Submitted:
04 March 2025
Posted:
04 March 2025
You are already at the latest version
Abstract
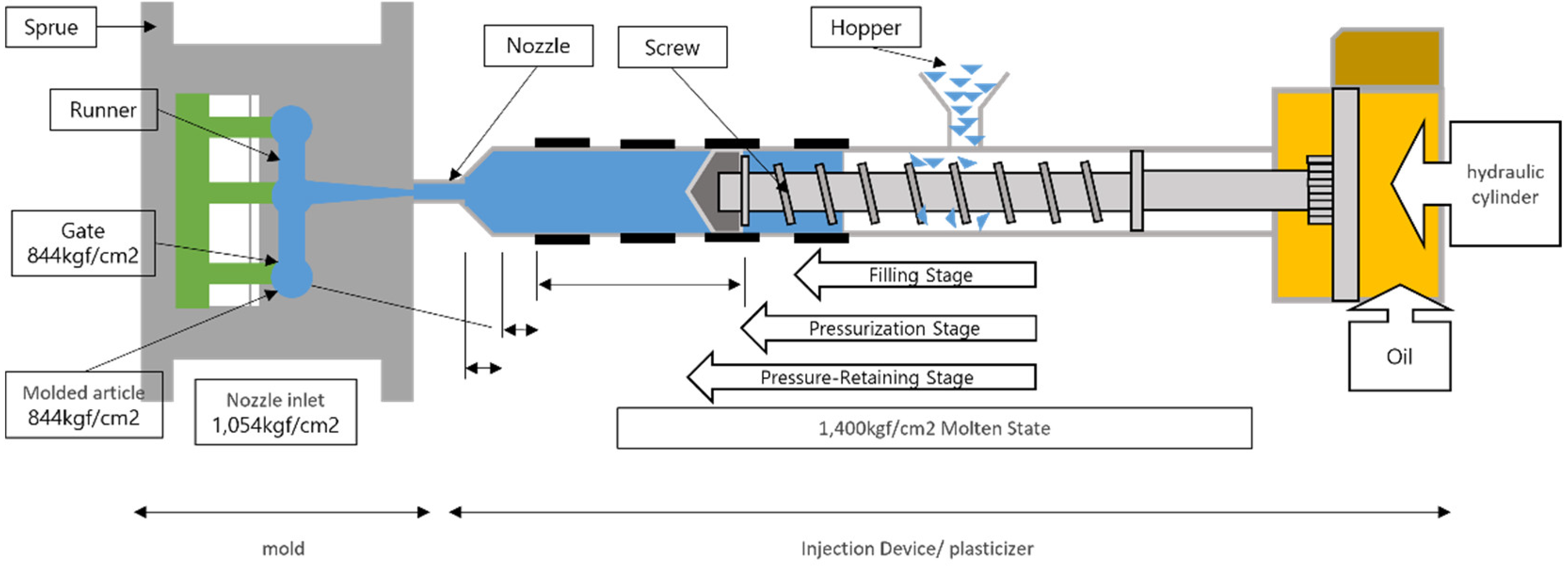
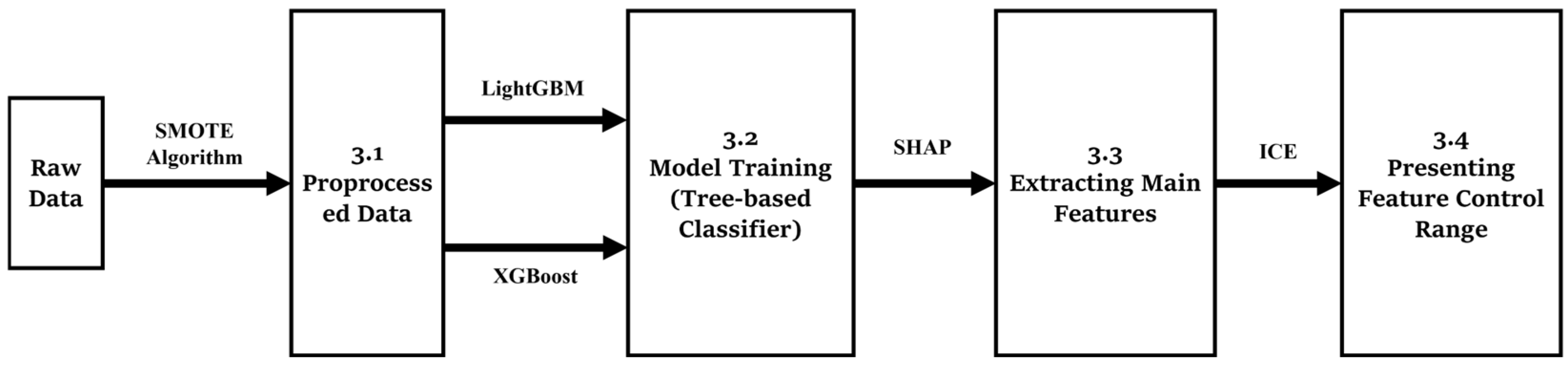
The injection molding process is a traditional technique for making products in various industries such as electronics and automobiles via solidifying liquid resin into certain molds. Although the process is not related to creating the main part of engines or semiconductors, this manufacturing methodology sets the final form of the products. Recently, research has continued to reduce the defect rate of the injection molding process. This study proposes an optimal injection molding process control system to reduce the defect rate of injection molding products with XAI (eXplainable Artificial Intelligence) approaches. Boosting algorithms (XGBoost and LightGBM) are used as tree-based classifiers for predicting whether each product is normal or defective. The main features to control the process for improving the product are extracted by SHapley Additive exPlanations, while the individual conditional expectation analyzes the optimal control range of these extracted features. To validate the methodology presented in this work, the actual injection molding AI manufacturing dataset provided by KAMP (Korea AI Manufacturing Platform) is employed for the case study. The results reveal that the defect rate decreases from 1.00% (Original defect rate) to 0.21% with XGBoost and 0.13% with LightGBM, respectively.
Keywords:
1. Introduction
2. Related Studies
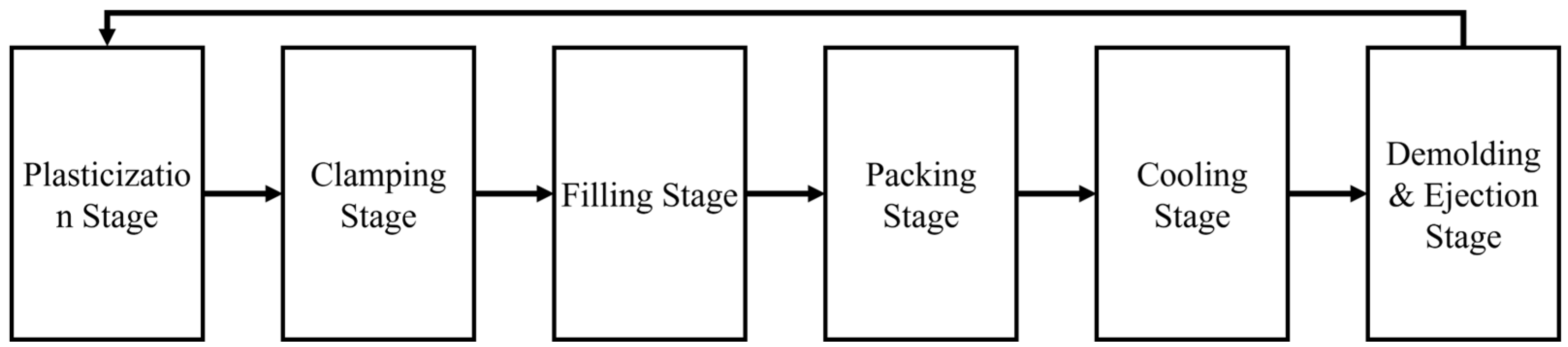
2.1. Injection Process
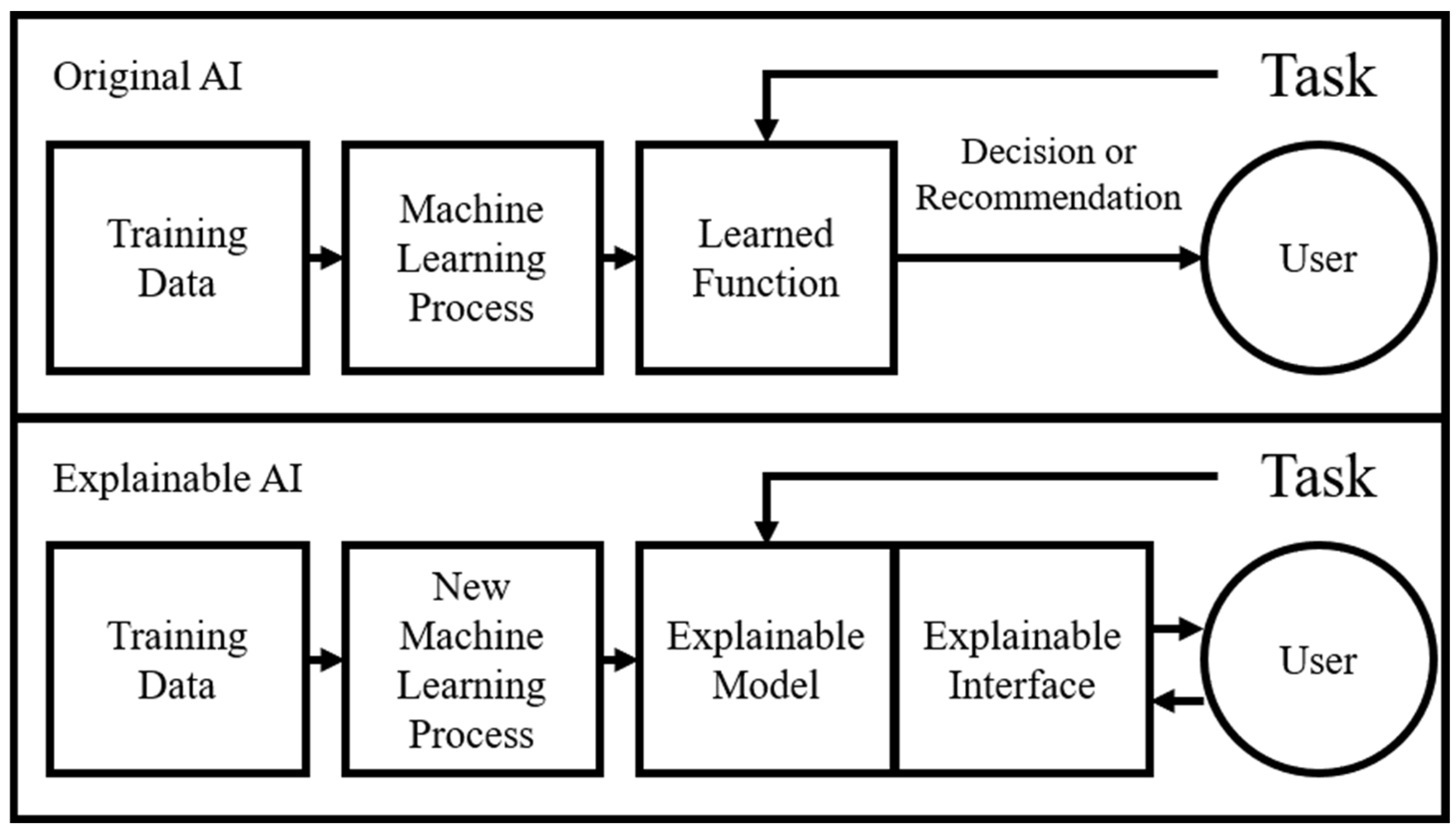
2.2. eXplainable Artificial Intelligence(XAI)
3. Methodology
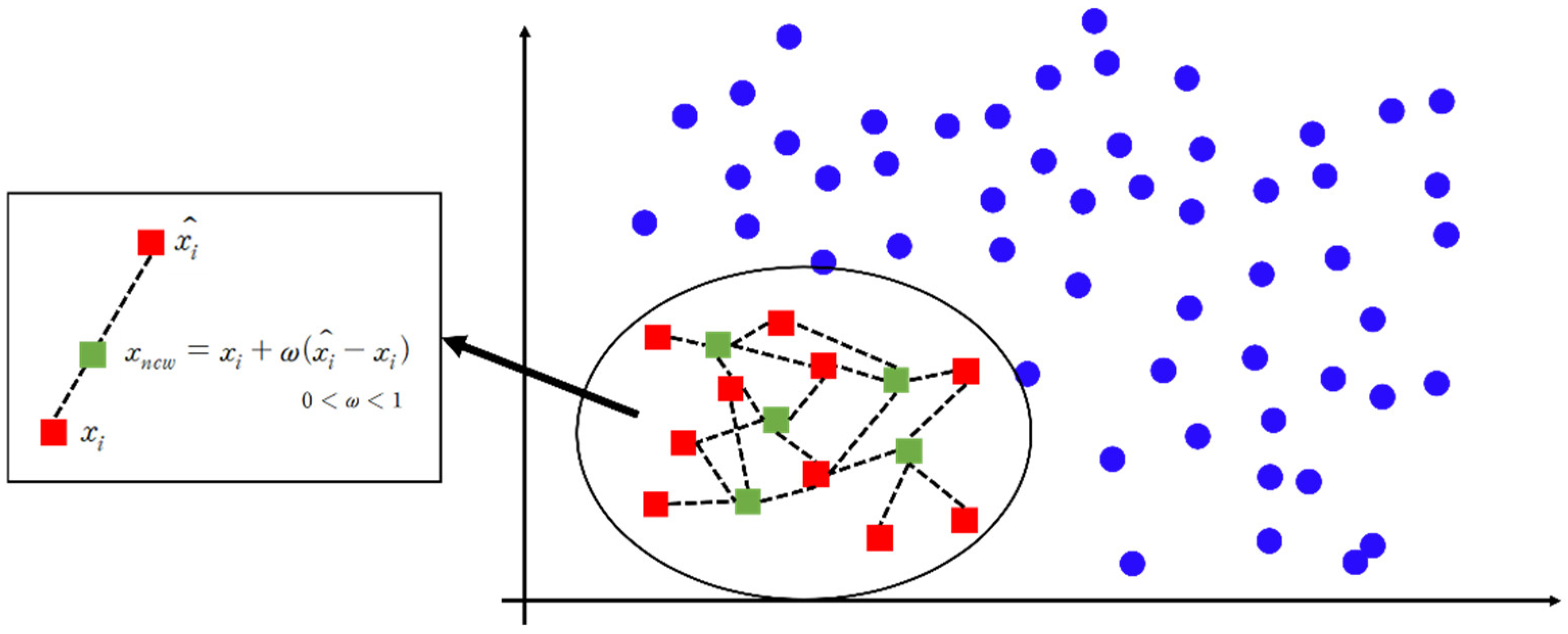
3.1. Data Preprocessing for Injection Process
3.2. Tree Based Classifier(XGBoost, LightGBM)
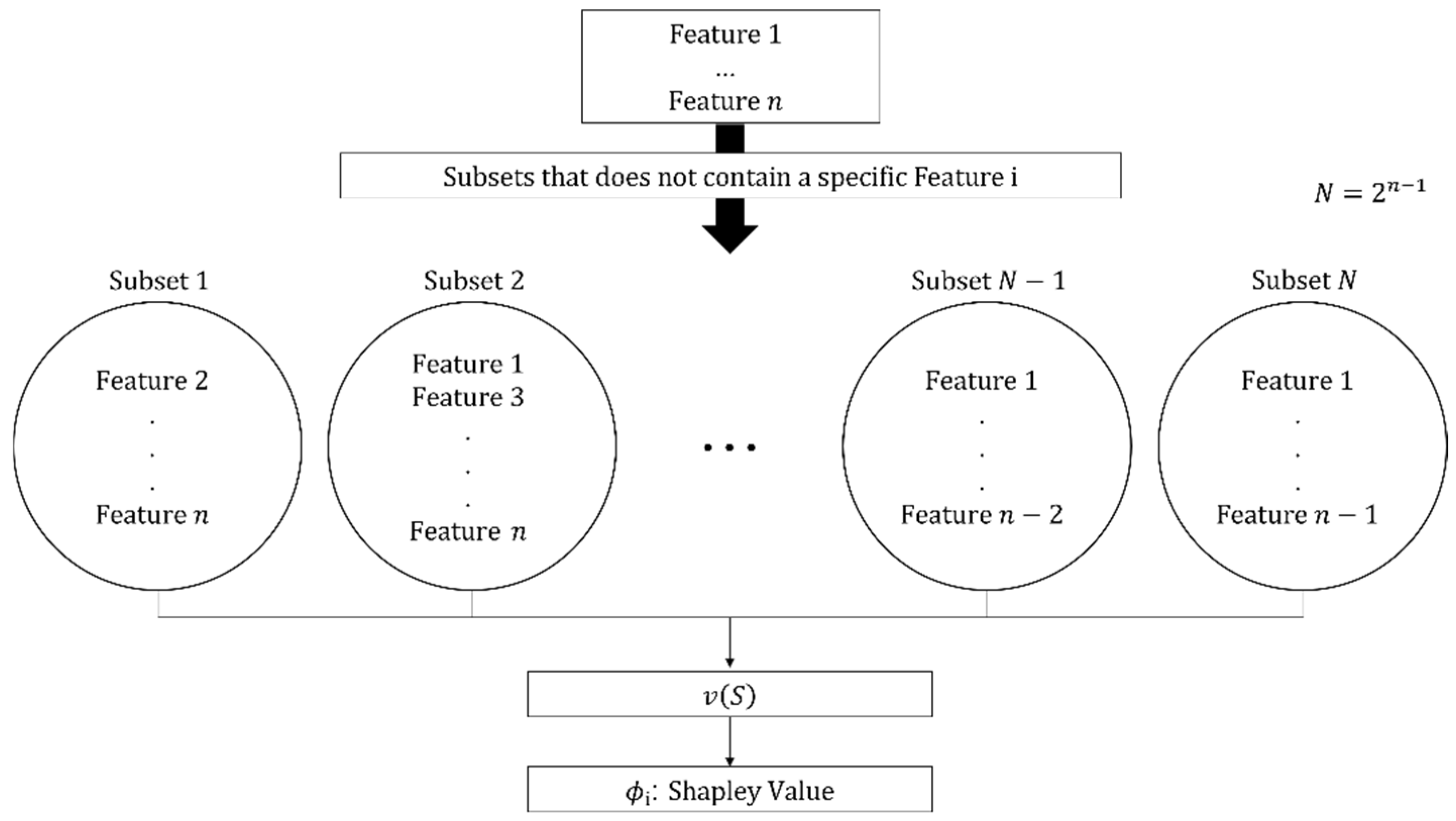
3.3. Shapley Additive exPlanations (SHAP)
3.4. ICE and PDP
4. Experimental Results
4.1. Collection and Preprocessing for the Injection Process
4.2. Model Training for Injection Process
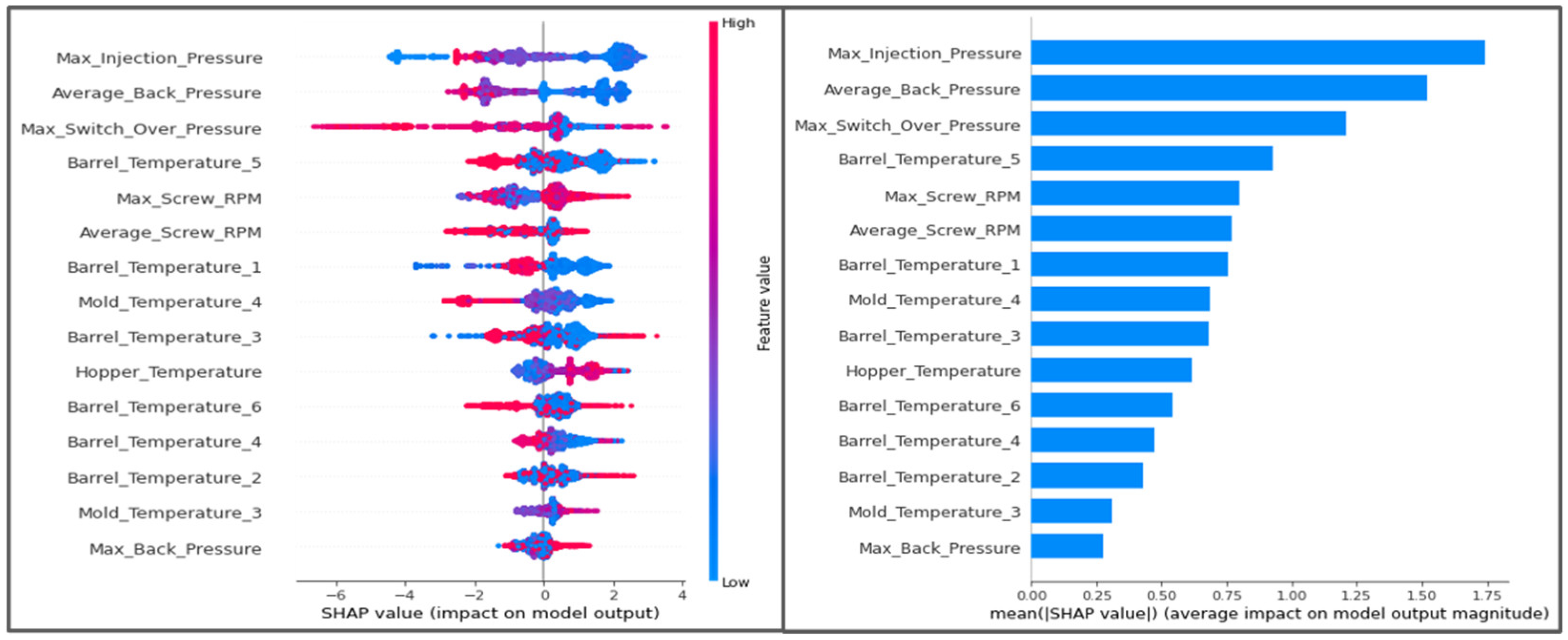
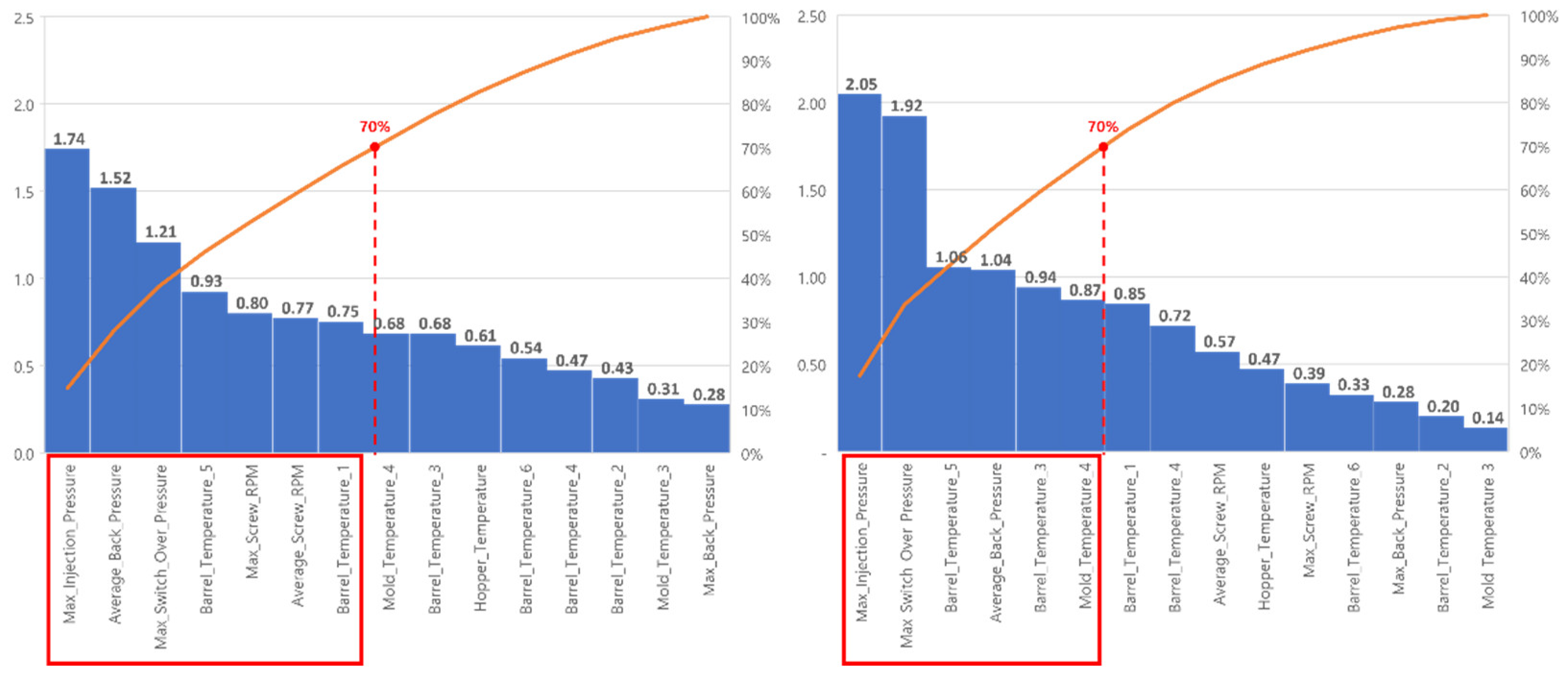
4.3. SHAP(Shapley Additive exPlanations)
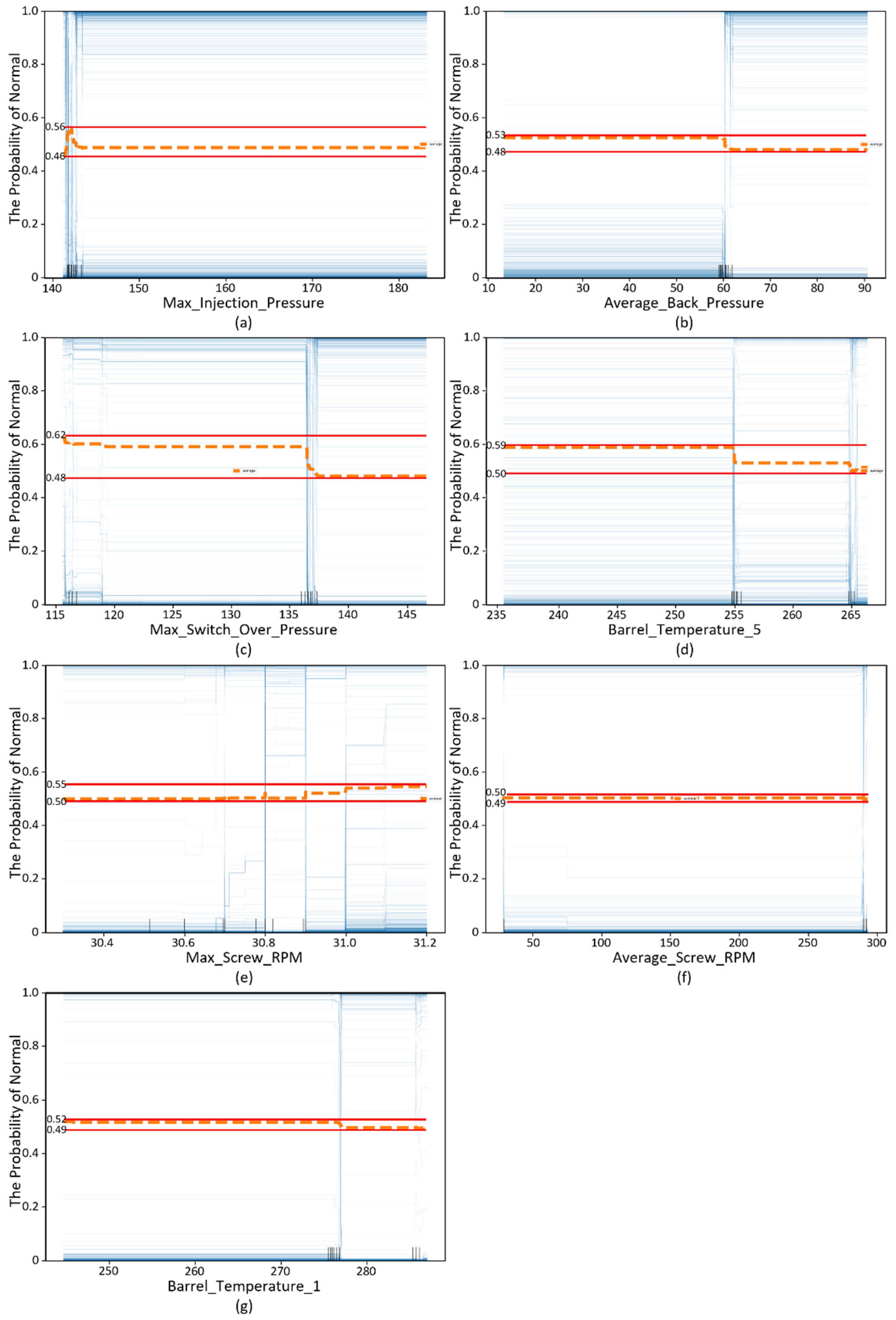
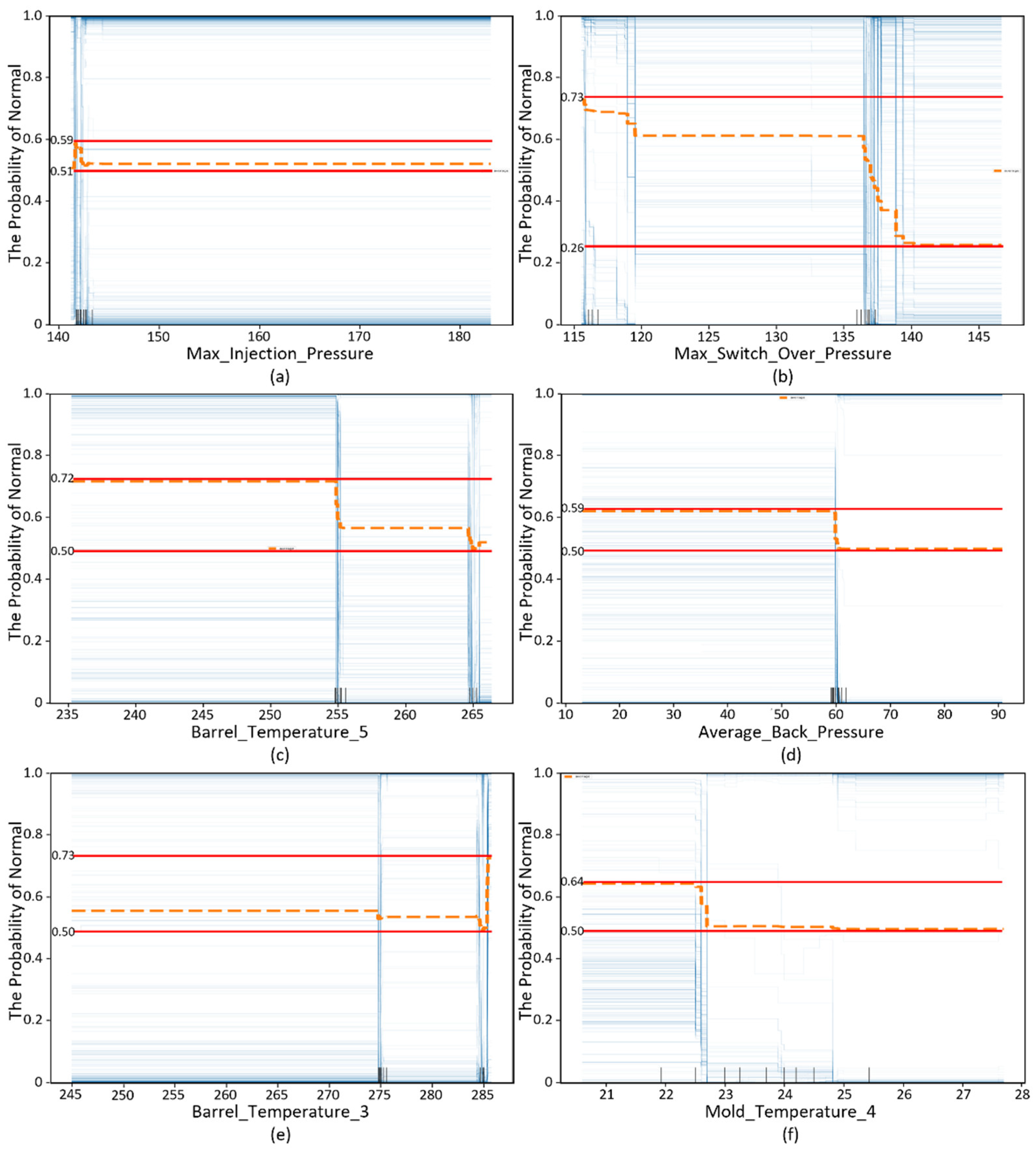
4.4. ICE and PDP
5. Conclusion
Abbreviations
| SHAP | Shapley Additive exPlanations |
| ICE | Individual Conditional Expectation |
| PDP | Partial Dependence Plot |
| XAI | eXplainable Artificial Intelligence |
References
- C. Shen, L. Wang, Q. Li, “Optimization of injection molding process parameters using combination of artificial neural network and genetic algorithm method,” in Journal of materials processing technology, vol. 182, Zhengzhou, China, 2007, pp. 412-418. [CrossRef]
- B. Silva et al., “Enhance the injection molding quality prediction with artificial intelligence to reach zero-defect manufacturing,” in Processes, vol. 11, Leiria, Portugal, 2022, pp. 62. [CrossRef]
- J. Gim, CY. Lin, LS. Turng, “In-mold condition-centered and explainable artificial intelligence-based (IMC-XAI) process optimization for injection molding,” in Journal of Manufacturing Systems, vol. 72, Madison, Wisconsin, USA, 2024, pp.196-213. [CrossRef]
- J. Gim, LS. Turng, “Interpretation of the effect of transient process data on part quality of injection molding based on explainable artificial intelligence,” in International Journal of Production Research, vol. 61, no. 23, Madison, Wisconsin, USA, 2023, pp.8192-8212. [CrossRef]
- H. Fu et al., “Overview of Injection Molding Technology for Processing Polymers and Their Composites,” in ES Materials & Manufacturing, vol. 8, China, 2020, pp. 3-23. [CrossRef]
- M. Tsai et al., “Development of an Online Quality Control System for Injection Molding Process,” in Polymers, vol. 14, no. 8, Taiwan, 2022, pp. 1607. [CrossRef]
- J. Chen et al., “Application of Advanced Process Control in Plastic Injection Molding,” in 2008 IEEE International Conference on Service Operations and Logistics, and Informatics, vol. 2, Taiwan, 2008, pp. 2719-2724.
- K. Formas et al., “Injection Molding Process Simulation of Polycaprolactone Sticks for Further 3D Printing of Medical Implants,” in Materials, vol. 15, no. 20, Poland, 2022, pp. 7295. [CrossRef]
- K. Koo, K. Choi, D. Yoo, “ Double Ensemble Technique for Improving the Weight Defect Prediction of Injection Molding in Smart Factories, “ in IEEE Access, vol. 11, Korea, 2023, pp. 113605-113622. [CrossRef]
- G. Aslantaş et al., “Estimating Types of Faults on Plastic Injection Molding Machines from Sensor Data for Predictive Maintenance,” in Artificial Intelligence Theory and Applications, vol. 3, no. 1, France, 2023, pp. 1-11.
- H. Jung et al., “Application of machine learning techniques in injection molding quality prediction: Implications on sustainable manufacturing industry,” in Sustainability, vol. 13, no. 8, Korea, 2021, pp. 4120. [CrossRef]
- Arrieta et al., “Explainable Artificial Intelligence (XAI): Concepts, taxonomies, opportunities and challenges toward responsible AI,” in Information Fusion, vol. 58, Spain, 2020, pp. 82-115.
- D. Gunning and A. David, “DARPA’s explainable artificial intelligence (XAI) program,” in AI magazine, vol. 40, no. 2, Arlington, USA, 2019, pp.44-58.
- D. Zhang et al., “A bi-level machine learning method for fault diagnosis of oil-immersed transformers with feature explainability,” in Electrical Power and Energy Systems, vol. 134, China, 2022, pp. 107356. [CrossRef]
- Noor et al., “Heart Disease Prediction using Stacking Model with Balancing Techniques and Dimensionality Reduction,” in IEEE Access, vol. 11, Pakistan, 2023, pp. 116026-116045. [CrossRef]
- J. Obregon et al., “Rule-based explanations based on ensemble machine learning for detecting sink mark defects in the injection moulding process,” in Journal of Manufacturing Systems, vol. 60, Korea, 2021, pp. 392-405. [CrossRef]
- Korea AI Manufacturing Platform (KAMP), Injection Molding Machine AI Dataset, KAIST (UNIST, EPM Solutions), December 14, 2020, https://www.kamp-ai.kr/front/main/MAIN.01.01.jsp.
- V. Nitesh et al., “SMOTE: synthetic minority over-sampling technique,” in Journal of artificial intelligence research, vol. 16, Indiana, USA, 2002, pp. 321-357.
- T. Chen and C. Guestrin, “Xgboost: A scalable tree boosting system,” in Proceedings of the 22nd acm sigkdd international conference on knowledge discovery and data mining, 2016.
- P. Odya et al., “User Authentication by Eye Movement Features Employing SVM and XGBoost Classifiers,” in IEEE Access. vol. 11, Poland, 2023, pp. 93341-93353. [CrossRef]
- G. Ke et al., “Lightgbm: A highly efficient gradient boosting decision tree,” in Advances in neural information precessing systems, vol. 30, Long Beach, CA, USA, 2017, pp. 3148-3156.
- S. Jafari and Y. Byun, “Optimizing Battery RUL Prediction of Lithium-Ion Batteries Based on Harris Hawk Optimization Approach Using Random Forest and LightGBM,” in IEEE Access, vol. 11, Korea, 2023, pp.87034-87048. [CrossRef]

| XGBoost (eXtreme Gradient Boosting) |
|
Input: Instance set of current node; feature dimension; |
|
Procedure: |
| Output: Split with max score |
| LightGBM (Light Gradient Boosting Machine) |
|
Input: |
|
Iterations: |
| Output: Return |
| ICE algorithm to predict the control range in injection molding process |
|
Input: |
|
Procedure: |
| Output: ICE & PDP plot |
| PassOFail |
Average_ Screw_RPM |
Max_ Screw_RPM |
Barrel_ Temperature_1 |
… |
Max_ Injection_Pressure |
| 1 | 292.5 | 30.7 | 276.5 | ∙∙∙ | 141.8 |
| 1 | 292.4 | 30.8 | 276.2 | ∙∙∙ | 141.7 |
| 1 | 292.5 | 30.8 | 276.2 | ∙∙∙ | 141.7 |
| 1 | 292.6 | 31.0 | 276.5 | ∙∙∙ | 141.5 |
| 1 | 292.6 | 30.8 | 276.8 | ∙∙∙ | 142.5 |
| 0 | 292.5 | 30.9 | 276.3 | ∙∙∙ | 142.6 |
| 1 | 292.5 | 31.0 | 275.5 | ∙∙∙ | 142.5 |
| … | … | … | … | … | … |
| 0 | 290.5 | 30.9 | 286.1 | ∙∙∙ | 142.6 |
|
Independent Variable (Unit) |
Description |
| Max_Screw_RPM (mm/s) |
Maximum speed of screw for injection |
| Average_Screw_RPM (mm/s) |
Average speed of screw for injection |
| Max_Injection_Pressure (MPa) |
Maximum pressure applied to the molten resin flowing into the mold |
| Max_Switch_Over_Pressure (MPa) |
Pressure converted from injection to packing pressure |
| Average_Back_Pressure (MPa) |
Average pressure to prevent the screw from being pushed out |
| Barrel_Temperature_1~7 (°C) |
Temperature of the barrel |
| Hopper_Temperature (°C) |
Temperature of the hopper |
| Mold_Temperature_3, 4 (°C) |
Temperature of the mold |
| Normal | Defective | |
| Train Dataset | 3,964 | 31 |
| Test Dataset | 3,955 | 40 |
| Normal | Defective | |
| Train Dataset | 3,964 | 3,964 |
| Test Dataset | 3,955 | 40 |
|
Actual Normal Data |
Actual Defective Data |
Accuracy | CV Average Accuracy | ||
| XGBoost | Predicted Normal Data |
3,941 | 25 | 99.02 | 0.9968 |
| Predicted Defective Data |
14 | 15 | |||
| LightGBM | Predicted Normal Data |
3,941 | 25 | 99.02 | 0.9952 |
| Predicted Defective Data |
14 | 15 | |||
| XGBoost | Cumulative Ratio | ||
| Feature Name | Value | ||
| 1 | Max_Injection_Pressure | 1.74 | 0.15 |
| 2 | Average_Back_Pressure | 1.52 | 0.28 |
| 3 | Max_Switch_Over_Pressure | 1.21 | 0.38 |
| 4 | Barrel_Temperature_5 | 0.93 | 0.46 |
| 5 | Max_Screw_RPM | 0.80 | 0.53 |
| 6 | Average_Screw_RPM | 0.77 | 0.59 |
| 7 | Barrel_Temperature_1 | 0.75 | 0.66 |
| LightGBM | Cumulative Ratio | ||
| Feature Name | Value | ||
| 1 | Max_Injection_Pressure | 2.05 | 0.17 |
| 2 | Max_Switch_Over_Pressure | 1.92 | 0.34 |
| 3 | Barrel_Temperature_5 | 1.06 | 0.43 |
| 4 | Average_Back_Pressure | 1.04 | 0.51 |
| 5 | Barrel_Temperature_3 | 0.94 | 0.59 |
| 6 | Mold_Temperature_4 | 0.87 | 0.67 |
| α | 0.05 | 0.1 | 0.2 | |
| Variable | ||||
| Max_Injection_Pressure | [141.60, 142.40] | [141.20, 183.20] | [141.20, 183.20] | |
| Average_Back_Pressure | [13.30, 90.80] | [13.30, 90.80] | [13.30, 90.80] | |
| Max_Switch_Over_Pressure | [115.60, 136.50] | [115.60, 136.52] | [115.60, 136.52] | |
| Barrel_Temperature_5 | [236.30, 255.00] | [236.30, 266.40] | [236.30, 266.40] | |
| Max_Screw_RPM | [30.30, 31.20] | [30.30, 31.20] | [30.30, 31.20] | |
| Average_Screw_RPM | [29.00, 293.40] | [29.00, 293.40] | [29.00, 293.40] | |
| Barrel_Temperature_1 | [244.70, 287.10] | [244.70, 287.10] | [244.70, 287.10] | |
| α | 0.05 | 0.1 | 0.2 | |
| Variable | ||||
| Max_Injection_Pressure | [141.50, 142.20] | [141.20, 183.20] | [141.20, 183.20] | |
| Max_Switch_Over_Pressure | [115.60, 119.00] | [115.60, 119.55] | [115.60, 136.80] | |
| Barrel_Temperature_5 | [236.30, 254.90] | [236.30, 255.00] | [236.30, 266.40] | |
| Average_Back_Pressure | [13.30, 60.00] | [13.30, 60.00] | [13.30, 60.00] | |
| Barrel_Temperature_3 | [285.50, 285.80] | [245.00, 285.40] | [245.00, 285.40] | |
| Barrel_Temperature_4 | [20.60, 22.60] | [20.60, 22.69] | [20.60, 27.70] | |
| XGBoost | Defect rate (%) | ||
| Normal | Defect | ||
| = 0.05 | 969 | 2 | 0.21 |
| = 0.1 | 2284 | 20 | 0.88 |
| = 0.2 | 2284 | 20 | 0.88 |
| Original Data | 3995 | 40 | 1.00 |
| LightGBM | Defect rate (%) | ||
| Normal | Defect | ||
| = 0.05 | N/A | N/A | N/A |
| = 0.1 | N/A | N/A | N/A |
| = 0.2 | 2314 | 3 | 0.13 |
| Original Data | 3995 | 40 | 1.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).



