of 6% (w/v) corn starch, 1.5% MMT, and 2% lemongrass oil, demonstrated enhanced water vapor barrier properties that contributed to a reduced ripening rate. This was primarily attributed to a decrease in metabolic activity during storage. Quality parameters such as weight loss, total soluble solids (TSS), pH, titratable acidity, firmness, and ascorbic acid content were monitored during cold storage at 4 °C over eight days. Strawberries packaged with the MMT-containing film (MMT-F) consistently outperformed the control (unpackaged; UP) and the plain starch film (SF). Notably, pH increases were mitigated due to higher CO₂ concentrations within the packaging, which promoted anaerobic respiration and suppressed enzymatic activity. Similarly, the slower decline in titratable acidity was linked to reduced consumption of organic acids such as citric and malic acid. Firmness was also better preserved, likely due to reduced hydrolase activity and lower dehydration. Furthermore, MMT-F samples retained higher levels of phenolic compounds, anthocyanins, and antioxidant capacity by day eight.
A related study by Kaur et al. [95] evaluated the impact of MMT-reinforced starch films on the shelf life of cottage cheese stored at 4 °C for 16 days. The films significantly limited weight loss, reduced hardness variation (up to day 8), and exhibited lower levels of titratable acidity, tyrosine, and free fatty acids compared to UP and SF samples. Minimizing weight loss is critical in dairy products, as it directly influences textural attributes such as firmness. Interestingly, a decline in hardness was observed in the UP samples after day 8, likely due to microbial activity, a trend not present in the MMT-F group. This correlation was further supported by lower concentrations of tyrosine and free fatty acids in the MMT-F samples—markers commonly associated with enzymatic breakdown. Microbial analyses also confirmed that MMT-F samples had the lowest total bacterial (TBC) and yeast/mold (TMC) counts across the storage period.
Figure 5.
Recent applications of montmorillonite-reinforced starch films for food protection: (A) strawberries , (B) cottage cheese , (C) chicken using smart films , (D) paneer , and (E) litchi.
Figure 5.
Recent applications of montmorillonite-reinforced starch films for food protection: (A) strawberries , (B) cottage cheese , (C) chicken using smart films , (D) paneer , and (E) litchi.

These films have also been reported for use as biosensors in monitoring the shelf life of fresh chicken. Sharaby et. al. [96] developed intelligent films based on high amylose starch, polyvinyl alcohol, MMT, and anthocyanin extracts, which were used to detect spoilage in chicken stored at three different temperatures: 25 °C, 7 °C, and –20 °C. The study included daily evaluations of total bacterial count, pH, total volatile basic nitrogen (TVBN), and color changes in the films. At 25 °C, a color change from red to pink was observed on the first day, accompanied by increases in pH and TVBN. By the second day, both parameters continued to rise, and the film turned light purple. At 7 °C, acceptable limits for pH, TVBN, and bacterial count were exceeded by the fourth day, with the film color progressively changing from red (days 1–2) to pink (day 3), light blue (day 4), and blue (day 5). In contrast, no color change was observed in the films stored at –20 °C, and pH, TVBN, and bacterial counts remained within safety standards during the seven days of storage, thanks to the inhibition of microbial growth at freezing temperatures. Moreover, the incorporation of MMT improved the water resistance of the films, reinforcing their potential as functional materials in starch-based active packaging applications.
Zhang & Chen [97] applied a film made from a starch and sodium alginate polymer matrix, incorporating MMT as a reinforcing agent and star anise essential oil (SAO) as an antibacterial component, aiming to use it for cherry tomato preservation. Uniform, undamaged tomatoes were selected and divided into four experimental groups: (i) uncoated tomatoes (control group), (ii) tomatoes sealed with polyethylene plastic film, (iii) tomatoes coated with starch–sodium alginate–MMT films (S-M), and (iv) tomatoes sealed with films also containing SAO (S-M-SAO). The fruits were stored at room temperature (18–20 °C) for 18 days, during which two key parameters were evaluated: weight loss rate and decay rate. In terms of weight loss, tomatoes coated with films showed lower rates compared to the control group; among the biodegradable films, the S-M-SAO formulation was more effective than the S-M film in reducing weight loss, although both were outperformed by the polyethylene film, which showed the best overall performance. Regarding decay, uncoated tomatoes and those coated with the S-M film began deteriorating from day 3 of storage, while those sealed with S-M-SAO and polyethylene films exhibited signs of decay only from day 9 onward. By the end of the experiment, decay rates were 70% for the control group, 50% for tomatoes coated with S-M-SAO, and 25.67% for those sealed with polyethylene.
6. Challenges and Future Perspectives
The transition to sustainable packaging is driven by environmental concerns, including climate change, microplastic pollution, and stricter regulations on single-use plastics. Starch-based materials offer a promising alternative aligned with circular economy principles, as they are abundant in plant residues and safe for food applications. However, their inherent limitations, low gas barrier capacity, high water affinity, and poor mechanical strength, persist despite improvements through reinforcements like MMT. While these strategies enhance shelf life and reduce spoilage, starch-based films still lag behind petroleum-derived plastics, requiring further research to optimize performance and broaden applications across diverse food systems.
Industrial scalability remains a major challenge. Standardized processes and efficient raw material collection could reduce costs, making bioplastics more competitive. Life cycle assessments and studies on compostability and aquatic degradation are essential, especially when MMT is incorporated, as it may alter biodegradability. Future work should also ensure food security by prioritizing starch from agro-industrial residues and evaluating economic feasibility. Finally, governmental incentives and fiscal policies will be critical to accelerate adoption and support the shift toward sustainable packaging technologies.
Conclusions
Starch-based films reinforced with MMT represent a significant advancement in the development of biodegradable and high-performance packaging materials. Throughout this review, it is evident that the incorporation of MMT into starch matrices significantly enhances key functional properties, including mechanical strength, thermal resistance, and water/gas barrier performance, by promoting the formation of intercalated, exfoliated, or percolated nanostructures. These improvements are directly related to MMT’s unique layered structure, high aspect ratio, and surface reactivity, which enable strong interfacial interactions with starch chains.
Moreover, MMT not only acts as a reinforcing agent but also contributes to the thermal stability of the films, increasing degradation temperatures and extending the range of potential applications. The integration of bioactive agents and essential oils into MMT-starch films further broadens their use in active and intelligent food packaging, offering features such as spoilage detection, microbial inhibition, and shelf-life extension.
Despite these advantages, challenges remain in scaling production and ensuring economic viability, particularly when compared to petroleum-based materials. Optimization of processing conditions—such as ultrasonication, crosslinking, and filler content, is critical to avoid nanoparticle agglomeration and preserve film integrity. Additionally, environmental performance assessments, including compostability and aquatic degradation, must be further explored to confirm the sustainability of these materials under real-world conditions.
Future efforts should focus on the use of agro-industrial starch residues, green modification techniques, and hybrid reinforcement systems to enhance performance while maintaining cost-effectiveness and environmental compatibility. Overall, MMT-reinforced starch films hold strong potential as next-generation materials for sustainable food packaging, aligning with circular economy goals and global efforts to reduce plastic pollution.
Funding
L. Ávila-Martín acknowledges support from Becas Bicentenario Corte 1 – Ministerio de Ciencia, Tecnología e Innovación, Colombia.
Acknowledgements
W.D.C. Chacon acknowledges Project 260090 of Fundación Universitaria Agraria de Colombia – UNIAGRARIA for the support provided during the development of this research. L. Ávila-Martín thanks Becas Bicentenario Corte 1 – Ministerio de Ciencia, Tecnología e Innovación, Colombia.
Statements and Declarations
Competing Interests
The authors declare no conflict of interest.
Data Availability
The data that support the findings of this study are available on request from the corresponding author.
Declaration of generative AI and AI-assisted technologies in the writing process
During the preparation of this work, the authors used ChatGPT to improve language clarity and coherence. After using this tool, the authors reviewed and edited the content as needed and take full responsibility for the content of the published article.
Ethics Approval
Not applicable. This article does not contain any studies with human participants or animals performed by any of the authors.
References
- P. Chavan, A. Sinhmar, S. Sharma, A. Dufresne, R. Thory, M. Kaur, K.S. Sandhu, M. Nehra, V. Nain, Nanocomposite Starch Films: A New Approach for Biodegradable Packaging Materials, Starch/Staerke 74 (2022). [CrossRef]
- N. Pooja, S. Shashank, B.N. Singh, N. Mazumder, Advancing sustainable bioplastics: chemical and physical modification of starch films for enhanced thermal and barrier properties, RSC Adv. 14 (2024) 23943–23951. [CrossRef]
- P. Singh, G. Kaur, A. Singh, B.N. Dar, Effect of montmorillonite and starch nanocrystals based biodegradable films loaded with lemongrass oil nanoemulsion on quality, enzymatic activity and shelf life of strawberry, Food Chemistry Advances 3 (2023). [CrossRef]
- K. Noulis, T. Frangopoulos, A. Arampatzidou, L. Tsekmes, A. Marinopoulou, A. Goulas, V. Karageorgiou, Sodium Trimetaphosphate Crosslinked Starch Films Reinforced with Montmorillonite, Polymers (Basel). 15 (2023). [CrossRef]
- M.R. Sharaby, E.A. Soliman, R. Khalil, Halochromic smart packaging film based on montmorillonite/polyvinyl alcohol-high amylose starch nanocomposite for monitoring chicken meat freshness, Int. J. Biol. Macromol. 258 (2024). [CrossRef]
- M. Dong, G. Mastroianni, E. Bilotti, H. Zhang, D.G. Papageorgiou, Biodegradable Starch-Based Nanocomposite Films with Exceptional Water and Oxygen Barrier Properties, ACS Sustain. Chem. Eng. 12 (2024) 11056–11066. [CrossRef]
- K. Vaezi, G. Asadpour, S.H. Sharifi, Bio nanocomposites based on cationic starch reinforced with montmorillonite and cellulose nanocrystals: Fundamental properties and biodegradability study, Int. J. Biol. Macromol. 146 (2020) 374–386. [CrossRef]
- S. Sultana, S. Imran, A. Naveed, S. Hussain, R. Khattak, L.A. Shah, K. Rehan, I. Rehan, M.U. Rehman, U. Hashmat, F. Haider, Fabrication of nano filler doped PVA/starch biodegradable composites with enhanced thermal conduction, water barrier and antimicrobial performance for food industry, Heliyon 10 (2024). [CrossRef]
- P.F. Muñoz-Gimena, V. Oliver-Cuenca, L. Peponi, D. López, A Review on Reinforcements and Additives in Starch-Based Composites for Food Packaging, Polymers (Basel). 15 (2023). [CrossRef]
- S. Wu, X. Chen, M. Yi, J. Ge, G. Yin, X. Li, M. He, Improving thermal, mechanical, and barrier properties of feather keratin/polyvinyl alcohol/tris(Hydroxymethyl)aminomethane nanocomposite films by incorporating sodium montmorillonite and TiO2, Nanomaterials 9 (2019). [CrossRef]
- D. Skowrońska, K. Wilpiszewska, The Effect of Montmorillonites on the Physicochemical Properties of Potato Starch Films Plasticized with Deep Eutectic Solvent, Int. J. Mol. Sci. 23 (2022). [CrossRef]
- J.H.R. Llanos, L. Avezum, G.C. Dacanal, C.C. Tadini, Increase in the physical performance of nanostructured starch/chitosan blends with montmorillonite, Colloid Polym. Sci. 299 (2021) 1901–1915. [CrossRef]
- K.E. Rivadeneira-Velasco, C.A. Utreras-Silva, A. Díaz-Barrios, A.E. Sommer-Márquez, J.P. Tafur, R.M. Michell, Green nanocomposites based on thermoplastic starch: A review, Polymers (Basel). 13 (2021). [CrossRef]
- V.A. Gerasin, V. V. Kurenkov, D.I. Mendeleev, Successive Modification of Montmorillonite with Quaternary Alkylammonium Salts of Various Structures as a Method of Preparing Nanofillers for in situ Synthesis of Polymer Nanocomposites, Russian Journal of Applied Chemistry 95 (2022) 59–69. [CrossRef]
- H. Dong, Q. Zhang, J. Gao, L. Chen, T. Vasanthan, Preparation and characterization of nanoparticles from cereal and pulse starches by ultrasonic-assisted dissolution and rapid nanoprecipitation, Food Hydrocoll. 122 (2022). [CrossRef]
- M. Asadi, Y. Shahbazi, N. Shavisi, F. Dabirian, A. Ullah, Intelligent Aerogels Based on Corn Starch-Chitosan Containing Montmorillonite Nanoparticles and Chrysanthemum indicum Petal Anthocyanins: Preparation, Characterization, and Application in Monitoring Food Spoilage, Food Bioproc. Tech. (2025). [CrossRef]
- H.M. Nizam El-Din, D.M. Ibraheim, Biological applications of nanocomposite hydrogels prepared by gamma-radiation copolymerization of acrylic acid (AAc) onto plasticized starch (PLST)/montmorillonite clay (MMT)/chitosan (CS) blends, Int. J. Biol. Macromol. 192 (2021) 151–160. [CrossRef]
- M. Zhang, H. Chen, Development and characterization of starch-sodium alginate-montmorillonite biodegradable antibacterial films, Int. J. Biol. Macromol. 233 (2023). [CrossRef]
- P. Singh, G. Kaur, A. Singh, P. Kaur, Starch based bio-nanocomposite films reinforced with montmorillonite and lemongrass oil nanoemulsion: development, characterization and biodegradability, Journal of Food Measurement and Characterization 17 (2023) 527–545. [CrossRef]
- T. Sharma, G. Kaur, A. Singh, V. Kumar, B.N. Dar, Enhancing litchi shelf life with gluten-based nanocomposite films: A comparative study of montmorillonite and starch nanocrystals reinforced with chitosan, Sci. Hortic. 332 (2024). [CrossRef]
- T. Sharma, G. Kaur, A. Singh, J. Kaur, Innovative packaging solutions for paneer shelf stability: chitosan, montmorillonite, and starch nanocrystals reinforced gluten based bionanocomposite films, Journal of Food Measurement and Characterization 18 (2024) 7321–7341. [CrossRef]
- A. Kausar, I. Ahmad, M. Maaza, M.H. Eisa, State-of-the-Art Nanoclay Reinforcement in Green Polymeric Nanocomposite: From Design to New Opportunities, Minerals 12 (2022). [CrossRef]
- S. Punia Bangar, W.S. Whiteside, V. Chaudhary, P. Parambil Akhila, K.V. Sunooj, Recent functionality developments in Montmorillonite as a nanofiller in food packaging, Trends Food Sci. Technol. 140 (2023). [CrossRef]
- A.H. Alias, M.N. Norizan, F.A. Sabaruddin, M.R.M. Asyraf, M.N.F. Norrrahim, A.R. Ilyas, A.M. Kuzmin, M. Rayung, S.S. Shazleen, A. Nazrin, S.F.K. Sherwani, M.M. Harussani, M.S.N. Atikah, M.R. Ishak, S.M. Sapuan, A. Khalina, Hybridization of MMT/lignocellulosic fiber reinforced polymer nanocomposites for structural applications: A review, Coatings 11 (2021). [CrossRef]
- S.I. Hossain, E.A. Kukushkina, M. Izzi, M.C. Sportelli, R.A. Picca, N. Ditaranto, N. Cioffi, A Review on Montmorillonite-Based Nanoantimicrobials: State of the Art, Nanomaterials 13 (2023). [CrossRef]
- F. Ma, S. Sui, Z. Yang, T. Ye, L. Yang, P. Han, H. Gan, Z. Wu, R. Gu, X. Zhu, F. Li, Z. Meng, Z. Jiang, G. Dou, Retracted: Evaluation of Novel Tranexamic Acid/Montmorillonite Intercalation Composite, as a New Type of Hemostatic Material, Biomed Res. Int. 2023 (2022) 9782085. [CrossRef]
- C.T. Johnston, Probing the nanoscale architecture of clay minerals, Clay Miner. 45 (2010) 245–279. [CrossRef]
- X. Wang, T. Han, L.Y. Fu, Anisotropic Elastic Properties of Montmorillonite With Different Layer Charge Densities and Layer Charge Distributions Through Molecular Dynamic Simulation, Front. Earth Sci. (Lausanne). 10 (2022). [CrossRef]
- S. Wang, D. Liu, T. Zhang, H. Yan, Z. Zhang, J. Geng, Regulation Mechanism of Different Metal Cations on the Structure and Gel Properties of Montmorillonite, Materials 18 (2025). [CrossRef]
- T.-G. Nurit, Minerals Observed by Scanning Electron Microscopy (SEM), Transmission Electron Microscopy (TEM) and High Resolution Transmission Electron Microscopy (HRTEM), in: Electron Microscopy, IntechOpen, 2022. [CrossRef]
- C. Tom, E. Paineau, R.K. Pujala, Investigating the phase behaviour of binary suspensions of cellulose nanocrystals and montmorillonite with nonlinear rheology, SAXS and polarized optical microscopy, Colloids Surf. A Physicochem. Eng. Asp. 683 (2024). [CrossRef]
- F.N. Archibong, L.C. Orakwe, O.A. Ogah, S.O. Mbam, S.A. Ajah, M.E. Okechukwu, C.O. Igberi, K.J. Okafor, M.O. Chima, I.I. Ikelle, Emerging progress in montmorillonite rubber/polymer nanocomposites: a review, J. Mater. Sci. 58 (2023) 2396–2429. [CrossRef]
- W. Wang, L. Wu, L. Chang, W. Yang, L. Si, H. Nan, W. Peng, Y. Cao, Functionality developments in montmorillonite nanosheet: Properties, preparation, and applications, Chemical Engineering Journal 499 (2024). [CrossRef]
- M. Khalid, R. Walvekar, M.R. Ketabchi, H. Siddiqui, M.E. Hoque, Rubber/Nanoclay Composites: Towards Advanced Functional Materials, in: Engineering Materials, Springer Science and Business Media B.V., 2016: pp. 209–224. [CrossRef]
- H.B.M.Z. Islam, M.A.B.H. Susan, A. Bin Imran, Effects of Plasticizers and Clays on the Physical, Chemical, Mechanical, Thermal, and Morphological Properties of Potato Starch-Based Nanocomposite Films, ACS Omega 5 (2020) 17543–17552. [CrossRef]
- C.A. Reis, M.G. Júnior, F.K.V. Moreira, J.M. Marconcini, L.E.V. de S.B. Vaz, Synthesis and characterization of chitosan/montmorillonite nanocomposites for application as edible coating, Food Science and Technology International 29 (2023) 25–39. [CrossRef]
- M.T. Caccamo, G. Mavilia, L. Mavilia, D. Lombardo, S. Magazù, Self-assembly processes in hydrated montmorillonite by FTIR investigations, Materials 13 (2020). [CrossRef]
- R. Wang, H. Li, G. Ge, N. Dai, J. Rao, H. Ran, Y. Zhang, Montmorillonite-based two-dimensional nanocomposites: Preparation and applications, Molecules 26 (2021). [CrossRef]
- W.Q. Feng, K. Al-Zaoari, Z.J. Chen, Insight on molecular interactions in shrinkage of Na-montmorillonite clay by molecular dynamics simulation, Geomechanics and Geophysics for Geo-Energy and Geo-Resources 10 (2024). [CrossRef]
- T. Shiono, K. Yamamoto, Y. Yotsumoto, A. Yoshida, Effects of interlayer ion in montmorillonite on appearance of decaffeinated tea beverage, Food Sci. Technol. Res. 24 (2018) 215–221. [CrossRef]
- R. Jemai, R. Chalghaf, S. Boubakri, M.A. Djebbi, S. Naamen, H. Ben Rhaiem, A. Ben, H. Amara, Montmorillonite: Properties, Characteristics, and Its Harnessing in Environmental Applications, in: G.M. Do Nascimento (Ed.), Recent Advances in Montmorillonite, 2024. www.intechopen.com.
- Z. Wang, Y. Jiang, G. Tian, C. Zhu, Y. Zhang, Toxicological Evaluation toward Refined Montmorillonite with Human Colon Associated Cells and Human Skin Associated Cells, J. Funct. Biomater. 15 (2024). [CrossRef]
- P. Gao, X. Liu, Z. Guo, C. Tournassat, Acid-Base Properties of Cis-Vacant Montmorillonite Edge Surfaces: A Combined First-Principles Molecular Dynamics and Surface Complexation Modeling Approach, Environ. Sci. Technol. 57 (2023) 1342–1352. [CrossRef]
- E. Orucoglu, S. Grangeon, A. Gloter, J.C. Robinet, B. Madé, C. Tournassat, Competitive Adsorption Processes at Clay Mineral Surfaces: A Coupled Experimental and Modeling Approach, ACS Earth Space Chem. 6 (2022) 144–159. [CrossRef]
- N. Kumar, M.P. Andersson, D. Van Den Ende, F. Mugele, I. Siretanu, Probing the Surface Charge on the Basal Planes of Kaolinite Particles with High-Resolution Atomic Force Microscopy, Langmuir 33 (2017) 14226–14237. [CrossRef]
- M. Wójcik-Bania, J. Matusik, The effect of surfactant-modified montmorillonite on the cross-linking efficiency of polysiloxanes, Materials 14 (2021). [CrossRef]
- A.K. Antosik, K. Mozelewska, M. Zdanowicz, K. Gziut, P. Miądlicki, Organophilized Montmorillonites as Fillers for Silicone Pressure-Sensitive Adhesives, Materials 16 (2023). [CrossRef]
- T. Frangopoulos, A. Marinopoulou, A. Goulas, E. Likotrafiti, J. Rhoades, D. Petridis, E. Kannidou, A. Stamelos, M. Theodoridou, A. Arampatzidou, A. Tosounidou, L. Tsekmes, K. Tsichlakis, G. Gkikas, E. Tourasanidis, V. Karageorgiou, Optimizing the Functional Properties of Starch-Based Biodegradable Films, Foods 12 (2023). [CrossRef]
- Y. Hao, L. Cheng, X. Song, Q. Gao, Functional properties and characterization of maize starch films blended with chitosan, Journal of Thermoplastic Composite Materials 36 (2023) 4977–4996. [CrossRef]
- X. Yin, D. Luo, X. Jie, Y. Feng, G. He, Preparation of exfoliated and dispersed thermoplastic starch/montmorillonite nanocomposites via synergy of phase-transition and ultrasonic in elongational flow field, Polym. Compos. (2024). [CrossRef]
- W.H. Yu, B. Zhu, D.S. Tong, K. Deng, C.P. Fu, T.H. Huang, C.H. Zhou, Tuning the Acidity of Montmorillonite by H3PO4-Activation and Supporting WO3 for Catalytic Dehydration of Glycerol to Acrolein, Clays Clay Miner. 70 (2022) 460–479. [CrossRef]
- L. Zeng, T. Peng, H. Sun, X. Zhang, D. Zhao, Comparative study on ionic dissolution and structural changes of montmorillonite, kaolinite, and muscovite during interfacial reactions with oxalic acid solution, Mineral. Mag. (2024) 1–29. [CrossRef]
- C. Xu, S. Tong, L. Sun, X. Gu, Cellulase immobilization to enhance enzymatic hydrolysis of lignocellulosic biomass: An all-inclusive review, Carbohydr. Polym. 321 (2023). [CrossRef]
- Z. Peng, Y. Li, Y. Wang, Y. Liu, X. Ding, X. Wu, L. Zhang, An efficient method to prepare high grafting montmorillonite with silane coupling agent and its improvements for styrene butadiene rubber composites, Polym. Compos. (2024). [CrossRef]
- R.Y. Aguirre-Loredo, A. Fonseca-García, H.L. Calambas, A. Salazar-Arango, C. Caicedo, Improvements of thermal and mechanical properties of achira starch/chitosan/clay nanocomposite films, Heliyon 9 (2023). [CrossRef]
- S. Sultana, S. Imran, A. Naveed, S. Hussain, R. Khattak, L.A. Shah, K. Rehan, I. Rehan, M.U. Rehman, U. Hashmat, F. Haider, Fabrication of nano filler doped PVA/starch biodegradable composites with enhanced thermal conduction, water barrier and antimicrobial performance for food industry, Heliyon 10 (2024). [CrossRef]
- M.K.S. Monteiro, V.R.L. De Oliveira, F.K.G. Dos Santos, R.H. De Lima Leite, E.M.M. Aroucha, R.R. Da Silva, K.N. De Oliveira Silva, Analysis of water barrier, mechanical and thermal properties of nanocoposites based on cassava starch and natural clay or modified by anionic exchange, in: Materials Research, Universidade Federal de Sao Carlos, 2017: pp. 69–76. [CrossRef]
- A. Gamage, P. Thiviya, S. Mani, P.G. Ponnusamy, A. Manamperi, P. Evon, O. Merah, T. Madhujith, Environmental Properties and Applications of Biodegradable Starch-Based Nanocomposites, Polymers (Basel). 14 (2022). [CrossRef]
- C.L. Luchese, J.C. Spada, I.C. Tessaro, Starch content affects physicochemical properties of corn and cassava starch-based films, Ind. Crops Prod. 109 (2017) 619–626. [CrossRef]
- M. Ghasemlou, N. Aliheidari, R. Fahmi, S. Shojaee-Aliabadi, B. Keshavarz, M.J. Cran, R. Khaksar, Physical, mechanical and barrier properties of corn starch films incorporated with plant essential oils, Carbohydr. Polym. 98 (2013) 1117–1126. [CrossRef]
- L. Ávila-Martín, Á.A. Beltrán-Osuna, J.E. Perilla, Effect of the Addition of Citric Acid and Whey Protein Isolate in Canna indica L. Starch Films Obtained by Solvent Casting, J. Polym. Environ. 28 (2020) 871–883. [CrossRef]
- R.Y. Aguirre-Loredo, A. Fonseca-García, H.L. Calambas, A. Salazar-Arango, C. Caicedo, Improvements of thermal and mechanical properties of achira starch/chitosan/clay nanocomposite films, Heliyon 9 (2023). [CrossRef]
- I. Defloor, I. Dehing, J.A. Delcour, Physico-Chemical Properties of Cassava Starch, Starch - Stärke 50 (1998) 58–64. [CrossRef]
- K. Shevkani, N. Singh, R. Bajaj, A. Kaur, Wheat starch production, structure, functionality and applications—a review, Int. J. Food Sci. Technol. 52 (2017) 38–58. [CrossRef]
- D. Dutta, N. Sit, Comprehensive review on developments in starch-based films along with active ingredients for sustainable food packaging, Sustain. Chem. Pharm. 39 (2024) 101534. [CrossRef]
- L. Ávila-Martín, J.E. Perilla, G.A. Valencia, Extraction, Physicochemical Properties, and Potential Applications of Starches Isolated From Cooking Plantains, Starch - Stärke (2025) e70017. [CrossRef]
- A. Barandiaran, N. Montanes, J. Gomez-Caturla, R. Balart, M.A. Florez-Prieto, L. Ávila-Martin, J.E. Perilla, “Development and characterization of edible films based on starch isolated from different Colombian potato varieties,” Int. J. Biol. Macromol. 263 (2024) 130165. [CrossRef]
- R. Thakur, P. Pristijono, C.J. Scarlett, M. Bowyer, S.P. Singh, Q. V. Vuong, Starch-based films: Major factors affecting their properties, Int. J. Biol. Macromol. 132 (2019) 1079–1089. [CrossRef]
- J. Huang, Z. Wang, L. Fan, S. Ma, A review of wheat starch analyses: Methods, techniques, structure and function, Int. J. Biol. Macromol. 203 (2022) 130–142. [CrossRef]
- S. Fatima, M.R. Khan, I. Ahmad, M.B. Sadiq, Recent advances in modified starch based biodegradable food packaging: A review, Heliyon 10 (2024) e27453. [CrossRef]
- C.L. Luchese, P. Benelli, J.C. Spada, I.C. Tessaro, Impact of the starch source on the physicochemical properties and biodegradability of different starch-based films, J. Appl. Polym. Sci. 135 (2018) 46564. [CrossRef]
- K.M. Tavares, A. de Campos, M.C. Mitsuyuki, B.R. Luchesi, J.M. Marconcini, Corn and cassava starch with carboxymethyl cellulose films and its mechanical and hydrophobic properties, Carbohydr. Polym. 223 (2019) 115055. [CrossRef]
- L. Ávila-Martín, D.K. Guzmán Silva, J.E. Perilla, C.C. Villa Zabala, Preliminary Modeling Study of a Tape Casting System for Thermoplastic Starch Film Forming, in: Biology and Life Sciences Forum , MDPI AG, 2023: p. 4. [CrossRef]
- B. Yudhistira, N. Husnayain, F. Punthi, M. Gavahian, C.K. Chang, C.W. Hsieh, Progress in the Application of Emerging Technology for the Improvement of Starch-Based Active Packaging Properties: A Review, ACS Food Science and Technology 2024 (2024). [CrossRef]
- J.O. de Moraes, J.B. Laurindo, Properties of starch–cellulose fiber films produced by tape casting coupled with infrared radiation, Drying Technology 36 (2018) 830–840. [CrossRef]
- J.R.V. Matheus, P.M. de Farias, J.M. Satoriva, C.J. de Andrade, A.E.C. Fai, Cassava starch films for food packaging: Trends over the last decade and future research, Int. J. Biol. Macromol. 225 (2023) 658–672. [CrossRef]
- R. Zhang, X. Wang, M. Cheng, Preparation and Characterization of Potato Starch Film with Various Size of Nano-SiO2, Polymers 2018, Vol. 10, Page 1172 10 (2018) 1172. [CrossRef]
- R.Y. Aguirre-Loredo, A. Fonseca-García, H.L. Calambas, A. Salazar-Arango, C. Caicedo, Improvements of thermal and mechanical properties of achira starch/chitosan/clay nanocomposite films, Heliyon 9 (2023) e16782. [CrossRef]
- A.N. Romainor, S.F. Chin, S. Lihan, Antimicrobial Starch-Based Film for Food Packaging Application, Starch - Stärke 74 (2022) 2100207. [CrossRef]
- D. Son, J. Lee, S.K. Kim, J. Hong, H. Jung, J.K. Shim, D.H. Kang, Effect of cellulose nanofiber-montmorillonite hybrid filler on the melt blending of thermoplastic starch composites, Int. J. Biol. Macromol. 254 (2024). [CrossRef]
- A.M. Slavutsky, M.A. Bertuzzi, M. Armada, Water barrier properties of starch-clay nanocomposite films, Brazilian Journal of Food Technology 15 (2012) 208–218. [CrossRef]
- D.S. Lai, A.F. Osman, S.A. Adnan, I. Ibrahim, M.N. Ahmad Salimi, M. Jaafar@Mustapha, Toughening mechanism of thermoplastic starch nano-biocomposite with the hybrid of nanocellulose/nanobentonite, Polymer (Guildf). 274 (2023). [CrossRef]
- A. Issa, S.A. Ibrahim, R. Tahergorabi, Impact of sweet potato starch-based nanocomposite films activated with thyme essential oil on the shelf-life of baby spinach leaves, Foods 6 (2017) 1–13. [CrossRef]
- F. Vilarinho, M.F. Vaz, A.S. Silva, The Use of Montmorillonite (MMT) in Food Nanocomposites: Methods of Incorporation, Characterization of MMT/Polymer Nanocomposites and Main Consequences in the Properties, Recent Pat. Food Nutr. Agric. 11 (2019) 13–26. [CrossRef]
- J. Zhu, S. Zhang, H. Pu, X. Chen, S. yang Zou, L. Li, Q. Wang, Structural properties of propionylated starch-based nanocomposites containing different amylose contents, Int. J. Biol. Macromol. 149 (2020) 532–540. [CrossRef]
- J. Li, M. Zhou, G. Cheng, F. Cheng, Y. Lin, P.X. Zhu, Fabrication and characterization of starch-based nanocomposites reinforced with montmorillonite and cellulose nanofibers, Carbohydr. Polym. 210 (2019) 429–436. [CrossRef]
- M. Zhang, H. Chen, Development and characterization of starch-sodium alginate-montmorillonite biodegradable antibacterial films, Int. J. Biol. Macromol. 233 (2023). [CrossRef]
- P. Jha, K. Dharmalingam, T. Nishizu, N. Katsuno, R. Anandalakshmi, Effect of Amylose–Amylopectin Ratios on Physical, Mechanical, and Thermal Properties of Starch-Based Bionanocomposite Films Incorporated with CMC and Nanoclay, Starch/Staerke 72 (2020). [CrossRef]
- H.B.M.Z. Islam, M.A.B.H. Susan, A. Bin Imran, Effects of Plasticizers and Clays on the Physical, Chemical, Mechanical, Thermal, and Morphological Properties of Potato Starch-Based Nanocomposite Films, ACS Omega 5 (2020) 17543–17552. [CrossRef]
- M.R. Sharaby, E.A. Soliman, R. Khalil, Halochromic smart packaging film based on montmorillonite/polyvinyl alcohol-high amylose starch nanocomposite for monitoring chicken meat freshness, Int. J. Biol. Macromol. 258 (2024). [CrossRef]
- H.L. Calambas, A. Fonseca, D. Adames, Y. Aguirre-Loredo, C. Caicedo, Physical-mechanical behavior and water-barrier properties of biopolymers-clay nanocomposites, Molecules 26 (2021). [CrossRef]
- K. Noulis, T. Frangopoulos, A. Arampatzidou, L. Tsekmes, A. Marinopoulou, A. Goulas, V. Karageorgiou, Sodium Trimetaphosphate Crosslinked Starch Films Reinforced with Montmorillonite, Polymers (Basel). 15 (2023). [CrossRef]
- P. Singh, G. Kaur, A. Singh, P. Kaur, Starch based bio-nanocomposite films reinforced with montmorillonite and lemongrass oil nanoemulsion: development, characterization and biodegradability, Journal of Food Measurement and Characterization 17 (2023) 527–545. [CrossRef]
- P. Singh, G. Kaur, A. Singh, B.N. Dar, Effect of montmorillonite and starch nanocrystals based biodegradable films loaded with lemongrass oil nanoemulsion on quality, enzymatic activity and shelf life of strawberry, Food Chemistry Advances 3 (2023). [CrossRef]
- G. Kaur, P. Singh, T. Sharma, A. Singh, Enhanced shelf-stability of cottage cheese using synergistic starch-based nanocomposite films reinforced with montmorillonite, starch nanocrystals, and antimicrobial lemongrass oil, Journal of Food Measurement and Characterization (2025). [CrossRef]
- M.R. Sharaby, E.A. Soliman, R. Khalil, Halochromic smart packaging film based on montmorillonite/polyvinyl alcohol-high amylose starch nanocomposite for monitoring chicken meat freshness, Int. J. Biol. Macromol. 258 (2024). [CrossRef]
- M. Zhang, H. Chen, Development and characterization of starch-sodium alginate-montmorillonite biodegradable antibacterial films, Int. J. Biol. Macromol. 233 (2023). [CrossRef]

Table 1.
Thermal properties of starch/MMT nanocomposite films.
| Film Composition | Onset Decomposition Temp (°C) | Tmax (°C) | T₅₀ (°C) | Thermal Stability Improvement (%) | Reference | |
|---|---|---|---|---|---|---|
| Without MMT | Starch+Chitosan+0%MMT (no ultrasonication) (Control) | - | 316.6 | 296.2 | Control | [62] |
| With MMT (1% wt.) | Starch+Chitosan+0%MMT (ultrasonication: 20 s) | - | 309.7 | 297.9 | 0.60% | |
| Starch +Chitosan +1%MMT (no ultrasonication) | ~280 | 309.1 | 302.9 | 2.30% | ||
| Without MMT | Starch+Sodium Alginate (Control) | ~180 | ~330 | 265 | Control | [87] |
| With MMT (1% wt.) | Starch+Sodium Alginate + 4% MMT | ~190 | ~320 | 270 | +1.89 % | |
| Starch+Sodium Alginate + 6% MMT | ~185 | ~315 | 280 | +5.66 % | ||
| Starch+Sodium Alginate + 6% MMT +0.8%SAO film | ~150 | ~290 | 245 | –7.55 % | ||
| With MMT | Potato starch +CMC +6%MMT | ~150 | ~270 | 215 | — | [88] |
| Wheat starch +CMC +6%MMT | ~180 | ~290 | 240 | — | ||
| Corn starch +CMC +6%MMT | ~190 | ~300 | 250 | — | ||
| Without MMT | Starch-glycerin (control) | ~220 | ~310 | ~290 | — | [89] |
| Starch-glycerin–Hectorite 10 wt% | ~240 | 335 | 308 | +6.21 % | ||
| With MMT | Starch-glycerin–montmorillonite 10 wt% | ~240 | ~330 | ~305 | +5.17 % | |
| Without MMT | PVA-High amylose starch | ~170 | ~340 | ~310 | — | [90] |
| Without MMT | SP | ~90 | 303 | 303 | — | [91] |
| With MMT | SP0.5MMT | ~85 | 301 | 301 | –0.66 % | |
| SP1.0MMT | ~95 | 298 | 311 | +2.64 % | ||
| SP1.5MMT | ~100 | 287 | 303 | = | ||
| SP0.5MMT-s | ~105 | 322 | 314 | +3.63 % | ||
| SP1.0MMT-s | ~110 | 313 | 308 | +1.65 % | ||
| SP1.5MMT-s | ~150 | 305 | 312 | +2.97 % |
Table 2.
Comparative mechanical properties of starch-based films with and without MMT reinforcement.
Table 2.
Comparative mechanical properties of starch-based films with and without MMT reinforcement.
| Film Composition | Tensile Strength (MPa) | Elongation at Break (%) | Young’s Modulus (MPa) | Reference | |
|---|---|---|---|---|---|
| Without MMT | Starch+Sodium Alginate (Control) | 19.84 ± 0.98 | 32.37 ± 1.12 | 71.82 ± 3.08 | [87] |
| With MMT | Starch+Sodium Alginate + 2% MMT | 21.22 ± 1.03 | 33.45 ± 1.21 | 72.75 ± 1.25 | |
| Starch+Sodium Alginate + 4% MMT | 24.63 ± 1.87 | 36.18 ± 1.89 | 75.42 ± 3.09 | ||
| Starch+Sodium Alginate + 6% MMT | 28.76 ± 1.35 | 41.29 ± 1.05 | 73.75 ± 1.22 | ||
| Starch+Sodium Alginate + 8% MMT | 35.80 ± 1.42 | 38.74 ± 1.56 | 94.85 ± 2.22 | ||
| Without MMT | Starch+Chitosan+0%MMT (ultrasonication: 30 s) | 1.72 ± 0.29 | 15.44 ± 9.9 | 0.063 ± 0.01 | [62] |
| Starch+Chitosan+0%MMT | 1.78 ± 0.32 | 12.39 ± 9.6 | 0.081 ± 0.01 | ||
| (ultrasonication: 10 s) | |||||
| Starch+Chitosan+0%MMT | 2.40 ± 0.37 | 12.16 ± 7.3 | 0.116 ± 0.02 | ||
| (ultrasonication: 20 s) | |||||
| Starch+Chitosan+0%MMT (ultrasonication: 30 s) | 2.63 ± 0.25 | 10.42 ± 4.2 | 0.123 ± 0.01 | ||
| With MMT | Starch +Chitosan +1%MMT (no ultrasonication) | 2.73 ± 0.30 | 39.45 ± 10.9 | 0.179 ± 0.01 | |
| Starch +Chitosan +1%MMT (ultrasonication: 10 s) | 3.11 ± 0.32 | 51.30 ± 9.6 | 0.210 ± 0.01 | ||
| Starch +Chitosan +1%MMT (ultrasonication: 20 s) | 4.21 ± 0.37 | 63.66 ± 7.3 | 0.198 ± 0.03 | ||
| Without MMT | Corn Starch (Control) | 42.44 ± 0.52 | 3.30 ± 0.62 | 2386.29 ± 51.26 | [86] |
| With MMT | Corn Starch +3%MMT +3% cellulose nanofibers | 55.50 ± 1.17 | 4.06 ± 0.46 | 3008.44 ± 73.02 | |
| Corn Starch +3%MMT +5% cellulose nanofibers | 60.94 ± 1.06 | 4.98 ± 0.33 | 3253.92 ± 99.63 | ||
| Without MMT | Starch +0% STMP +0% MMT (Control) | ~6.0 | ~23.0 | — | [92] |
| With MMT | Starch +0% STMP +10,5% MMT | ~7.0 | ~23.0 | — | |
| Starch +5% STMP +10,5% MMT | ~22.5 | ~3.0 | — | ||
| Without MMT | 6% starch + glycerol (Control) | 17.389 | 16.67 | — | [93] |
| With MMT | 1.5% MMT +6% starch | 26.232 | 13.09 | — | |
| 2.5% MMT + 6% starch | 22.824 | 11.43 | — | ||
| 2.5% MMT + 6% starch + 2% LNE | 20.047 | 12.23 | — |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



