Submitted:
21 December 2023
Posted:
26 December 2023
You are already at the latest version
Abstract
The study delved into the impact of two extrusion processing parameters—screw speed (SS at 400, 600, 800 RPM) and material moisture content in the extruder barrel (M at 12, 15, 18%) at constant feed rate (50 kg/h)—on reducing the content of alternariol (AOH), alternariol monomethyl ether (AME), tenuazonic acid (TeA), and tentoxin (TEN) in whole-grain red sorghum flour. Ultra-performance liquid chromatography coupled with a triple-quadrupole mass spectrometer (UPLC-MS/MS) was used for determination of Alternaria toxin levels. The extruder die temperature ranged between 136 and 177 °C, the pressure at the die was from 0.16 to 6.23 MPa, the specific mechanical energy ranged from 83.5 to 152.3 kWh/t, the torque ranged between 88 to 162.8 Nm, while the mean retention time of material in the barrel was between 5.6 and 13 s. Optimal parameters for reducing the concentration of all Alternaria toxins with the satisfactory quality of sorghum snacks were: SS=400 RPM, M= 12%, with a reduction of 61.4, 76.4, 12.1 and 50.8% for AOH, AME, TeA and TEN, respectively.
Keywords:
Co-rotating twin-screw extruder
; Red sorghum flour
; Alternariol
; Alternariol monomethyl ether
; Tenuazonic acid
; Tentoxin
; UPLC-MS/MS
1. Introduction
Sorghum (Sorghum bicolor L. Moench) is a grain-producing plant cultivated worldwide due to its high adaptability to various climates and ability to grow in arid regions. This crop is photosynthetically efficient, and tolerates both drought and heat stresses, thus allowing a wide geographical distribution [1]. Sorghum is rich in micronutrients (minerals and vitamins), macronutrients (carbohydrates, proteins, and lipids), as well as phenolic compounds (flavonoids, phenolic acids and tannins) which act as antioxidants [2]. Furthermore, sorghum belongs to the gluten-free cereals and its products demonstrate no toxicity for celiac patients, in both, in vitro and in vivo challenges. Therefore, sorghum is considered a safe food for people with celiac disease [3]. Sorghum is utilized for both human and animal consumption [1] due to its health benefits such as inhibition of cancer cell growth, and reduction of obesity, heart disease and diabetes [4,5]. It can be applied to baked, extruded, and other cereal-based products such as bread, cookies, expanded snacks, pasta, and breakfast cereals [2,6].
Despite being a significant source of nutrition for many communities, concerns have arisen in recent years regarding the presence of mycotoxins, harmful compounds produced by fungi. Sorghum is resistant to pests and microbes but susceptible to infection by different fungal species. It can be contaminated with various mycotoxins, including aflatoxins, Fusarium toxins (type A and B trichothecenes, fumonisins, zearalenone), and Alternaria toxins (alternariol (AOH), alternariol monomethyl ether (AME), tentoxin (TEN) and tenuazonic acid (TeA)), produced by Aspergillus flavus, Fusarium spp. and Alternaria spp., respectively [1]. Among these mycotoxins, Alternaria toxins have become a focal point of presented research, as their concentrations in sorghum may pose risks to the health of both humans and animals. Alternaria toxins are known for their toxicity and have been associated with various adverse health effects, including carcinogenicity and immunosuppression [7].
The development of effective processes to reduce mycotoxin levels, especially those from the Alternaria toxin group, is therefore crucial for ensuring the safety and high quality of food products. Physical, chemical, and biological methods have been applied to prevent mycotoxin production or reduce mycotoxin content [8]. Extrusion is an additional approach that could be used to reduce mycotoxin levels in sorghum and other cereals. It has been shown to be effective in reducing some mycotoxins in wheat and maize [8,9,10,11]. The initial exploration into the potential reduction of Alternaria toxins in wheat through extrusion was published in 2016 [12]. Additionally, the same research group delved into the impact of the extrusion process on both Fusarium and Alternaria toxins in triticale flour, revealing their findings in a subsequent report in 2022 [13].
The extrusion is a process involving the mechanical treatment of materials under a high temperature and pressure. It is a short-time process and can be used to produce a range of cereal products and animal feeds. Understanding the parameters affecting the efficacy of extrusion in mycotoxin removal is essential for the development of safe and high-quality sorghum or other cereal-based food products. This process requires consideration of various extrusion parameters that influence toxin reduction while preserving the quality and nutritional value of the final product, such as temperature, raw material moisture, screw speed, and pressure [9,10,11]. The optimal temperature for reducing mycotoxins may vary depending on the type of mycotoxin and the raw material being processed. Pressure applied during extrusion is another crucial parameter affecting toxin reduction. High pressure can contribute to the mechanical destruction of the structure of mycotoxins, reducing their biological activity, but excessively high pressure may negatively impact the quality of the final product, such as by destroying nutrients. In addition to temperature and pressure, optimizing the duration of exposure is important for achieving effective toxin reduction while maintaining desired product characteristics [9,10,11].
Contemporary mathematical techniques like Response Surface Methodology (RSM), as highlighted by Grasso [14], offer a means to fine-tune the extrusion process. They enable the regulation of extrudate quality while assessing how extrusion variables affect mycotoxin reduction. Our study aims to optimize the extrusion process of whole-grain red sorghum flour and assess the influence of various extrusion parameters (screw speed and material moisture content in the extruder barrel) on both the reduction of Alternaria toxins and the quality of extrudates.
2. Materials and Methods
2.1. Material grinding and mixing
Approximately 150 kg of red sorghum grain (Sorghum bicolor (L.) Moench) was commercial procured and finely ground using a hammer mill (ABC Inženjering, Pančevo, Srbija) equipped with a sieve of 1 mm diameter. Before taking samples for analysis and extrusion, to achieve an appropriate level of homogeneity, milled sorghum was mixed in a Muyang SLHSJ0.2A twin-shaft mixer (Muyang, Yangzhou, China) for 90 s. Mixing homogeneity of the sorghum flour was assured by the Microtracer® method, using external tracers for mixing homogeneity testing [15]. Besides, eight subsamples were taken for investigations of Alternaria toxins (AOH, AME, TeA, and TEN,) levels in the whole grain red sorghum flour.
2.2. Extrusion conditions
Co-rotating twin-screw extruder (Bühler BTSK-30, Bühler, Uzwil, Switzerland) with total barrel length of 880 mm consisted of 7 sections and length/diameter ratio of 28:1 was used for the extrusion of the sorghum. The extruder was equipped with two tempering tools for controlling water temperature for jacketed heating/cooling of barrel’s sections. The first tempering tool controlled the temperature of sections 2, 3 and 4 (80 °C) while other tempering tool was used for controlling temperature of sections 6 and 7 (set at 120 °C). The die plate with one 4 mm diameter opening and cone inlet (total die open was 12.56 mm2) was used. The specially designed screw configuration for directly expanded products was used [16]. Feed rate of the dry material was set at the 50 kg/h while screw speed and moisture of the material in the extruder barrel were varied during extrusion based on 3×2 full factorial design (Table 1). The water was added directly in the section 2 of the extruder barrel by cavity pump, targeting the desired moisture content of the material in it. The temperature and the pressure at the material outlet were measured by sensors that were mounted at the die head. All extrusion data, including die temperature, pressure at the die, motor load as torque, and specific mechanical energy were read directly from the control screen of the extruder. For achieving final length of the product, cutter at the outlet of the material from the die of the extruder was fitted with six knives, with a rotational speed set at 700 RPM. The products were left to cool at the ambient air after extrusion process and then were packed in a nylon bags prior to the further analyses.
2.3. Chemicals and reagents
The individual standards of AOH, AME, TeA and TEN (purity of each standard was between 98.8 ± 1.5% and 99.5 ± 0.5%) (Romer Labs, Tulln, Austria) were used. The stock standard solutions and the working standard solutions were prepared in acetonitrile and stored in amber glass vials at –20 °C. Working standard solutions of known concentrations were prepared by the appropriate dilution of the stock standard solution. Acetonitrile, methanol (Honeywell, Seelze, Germany), acetic acid (Sigma-Aldrich, Steinheim, Germany), and ammonium acetate (Merck, Darmstadt, Germany) were of p.a. or LC–MS purity. Milli-Q system (Millipore, Bedford, MA, USA) was used for preparing of deionized water.
2.4. Moisture content
Moisture content in sorghum flour and in extruded products was determined according to the standard method ISO 712/2009 [17].
2.5. Sample preparation for LC-MS/MS analysis
2.6. LC-MS/MS analysis
For quantification of examined Alternaria toxins (AOH, AME, TeA, and TEN) ultra-performance liquid chromatography coupled with a triple-quadrupole mass spectrometer (UPLC-MS/MS) equipped with an electrospray ionization (ESI) interface with MassLynx software for data collection and processing (Waters, Milford, MA, USA) was used, previously described in detail by Topi et. al. [18] and Babič et al. [19].
2.7. Expansion ratio
To determine the expansion ratio (ER), the cross-sectional diameter of the extrudates was measured with a sliding caliper with a Vernier scale. The expansion ratio was calculated as the cross-sectional diameter of the extrudate divided by the diameter of the die opening [20,21]. The ER values were obtained from 10 random samples for each trial (extrusion condition).
2.8. Bulk density of extrudates
Measurement of bulk density of extrudates was carried out in triplicate using a bulk density tester (Tonindustrie, West und Goslar, Germany).
2.9. Texture analysis
Textural properties of the extrudates were determined using a Texture Analyser (model TA.XTPlus, Stable Micro Systems Ltd, Godalming, Surrey, England) equipped with a 50 kg load cell. An Ottawa cell with a 17-bladed extrusion plate was used to compress the samples arranged in a one-layer bed under the following operation conditions: probe distance of 57 mm, pre-test speed of 5 mm/s and test speed of 10 mm/s pos-test. Each measurement was performed with 20 replicates. The obtained multi-peak force-time curve was used to extract several parameters as indicators of sample crispness and stiffness. The compression curve of crispy samples is characterized by a lot of fluctuations due to multiple fracture events. Crispness indicators were linear distance and number of fractures. Linear distance of the compression curve is calculated as the length of an imaginary line joining all points in the selected region. A number of fractures is calculated as the number of force peaks that occurred during sample compression. The longer the linear distance and the higher the number of force peaks, the higher the sample crispness. Sample stiffness was calculated as an average gradient of all positive peaks (trough-to-peak) on all peak and trough pairs in the selected region of the curve. The gradient of each pair were summoned and divided by the number of trough-to-peak slopes in the selected region. Higher values of average gradient indicate higher stiffness or less deformable product.
2.10. Water Absorption Index (WAI) and Water Solubility Index (WSI)
Water absorption index (WAI) and water solubility index (WSI) were determined by the method of Anderson et al.[22] with slight modification described by Janić Hajnal et al. [13]. WAI and WSI were expressed as the mean of the results on 4 extruded products from each trial. The WAI and WSI in whole grain red sorghum flour were 2.54 ± 0.01 (g/g) and 3.97 ± 0.22 (g/100g), respectively.
2.11. Statistical analysis
2.11.1. Principal Component Analysis
Principal Component Analysis (PCA) was utilized to unravel and identify the collected data. Analysis of Variance (ANOVA) was carried out specifically to examine the impact of the factor variables on the responses. The ANOVA calculations were performed based on the experimental results gathered using TIBCO Statistica® 14.0.0.15 software [23].
2.11.2. Response surface methodology
The two extrusion factor variables—SS (400, 600, 800 RPM) and M (12, 15, 18%) influenced the extrusion process of whole grain sorghum flour, following the experimental design outlined in Table 1. The ranges of these factors were determined through initial trials. Employing the three levels, two factors experimental design, collected experimental data were used to analyze the effects, limiting the sample size to 9, which proved adequate for assessing second-order polynomial (SOP) coefficients [24].
2.11.3. Standard score
Standard scores were assessed across various mycotoxin reduction trials conducted using the extrusion process. The ranking method relied on the ratio between the raw data and the extreme values for each response [13].
3. Results
3.1. Evaluation of the LC-MS/MS method
The trueness of analytical method was evaluated through recovery studies. The recovery (R) for each Alternaria toxin for both matrices (whole grain red sorghum flour and extruded product samples) was calculated by dividing the slope of spiked sample-prepared curve (aSP) and the slope of matrix-matched calibration (aMMC) as follow:
R (%) = 100 x aSP/aMMC
The spiked sample-prepared and matrix-matched calibration curve were prepared in the range of concentration presented in Table 2 at four concentration level for each Alternaria toxins (Table 3) in the manner as described in our previous studies [12,25].
It can be seen (Table 2) that the R for all target mycotoxins was above 70% in both matrices, satisfying the criterion that R should be between 70 to 120% [26].
To determine the precision of the method for whole grain sorghum flour and extruded product samples, repeatability and within-laboratory reproducibility were used. The repeatability and within-laboratory reproducibility of the results, expressed as relative standard deviation (RSDr and RSDwR), were in the range of 2.6 – 11.8% and 3.5 – 15.7%, respectively, thus fulfilling the criteria of RSDr ≤ 20% and RSDwR ≤ 20 [26], indicating good precision of the method used (Table 3).
The limit of detection (LOD) of the single analytes was determined at a signal-to-noise ratio of 3:1, while a value 3.3 times the LOD was selected as the limit of quantification (LOQ)[26]. LODs and LOQs for both matrices (whole grain red sorghum flour and extruded product samples) were as follows: 3.8 µg/kg and 12.5 µg/kg for AOH, and 1.9 µg/kg and 6.25 µg/kg for AME, TEN and TeA, respectively.
3.2. Determination of Alternaria toxins content
The examined Alternaria toxins were quantified by an external matrix-matched calibration procedure to compensate for the matrix effects. For this purpose separate calibrations were prepared for both whole-grain red sorghum flour and extruded product samples. The results obtained were corrected for recovery (R), and were expressed on a dry matter basis. In naturally contaminated whole-grain red sorghum flour, the initial water content on a dry weight basis was 10.4 g/100 g. The initial concentrations (average values of eight measurements) of examined Alternaria toxins were 111.4 ± 4.72 µg/kg, 30.2 ± 5.70 µg/kg, 412.5 ± 11.7 µg/kg, and 30.6 ± 3.69 µg/kg, for AOH, AME, TeA, and TEN, respectively. All extruded product samples were analyzed in duplicate and the water content on dry weight basis of nine extruded product samples were ranged from 6.2 to 12.2 g/100 g. In the extrudates the final concentration of examined Alternaria toxins ranged from 42.2 to 43.9 µg/kg for AOH, from 6.02 to 8.7 µg/kg for AME, from 362 to 400 µg/kg for TeA and from 13.3 to 17.4 µg/kg for TEN.
3.3. Reduction of Alternaria toxins by extrusion processing
The screw speed and moisture of the material in the extruder barrel were varied during extrusion based on 3×2 full factorial design (Table 1) at constant feed rate of 50 kg/h. During the extrusion process the reduction rate of examined mycotoxins was expressed as a percentage reduction in relation to its initial concentration in the whole grain red sorghum flour, and it was used in all the performed statistical analyses. The determined responses (T, P, SME, Torque, t, AOH, AME, TeA and TEN reduction rate, ER, BD, H, CLD, NoCP, CAG, WAI, and WSI) as effects of extrusion process variables (M and SS) are shown in Table 4.
The range of observed responses of the co-rotating twin-screw extruder was: T from 136 to 177 °C, P from 0.16 to 6.23 MPa, SME from 83.5 to 152 kWh/t, Torque from 88.0 to 163 Nm, the means retention time in the barrel (t) from 5.6 to 13 s. During the extrusion processing concentrations of all examined Alternaria toxins were reduced (Table 4). Reduction of AOH ranged from 60.6 to 62.1%, while for AME, TeA and TEN ranged from 71.1 to 80.0%, from 3.14 to 12.1% and from 43.1 to 56.7%, respectively. As can be seen from Table 4, the maximum reduction of the examined Alternaria toxins was achieved at different process parameters during the extrusion of sorghum flour. The maximum reduction rate for AOH of 62.1% was obtained at M=15% and SS=400 RPM (sample 6), while for AME of 80.0% at M=15% and SS=800 RPM (sample 4) was recorded. At the lowest moisture of the material in the extruder barrel (12%) and the lowest screw speed (400 RPM) the highest reduction rate (12.1%) for TeA was achieved (sample 7). The maximum reduction rate for TEN of 56.7% (sample 2) was obtained at the highest moisture of the material in the extruder barrel (18%) and medium screw speed (600 RPM). Further, the range of values of the physico-chemical quality indicators of sorghum snacks as response to the applied process parameters were: ER from 1.88 to 3.76, BD from 0.048 to 0.318 g/mL, H from 9.53 to 23.9 kg, CLD from 51.6 to 61.8 kg.s, NoCP from 4.48 to 56.8, CAG from 10.9 to 17.9 kg/s, WAI from 3.82 to 5.81 g/g and WSI from 8.73 to 31.1 g/100 g.
According to the main objective of this study, the results of the applied contemporary mathematical techniques are presented below.
3.3.1. Principal component analysis
Initially, the PCA analysis applied to the collected experimental dataset revealed a distinct grouping among samples, guided by the factor variables. This method as an exploratory tool allowed the description and differentiation of response variables (Figure 1). The outcomes of the PCA analysis interpreted the initial two principal components, accounting for 79.4% of the total variance, which is considered sufficient for explaining the data. Notably, certain factors, namely rTEN, BD and H, held greater significance in the assessment of the first principal component (PC1), positively contributing 7.4%, 8.5% and 8.5%, respectively, based on correlations, while variables T, SME, NoCP, ER and WSI influenced negatively to PC1 calculation providing 8.8%, 8.9%, 8.8%, 9.4% and 9.2%, of total variance, respectively. On the other hand, factors such as P, Torque, t, rAOH, CLD and CAG played more crucial roles in the computation of the second principal component (PC2), positively contributing 17.0%, 14.8%, 14.4%, 16.3%, 9.4% and 9.5%, respectively.
The PCA plot in Figure 1 vividly displays separate groupings among the samples. Those processed with lower moisture content (7, 8, and 9) are distinctly situated on the left-hand side of the chart. These samples exhibit higher levels of P, T, Torque, SME, WAI, WSI, and display a notable decrease in TeA content. Conversely, samples produced with higher moisture content (1, 2, and 3) showcase increased rTEN, BD, and H values. Additionally, samples processed with lower screw speed values exhibit elevated values of rAOH, t, CAG, and CLD.
3.3.2. Response surface method
The second order polynomial (SOP) models were subjected to ANOVA analysis to explore the effects of input variables, as detailed in Table 5.The findings revealed that within the T computation SOP model, the linear terms of SS and M emerged as the most significant variables (statistically significant at p < 0.001 and p < 0.05, respectively). For P evaluation, the SOP model highlighted the notable impact of the linear terms of M and SS (statistically significant at p < 0.01). In the SME calculation, the linear terms of M and SS, held substantial influence (statistically significant at p < 0.001). Torque evaluation predominantly saw impact from the linear terms of SS and M in the SOP model (statistically significant at p < 0.01), while the quadratic term of SS and the interchange term of M × SS were also notable contributors (statistically significant at p < 0.01 and p < 0.05 levels, respectively). The linear terms of moisture content and screw speed were statistically significant factors, at p < 0.01 level, in SOP model for t calculation. Further analysis revealed that the linear term of M significantly influenced the computation of rTEN (statistically significant at p < 0.05 level). Meanwhile, rAOH, rAME and rTeA was not significantly affected by the linear terms of SS and M (p > 0.05 level).
The liner terms of SOP model for M and SS influenced ER calculation statistically significant at p < 0.001 level. The H was influenced by the linear terms of M statistically significantly at p < 0.01. The SOP model for BD was influenced by the linear terms of M and SS, as well as the quadratic term of SS in SOP model (statistically significant at p < 0.001 level), while the non-linear term SS × M was statistically significant at p < 0.01 level). The linear terms of moisture content and screw speed, and also the quadratic term of moisture content were statistically significant factors, at p < 0.01 level, in SOP model for CLD calculation. The linear term of M was statistically significant factor for the SOP calculation for NoCP, statistically significant at p < 0.01 level. The linear terms of M and SS, statistically significant factors, at p < 0.001 level and also the quadratic term of SS were statistically significant factors, at p < 0.05 level, in SOP model for CAG calculation. The water solubility index (WSI) were influenced by the linear term of M and SS (p < 0.001 and p < 0.01, respectively), while the impact of the product term M × SS was statistically significant at p < 0.05 level. All SOP models underwent insignificant lack-of-fit tests, signifying their satisfactory representation of the data. The r2 values proved highly suitable, indicating a strong fit between the model and experimental results. In the optimization study of extruder parameters using standard scores, the optimal score was computed by averaging scores across all mycotoxin reduction variables. The maximal score function revealed the optimal factor variables and the ideal levels for mycotoxin reduction variables.
These results are illustrated in Table 4 (column Score). The highest scores were attained in sample 5 (Figure 2a), with the optimized parameters set as follows: SS = 600 RPM and M = 15 g/100 g. Under these conditions, the extrusion process resulted in T = 165°C, P = 1.78 MPa, SME = 117.3 Wh/kg, Torque = 99 Nm, and t = 9.4 s. Additionally, the physicochemical properties of the optimal sample were determined: ER = 2.84, BD = 0.12 g/mL, H = 16.35 kg, CLD = 60.66 kg.s, NoCP = 20.67, CAG = 15.27 kg/s, WAI = 4.55 g/g, and WSI = 20.45 g/100 g (refer to Table 4).At these optimal extrusion conditions, the reduction rates of examined mycotoxins were as follows: 62.0% for AOH, 76.1% for AME, 8.76% for TeA, 51.4% for TEN.
Sample 7 (Figure 2b) closely followed the optimal score, achieving scores of 0.68 (Table 4). Sample 7 was produced with extruder parameters set at M = 12% and SS = 400 RPM resulting in T = 168 °C, P = 6.23 MPa, SME = 132.2 Wh/kg, Torque = 162.8 Nm, and t = 9.5 s. The physicochemical properties of the optimal sample were determined: ER = 3.58, BD = 0.07 g/mL, H = 11.85 kg, CLD = 56.29 kg.s, NoCP = 41.80, CAG = 14.44 kg/s, WAI = 5.40 g/g, and WSI = 30.08 g/100 g (refer to Table 4). Regarding Alternaria toxins reduction achieved with these extrusion conditions, sample 7 demonstrated reductions of 61.4% for AOH, 76.4% for AME, 12.1% for TeA, 50.8% for TEN.
As can be seen in Figure 2a,b and Table 4, sample 7 had better quality indicators of extrudate (ER, BD, H, CLD, NoCP, CAG, WAI, WSI), as well as a slightly lower reduction of AOH, AME and TEN content and a greater degree of reduction in TeA content compared to sample 5 (see Subsubsection 3.3.2).
For the above-mentioned reasons, the optimal conditions of the extrusion process were chosen that correspond to sample 7, since under the given conditions, the reduction of Alternaria toxins and the satisfactory quality of the sorghum snack are simultaneously achieved.
4. Discussion
To the best of the authors' knowledge, there is no previously published data regarding the fate of co-occurred Alternaria toxins in sorghum during the extrusion process. Studies regarding the fate of Alternaria toxins during the extrusion of cereals are rare and mainly refer to our previous investigations [12,13]. The AOH reduction rates depended on applied process parameters of the pilot scale co-rotating twin-screw extruder and ranged between 60.6 to 62.1%, while in our previous study about extrusion of whole-grain wheat flour using a pilot scale single screw extruder [12], its reduction rate was higher by more than 10% (72.7 to 87.9%). Concerning the fate of AME during the extrusion process, its reduction rate in this study ranged from 71.1 to 80.0%, while in our previous studies [12,13], its reduction rate was quite similar. Namely, the reduction rate of AME in whole-grain triticale flour extruded on a twin-screw exruder, ranged between 53.2 to 91.8%, depending on the extrusion process parameters [13], while its reduction rate in whole-grain wheat flour on a single-screw extruder, ranged between 62.8 to 94.5% [12].The reduction rate of TeA in this study was quite low (from 3.14 to 12.1%) and was not significantly affected by the linear terms of SS and M (p > 0.05 level) in the SOP model, in contrast to its reduction (from 40.3 to 62.5%) during extrusion of whole-grain wheat flour by using a pilot scale single-screw extruder where the simultaneous influence of moisture content and screw speed was the most important for TeA reduction at p < 0.05 level [12]. Further, by applying process parameters in the present study, the reduction rate of TEN ranged from 43.1 to 56.7%, and its reduction was significantly influenced by the linear term of M (statistically significant at p < 0.05 level) in the SOP model. Contrary to this finding, by extrusion of whole-grain triticale flour [13], its reduction rate ranged between 1.7 to 21.2% and its reduction rate was mostly influenced by the linear terms of SS and MC, and also by the quadratic term of SS and the non-linear term of SS × feed rate (FR) in the SOP model (p<0.01 level).
Based on the published data, it can be concluded that the level of Alternaria toxin reduction during extrusion, depends on the interaction of numerous factors, as is the case with other mycotoxins examined so far, which include: type of extruder, the extrusion conditions (screw speed, feed rate, extruder temperature, die temperature, pressure and residence time in the extruder), type and particle size of the raw materials or extrusion mixture, moisture content of the raw materials or extrusion mixture in the extruder barrel, chemical structure of mycotoxins, and its initial content in the raw material [9,10].
Concerning the quality indicators of sorghum snacks, the ER is the most important quality indicator of extruded snacks. The expansion at the die exit occurs less than 1 s and involves bubble nucleation and growth, coalescence, shrinkage, and finally setting when the starchy matrix becomes glassy. During extrusion, after mixing and hydration, the starch is melted both by external heating and by viscous dissipation and comes out of the die. On that occasion, water evaporates, and expansion occurs instantaneously, bubbles stop growing, expansion ceases before the wall material becomes glassy, and cellular structure sets at a setting temperature. In case the setting temperature is above 100 °C, at a low moisture content of the raw material in the extruder barrel, the vapor bubbles swell up to a melt temperature above 100 °C and the structure is set before the bubble may collapse, which results in higher expansion [27]. In this study, the setting temperature of sections 6 and 7 of the extruder barrel was set at 120 °C. High ER was observed at the lowest moisture of the material in the extruder barrel, high screw speed and die temperature (Table 4). These findings are in agreement with those reported by Llopart et.al [28] and Kaur et.al. [29,30]. Further, the ER of the extrudates ranged between 1.88 and 3.76 (Table 4), and was significantly influenced by the linear term of moisture of the material in the extruder barrel and screw speed at p < 0.001 level in the SOP model.
The H was mainly influenced by the moisture of the material in the extruder barrel at p < 0.01. Namely, with a decrease in the moisture of the material in the extruder barrel, a decrease of the H of sorghum snacks was observed. It is well known, that water acts as a plasticizer to the starch-based material reducing its viscosity and the mechanical energy dissipation in the extruder. For the reason mentioned, the product becomes dense and bubble growth is compressed [31,32]. It can be observed from Table 4 that the hardness was lower with decreasing moisture content of the material in the extruder barrel and increasing screw speed, which was accompanied by an increase in the die temperature of the extruder. These findings are in agreement with previous studies[28,29,30,33].
Bulk density is a measure of expansion occurring during extrusion and it is a very important quality indicator of the extruded products [34]. The BD of sorghum snacks was significantly affected by the linear terms of M and SS, as well as the quadratic term of SS in the SOP model (statistically significant at p < 0.001 level), while the non-linear term SS × M was statistically significant at p < 0.01 level. Similar dependencies between BD and extrusion process parameters were observed during the extrusion of brown rice grits in a study by Pardhi, et.al. [33]. The BD of sorghum extrudates ranged from 0.048 to 0.318 g/ml (Table 4). With a decreased of moisture of the material in the extruder barrel and by increasing the screw speed during constant feed rate (50 kg/h), the BD of the sorghum extrudates decreases, which indicates a greater expansion during extrusion process. Several studies have demonstrated a high positive correlation between bulk density and hardness [29,30,35].
The texture properties of sorghum extrudates were significantly affected by the extrusion processing parameters. The crispness and stiffness of extrudates were significantly affected by the linear effects of independent variables, moisture and screw speed. The crispness parameter indicated by the linear distance was also significantly affected by the quadratic effect of moisture. Crispness indicated by the number of fractures on the compression curve was highly impacted by the linear effect of moisture at p < 0.001 significance level. Beside linear effect of moisture, the extrudate stiffness was significantly affected by the linear and quadratic effect of screw speed. All detected relationships were positive meaning that increased moisture levels and screw speeds increased the stiffness and crispness of the extrudates. Stiffness is a parameter closely related to hardness. Stiff materials are hard and not prone to easy deformation. In other studies, it was also observed a trend of increased hardness with higher moisture levels which might be due to lower expansion. In our study, screw speed significantly positively affected stiffness. This contrasts to reported lower hardness with increased SS in barley and corn extrudates [31,32] and chick-pea flour extrudates [36]. In sorghum extrudates from this study, increasing moisture level and screw speed led to the formation of a more complex inner structure consisting of firm walls of pores that gave highly jagged compression curves as a result of many fracture events during the compression of pore walls. Harder and more compact structure of extrudates was related with an increased crispness in the microstructural study of Dar et al. [37] regarding extrudates based on rice flour, pulse powder and carrot pomace. Wojtowicz and co-workers [38] observed a high positive correlation between hardness and fracturability of buckwheat-enriched extrudates but crispness did not follow consistent trends.
The WAI measures the amount of water absorbed by starch and can be used as an index of gelatinization and depends on the availability of hydrophilic groups that bind water molecules. The WSI measures the amount of soluble components released from the starch (amount of soluble polysaccharide) after extrusion, and WSI is often used as an indicator of the degradation of molecular components, which is a measurement of the degree of conversion of starch during extrusion, due to the gelatinization and dextrinization [20].The WAI and the WSI of whole-grain red sorghum flour were 2.54±0.01 g/g and 3.97±0.22 g/100 g, while in extrudates they ranged between 3.82 to 5.81 g/g and 8.73 to 31.1 g/100 g, respectively. As Llopart et al. [28] reported that the WAI and WSI of the whole-grain red sorghum extrudate have a direct relationship to temperature and an inverse relationship to moisture. Based on previously published data for WAI and WSI of extruded products using mathematical modeling, Oikonomou and Krokida, [39] reported that the WAI increases sharply with feed moisture content for all of the extruded food products, except for wheat and oat products. In our study according to PCA, samples produced with lower moisture content (samples 7, 8 and 9) exhibit higher levels of WAI and WSI (Figure 1), while WAI was not significantly affected by the linear terms of SS and M (p > 0.05 level). The WSI was influenced by the linear term of M and SS (p < 0.001 and p < 0.01, respectively), while the impact of the product term M × SS was statistically significant at p < 0.05 level in the SOP model. In our study, with an increase of the moisture content of the material in the extruder barrel and a decrease in the screw speed at all applied moisture content of the material in the extruder barrel, a decrease of the WSI was observed (Table 4). Our findings are in agreement with the statement by Oikonomou and Krokida, [39], that an increase in moisture of the material in the extruder barrel leads to a slight decrease in the WSI for all food products, except beans.
In this study, decreasing the moisture content of the material in the extruder barrel and increasing the screw speed followed by increasing the die temperature led to decrease of the H, BD, CAG, and CLD, and to the increase of the ER and WSI of the extrudates. These findings are in agreement with the findings reported by Kaur et.al. [29,30], which demonstrated a high negative correlation between ER and BD as well as between ER and H and a high positive correlation between ER and WSI during evaluation of the effect of extrusion processing on techno-functional properties of sorghum–chickpea-based extruded snacks and sorghum–mung bean combination snacks.
5. Conclusions
Extrusion in this study is presented as a highly promising process for reducing Alternaria toxins in food products, allowing the food industry to provide safe, healthy, and high-quality products to consumers while minimizing the adverse effects of mycotoxins on human health. The best standard score (Score = 0.689) was obtained for sample 5, by using extrusion process parameters with the medium moisture content of raw material in the extruder barrel (M = 15%), and the medium screw speed (SS = 600 RPM) at constant feed rate (FR = 50 kg/h), which provide the optimal reduction rates of present Alternaria toxins in the final product, but the quality indicators of sorghum snack were not completely satisfactory. Thus, the optimal Score = 0.681 was adopted, which was achieved for sample 7, by using extrusion process parameters whit the lowest moisture content of raw material in the extruder barrel (M = 12%), and lowest screw speed (SS = 400 RPM) at constant feed rate (FR = 50 kg/h), at the same time ensuring a satisfactory reduction of Alternaria toxins content (61.4% for AOH, 76.4% for AME, 12.1% for TeA, 50.8% for TEN) and quality (ER = 3.58, BD = 0.07 g/mL, H = 11.85 kg, CLD = 56.29 kg.s, NoCP = 41.80, CAG = 14.44 kg/s, WAI = 5.40 g/g, and WSI = 30.08 g/100 g) of final sorghum snack. Considering the fact that raw materials for extrusion (grains, legumes, oilseeds, etc.) are often simultaneously contaminated with several mycotoxins, as well as the fact that during the extrusion process a complex interaction of the various parameters occur, the effect of the extrusion process on different mycotoxins still requires detailed examination for each combination of ingredient composition, as well as for applied parameters setting.
Author Contributions
Conceptualization, E.J.H., and B.J.S.; methodology, V.B., E.J.H., and L.P.; validation, J.B., and E.J.H.; formal analysis, L.P.; investigation, E.J.H., J.B., V.B., J.K., J.M.; resources, E.J.H. and B.J.S.; data curation, J.B., E.J.H., J.M., V.B., and B.F.; writing—original draft preparation, E.J.H., L.P., J.B., B.J.S., V.B. and B.F.; writing—review and editing, E.J.H., L.P., J.B., B.J.S., V.B., B.F., J.K. and J.M.; supervision, E.J.H. and B.J.S.; project administration, E.J.H. and B.J.S.; funding acquisition, E.J.H. and B.J.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Ministry of Science, Technological Development, and Innovations of the Republic of Serbia (451-03-47/2023-01/200222), and as a part of the project Serbia – Slovenia joint project for the period 2018-2019 (BI-RS/18-19-007).
Data Availability Statement
Data are contained within the article.
Acknowledgments
We thank the members of the laboratory team for their help in the experiments.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Astoreca, A.; Emateguy, G.; Alconada, T. Fungal contamination and mycotoxins associated with sorghum crop: Its relevance today. Eur. J. Plant Pathol. 2019, 155, 381–392. https://link.springer.com/article/10.1007/s10658-019-01797-w.
- Khoddami, A., Messina, V.; Vadabalija Venkata, K.; Farahnaky, A.; Blanchard, C. L.; Roberts, T. H. Sorghum in foods: Functionality and potential in innovative products. Crit. Rev. Food. Sci. 2023, 63(9), 1170-1186. [CrossRef]
- Ciacci, C.; Maiuri, L.; Caporaso, N.; Bucci, C.; Del Giudice, L.; Massardo, D.R.; Pontieri, P.; Di Fonzo, N.; Bean, S.R.; Ioerger, B.; et al. Celiac Disease: In Vitro and In Vivo Safety and Palatability of Wheat-Free Sorghum Food Products. Clin. Nutr. 2007, 26(6), 799–805. [CrossRef]
- Pontieri, P.; Troisi, J.; Calcagnile, M.; Bean, S.R.; Tilley, M.;Aramouni, F.; Boffa, A.; Pepe, G.;Campiglia, P.; Del Giudice, F.; et al. Chemical Composition, Fatty Acid and Mineral Content of Food-Grade White, Red and Black Sorghum Varieties Grown in the Mediterranean Environment. Foods 2022, 11(3), 436. [CrossRef]
- Stefoska-Needham, A.; Beck, E.J.; Johnson, S.K.; Tapsell, L.C. Sorghum: An underutilized cereal whole grain with the potential to assist in the prevention of chronic disease. Food Rev. Int. 2015, 31, 401–437. [CrossRef]
- Serna-Saldivar, S.O. Cereal grains: Properties, processing, and nutritional attributes. CRC Press, Boca Raton, Florida, United States, 2016, pp. 477-480.
- EFSA Panel on Contaminants in the Food Chain (CONTAM). Scientific opinion on the risks for animal and public health related to the presence of Alternaria toxins in feed and food. EFSA J. 2011, 9, 2407–2504.
- Karlovsky, P.; Suman, M.; Berthiller, F.; De Meester, J.; Eisenbrand, G.; Perrin, I.; P. Oswald, I.; Speijers, G.; Chiodini, A.; Recker, T.; Dussort, P. Impact of food processing and detoxification treatments on mycotoxin contamination. Mycotoxin Res. 2016, 32, 179–205. https://link.springer.com/article/10.1007/s12550-016-0257-7.
- Schaarschmidt, S.; Fauhl-Hassek, C. The fate of mycotoxins during the processing of wheat for human consumption. Compr. Rev. Food Sci. F. 2018, 17(3), 556–593. [CrossRef]
- Schaarschmidt, S.; Fauhl-Hassek, C. The fate of mycotoxins during secondary food processing of maize for human consumption. Compr. Rev. Food Sci. F. 2021, 20(1), 91–148. [CrossRef]
- Wan, J.; Bingcan, C.; Rao, J. Occurrence and preventive strategies to control mycotoxins in cereal-based food. Compr. Rev. Food Sci. F. 2020, 19(3), 928–953. [CrossRef]
- Janić Hajnal, E.; Čolović, R.; Pezo, L.; Orčić, D.; Vukmirović, Đ.; Mastilović, J. Possibility of Alternaria toxins reduction by extrusion processing of whole wheat flour. Food chem. 2016, 213, 784-790. [CrossRef]
- Janić Hajnal, E.; Babic, J.; Pezo, L.; Banjac, V.; Čolović, R.; Kos, J.; Krulj, J.; Pavsic-Vrtač, K.; Jakovac-Strajn, B. Effects of extrusion process on Fusarium and Alternaria mycotoxins in whole grain triticale flour. LWT-Food Sci Technol. 2022, 155, 112926. [CrossRef]
- Grasso, S. Extruded snacks from industrial by-products: A review. Trends Food Sci. Tech. 2020, 99, 284-294. [CrossRef]
- Clark, P. M.; Behnke, K. C.; Poole, D. R. Effects of marker selection and mix time on the coefficient of variation (mix uniformity) of broiler feed. J. Appl. Poult. Res. 2007, 16(3), 464–470. [CrossRef]
- Kojić, J.; Ilić, N.; Kojić, P.; Pezo, L.; Banjac, V.; Krulj, J.; Bodroža Solarov, M. Multiobjective process optimization for betaine enriched spelt flour based extrudates. J. Food Process. Eng. 2019, 42, e12942. [CrossRef]
- International Organization for Standardization. ISO 712/2009. Cereals and Cereal Products—Determination of Moisture Content—Reference Method; ISO: Geneva, Switzerland, 2009.
- Topi, D.; Tavčar-Kalcher, G.; Pavšič-Vrtač, K.; Babič J.; Jakovac-Strajn, B. Alternaria Mycotoxins in Grains from Albania: Alternariol, Alternariol Monomethyl Ether, Tenuazonic Acid and Tentoxin. World Mycotoxin J. 2019, 12(1), 89–99. [CrossRef]
- Babič, J.; Tavčar-Kalcher, G.; Celar, F. A.; Kos, K.; Knific, T.; Jakovac-Strajn, B. Occurrence of Alternaria and other toxins in cereal grains intended for animal feeding collected in Slovenia: A three-year study. Toxins 2021, 13(5), 304. [CrossRef]
- Ding, Q.; Ainsworth, P.; Tucker, G.; Marson, H. The effect of extrusion conditions on the physicochemical properties and sensory characteristics of rice-based expanded snacks. J. Food Eng. 2005, 66(3), 283–289. [CrossRef]
- Onwulata, C. I.; Smith, P. W.; Konstance, R. P.; Holsinger, V. H. Incorporation of whey products in extruded corn, potato or rice snacks. Food Res. Int. 2001, 34(8), 679–687. [CrossRef]
- Anderson, R. A.; Conway, H. F.; Peplinski, A. J. Gelatinization of corn grits by roll cooking, extrusion cooking and steaming. Starch-Starke, 1970, 22(4), 130-135. [CrossRef]
- STATISTICA (Data Analysis Software System) V14.0.0.15; TIBCO Stat-Soft Inc.: Tulsa, OK, USA, 2020.
- Singha, P.; Muthukumarappan, K. Effects of processing conditions on the system parameters during single screw extrusion of blend containing apple pomace. J. Food Process. Eng. 2017, 40(4), e12513. [CrossRef]
- Janić Hajnal, E.; Mastilović, J.; Bagi, F.; Orčić, D.; Budakov, D.; Kos, J.; Savić, Z. Effect of wheat milling process on the distribution of Alternaria toxins. Toxins, 2019, 11(3), 139. [CrossRef]
- EURL-MP-guidance doc_003 (version 1.2) Guidance document on performance criteria (draft 29th September, 2023). https://www.wur.nl/en/show/03.-eurlmp-guidance-document-performance-criteria-draft-29.09.2022.htm.
- Kristiawan, M.; Chaunier, L.; Sandoval, A. J.; Della Valle, G. Extrusion—Cooking and expansion. In Breakfast cereals and how they are made, 3rd ed.; Perdon, A. A.; Schonauer, S. L.; Poutanen, K., Eds.; AACC International Press, Totnes, England, 2020; pp. 141-167.
- Llopart, E. E.; Drago, S. R.; De Greef, D. M.; Torres, R. L.; González, R. J. Effects of extrusion conditions on physical and nutritional properties of extruded whole grain red sorghum (Sorghum spp). Int. J. Food Sci. Nutr. 2014, 65(1), 34–41. [CrossRef]
- Kaur, J.; Singh, B.; Singh, A.; Sharma, S.; Kidwai, M. K. Effect of extrusion processing on techno-functional properties, textural properties, antioxidant activities, in vitro nutrient digestibility and glycemic index of sorghum–chickpea-based extruded snacks. J. Texture Stud. 2023, 54(5), 706-719. [CrossRef]
- Kaur, J.; Singh, B.; Singh, A. Sorghum–mung bean combination snacks: Effect of extrusion temperature and moisture on chemical, functional, and nutritional characteristics. Legum. Sci. 2023, e186. https://onlinelibrary.wiley.com/doi/pdf/10.1002/leg3.186.
- Altan, A.; Mccarthy, K.L; Maskan, M. Twin-screw extrusion of barley-grape pomade blends: Extrudate characteristics and determination of optimum processing conditions. J. Food Eng. 2007, 89, 24–32. https://api.semanticscholar.org/CorpusID:98063511.
- Altan, A.; Mccarthy, K.L.; Maskan, M. Evaluation of snack foods from barley–tomato pomace blends by extrusion processing. J. Food Eng. 2008, 84, 231–242. [CrossRef]
- Pardhi, S. D.; Singh, B.; Nayik, G. A.; Dar, B. N. Evaluation of functional properties of extruded snacks developed from brown rice grits by using response surface methodology. J. Saudi Soc. Agric. Sci. 2019, 18(1), 7-16. [CrossRef]
- Filli, K.B.; Nkama, I.; Jideani, V.A.; Abubakar, U.M. Application of response surface methodology for the evaluation of proximate composition and functionality of millet-soybean fura extrudates. Wudpecker J. Food Technol. 2013, 1(5), 74–92. https://api.semanticscholar.org/CorpusID:53339595.
- Sacchetti, G.; Pittia, P.; Pinnavaia, G. G. The effect of extrusion temperature and drying-tempering on both the kinetics of hydration and the textural changes in extruded ready-to-eat breakfast cereals during soaking in semi-skimmed milk. Int. J. Food Sci. Tech. 2005, 40(6), 655-663. [CrossRef]
- X. Meng, X.; Threinen, D.; Hansen, M.; Driedger, D. Effects of extrusion conditions on system parameters and physical properties of a chickpea flour-based snack. Food Res. Int. 2010, 43, 650–658. [CrossRef]
- Dar, A. H.; Sharma, H. K.; Kumar, N. Effect of extrusion temperature on the microstructure, textural and functional attributes of carrot pomace-based extrudates. J. Food Proc. Pres. 2014, 38(1), 212-222. [CrossRef]
- Wójtowicz, A.; Kolasa, A.; Mościcki, L. Influence of Buckwheat Addition on Physical Properties, Texture and Sensory Characteristics of Extruded Corn Snacks. Pol. J. Food Nutr. Sci. 2013, 63(1), 239-244. [CrossRef]
- Oikonomou, N. A.; Krokida, M. K. Water absorption index and water solubility index prediction for extruded food products. Int. J. Food. Prop. 2012, 15(1), 157-168. [CrossRef]
Figure 1.
PCA ordination of variables based on component correlations, presented in the first and the second factor plane. M – moisture of the material in the extruder barrel (%); SS – screw speed (RPM); T – die temperature (◦C); P – pressure at the die (MPa); SME – specific mechanical energy (Wh/kg); Torque (Nm); t – mean retention time in the barrel (s), rAOH – reduction of alternariol (AOH) (%); rAME – reduction of alternariol monomethyl ether (AME) (%); rTeA – reduction of tenuazonic acid (TeA) (%); rTEN – reduction of and tentoxin (TEN) (%), BD – bulk density (g/mL); H – snack hardness (kg); CLD – crispness linear distance (kg.s); NoCP – number of fractures count peaks; CAG – crispness average gradient (kg/s); WAI – water absorption index (g/g); WSI – water solubility index (g/100 g).
Figure 1.
PCA ordination of variables based on component correlations, presented in the first and the second factor plane. M – moisture of the material in the extruder barrel (%); SS – screw speed (RPM); T – die temperature (◦C); P – pressure at the die (MPa); SME – specific mechanical energy (Wh/kg); Torque (Nm); t – mean retention time in the barrel (s), rAOH – reduction of alternariol (AOH) (%); rAME – reduction of alternariol monomethyl ether (AME) (%); rTeA – reduction of tenuazonic acid (TeA) (%); rTEN – reduction of and tentoxin (TEN) (%), BD – bulk density (g/mL); H – snack hardness (kg); CLD – crispness linear distance (kg.s); NoCP – number of fractures count peaks; CAG – crispness average gradient (kg/s); WAI – water absorption index (g/g); WSI – water solubility index (g/100 g).
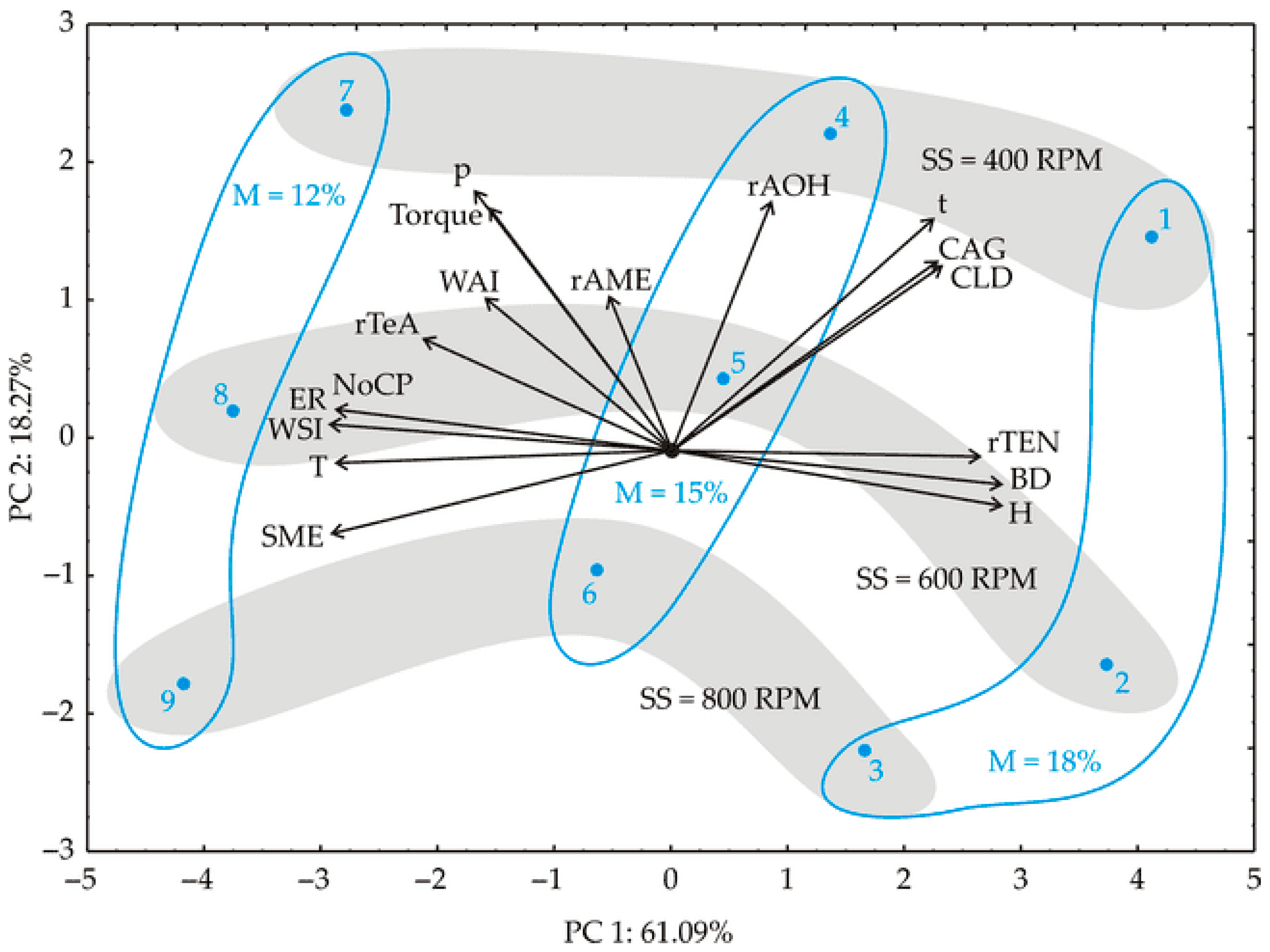
Figure 2.
Sorghum snack at highest Score (a) Sample 5 at S = 0.69; (b) Sample 7 at S = 0.68.

Table 1.
Independent extrusion parameters and their levels.
| Experimental factor | Factor’s level | ||
| (low) | (center) | (high) | |
| Screw speed (RPM) | 400 | 600 | 800 |
| Moisture content (%) | 12 | 15 | 18 |
Table 2.
Recovery data of the employed analytical method.
| Analytes | Spiking level (µg/kg)* | R (%)**yufenfor whole grain red sorghum flour | R (%)**yufen for extruded product |
|---|---|---|---|
| AOH | 12.5 ̶ 100 | 90.1 | 102 |
| AME | 6.25 ̶ 50 | 95.3 | 102 |
| TeA | 6.25 ̶ 50 | 99.1 | 98.7 |
| TEN | 6.25 ̶ 50 | 100 | 97.8 |
AOH ̶ alternariol; AME ̶ alternariol methyl ether; TeA ̶ tenuazonic acid; TEN ̶ tentoxin. *Concentration range of analytes for standard, matrix matched calibration curves and calibration curves of spiked samples (µg/kg).**R ̶ recovery (%) calculated by slope of spiked sample-prepared curve/slope of matrix-matched calibration curve.
Table 3.
Precision of analytical method for determination of Alternaria toxins.
| Analytes | Spiking level (µg/kg) | Repeatabilityyufen(n = 6) yufenRSDr (%) | Within-Laboratory reproducibilityyufen(n = 3 x 6) RSDwR (%) | Repeatabilityyufen(n = 6) yufenRSDr (%) | Within-Laboratory reproducibilityyufen(n = 3 x 6) RSDwR (%) |
|---|---|---|---|---|---|
| Whole grain sorghum flour | Extruded product | ||||
| AOH | 12.5 | 9.76 | 15.7 | 11.8 | 12.9 |
| 25.0 | 9.67 | 12.4 | 9.31 | 9.96 | |
| 50.0 | 9.53 | 12.0 | 9.44 | 9.76 | |
| 100 | 8.05 | 9.16 | 8.3 | 8.5 | |
| AME | 6.25 | 10.0 | 14.4 | 10.0 | 14.4 |
| 12.5 | 9.45 | 13.1 | 9.45 | 13.1 | |
| 25.0 | 5.73 | 7.69 | 5.73 | 7.69 | |
| 50.0 | 5.11 | 6.82 | 5.11 | 6.82 | |
| TeA | 6.25 | 9.74 | 12.6 | 10.8 | 13.4 |
| 12.5 | 9.10 | 10.9 | 7.94 | 10.8 | |
| 25.0 | 7.43 | 9.80 | 7.04 | 9.20 | |
| 50.0 | 7.28 | 9.30 | 4.05 | 5.33 | |
| TEN | 6.25 | 6.98 | 10.1 | 8.53 | 12.2 |
| 12.5 | 3.55 | 4.00 | 6.16 | 10.9 | |
| 25.0 | 2.73 | 3.85 | 4.85 | 9.34 | |
| 50.0 | 2.62 | 3.50 | 3.91 | 8.33 | |
AOH ̶ alternariol; AME ̶ alternariol methyl ether; TeA ̶ tenuazonic acid; TEN ̶ tentoxin; RSD ̶ relative standard deviation.
Table 4.
Technological parameters of extrusion, reduction of Alternaria toxins, and quality indicators of extrudates.
Table 4.
Technological parameters of extrusion, reduction of Alternaria toxins, and quality indicators of extrudates.
| Process responses | Product responses | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sample | M | SS | T | P | SME | Torque | t | rAOH | rAME | rTeA | rTEN | ER | BD | H | CLD | NoCP | CAG | WAI | WSI | Score | |
| 1 | 18 | 400 | 136 | 2.65 | 83.5 | 114 | 13 | 61.4 | 75.0 | 5.45 | 55.4 | 1.88 | 0.318 | 23.9 | 61.8 | 4.48 | 17.9 | 5.71 | 8.73 | 0.536 | |
| 2 | 18 | 600 | 144 | 1.25 | 99.6 | 88.0 | 10 | 60.6 | 71.3 | 4.55 | 56.7 | 2.02 | 0.278 | 21.6 | 60.3 | 5.70 | 17.2 | 3.82 | 11.8 | 0.302 | |
| 3 | 18 | 800 | 153 | 0.16 | 112 | 99.0 | 8 | 61.1 | 74.9 | 3.14 | 55.7 | 2.15 | 0.222 | 18.5 | 53.6 | 6.35 | 12.9 | 4.44 | 15.7 | 0.423 | |
| 6 | 15 | 400 | 159 | 4.03 | 104 | 134 | 12 | 62.1 | 77.5 | 3.56 | 52.5 | 2.68 | 0.145 | 15.4 | 61.7 | 18.4 | 16.8 | 4.72 | 20.0 | 0.613 | |
| 5 | 15 | 600 | 165 | 1.78 | 117 | 99.0 | 9.4 | 62.0 | 76.1 | 8.76 | 51.4 | 2.84 | 0.115 | 16.3 | 60.7 | 20.7 | 15.3 | 4.55 | 22.4 | 0.689 | |
| 4 | 15 | 800 | 166 | 1.28 | 130 | 114 | 8.5 | 60.9 | 80.0 | 6.89 | 54.7 | 2.97 | 0.090 | 17.6 | 55.3 | 19.6 | 12.1 | 4.69 | 26.1 | 0.619 | |
| 7 | 12 | 400 | 168 | 6.23 | 132 | 163 | 9.5 | 61.4 | 76.4 | 12.1 | 50.8 | 3.58 | 0.065 | 11.8 | 56.3 | 41.8 | 14.4 | 5.40 | 30.1 | 0.681 | |
| 8 | 12 | 600 | 176 | 4.81 | 140 | 117 | 7.7 | 60.7 | 78.2 | 7.91 | 45.7 | 3.63 | 0.055 | 9.53 | 52.8 | 56.8 | 13.6 | 5.81 | 31.1 | 0.405 | |
| 9 | 12 | 800 | 177 | 3.04 | 152 | 123 | 5.6 | 60.6 | 71.1 | 8.75 | 43.1 | 3.76 | 0.048 | 12.1 | 51.6 | 50.7 | 10.9 | 5.42 | 30.5 | 0.156 | |
M – moisture of the material in the extruder barrel (%); SS - screw speed (RPM); T – die temperature (◦C); P – pressure at the die (MPa); SME – specific mechanical energy (Wh/kg); Torque (Nm); t – mean retention time in the barrel (s), rAOH – reduction of alternariol (AOH) (%); rAME – reduction of alternariol monomethyl ether (AME) (%); rTeA – reduction of tenuazonic acid (TeA) (%); rTEN – reduction of and tentoxin (TEN) (%), ER – expansion ratio; BD – bulk density (g/mL); H – snack hardness (kg); CLD – crispness by linear distance (kg.s); NoCP – crispness by number of fractures count peaks; CAG – crispness stiffness by average gradient (kg/s); WAI – water absorption index (g/g); WSI – water solubility index (g/100 g).
Table 5.
ANOVA evaluation of technological parameters and reduction of mycotoxins (sum of squares).
| M | M2 | SS | SS2 | M x SS | Error | R2 | |
|---|---|---|---|---|---|---|---|
| df | 1 | 1 | 1 | 1 | 1 | 3 | |
| T | 1290. 7*** | 37. 6 | 181.5* | 6.7 | 16.0 | 17.8 | 0.989 |
| P | 1673.3** | 87.1 | 1184.4** | 16.2 | 12.3 | 38.7 | 0.987 |
| SME | 2799.4*** | 13.9 | 917.6*** | 0.0 | 18.1 | 6.2 | 0.998 |
| Torque | 1706.9** | 4.3 | 932.5** | 1101.4** | 146.4* | 42.9 | 0.989 |
| t | 11.2** | 2.0 | 25.6** | 0.3 | 0.3 | 0.6 | 0.984 |
| rAOH | 0.0 | 1.0 | 0.9 | 0.0 | 0.1 | 0.6 | 0.773 |
| rAME | 3.3 | 22.7 | 1.3 | 0.8 | 6.6 | 35.3 | 0.495 |
| rTeA | 40.8 | 0.7 | 1.0 | 0.4 | 0.3 | 25.0 | 0.632 |
| rTEN | 133.1* | 5.1 | 4.5 | 1.1 | 15.8 | 15.3 | 0.913 |
| ER | 4.0*** | 0.0 | 0.9*** | 0.0 | 0.0 | 0.0 | 0.999 |
| BD | 0.1*** | 0.1*** | 0.1*** | 0.0 | 0.1** | 0.0 | 0.999 |
| H | 154.8** | 0.1 | 1.5 | 1.1 | 8.2 | 10.5 | 0.940 |
| CLD | 37.6* | 19.5* | 61.6* | 3.1 | 3.0 | 5.6 | 0.957 |
| NoCP | 2938.1*** | 130.6 | 24.1 | 34.3 | 12.6 | 46.6 | 0.985 |
| CAG | 13.6** | 0.1 | 29.4*** | 2.9* | 0.5 | 0.5 | 0.990 |
| WAI | 1.2 | 0.4 | 0.3 | 0.2 | 0.4 | 1.1 | 0.702 |
| WSI | 511.8*** | 4.5 | 30.6** | 0.0 | 10.8* | 2.6 | 0.995 |
*** statisticaly significant at p < 0.001 level, ** statisticaly significant at p < 0.01 level, * statisticaly significant at p < 0.05 level. M – moisture of the material in the extruder barrel (%); SS - screw speed (RPM); T – die temperature (◦C); P – pressure at the die (MPa); SME – specific mechanical energy (Wh/kg); Torque (Nm); t – mean retention time in the barrel (s), rAOH – reduction of alternariol (AOH) (%); rAME – reduction of alternariol monomethyl ether (AME) (%); rTeA – reduction of tenuazonic acid (TeA) (%); rTEN – reduction of and tentoxin (TEN) (%); ER – expansion ratio; BD – bulk density (g/mL); H – snack hardness (kg); CLD – crispness by linear distance (kg.s); NoCP – crispness by number of fractures count peaks; CAG – crispness stiffness by average gradient (kg/s); WAI – water absorption index (g/g); WSI – water solubility index (g/100 g).
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



