
Submitted:
21 July 2023
Posted:
24 July 2023
You are already at the latest version
Abstract
The utilization of lignocellulosic biomass as an alternative energy source presents a promising opportunity to achieve a future energy system that is clean and free from CO2 emissions. To realize this potential, it is crucial to develop effective techniques for converting biomass and organic solid waste into secondary energy sources. Among the available options, hydrogen production stands out due to its numerous advantages, including its cleanliness, versatility in conversion and utilization technologies, high energy efficiency, and dense energy content per unit weight. This article offers a comprehensive overview of different conversion pathways and important technologies for generating hydrogen from biomass and organic solid waste. It specifically focuses on the thermochemical conversion process, which shows promise as an economically viable approach. While certain thermochemical conversion processes are still in the developmental phase, utilizing organic biomass for hydrogen production is widely recommended due to its ability to yield higher amounts of end products and its compatibility with existing facilities. However, it should be noted that this method necessitates a substantial amount of energy due to its endothermic nature. The article also explores alternative hydrogen conversion technologies and their potential for utilizing organic biomass as a feedstock, while addressing the challenges and limitations associated with these methods.
Keywords:
Bio hydrogen
; Thermochemical conversion
; Biomass
; Syngas
; gasification
1. Introduction
The issue of energy crisis is now a major concern due to factors such as population growth, increased living standards, and industrialization [1]. Despite this, most of our energy production still depends heavily on non-renewable fossil fuels like coal, petroleum, and natural gas. However, the overuse of these fuels is leading to their depletion and rising prices. Additionally, the concern about global warming caused by the increase in greenhouse gas emissions due to over consumption of fossil fuel sources, has resulted in a greater demand for finding clean and renewable energy sources [2]. The growing demand for clean energy sources due to industrial and economic development has led to recent developments in biofuels [3]. Hydrogen production from organic wastes is a promising and environmentally friendly alternative that has received global attention. Hydrogen has a high energy content and is versatile in production and use, making it suitable for various applications. The term Bio-hydrogen refers to hydrogen produced from biological sources, which is a promising alternative to conventional fossil fuels due to its clean combustion that produces only water[4]. Producing H2 from biomass as feedstocks has many environmental and economic advantages and has the potential to significantly meet the current fuel demand.
Fossil fuels are responsible for the majority of hydrogen production, with 60% coming from primary hydrogen production plants. Around 71.27% of hydrogen is produced from natural gas, 27.27% from coal, 0.7% from petroleum, and 0.7% from water electrolysis[5,6]. However, since the production process of hydrogen by fossil reformation results in a high number of greenhouse gas (GHG) emissions, it cannot be considered renewable or carbon-neutral [6,7,8]. There has been a growing interest in waste-to-energy studies, which is influencing research in hydrogen production from waste materials. By generating biohydrogen from different types of organic wastes, this approach addresses both the problems of waste disposal and energy production at the same time. The term organic waste describes the waste that is biodegradable in nature and may break down into carbon dioxide, methane, or simple organic compounds [15]. A variety of organic wastes can be used to generate bio hydrogen, including industrial waste, sewage sludge, solid waste, agricultural crops residue, poultry waste, and manure [16,17].
Biomass is considered as most abundant renewable resource on our planet and estimated to have a global production of around 2 × 1011 tons . Numerous studies have explored the use of biomass to produce different types of solid, liquid, and gaseous fuels [1,2]. Out of all these fuel options, hydrogen is considered one of the cleanest because it doesn't emit any greenhouse gases during the combustion. Therefore, the utilization of hydrogen as a fuel has the potential to greatly support the objective of achieving a carbon-neutral world as outlined in the Paris Agreement. There are several pathways available for converting biomass into biohydrogen, primarily classified into two categories: biological pathways and thermochemical pathways.
Considerable amount of researches have been undertaken to find the best route suiting the local needs for generation of hydrogen from lingo-cellulosic biomass. Collation of these information may help researchers to find the best route for further proliferation of these technologies. This article discusses the potential of hydrogen production using various routes with special focus on thermochemical conversion process.
2. Bio hydrogen production technologies
The biological production methods can be classified into two major categories i.e. biological conversion and thermochemical conversion. The biological routes require the presence of a biohydrogen producing enzyme for the production of hydrogen. These methods comprise mainly fermentation, bio photolysis and bio electrochemical routes. The thermochemical conversion methods require high temperature for bio hydrogen production. Figure 1 categories various biohydrogen production routes.
2.1. Fermentation
Fermentation is a process that uses microorganisms, such as nitrogenases, hydrogenases, and enzymes, to convert organic resources into energy. This process involves the oxidation of waste organic materials, and the outcome of the fermentation depends on the catalyst and organic substrate used, as well as the process parameters. Fermentation can occur in both aerobic and non-aerobic conditions, but anaerobic fermentation is preferred because it produces hydrogen, as well as acids and alcohols that are useful for industrial applications [3]. There are two types of biofermentation processes based on the light requirements of microorganisms: dark fermentation and photofermentation. In dark fermentation, cellulosic organic feedstock is broken down into hydrogen, alcohols, and acids without light and under aerobic conditions[4]. In contrast, photofermentation uses photosynthetic bacteria to convert organic substances into CO2 and H2 in the presence of sunlight and under anaerobic conditions [5]. Some studies have combined these two types of fermentation to improve the yield of bio hydrogen production.
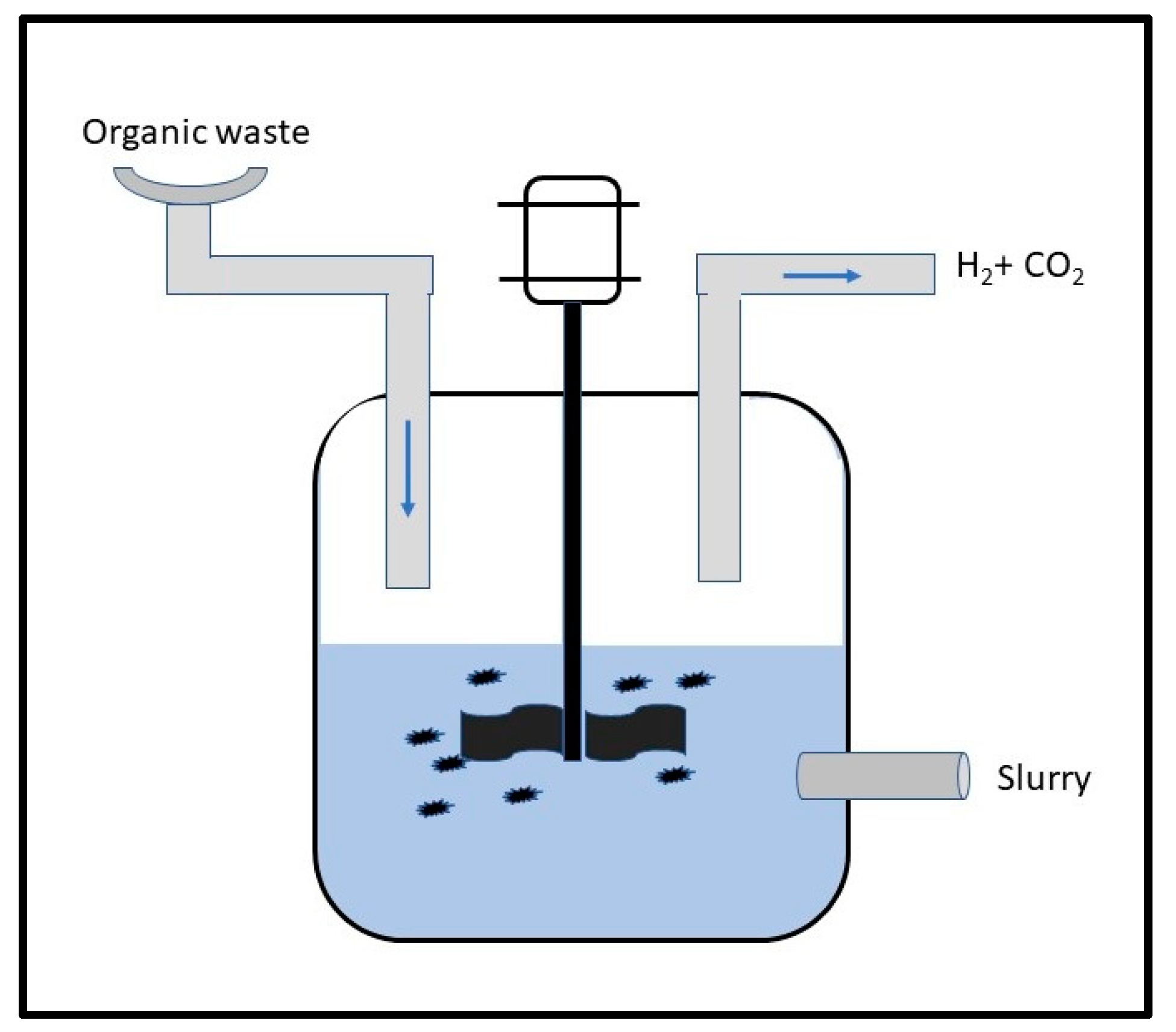
2.1.1. Dark fermentation
Dark fermentation is a technology that helps microorganism to produce bio hydrogen in dark anaerobic environment [6]. This process not considered as an advantageous process because the hydrogen yield is very low and many by-products are also formed. The equation 1 and 2 shows the main reaction which are responsible for the production of bio-hydrogen in dark fermentation.
2H+ + 2e- =H2
C6 H12 O6 + 6 H2O = 6CO2 + 12H2
C6 H12 O6 + 2H2O = 2CH3COOH + 2CO2 + 4H2O (Acetic Acid Route)
C6 H12 O6 = CH3COOH + CH3CH2COOH + CO2 + H2 (Propionic Acid Route)
C6 H12 O6+6 H2O = CH3CH2CH2COOH + CO2 + 2H2 (Butyric Acid Route)
Equation (1) shows that Hydrogen is generated through the reduction of protons by electrons, which are produced by the degradation of a carbon source. The [Ni-Fe]-hydrogenase and [Fe-Fe]-hydrogenase enzymes play a crucial role in this process [7]. Although theoretically (According to Equation (2)), 12mol/mol glucose yield of H2 is expected, in practice, it is limited to 4mol/mol glucose [8]. However, the yield of hydrogen can be improved in thermophilic fermentation. The low production of hydrogen in dark fermentation can be attributed to the generation of multiple by-products, including acetic acid, propionic acid, and butyric acid, in addition to hydrogen. [9]. Agricultural waste, sewage water, food waste, and wastewater, which have different chemical compositions, are used as substrates for hydrogen production in dark fermentation [10]. Carbohydrate or sugar-rich substrates have been found to produce more hydrogen than protein or lipid-rich substrates, and there is a direct relationship between the production of hydrogen and the carbohydrate-rich substrate [11].
Figure 2.
Dark Fermentation of Organic Waste.
The pH level is a crucial factor in achieving a higher yield of hydrogen during dark fermentation because it affects the metabolic pathway and microbial activity of microorganisms, as well as the degradation of the substrate and production efficiency. Several studies have demonstrated the importance of maintaining an appropriate pH level at the beginning and throughout the process of dark fermentation. Xing et al.[12] investigated a range of pH levels from 4.0 to 12.0 for fermenting dairy manure and observed that a pH of 5.0 resulted in the highest hydrogen production (31.5 mL/g VS). However, the study also reported that no hydrogen production occurred at pH levels below 4.0 or above 12.0[12].
In addition to it, stopping the production of hydrogen consuming bacteria called hydrogenotrophic methanogens is one of the major step in the production of biohydrogen because it is the reason for lower yield of bio-hydrogen. For increasing hydrogen producing bacteria and decreasing hydrogen consuming bacteria pre-treatment of inoculum is required. Aeration around the reactor can stop the production of methanogens because they are anaerobic microorganism and thus improve the yield of bio-hydrogen[13]. Furthermore, the impact of pH on methanogen production is a crucial factor. Study indicated that a pH range of 7-8, along with an optimal hydraulic retention time (HRT) of 15-20 days, enables the methanogens to utilize hydrogen and generate methane[14] . Kumar et al. found that from a mixed microalgae biomass, the yield of hydrogen was 29.5 mL/g VS at a pH of 5.5 and by using methanogenic inhibitor [15].
Bio-hydrogen production through dark fermentation using various organic waste can employ different microorganisms categorized into three groups based on their temperature requirements: thermophiles (45-65°C), mesophiles (25-45°C), and psychrophiles (0-25°C). Clostridium and Enterobacter are the most frequently utilized mesophilic bacteria for bio-hydrogen production, whereas Thermoanaerobium is the most commonly reported thermophilic microorganism [12]. These microorganisms can be further categorized based on their metabolism in the presence of oxygen. Facultative bacteria such as E. cloacae, Enerobacter aerogens, and Enterobacter asburiae are able to perform both aerobic and anaerobic fermentation [16,17]. Obligate bacteria, such as C. paraputrificum, Ruminococcus albus, and Clostridium beijerincki, can only survive in the absence of oxygen. Gram-positive bacteria such as Enterobacter and Clostridium are often used for large-scale hydrogen production because they can multiply quickly and form endospores. According to research findings, a range of microorganisms have demonstrated favorable outcomes in generating bio-hydrogen through the process of dark fermentation. These microorganisms encompass lactic bacteria like Klebsiella pneumoniae, Cellulomonas, as well as thermophilic archaea such as Thermotoga neapolitana and Caldicellulosiruptor saccharo-lyticus. The performance of these organisms has shown promising results in terms of bio-hydrogen production yield. [18].
It was also found that fermenting different substrates together resulted in an increase in the yield of bio -hydrogen [19]. Furthermore, pre-treatment techniques such as acid treatment, base treatment, heat treatment, and pH neutralization have been observed to have a significant effect on the bio-hydrogen yield [20,21]. Table 1 shows the optimum condition for hydrogen production from various agricultural waste by dark fermentation process.
2.1.2. Photofermentation
The photofermentation method leads to the generation of hydrogen by breaking down organic acids in the presence of light-dependent, sulfur and non-sulfur purple bacteria. In this process the bacteria can be classified into two categories: purple sulphur bacteria and purple non-sulphur bacteria (PNSB). The purple sulphur bacteria perform photosynthesis, which is a method they use to convert carbon dioxide into energy for their own sustenance, using sunlight. On the other hand, purple non-sulphur bacteria have the ability to produce hydrogen by breaking down various carbon-based substances such as biowastes, organic matter, carbohydrates, and organic acids. This means that PNSB can utilize these carbon substrates as a source of energy, and as a result, they generate hydrogen as a byproduct. [25]. Generally, PNSB is also known as photobacteria. The chemical reactions for production of hydrogen by photofermentation of glucose and acetic acid are given in equations 6 and 7, respectively. The photofermentive bacteria release hydrogen and carbon di-oxide upon oxidation of organic acids, such as lactic acid, propionic acid, acetic acid, butyric acid and malic acid. Therefore, photofermentation is performed after dark fermentation process to increase the hydrogen yield [26]. The adenosine triphosphate (ATP) generation during photophosphorylation process further contributes the energy required for growth of microorganisms [27]. The artificial source of light and solar illuminations can also be employed for smooth operation of batch or continuous type photofermentation process (Figure 3).
C6H12O6 + 6H2O = 6CO2 + 12H2
2CH3COOH + 4H2O = 8H2 + 4CO2
The photofermentation process has the potential to produce high amounts of H2 from various sources such as wastewaters (e.g., olive mill, dairy, and brewery wastewater) and organic acid-rich wastes (e.g., dark fermentation effluent, hydrolyzed agricultural waste) [10,28]. Some examples of these highly efficient purple non-sulfur bacteria include Rhodobacter capsulatus, Rhodobacter sphaeroides, Rhodovulum palustris, and Rhodopseudomonas sulfidophilum. These microorganisms have proven to be particularly effective in generating hydrogen as a result of photofermentation, which involves utilizing light energy to drive the production of hydrogen gas. [29]. In addition to the previously mentioned purple non-sulfur bacteria, there are other types of bacteria that are utilized for hydrogen (H2) production through different mechanisms. These bacteria include Chlorobium vibrioforme, Allochromatium vinosum, Desulfuromonas acetoxidans, Thiocapsa roseopersicina, and Chloroflexus aurantiacus. They employ processes such as nitrogenase activity and ATP production to generate hydrogen. These bacteria have been studied and harnessed for their ability to produce hydrogen gas through these specific biochemical pathways. [16]. These bacteria use two different enzymes, hydrogenase and nitrogenase, to produce H2 from organic acids using solar energy [30]. Nitrogenase is the primary enzyme responsible for H2 production in low-O2 conditions. In large-scale production, N2 is typically converted to NH3 by nitrogenase [16]. However, in the absence of N2, nitrogenase uses ATP and redundancy to generate H2, as shown in Equation (8).
2H+ + 2e- + 4ATP = H2 + 4ADP + Pi
In recent years, there has been growing interest in using photofermentive processes for the production of hydrogen. Mirza et al. (2016) investigated the use of Rhodobacter capsulatus-PK, a PNSB extracted from paddy fields, for biohydrogen production from sugarcane bagasse. The study reported hydrogen yields ranging from 148-513 mL/L, with a maximum yield of 96 mol H2/mol sugar achieved under conditions of pH 7.0, 10% (v/v) inoculum size, 30°C temperature, and 120-150 W/m2 light intensity. The Rhodobacter capsulatus-PK PNSB were also found to be effective in reducing the cost of the photofermentive biohydrogen production process [31]. García-Sánchez et al. (2018) studied the photofermentation of tequila vinasses (VT) using Rhodopseudomonas pseudopalustris and observed double the biohydrogen yield as compared to that produced in synthetic medium. The study found that using nitrogen instead of hydrogen in the headspace resulted in three times higher growth of R. pseudopalustris and a higher bio-hydrogen yield (860 mL H2/L) [32]. Laurinavichene et al. (2016) performed sequential dark photofermentation using PNS bacteria and an anaerobic saccharolytic consortium and obtained a maximum bio-hydrogen yield of 17.6 L/L of distillery waste[33]. Machado et al. (2017) utilized PNS bacteria Rhodobacter capsulatus and Rhodopseudomonas palustris in a co-culture and studied the effect of glucose and milk whey permeates on hydrogen yield. They reported a maximum hydrogen yield of 287.39 ± 5.75 mmol of H2/L day [34]. Keskin and Hallenbeck (2012) investigated the photofermentation process of beet, black strap, and beet molasses and obtained hydrogen yields of 14 mol H2/mol sucrose, 8 mol H2/mol sucrose, and 10.5 mol H2/mol sucrose, respectively [35]. Table 2 provides a comparative analysis of different factors involved in biohydrogen production from photofermentive processes. It indicates that a temperature range between 28-32°C provides the optimum operating conditions for photofermentation, and a neutral pH of approximately 7.0 results in the maximum bio-hydrogen yield. The photofermentation process is observed to have a longer hydraulic retention time (HRT) due to the slow metabolic activity of PNSB compared to the dark fermentation process. Light intensity also significantly affects the growth of microorganisms and bio-hydrogen yield.
2.2. Biophotolysis
This route is identical to the photosynthesis process in plants and algae in which sunlight is directly converted into hydrogen. Biophotolysis, also known as water-splitting photosynthesis, is the process by which H2 may be created using just sunlight and water by oxygenic photosynthetic microorganisms such as cyanobacteria and green microalgae. In this method, for the green microalgae application, FeFe-hydrogenase is required, and heterocystous cyanobacteria nitrogenase are employed [16]. Biophotolysis process can be classified into two categories i.e. direct biophotolyisis and indirect biophotolysis.
2.2.1. Direct biophotolyisis
In this process, green algae and cyanobacteria utilize solar energy within the 400-700 nm range for their growth. After absorbing sunlight, these microorganisms can produce hydrogen by employing nitrogenase or hydrogenase enzymes [44]. During this method, water is split using light energy at a wavelength of 680 nm, resulting in the creation of protons, electrons, and oxygen, as shown in Equation (9). The electrons generated in Equation (9) are then transferred through PS II and PS I until enough electrons are available for the reduction of ferredoxin (Fd). Equation (10) demonstrates that the hydrogenase enzyme reduces NADP+ (Nicotinamide adenine dinucleotide phosphate) to NADPH (Nicotinamide adenine dinucleotide phosphate) by utilizing the reduced Fd. This reduction process is crucial for the production of H2. [16].
2H2O + light(hν)= O2 + 4H++ 4e
2H+ + 2Fd (reduction) ↔ 2Fd (oxidation) + H2
2.2.2. Indirect Biophotolysis
Indirect biophotolysis is a two-step photosynthetic process that converts light energy into chemical energy in the form of carbohydrate. In the first step, oxygen and carbohydrate is produced by using light energy. In case of green algae, starch and glycogen are produced [45]. Limiting N2 during Equation (10) leads to a rise in carbohydrate production and a decline in O2 quantity, which is beneficial for high hydrogen production. The next phase entails converting carbohydrate to CO2 and H2 using light energy in an anaerobic environment with less O2, as presented in Equations (12) and (13). [30]
6CO2+ 12H2O + light(hν)= C6H12O6 + 6CO2
C6H12O6+2H2O= 4H2+2CH3COOH+2CO2
CH3COOH + H2O light(hν) = 8H2 + 4CO2
Table 3 summarizes various studies that have been conducted to produce biohydrogen from green algae and cyanobacteria. Kossalbayev et al. conducted a study on four strains of cyanobacteria for biohydrogen production: (a) Desertifilum sp. IPPAS B-1220, (b) Synechocystis sp. PCC 6803, (c) Phormidium corium B-26, and (d) Synechococcus sp. The study measured the hydrogen production in moles of hydrogen per gram of chlorophyl (Chl) per hour. The highest H2 accumulation of 0.037 mol H2/mg Chl/h after 120 dark hours was observed in Synechocystis sp. PCC 6803, while Desertifilum sp. IPPAS B-1220 produced 0.229 mol H2/mg Chl/h after 166 hours of light incubation [46]. Hoshino et al. investigated the production of H2 and O2 in Chlamydomonas reinhardtii mutant strains utilizing PS I light. They observed the yield of hydrogen for 18 hours of uninterrupted PS I light to be 220 dm3/kg for cbn 1-48 (a mutant with a deficiency of chlorophyll-b) and 176 dm3/kg for VHLR -S4 (a mutant with high light tolerance). The highest H2 yield of 366 dm3/kg was found in cbn 1-48 when exposed to PS I-light for 1.5 hours of light and dark cycle [47].
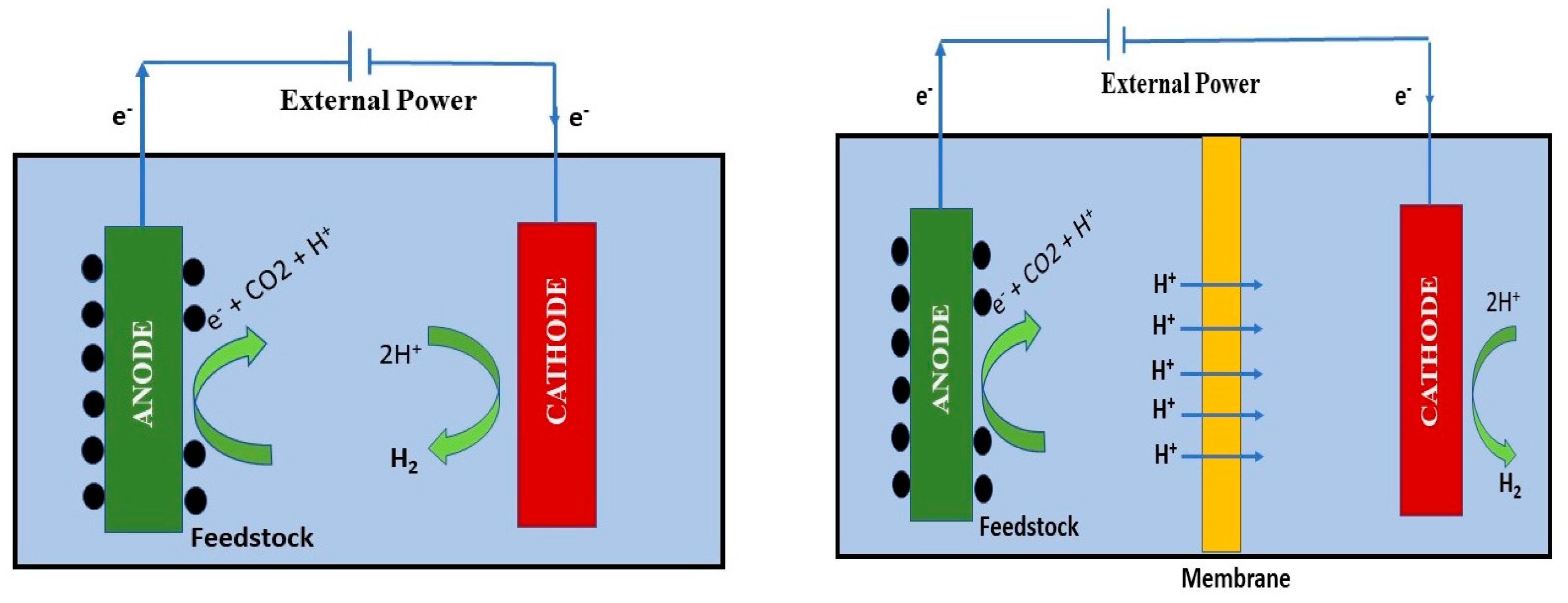
2.3. Bio hydrogen production using microbial electrolysis cells (MECs)
Microbial electrolysis cells (MECs) are a new technology that has gained popularity for producing hydrogen from various substrates. MECs are composed of two electrodes, the cathode and anode, which can be placed in a single chamber or two separate chambers [54]. Two-chamber MECs are typically separated by a proton exchange membrane, while the anode chamber is filled with organic wastewater and the cathode chamber can be filled with different solutions[55,56]. Both types of MECs produce electrons through the oxidation of organic matter in the anode, which are then transported to the cathode to generate hydrogen when they combine with protons. However, MECs are sensitive to oxygen as they operate as an anaerobic system. Early MECs with two separate chambers produced high-purity hydrogen, but MECs require a small external potential of more than 0.110 V, in addition to the potential generated by microorganisms (-0.300 V), for hydrogen production [57]. While battery-powered external power sources are commonly used, renewable power from solar, wind, MFCs, and waste heat can also be utilized. The chemical reactions involved in hydrogen production through MECs are depicted in Equations (14)–(16).
Reactions at Anode: CH3COOH + H2O = 2CO2+ 8e- + 8H+
Reactions at Cathode: 8e- + 8H+= 4H2
Overall Reactions: CH3COOH + H2O = 2CO2+ 4H2
The technology of microbial electrolysis cells (MEC) has gained popularity for producing H2 from various organic wastes including butyrate, glucose, acetate, and glycol, as well as from different waste streams such as domestic wastewater, industrial wastewater, and waste activated sludge [58,59,60,61]. Studies have shown that the H2 yield can be improved by coupling MEC with anaerobic digestion and/or dark fermentation [62,63,64,65]. The performance of MEC is influenced by factors such as raw materials, temperature, pH, and operating voltage. MEC has been successfully operated with wastewater within a temperature range of 0 to 45°C, with better performance observed at temperatures between 10°C to 20°C. Increasing the external applied voltage has been found to increase the H2 yield in MEC [58,66]. Electrogenic microorganisms such as Shewanella spp. and Geobacter spp. are used in MEC. Among these, Shewanella oneidensis and Geobacter sulfurreducens are the most commonly studied species [67,68]. Table 4 summaries the various studies conducted to generate bio hydrogen using bio-electrochemical methods.
Figure 4.
Single and double chamber microbial electrolysis cells.
2.4. Thermochemical Conversion of Biomass
2.4.1. Gasification
Biomass gasification is a viable method for converting carbon-based materials into useful gaseous products because it can accept a wide range of feedstocks. This endothermic process requires high temperatures (between 700 and 1200 °C) and a controlled oxidizing agent [70]. In the gasification process, biomass is initially dried to decrease its moisture content before undergoing pyrolysis for thermal degradation. This leads to the formation of volatile products and char. Subsequently, these components undergo partial oxidation and reforming with the aid of a gasifying agent to produce syngas. Air, steam, oxygen, and carbon dioxide are commonly used as oxidizing agents in this process. The resulting syngas from biomass gasification consists of carbon monoxide (CO), carbon dioxide (CO2), hydrogen (H2), nitrogen (N2), methane (CH4), higher hydrocarbons, and minor contaminants. [71]. To enhance the hydrogen (H2) content in syngas, it can undergo additional purification via steam reforming and water gas shift (WGS) reactions. Catalytic steam reforming is a two-stage process that not only improves the H2/CO ratio but also eliminates tar from the produced syngas. The chemical reactions involved in the gasification process are represented by Equations (17)–(21).
C + CO2 = 2CO (- 164.9 MJ kg-mole−1)
C + H2O = CO + H2 (- 122.6 MJkg-mole−1)
CO + H2O = CO + H2 (+ 42 MJkg-mole−1)
C + 2H2 = CH4 (+ 75 MJkg-mole−1)
CO2 + H2 = CO + H2O (- 42.3 MJ kg-mole−1)
2.4.1.1. Air Gasification
Air is frequently employed as a gasifying agent for a diverse array of biomass sources due to its simplicity. However, its utilization can lead to reduced hydrogen (H2) yields and varied gas compositions. This is primarily due to the heterogeneous nature of biomass compositions. Furthermore, the elevated nitrogen content in the medium can contribute to the production of syngas with a decreased heating value. [72,73,74,75]. Pio et al. conducted research to investigate how the operating conditions influenced the producer gas generated from the direct gasification of residual forest biomass in a pilot-scale bubbling fluidized bed (BFB) gasifier. The research revealed that reducing the equivalence ratio (ER) promoted the production of carbon monoxide (CO) and hydrogen (H2) as a result of a higher oxygen-to-carbon (O/C) ratio. However, it also led to a decrease in H2 yield due to lower reaction temperatures. Additionally, the study reported that higher temperatures were conducive to the generation of hydrogen (H2). [76]. In a study conducted by Inayat et al., the issue of tar formation during gasification was addressed by employing coal bottom ash as a catalyst in the direct gasification of palm kernel shell in a fixed bed gasifier. The research revealed that temperature had the most significant impact on hydrogen (H2) production, followed by catalyst loading and air flow rate. Under the conditions of 850 °C temperature and a catalytic loading of 14.5 wt%, the study achieved a peak hydrogen (H2) content of 31.38 vol%. Additionally, lower yields of carbon dioxide (CO2) were observed [77].
2.4.1.2. Oxy blown gasification
The elevated nitrogen content in producer gas resulting from air gasification can be enhanced through the implementation of an oxy-gasification process. In this alternative approach, pure oxygen is utilized instead of air to gasify biomass. This leads to higher temperatures and an increased production of hydrogen and carbon monoxide, while decreasing the yields of carbon dioxide and methane [78]. The utilization of pure oxygen in the gasification process eliminates the necessity for a nitrogen separator; however, it necessitates energy for the separation of oxygen from air. Oxy-gasification involves multiple reactions, including devolatilization, tar cracking, Boudouard, water gas, water gas shift, and methanation reactions. Elevated temperatures promote devolatilization and tar cracking reactions, resulting in increased hydrogen and carbon monoxide production and reduced carbon dioxide generation. Boudouard reactions enhance the efficiency of carbon conversion, and the utilization of a shift reactor with a catalyst enables the production of hydrogen-rich gas through the reaction of syngas with steam. Simulation studies have demonstrated that gasification with oxygen, followed by the CO shift reaction, can generate a gas stream containing up to 54.4% hydrogen content, with a hydrogen yield of 102 g/kg of biomass. [79]. Bhattacharya et al. conducted experiments to investigate the use of oxy-blown gasification with rice straw as the biomass for hydrogen (H2) production. The study revealed that higher equivalence ratios (ERs) resulted in an improvement in H2 yield and a reduction in CO2 content. When utilizing 95% pure oxygen with an ER of 2.5, the producer gas contained approximately 102 g of H2 per kg of wood. [79]. Weiland et al. generated syngas by utilizing oxygen (O2) as the gasifying agent and pulp mill bark sourced from the pulp and paper industry. They achieved a maximum hydrogen (H2) yield of 15 mol/kg and carbon monoxide (CO) yield of 29 mol/kg from softwood. However, it is important to note that employing pure oxygen from air is energy-intensive due to the high energy consumption of the air separation unit (ASU). Moreover, the process requires elevated temperatures to produce substantial quantities of H2 and CO. [80].
2.4.1.3. Steam blown gasification
Using steam as a gasifying agent is more effective than air gasification for producing a medium calorific value gas without nitrogen, and it significantly enhances hydrogen yield. The products of biomass steam gasification include a gaseous fraction, which typically contains 30-50% hydrogen, 25-40% carbon monoxide, 8-20% carbon dioxide, and 6-15% methane [81]. There is also a heavier fraction known as tar, which is a complex mixture of aromatic hydrocarbons. The yields and properties of these products depend on various factors, including the configuration of the reactor, which affects contact, mass, and heat transfer rates. Other factors include the initial characteristics of the biomass, operating conditions such as temperature and steam-to-biomass ratio, and the use of catalysts. Siedlecki and De Jong conducted research on the steam-oxygen gasification of biomass in a circulating fluidized bed (CFB) gasifier. They discovered that using magnesite as bed material led to an increase in hydrogen concentration in the product gas. Additionally, the use of magnesite resulted in a decrease in tar content in the syn gas, reducing it to approximately 2 gm-3 [82]. Furthermore, adjusting the steam to biomass ratio within the range of 0.7 to 1.3 has been found to be effective in reducing tar and increasing hydrogen yield in the gasification process. As a result, numerous studies have been conducted with the goal of minimizing tar formation during gasification [83,84,85,86].
2.4.1.4. Supercritical water gasification
Supercritical water gasification is a hydrothermal process that involves using liquid water as a medium to gasify biomass. This process occurs at high temperatures and pressures, above the critical point of water, resulting in a supercritical state. The biomass is decomposed through various reactions, including pyrolysis, hydrolysis, condensation, and dehydrogenation, which produce gases such as hydrogen, carbon monoxide, carbon dioxide, and methane [87]. The process involves steam reforming, water-gas conversion, and methanation reactions. Unlike other gasification methods, supercritical water gasification does not require the biomass to be dried before processing, as water acts as both a reaction medium and a reactant [88]. This reduces energy consumption during the process. However, there are significant obstacles to implementing the supercritical water gasification process on a large scale. The pumping of feedstock is a technological challenge, as biomass must be converted into a pumpable slurry or solution. This limits the dry biomass content in the slurry to 20% by weight, depending on the type of biomass [88]. Additionally, long-term runs may result in plugging by char, tar, or alkaline catalysts, and the severe operating conditions can cause material corrosion problems. The process also requires a high amount of energy due to the need to maintain water at supercritical conditions. The limitations mentioned have impeded the ability to expand the process, as a result, experiments on supercritical gasification of biomass have been conducted mainly using batch reactors and in some cases in continuous screw or fluidized bed reactors [89]. Table 5 provides the details of hydrogen yield by the gasification of various biomass.
3. Cleaning and processing the gas
The need for separation and purification of hydrogen depends on its intended use. In the case of using hydrogen as a fuel in fuel cells for automobiles, the International Organization for Standardization (ISO) issued the ISO 14687-2019 standard in 2012, which defines the requirements for hydrogen purity. In 2015, the Society of Automotive Engineers (SAE) issued the SAE J2719-202003 standard, which defines the same requirements as the ISO standard [96]. The purity requirements for hydrogen specified by these standards are listed in Table 6.
As shown in Table 6, hydrogen that can be used as a fuel for automotive propulsion must meet strict purity requirements. The hydrogen produced from various sources is found in a mixture with other gases and impurities. Therefore, the separation of hydrogen from other gases and its subsequent purification constitute a significant part of hydrogen production technology. Various technologies have been developed for the separation and purification of hydrogen.
3.1. Producer gas reforming
The gas produced from gasification of organic feedstocks is called producer gas or syn gas and it comprises various gases like CO, CH4, H2, CO2, NH3, H2S and N2 [97]. Addition to producer gas, the gasification byproduct includes a minor quantity of unreacted char and ash, along with a portion of long-chain condensable organic compounds referred to as tar [98] . This tar portion has sticky and recalcitrant nature and it can choke the supply line of the gas [99]. The gases like CO and H2S are toxic in nature and can harm the environment. Consequently, it becomes crucial to conduct further purification of the gas in order to remove the tar compounds and other impurities like NH3, H2S, and HCl. Moreover, additional processing of the producer gas is necessary to convert the remaining gases into hydrogen and CO2, and to enhance the yield of hydrogen through purification methods. This process also generates a pure stream of CO2 that can be reused. Figure 5 illustrates the process flow of syn gas production from biomass and reforming of producer gas for better applicability.
3.1.1. Steam- Methane Reforming
The process known as Steam Methane Reforming (SMR) is used to produce hydrogen from methane. The equation representing the reaction involved in this process is shown in equation 22. This reaction involves one mole of H2O and one mole of CH4, resulting in the production of three moles of hydrogen and one mole of CO. In practical applications, an excess of steam is employed during the reforming reaction, typically with a steam-to-carbon-molar ratio ranging from 2.5 to 3. This excess steam promotes complete reaction and helps minimize catalyst deactivation caused by the formation of coke. A thermodynamic analysis of the reforming reaction indicates that high temperatures in the range of 700-900 °C are favorable for converting CH4 and ensuring efficient chemical kinetics [100].The catalysts commonly used in steam reforming include non-precious metals, particularly Ni-based catalysts, as well as noble metal-based catalysts like ruthenium, rhodium, palladium, and platinum.
CH4 + H2O + heat (206 kJ/mol) ⇔ CO+ 3H2
Ngo et al. conducted a separate investigation where they utilized a zeolite catalyst to boost the production of hydrogen and decrease the amount of tar produced by steam reforming of producer gas derived from rice straw gasification. The reforming process was done at 400 °C. Following the process of steam reforming, the concentration of hydrogen in the resulting syngas rose from 7.31% by volume to 14.57% by volume, while the carbon monoxide content increased from 8.03% by volume to 17.34% by volume [101]. Furthermore, the researchers found that the process had a 70-90% efficiency in removing tar. These studies have shown that by combining biomass gasification with downstream steam reforming, it is possible to greatly enhance the hydrogen content in the producer gas by transforming methane and other hydrocarbon compounds. This approach is particularly successful in producing a more favorable hydrogen-to-carbon monoxide ratio, which is beneficial for the subsequent water-gas shift reaction. As a result, both the cold gas efficiency and calorific value of the resulting syngas are enhanced [102,103].
3.1.2. Water-gas shift reaction
Although the hydrogen content in the producer gas is increased by the steam reforming reaction, carbon monoxide still remains in the gas. The water-gas shift (WGS) reaction can be used to further transform CO into H2 and CO2. The water-gas shift (WGS) reaction finds extensive use in hydrogen production from natural gas and in adjusting the ratio of hydrogen to carbon monoxide in syngas conditioning. It is commonly employed in the downstream conditioning of syngas for hydrogen production processes, including the reforming of fossil fuels and biomass gasification [104]. This reaction is characterized as a reversible redox reaction and can be expressed by the following equation.
CO+H2O ⇔ H2 +CO2 + heat (40.9 kJ/mol)
The water-gas shift (WGS) reaction is commonly conducted using a two-reactor system, with the first reactor operating at high temperatures and the second reactor operating at low temperatures. The purpose of the lower temperature reactor is to promote the production of hydrogen and carbon dioxide by utilizing the heat released during the reaction. However, the reaction rate tends to be slow at lower temperatures [105]. To address this, the high-temperature water-gas shift reaction (HT-WGS) is employed in the first reactor to facilitate faster reaction rates [106]. Subsequently, the low-temperature water-gas shift reaction (LT-WGS) takes place in the second reactor, promoting the conversion of reactants such as carbon monoxide (CO). HT-WGS is conducted at temperatures ranging from 310 to 450°C and pressures of 25 to 35 bar. Catalysts employed in this process include Fe and Cu, which are further enhanced by promoters such as Ni, Cr, Zn, Al, Mn, Co, and Ce [107]. On the other hand, the low-temperature water-gas shift reaction (LT-WGS) is carried out at temperatures between 200 and 250°C. Catalysts commonly used for LT-WGS include Cu-Zn, Cu-Mn, and Cu-Fe, with additional promotion by Pd, Pt, and Al [108]
Numerous studies have explored the water-gas shift (WGS) reaction on producer gas derived from biomass gasification to boost the hydrogen content by converting CO in the gas [107,108,109]. In a study conducted by Patra et al. [110], the influence of water-gas shift (WGS) reaction temperature on the conversion of carbon monoxide (CO) was experimentally examined. The study utilized a typical producer gas obtained from biomass gasification, with air as the gasification agent. The composition of the producer gas consisted of 15.95% hydrogen (H2), 15.74% carbon monoxide (CO), 12.41% carbon dioxide (CO2), 5% methane (CH4), and 50.90% nitrogen (N2). The findings demonstrated that with an increase in water-gas shift (WGS) reaction temperature from 300 to 375 °C, the conversion of carbon monoxide (CO) escalated from 53.88% to a maximum of 78.99% at 375 °C. Furthermore, there was an increase in the levels of hydrogen (H2) and carbon dioxide (CO2), with the H2 content rising from 24.21 vol.% to 27.29 vol.% and the CO2 content increasing from 21.59 vol.% to 24.65 vol.%. In contrast, the concentration of carbon monoxide (CO) decreased from 7.35 vol.% to 3.35 vol.% as the water-gas shift (WGS) reaction temperatures varied (300 °C, 325 °C, 350 °C, and 375 °C), while maintaining a constant steam-to-CO ratio of 8.
3.2. Separation and purification of Hydrogen
The different biomass to hydrogen conversion processes produce a gas mixture that cannot be directly used as renewable energy due to the presence of CO2, and other trace gases along with hydrogen. Therefore, there is a need to purify the hydrogen to make it compatible for use as renewable energy. The purification process involves purifying, compressing, and storing the impure hydrogen gas at a high density to match the energy values of other gases like gasoline and natural gas. Regarding the purification of producer gas, numerous methods exist for eliminating impurities from syngas at various temperatures, aiming to meet the specifications outlined in Table 5. Figure 6 shows different approaches to purify the syn gas.
3.2.1. Removal of tars
Various technologies are available to successfully eradicate tar. Generally, methods for removing tar can be divided into two categories: physical techniques, including cyclones, scrubbers, fabric filters, or porous sorbet, and thermo-chemical conversion methods. The second process enable the conversion of tar into a usable gas product, thereby enhancing the overall efficiency of the gasification process.[111] Consequently, these techniques have garnered significant interest. Within the thermo-chemical conversion techniques, the process of thermally cracking tar at high temperatures helps break down large chain hydrocarbon into smaller, non-condensable gases. However, this particular method is not much popular due to its reliance on thermal energy and the production of soot [112].
3.2.1.1. Removal of tar using catalysts
There have been numerous research studies dedicated to investigating catalysts specifically for the purpose of tar removal. These studies have yielded valuable insights that help determine the most suitable catalyst to utilize. When making the selection, it is crucial to consider several key characteristics [113]. Firstly, the porosity of the material must be taken into account. Furthermore, the catalyst must exhibit efficient performance even when exposed to high concentrations of H2, CO, CO2, and H2O, within a temperature range of 650 to 950 °C. Another important characteristic to consider is the catalyst's capability to reform methane. Moreover, it must be capable of delivering the suitable Hydrogen to carbon mono oxide ratio required for the procedure. The catalyst's ability to withstand deactivation, which can occur due to carbon fouling, sintering, and poisoning, particularly from sulfur, is also an essential aspect to take into account. Lastly, the catalyst's ease of regeneration is an important consideration in the selection process. The most popularly used catalyst for tar elimination is natural or activated dolomite. The natural calcinated dolomite known for its affordability and the ability to achieve a tar conversion rate of 95% or more [114,115,116]. In a study conducted by Pinto et al.[117], the effectiveness of various catalyst such as dolomite, olivine, and lime catalysts was investigated. Among all these natural catalysts dolomite was observed as a most effective catalyst for tar reduction in the syn gas. Additionally, the presence of dolomite resulted in the highest gas yield and a greater heating value (HHV) of the syngas. As a result, it can be concluded that dolomite is a highly promising catalyst. In an experiment conducted by Roche et al. [118], dried sludge was subjected to a BFB gasifier operating at 800 °C and an S/B (Steam/Biomass) ratio of 1. The scientists showed that the catalytic properties of dolomite were enhanced when steam was employed as the oxidizing substance. In particular, by substituting dolomite and pure air with a mixture of dolomite and air-steam, the ratio of H2 to CO increased by more than double i.e. from 1.1 to 2.6. Multiple research studies have consistently confirmed that calcined dolomite (CaO-MgO) is the most efficient method for eliminating tar. These studies highlighted that the improved mass transfer was attributed to both the enhanced pore volume and pore diameter of the calcined dolomite [119,120,121,122].
3.2.1.2. Removal of tars by physical methods
There are two main types of physical cleaning methods: dry cleaning and wet cleaning. Dry cleaning is typically performed at temperatures ranging from 200 to 500 °C and sometimes at even higher temperatures of 600 to 800 °C [123,124]. On the other hand, wet cleaning is done after cooling down to approximately 20 to 60 °C [125]. Table 6 displays the main techniques employed for both dry and wet cleaning, along with the temperatures at which they are operated and the effectiveness in removing tar.
The application of ceramic filters placed inside a gasifier, combined with in-bed gas cleaning using a catalyst, demonstrates a highly effective method for tar removal. This approach operates within a temperature range that closely aligns with the gasification process, further enhancing its tar removal efficiency. Rapagna et al. [126]showcased that the inclusion of dolomite as a sorbent in a bubbling fluidized bed (BFB) reactor, operating at around 800 °C, along with olivine, resulted in a significant reduction of tar in the produced syngas. The reduction in tar levels varied between 50% and 80% when compared to parallel experiments conducted without the presence of dolomite. Additionally, the inclusion of a catalytic filter candle within the gasifier further contributed to this tar reduction, the produced syngas exhibited negligible tar content and was entirely devoid of dust particles.
Savuto et al. [127]conducted study by focusing on a catalytic filter that is readily available in the market. The study examined three different test conditions: an unfilled candle, a catalyst filled candle with a capacity of up to 50%, and a candle entirely filled with catalyst pellets. The test results clarified that the scenario in which the candle was filled to 50% capacity closely aligned with the anticipated thermodynamic values. This finding suggests that the catalyst plays a significant role in facilitating the steam reforming of hydrocarbons, demonstrating its effectiveness. The overall concentration of tar, including benzene, was notably reduced from 5.8 g/Nm3 to an average of 0.4 g/Nm3. The purified tar mainly consisted of single-ring compounds, with toluene being the dominant component, along with the two-ring compound naphthalene, averaging at 37 mg/Nm3 or 7 parts per million (ppm). In addition, there were minimal traces of higher-ring tars detected. It is anticipated that the combination of dolomite and olivine will further decrease tar concentrations. When almond shells were used as the feedstock for gasification, relatively low levels of tar were observed. On the other hand, when municipal solid waste was gasified, tar concentrations tended to be 1 to 2 times higher compared to using wood as the exclusive feedstock. Table 7 provides the major technologies available for tar removal in dry and wet conditions.
3.2.2. Removal of Sulphur
The process of eliminating sulfur at elevated temperatures concentrates on either sulfur dioxide (SO2) or hydrogen sulfide (H2S). In the past, the conventional approach to sulfur removal at high temperatures involved "scrubbing" the emitted SO2 resulting from combustion. But nowadays more studies are focused on the removal of H2S instead of SO2. The majority of sulphur removal technologies employ physical or chemical adsorption. The desirable qualities for an optimal desulfurization adsorbent include significant adsorption capacity, leading to a reduced requirement of adsorbent quantity and smaller process equipment. It should also exhibit rapid adsorption kinetics, where the desulfurization process primarily depends on the first-order reaction rate of H2S. Additionally, a high equilibrium constant, affordability, efficient and cost-effective regeneration capability, and ideally, reusability are considered important attributes[137]. Husmann et al. [138] utilized various in-bed sorbents within a BFB steam-gasifier and found that dolomite reduced H2S concentration by 60%, limestone by 70%, and lime by 55%. A comparison of the most commonly used metal oxides for desulfurization can be found in Table 6. Currently, zinc-based sorbents are considered the most suitable option for H2S removal [139], as they can effectively eliminate nearly all H2S at temperatures of 400 °C. Higher temperatures lead to the devolatilization of zinc, resulting in a decrease in adsorption capacity. Apart from zinc-based sorbents, only cerium-based or copper-based sorbents have the ability to reduce H2S levels below 1 ppm [139,140]Generally, the H2S removal capability of different oxides can be ranked as follows Ni < Fe < M < Co < Zn < Cu and Ce [112]. Table 7 outlines the key characteristics of the most commonly used metal oxides for H2S removal. Slimane and Abbasian developed CuO sorbents with varying copper and manganese content, achieving remarkable desulfurization efficiency (H2S concentration below 1 ppmv.) within temperature ranges of 500 to 600 °C for sorbent IGTSS-179 and 450 to 600 °C for sorbent IGTSS-326A [141] . The results revealed the study conducted by Zheng et al. [142] that CeOn (where n < 2) exhibited superior desulfurization capacity in comparison to CeO2. It successfully reduced the concentration of H2S to 10 ppmv at 850 °C and 1 ppmv at 700 °C. Moreover, during the regeneration process of the sulfide product, Ce2O2S, using SO2, elemental sulfur was produced directly. This direct production of elemental sulfur eliminates the concern of sulfur control in the diluted SO2 regeneration product gas, which is associated with zinc-based sorbents. Table 8 provides the different sorbents and their operating conditions for hydrogen sulfide removal from the syn gas.
3.2.3. Removal of Chlorine
Chlorine is frequently present in biomass, and although chloride salts can be formed in specific circumstances, a significant amount is released as hydrogen chloride (HCl). When it comes to cold gas cleaning, HCl, along with alkali, tars, and particulate matter, is typically eliminated. On the other hand, in hot gas cleaning, a sorbent is commonly used to primarily remove HCl [147] . An effective method for the removal of HCl involves the use of alkali-based sorbents, primarily sodium and potassium compounds . Typically, investigations on CaO or CaCO3 sorbents are conducted for applications at temperatures above 500 °C . Verdone et al. confirmed that Na2CO3 sorbents exhibited the highest HCl removal efficiency within the temperature range of 400 to 500 °C [148]. Ohtsuka et al. conducted experiments to assess the effectiveness of NaAlO2 as an HCl sorbent. Their findings showed that NaAlO2 successfully reduced the HCl concentration in simulated syngas from 200 ppm to below 1 ppm at 400 °C. The researchers emphasized that NaAlO2 exhibited a higher HCl capture efficiency compared to Na2CO3. Furthermore, both NaAlO2 and Na2CO3 demonstrated the capability to capture HCl in the presence of H2S [149]. In a separate study, Krishnan et al. investigated nahcolite (NaHCO3), a naturally occurring carbonate mineral that undergoes a transformation into porous Na2CO3 when exposed to temperatures exceeding 150 °C. The sorbent based on nahcolite effectively decreased HCl concentration from 1750 ppm to below 1 ppm within the temperature range of 400 to 600 °C [150]. Dou et al. [151] demonstrated that nahcolite (NaHCO3) is a highly suitable alkali-based sorbent, effectively reducing the HCl concentration to below 1 ppmv within the temperature range of 526 to 650 °C. Ren et al. conducted experimental investigations to examine the effectiveness of an alkali-based potassium carbonate sorbent for HCl adsorption. They observed reductions of 54%, 51%, and 32% in HCl concentration at temperatures of 500 °C, 300 °C, and 20 °C, respectively. The adsorption of hydrogen chloride by Na2CO3 was found to be thermodynamically favorable at moderate temperatures, while higher temperatures favored kinetics until reaching the decomposition limit of the alkali chloride salt [152]. In a separate study, Baek et al. [153] analyzed the performance of both unprocessed and processed potassium-based CO2 sorbents for HCl removal. They utilized a micro fluidized-bed reactor and a bench-scale bubbling fluidized-bed reactor, operating at temperatures of 300 °C and 540 °C, respectively, and at a pressure of 20 bar. Their findings revealed a decrease in HCl concentration from 150 to 900 ppmv to 5 ppmv, and from 130 to 390 ppmv to 1 ppmv.
4. Energy efficiency and green house gas emission footprints different hydrogen production routes
When evaluating the sustainability of various conversion methods, it is crucial to take into account the effectiveness with which each route transforms input energy into valuable output energy along with its GHG emission potential. In this review, both biological and thermochemical hydrogen routes are compared on the basis of data available in different literature for energy consumption, GHGs emission and hydrogen yield. Table 8 compares the energy efficiency and GHGs emission potential of each conversion pathway. As depicted, thermochemical conversion process though consume maximum non renewable energy but it also have highest energy efficiency. Both photo-fermentation and the two-stage process exhibit comparable efficiencies, although they are less efficient than the dark-fermentation process. In contrast, thermochemical conversion ranks as the least efficient option for biohydrogen production due to its higher demand for electricity or fossil energy during gasification and reforming. However, all the biohydrogen processes analyzed in the study are environmentally friendly, reducing greenhouse gas emissions and saving non-renewable energy. The dark-fermentation process shows the highest potential primarily because it produces a larger quantity of valuable by-products.

Table 8.
Energy efficiency and green house gas emission from different hydrogen production routes (Per kg of H2).
Table 8.
Energy efficiency and green house gas emission from different hydrogen production routes (Per kg of H2).
| Pathway | Conventional energy use (MJ) | Energy efficiency (%) | GHGs emission (kg CO2 eq) | Ref |
|---|---|---|---|---|
| Thermochemical Conversion | 256.8 | 43-70 | 2.14 | [154] |
| Dark Fermentation | 61.7 | 1-10 | -87 | [155] |
| Photo Fermentation | 40.1 | 1-25 | -21.9 | [155] |
| Dark+ Photofermentation | 39.3 | 27.2 | -19.5 | [156] |
| Microbial Electrolysis | 64.8 | 6-26 | -17.5 | [156] |
5. Comparison between different bio hydrogen production methods
The potential of utilizing biomass and organic solid waste for hydrogen conversion is highly recognized. However, as the technologies mentioned above are still in the research and development phase, there are several obstacles that must be addressed, including technological and economic challenges. Table 9 provides an overview of the advantages and challenges currently associated with each bio hydrogen conversion pathway. Generally, the thermochemical approach exhibits a significantly higher rate of hydrogen production compared to the biological method. Dry thermal gasification, pyrolysis, and steam reforming are the most developed and readily available technologies, capable of generating up to 190 g-H2/kg-feedstock. Although catalysts can enhance the conversion rate, their utilization presents challenges such as regeneration and recovery, particularly when by-products like char and tar are involved. Furthermore, the incorporation of a catalyst can escalates production costs, especially if it necessitates the use of expensive materials. In contrast, the biological conversion approaches offer advantages such as operating at lower temperature and pressure conditions and requiring minimal energy input, especially in the case of dark fermentation and enzyme-free photobiological processes. These biological methods are well-suited for materials abundant in liquid and organic content, like molasses and raw food waste. However, they often necessitate pre-treatment procedures to enhance their conversion efficiency.
6. Conclusions
Hydrogen is considered a highly promising source of energy for the future, and much research has been conducted over the past few decades to explore various methods for producing it. One potential method is through the use of biomass, which is a reliable energy resource that is renewable, abundant, and easy to use. Different kinds of waste materials, including wastewater, residues from agriculture and forestry, sewage sludge, food waste, and solid waste from cities, have been employed as resources for producing hydrogen. Among these waste materials, various types of wastewater have been extensively investigated in fermentation and microbial electrolysis cell methods, while wood waste has predominantly been studied in gasification processes. Moreover, agricultural residual materials rich in lignocellulosic content and municipal solid waste have also been frequently utilized in fermentation and gasification studies, respectively. The effectiveness of hydrogen generation varied considerably depending on the type of waste material used, where the carbohydrate content had a more significant impact on production efficiency compared to the lipid and protein content. Additionally, the operational parameters specific to each technology process had a substantial influence on hydrogen efficiency. By optimizing these operational parameters, it becomes possible to maximize hydrogen production while minimizing waste. The current researches indicates that dark fermentation exhibits a high rate of hydrogen production but low production yield, while photo fermentation and microbial electrolysis cell technology have a relatively slower production rate but a higher production yield. Therefore, it is advisable to consider integrating different technologies rather than relying solely on a single approach to achieve efficient hydrogen production.
Author Contributions
Conceptualization, RKS, SM and JH.; methodology, JH.; resources, TPS.; data curation, RKS and MAN.; writing—original draft preparation, RKS and SM writing—review and editing, JH and TPS.; visualization, RKS.; supervision, RKS and TPS, project administration.; funding acquisition, JH. All authors have read and agreed to the published version of the manuscript
Funding
This research was funded by Slovak Research and Development Agency, grant number APVV-19-0179.
Data Availability Statement
Data will be made available on request.
Acknowledgments
The authors would like to acknowledge National Scholarship Program of Slovakia (NSP-SAIA) and ICAR-AICRP on EAAI for all the support provided during the course of this study. The authors also express their gratitude for the Slovak Research and Development Agency, grant number APVV-19-0179 for funding the research.
Conflicts of Interest
The authors declare no conflict of interest
References
- Mandal, S.; Haydary, J.; Bhattacharya, T.K.; Tanna, H.R.; Husar, J.; Haz, A. Valorization of Pine Needles by Thermal Conversion to Solid, Liquid and Gaseous Fuels in a Screw Reactor. Waste Biomass Valorization 2019, 10, 3587–3599. [Google Scholar] [CrossRef]
- Mandal, S.; Sharma, R.K.; Bhattacharya, T.K.; Tanna, H.; Haydary, J. Charring of Pine Needles Using a Portable Drum Reactor. Chemical Papers 2022, 76, 1239–1252. [Google Scholar] [CrossRef]
- Tomasik, P.; Horton, D. Enzymatic Conversions of Starch. In; 2012; pp. 59–436.
- Rizwan, M.; Shah, S.H.; Mujtaba, G.; Mahmood, Q.; Rashid, N.; Shah, F.A. Ecofuel Feedstocks and Their Prospect. In Advanced Biofuels; Elsevier, 2019; pp. 3–16. [Google Scholar]
- Mona, S.; Kumar, S.S.; Kumar, V.; Parveen, K.; Saini, N.; Deepak, B.; Pugazhendhi, A. Green Technology for Sustainable Biohydrogen Production (Waste to Energy): A Review. Science of The Total Environment 2020, 728, 138481. [Google Scholar] [CrossRef] [PubMed]
- Ghimire, A.; Frunzo, L.; Pirozzi, F.; Trably, E.; Escudie, R.; Lens, P.N.L.; Esposito, G. A Review on Dark Fermentative Biohydrogen Production from Organic Biomass: Process Parameters and Use of by-Products. Appl Energy 2015, 144, 73–95. [Google Scholar] [CrossRef]
- Hallenbeck, P.C. Fermentative Hydrogen Production: Principles, Progress, and Prognosis. Int J Hydrogen Energy 2009, 34, 7379–7389. [Google Scholar] [CrossRef]
- Sarangi, P.K.; Nanda, S. Biohydrogen Production Through Dark Fermentation. Chem Eng Technol 2020, 43, 601–612. [Google Scholar] [CrossRef]
- Dincer, I.; Acar, C. Review and Evaluation of Hydrogen Production Methods for Better Sustainability. Int J Hydrogen Energy 2015, 40, 11094–11111. [Google Scholar] [CrossRef]
- Tian, H.; Li, J.; Yan, M.; Tong, Y.W.; Wang, C.-H.; Wang, X. Organic Waste to Biohydrogen: A Critical Review from Technological Development and Environmental Impact Analysis Perspective. Appl Energy 2019, 256, 113961. [Google Scholar] [CrossRef]
- Alibardi, L.; Cossu, R. Effects of Carbohydrate, Protein and Lipid Content of Organic Waste on Hydrogen Production and Fermentation Products. Waste Management 2016, 47, 69–77. [Google Scholar] [CrossRef]
- Xing, Y.; Li, Z.; Fan, Y.; Hou, H. Biohydrogen Production from Dairy Manures with Acidification Pretreatment by Anaerobic Fermentation. Environmental Science and Pollution Research 2010, 17, 392–399. [Google Scholar] [CrossRef]
- Rafieenia, R.; Lavagnolo, M.C.; Pivato, A. Pre-Treatment Technologies for Dark Fermentative Hydrogen Production: Current Advances and Future Directions. Waste Management 2018, 71, 734–748. [Google Scholar] [CrossRef]
- Mamimin, C.; Singkhala, A.; Kongjan, P.; Suraraksa, B.; Prasertsan, P.; Imai, T.; O-Thong, S. Two-Stage Thermophilic Fermentation and Mesophilic Methanogen Process for Biohythane Production from Palm Oil Mill Effluent. Int J Hydrogen Energy 2015, 40, 6319–6328. [Google Scholar] [CrossRef]
- Kumar, G.; Zhen, G.; Sivagurunathan, P.; Bakonyi, P.; Nemestóthy, N.; Bélafi-Bakó, K.; Kobayashi, T.; Xu, K.-Q. Biogenic H2 Production from Mixed Microalgae Biomass: Impact of PH Control and Methanogenic Inhibitor (BESA) Addition. Biofuel Research Journal 2016, 3, 470–474. [Google Scholar] [CrossRef]
- Chandrasekhar, K.; Lee, Y.-J.; Lee, D.-W. Biohydrogen Production: Strategies to Improve Process Efficiency through Microbial Routes. Int J Mol Sci 2015, 16, 8266–8293. [Google Scholar] [CrossRef]
- Chandrasekhar, K.; Venkata Mohan, S. Bio-Electrohydrolysis as a Pretreatment Strategy to Catabolize Complex Food Waste in Closed Circuitry: Function of Electron Flux to Enhance Acidogenic Biohydrogen Production. Int J Hydrogen Energy 2014, 39, 11411–11422. [Google Scholar] [CrossRef]
- Integration of Biological H2 Producing Processes. In State of the Art and Progress in Production of Biohydrogen; Azbar, N., Levin, D.B., Eds.; BENTHAM SCIENCE PUBLISHERS, 2012; pp. 78–93. [Google Scholar]
- Colombo, B.; Villegas Calvo, M.; Pepè Sciarria, T.; Scaglia, B.; Savio Kizito, S.; D’Imporzano, G.; Adani, F. Biohydrogen and Polyhydroxyalkanoates (PHA) as Products of a Two-Steps Bioprocess from Deproteinized Dairy Wastes. Waste Management 2019, 95, 22–31. [Google Scholar] [CrossRef] [PubMed]
- Song, W.; Ding, L.; Liu, M.; Cheng, J.; Zhou, J.; Li, Y.-Y. Improving Biohydrogen Production through Dark Fermentation of Steam-Heated Acid Pretreated Alternanthera Philoxeroides by Mutant Enterobacter Aerogenes ZJU1. Science of The Total Environment 2020, 716, 134695. [Google Scholar] [CrossRef] [PubMed]
- Shao, W.; Wang, Q.; Rupani, P.F.; Krishnan, S.; Ahmad, F.; Rezania, S.; Rashid, M.A.; Sha, C.; Md Din, M.F. Biohydrogen Production via Thermophilic Fermentation: A Prospective Application of Thermotoga Species. Energy 2020, 197, 117199. [Google Scholar] [CrossRef]
- Yang, G.; Wang, J. Enhanced Hydrogen Production from Sewage Sludge by Co-Fermentation with Forestry Wastes. Energy & Fuels 2017, 31, 9633–9641. [Google Scholar] [CrossRef]
- Alemahdi, N.; Che Man, H.; Abd Rahman, N.; Nasirian, N.; Yang, Y. Enhanced Mesophilic Bio-Hydrogen Production of Raw Rice Straw and Activated Sewage Sludge by Co-Digestion. Int J Hydrogen Energy 2015, 40, 16033–16044. [Google Scholar] [CrossRef]
- Srivastava, N.; Srivastava, M.; Kushwaha, D.; Gupta, V.K.; Manikanta, A.; Ramteke, P.W.; Mishra, P.K. Efficient Dark Fermentative Hydrogen Production from Enzyme Hydrolyzed Rice Straw by Clostridium Pasteurianum (MTCC116). Bioresour Technol 2017, 238, 552–558. [Google Scholar] [CrossRef]
- Monroy, I.; Buitrón, G. Production of Polyhydroxybutyrate by Pure and Mixed Cultures of Purple Non-Sulfur Bacteria: A Review. J Biotechnol 2020, 317, 39–47. [Google Scholar] [CrossRef] [PubMed]
- Das, D. Advances in Biohydrogen Production Processes: An Approach towards Commercialization. Int J Hydrogen Energy 2009, 34, 7349–7357. [Google Scholar] [CrossRef]
- Mishra, P.; Krishnan, S.; Rana, S.; Singh, L.; Sakinah, M.; Ab Wahid, Z. Outlook of Fermentative Hydrogen Production Techniques: An Overview of Dark, Photo and Integrated Dark-Photo Fermentative Approach to Biomass. Energy Strategy Reviews 2019, 24, 27–37. [Google Scholar] [CrossRef]
- Ni, M.; Leung, D.Y.C.; Leung, M.K.H.; Sumathy, K. An Overview of Hydrogen Production from Biomass. Fuel Processing Technology 2006, 87, 461–472. [Google Scholar] [CrossRef]
- Cai, J.; Zhao, Y.; Fan, J.; Li, F.; Feng, C.; Guan, Y.; Wang, R.; Tang, N. Photosynthetic Bacteria Improved Hydrogen Yield of Combined Dark- and Photo-Fermentation. J Biotechnol 2019, 302, 18–25. [Google Scholar] [CrossRef]
- Azwar, M.Y.; Hussain, M.A.; Abdul-Wahab, A.K. Development of Biohydrogen Production by Photobiological, Fermentation and Electrochemical Processes: A Review. Renewable and Sustainable Energy Reviews 2014, 31, 158–173. [Google Scholar] [CrossRef]
- Mirza, S.S.; Qazi, J.I.; Liang, Y.; Chen, S. Growth Characteristics and Photofermentative Biohydrogen Production Potential of Purple Non Sulfur Bacteria from Sugar Cane Bagasse. Fuel 2019, 255, 115805. [Google Scholar] [CrossRef]
- García-Sánchez, R.; Ramos-Ibarra, R.; Guatemala-Morales, G.; Arriola-Guevara, E.; Toriz-González, G.; Corona-González, R.I. Photofermentation of Tequila Vinasses by Rhodopseudomonas Pseudopalustris to Produce Hydrogen. Int J Hydrogen Energy 2018, 43, 15857–15869. [Google Scholar] [CrossRef]
- Laurinavichene, T.; Tekucheva, D.; Laurinavichius, K.; Tsygankov, A. Utilization of Distillery Wastewater for Hydrogen Production in One-Stage and Two-Stage Processes Involving Photofermentation. Enzyme Microb Technol 2018, 110, 1–7. [Google Scholar] [CrossRef]
- Machado, R.G.; Moreira, F.S.; Batista, F.R.X.; Ferreira, J.S.; Cardoso, V.L. Repeated Batch Cycles as an Alternative for Hydrogen Production by Co-Culture Photofermentation. Energy 2018, 153, 861–869. [Google Scholar] [CrossRef]
- Keskin, T.; Hallenbeck, P.C. Hydrogen Production from Sugar Industry Wastes Using Single-Stage Photofermentation. Bioresour Technol 2012, 112, 131–136. [Google Scholar] [CrossRef] [PubMed]
- Hu, B.; Li, Y.; Zhu, S.; Zhang, H.; Jing, Y.; Jiang, D.; He, C.; Zhang, Z. Evaluation of Biohydrogen Yield Potential and Electron Balance in the Photo-Fermentation Process with Different Initial PH from Starch Agricultural Leftover. Bioresour Technol 2020, 305, 122900. [Google Scholar] [CrossRef] [PubMed]
- Adessi, A.; Venturi, M.; Candeliere, F.; Galli, V.; Granchi, L.; De Philippis, R. Bread Wastes to Energy: Sequential Lactic and Photo-Fermentation for Hydrogen Production. Int J Hydrogen Energy 2018, 43, 9569–9576. [Google Scholar] [CrossRef]
- Guo, S.; Lu, C.; Wang, K.; Wang, J.; Zhang, Z.; Jing, Y.; Zhang, Q. Enhancement of PH Values Stability and Photo-Fermentation Biohydrogen Production by Phosphate Buffer. Bioengineered 2020, 11, 291–300. [Google Scholar] [CrossRef]
- Kim, M.-S.; Kim, D.-H.; Cha, J.; Lee, J.K. Effect of Carbon and Nitrogen Sources on Photo-Fermentative H2 Production Associated with Nitrogenase, Uptake Hydrogenase Activity, and PHB Accumulation in Rhodobacter Sphaeroides KD131. Bioresour Technol 2012, 116, 179–183. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Zhang, H.; Li, Y.; Lu, C.; Zhu, S.; He, C.; Ai, F.; Zhang, Q. Investigation of the Interaction between Lighting and Mixing Applied during the Photo-Fermentation Biohydrogen Production Process from Agricultural Waste. Bioresour Technol 2020, 312, 123570. [Google Scholar] [CrossRef]
- Zhu, S.; Zhang, Z.; Zhang, H.; Jing, Y.; Li, Y.; Zhang, Q. Rheological Properties of Corn Stover Hydrolysate and Photo-Fermentation Bio-Hydrogen Producing Capacity under Intermittent Stirring. Int J Hydrogen Energy 2020, 45, 3721–3728. [Google Scholar] [CrossRef]
- Zhang, T.; Jiang, D.; Zhang, H.; Lee, D.J.; Zhang, Z.; Zhang, Q.; Jing, Y.; Zhang, Y.; Xia, C. Effects of Different Pretreatment Methods on the Structural Characteristics, Enzymatic Saccharification and Photo-Fermentative Bio-Hydrogen Production Performance of Corn Straw. Bioresour Technol 2020, 304, 122999. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, H.; Lee, D.J.; Zhang, T.; Jiang, D.; Zhang, Z.; Zhang, Q. Effect of Enzymolysis Time on Biohydrogen Production from Photo-Fermentation by Using Various Energy Grasses as Substrates. Bioresour Technol 2020, 305, 123062. [Google Scholar] [CrossRef]
- Nagakawa, H.; Takeuchi, A.; Takekuma, Y.; Noji, T.; Kawakami, K.; Kamiya, N.; Nango, M.; Furukawa, R.; Nagata, M. Efficient Hydrogen Production Using Photosystem I Enhanced by Artificial Light Harvesting Dye. Photochemical & Photobiological Sciences 2019, 18, 309–313. [Google Scholar] [CrossRef]
- Fakhimi, N.; Tavakoli, O. Improving Hydrogen Production Using Co-Cultivation of Bacteria with Chlamydomonas Reinhardtii Microalga. Mater Sci Energy Technol 2019, 2, 1–7. [Google Scholar] [CrossRef]
- Kossalbayev, B.D.; Tomo, T.; Zayadan, B.K.; Sadvakasova, A.K.; Bolatkhan, K.; Alwasel, S.; Allakhverdiev, S.I. Determination of the Potential of Cyanobacterial Strains for Hydrogen Production. Int J Hydrogen Energy 2020, 45, 2627–2639. [Google Scholar] [CrossRef]
- Hoshino, T.; Johnson, D.J.; Scholz, M.; Cuello, J.L. Effects of Implementing PSI-Light on Hydrogen Production via Biophotolysis in Chlamydomonas Reinhardtii Mutant Strains. Biomass Bioenergy 2013, 59, 243–252. [Google Scholar] [CrossRef]
- Nyberg, M.; Heidorn, T.; Lindblad, P. Hydrogen Production by the Engineered Cyanobacterial Strain Nostoc PCC 7120 ΔhupW Examined in a Flat Panel Photobioreactor System. J Biotechnol 2015, 215, 35–43. [Google Scholar] [CrossRef] [PubMed]
- Volgusheva, A.; Kukarskikh, G.; Krendeleva, T.; Rubin, A.; Mamedov, F. Hydrogen Photoproduction in Green Algae Chlamydomonas Reinhardtii under Magnesium Deprivation. RSC Adv 2015, 5, 5633–5637. [Google Scholar] [CrossRef]
- Batyrova, K.; Gavrisheva, A.; Ivanova, E.; Liu, J.; Tsygankov, A. Sustainable Hydrogen Photoproduction by Phosphorus-Deprived Marine Green Microalgae Chlorella Sp. Int J Mol Sci 2015, 16, 2705–2716. [Google Scholar] [CrossRef]
- Shi, X.-Y.; Yu, H.-Q. Simultaneous Metabolism of Benzoate and Photobiological Hydrogen Production by Lyngbya Sp. Renew Energy 2016, 95, 474–477. [Google Scholar] [CrossRef]
- Oncel, S.; Kose, A. Comparison of Tubular and Panel Type Photobioreactors for Biohydrogen Production Utilizing Chlamydomonas Reinhardtii Considering Mixing Time and Light Intensity. Bioresour Technol 2014, 151, 265–270. [Google Scholar] [CrossRef]
- Kosourov, S.; Seibert, M.; Ghirardi, M.L. Effects of Extracellular PH on the Metabolic Pathways in Sulfur-Deprived, H2-Producing Chlamydomonas Reinhardtii Cultures. Plant Cell Physiol 2003, 44, 146–155. [Google Scholar] [CrossRef]
- Kadier, A.; Simayi, Y.; Abdeshahian, P.; Azman, N.F.; Chandrasekhar, K.; Kalil, M.S. A Comprehensive Review of Microbial Electrolysis Cells (MEC) Reactor Designs and Configurations for Sustainable Hydrogen Gas Production. Alexandria Engineering Journal 2016, 55, 427–443. [Google Scholar] [CrossRef]
- Yossan, S.; Xiao, L.; Prasertsan, P.; He, Z. Hydrogen Production in Microbial Electrolysis Cells: Choice of Catholyte. Int J Hydrogen Energy 2013, 38, 9619–9624. [Google Scholar] [CrossRef]
- Luo, S.; Jain, A.; Aguilera, A.; He, Z. Effective Control of Biohythane Composition through Operational Strategies in an Innovative Microbial Electrolysis Cell. Appl Energy 2017, 206, 879–886. [Google Scholar] [CrossRef]
- Heidrich, E.S.; Edwards, S.R.; Dolfing, J.; Cotterill, S.E.; Curtis, T.P. Performance of a Pilot Scale Microbial Electrolysis Cell Fed on Domestic Wastewater at Ambient Temperatures for a 12 Month Period. Bioresour Technol 2014, 173, 87–95. [Google Scholar] [CrossRef]
- Shen, R.; Jiang, Y.; Ge, Z.; Lu, J.; Zhang, Y.; Liu, Z.; Ren, Z.J. Microbial Electrolysis Treatment of Post-Hydrothermal Liquefaction Wastewater with Hydrogen Generation. Appl Energy 2018, 212, 509–515. [Google Scholar] [CrossRef]
- Wagner, R.C.; Regan, J.M.; Oh, S.-E.; Zuo, Y.; Logan, B.E. Hydrogen and Methane Production from Swine Wastewater Using Microbial Electrolysis Cells. Water Res 2009, 43, 1480–1488. [Google Scholar] [CrossRef]
- Escapa, A.; Gil-Carrera, L.; García, V.; Morán, A. Performance of a Continuous Flow Microbial Electrolysis Cell (MEC) Fed with Domestic Wastewater. Bioresour Technol 2012, 117, 55–62. [Google Scholar] [CrossRef]
- Cusick, R.D.; Kiely, P.D.; Logan, B.E. A Monetary Comparison of Energy Recovered from Microbial Fuel Cells and Microbial Electrolysis Cells Fed Winery or Domestic Wastewaters. Int J Hydrogen Energy 2010, 35, 8855–8861. [Google Scholar] [CrossRef]
- Lu, L.; Xing, D.; Liu, B.; Ren, N. Enhanced Hydrogen Production from Waste Activated Sludge by Cascade Utilization of Organic Matter in Microbial Electrolysis Cells. Water Res 2012, 46, 1015–1026. [Google Scholar] [CrossRef]
- Dhar, B.R.; Elbeshbishy, E.; Hafez, H.; Lee, H.-S. Hydrogen Production from Sugar Beet Juice Using an Integrated Biohydrogen Process of Dark Fermentation and Microbial Electrolysis Cell. Bioresour Technol 2015, 198, 223–230. [Google Scholar] [CrossRef]
- Huang, J.; Feng, H.; Huang, L.; Ying, X.; Shen, D.; Chen, T.; Shen, X.; Zhou, Y.; Xu, Y. Continuous Hydrogen Production from Food Waste by Anaerobic Digestion (AD) Coupled Single-Chamber Microbial Electrolysis Cell (MEC) under Negative Pressure. Waste Management 2020, 103, 61–66. [Google Scholar] [CrossRef]
- Li, X.-H.; Liang, D.-W.; Bai, Y.-X.; Fan, Y.-T.; Hou, H.-W. Enhanced H2 Production from Corn Stalk by Integrating Dark Fermentation and Single Chamber Microbial Electrolysis Cells with Double Anode Arrangement. Int J Hydrogen Energy 2014, 39, 8977–8982. [Google Scholar] [CrossRef]
- Feng, Y.; Liu, Y.; Zhang, Y. Enhancement of Sludge Decomposition and Hydrogen Production from Waste Activated Sludge in a Microbial Electrolysis Cell with Cheap Electrodes. Environ Sci (Camb) 2015, 1, 761–768. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, L.; Zularisam, A.W. Exoelectrogens: Recent Advances in Molecular Drivers Involved in Extracellular Electron Transfer and Strategies Used to Improve It for Microbial Fuel Cell Applications. Renewable and Sustainable Energy Reviews 2016, 56, 1322–1336. [Google Scholar] [CrossRef]
- Karthikeyan, R.; Cheng, K.Y.; Selvam, A.; Bose, A.; Wong, J.W.C. Bioelectrohydrogenesis and Inhibition of Methanogenic Activity in Microbial Electrolysis Cells - A Review. Biotechnol Adv 2017, 35, 758–771. [Google Scholar] [CrossRef]
- Shen, R.; Liu, Z.; He, Y.; Zhang, Y.; Lu, J.; Zhu, Z.; Si, B.; Zhang, C.; Xing, X.-H. Microbial Electrolysis Cell to Treat Hydrothermal Liquefied Wastewater from Cornstalk and Recover Hydrogen: Degradation of Organic Compounds and Characterization of Microbial Community. Int J Hydrogen Energy 2016, 41, 4132–4142. [Google Scholar] [CrossRef]
- Mandal, S.; Prasanna Kumar, G. V.; Bhattacharya, T.K.; Tanna, H.R.; Jena, P.C. Briquetting of Pine Needles (Pinus Roxburgii) and Their Physical, Handling and Combustion Properties. Waste Biomass Valorization 2019, 10, 2415–2424. [Google Scholar] [CrossRef]
- Abdoulmoumine, N.; Adhikari, S.; Kulkarni, A.; Chattanathan, S. A Review on Biomass Gasification Syngas Cleanup. Appl Energy 2015, 155, 294–307. [Google Scholar] [CrossRef]
- Liao, C.; Wu, C.; Yan, Y. The Characteristics of Inorganic Elements in Ashes from a 1 MW CFB Biomass Gasification Power Generation Plant. Fuel Processing Technology 2007, 88, 149–156. [Google Scholar] [CrossRef]
- Sikarwar, V.S.; Zhao, M.; Clough, P.; Yao, J.; Zhong, X.; Memon, M.Z.; Shah, N.; Anthony, E.J.; Fennell, P.S. An Overview of Advances in Biomass Gasification. Energy Environ Sci 2016, 9, 2939–2977. [Google Scholar] [CrossRef]
- Sansaniwal, S.K.; Rosen, M.A.; Tyagi, S.K. Global Challenges in the Sustainable Development of Biomass Gasification: An Overview. Renewable and Sustainable Energy Reviews 2017, 80, 23–43. [Google Scholar] [CrossRef]
- Trippe, F.; Fröhling, M.; Schultmann, F.; Stahl, R.; Henrich, E. Techno-Economic Assessment of Gasification as a Process Step within Biomass-to-Liquid (BtL) Fuel and Chemicals Production. Fuel Processing Technology 2011, 92, 2169–2184. [Google Scholar] [CrossRef]
- Pio, D.T.; Tarelho, L.A.C.; Nunes, T.F.V.; Baptista, M.F.; Matos, M.A.A. Co-Combustion of Residual Forest Biomass and Sludge in a Pilot-Scale Bubbling Fluidized Bed. J Clean Prod 2020, 249, 119309. [Google Scholar] [CrossRef]
- Inayat, M.; Sulaiman, S.A.; Bhayo, B.A.; Shahbaz, M. Application of Response Surface Methodology in Catalytic Co-Gasification of Palm Wastes for Bioenergy Conversion Using Mineral Catalysts. Biomass Bioenergy 2020, 132, 105418. [Google Scholar] [CrossRef]
- Niu, M.; Huang, Y.; Jin, B.; Wang, X. Oxygen Gasification of Municipal Solid Waste in a Fixed-Bed Gasifier. Chin J Chem Eng 2014, 22, 1021–1026. [Google Scholar] [CrossRef]
- Bhattacharya, A.; Bhattacharya, A.; Datta, A. Modeling of Hydrogen Production Process from Biomass Using Oxygen Blown Gasification. Int J Hydrogen Energy 2012, 37, 18782–18790. [Google Scholar] [CrossRef]
- Weiland, F.; Hedman, H.; Marklund, M.; Wiinikka, H.; Öhrman, O.; Gebart, R. Pressurized Oxygen Blown Entrained-Flow Gasification of Wood Powder. Energy & Fuels 2013, 27, 932–941. [Google Scholar] [CrossRef]
- Wu, Y.; Yang, W.; Blasiak, W. Energy and Exergy Analysis of High Temperature Agent Gasification of Biomass. Energies (Basel) 2014, 7, 2107–2122. [Google Scholar] [CrossRef]
- Siedlecki, M.; de Jong, W. Biomass Gasification as the First Hot Step in Clean Syngas Production Process – Gas Quality Optimization and Primary Tar Reduction Measures in a 100 KW Thermal Input Steam–Oxygen Blown CFB Gasifier. Biomass Bioenergy 2011, 35, S40–S62. [Google Scholar] [CrossRef]
- Lopez, G.; Cortazar, M.; Alvarez, J.; Amutio, M.; Bilbao, J.; Olazar, M. Assessment of a Conical Spouted with an Enhanced Fountain Bed for Biomass Gasification. Fuel 2017, 203, 825–831. [Google Scholar] [CrossRef]
- Hu, F.-X.; Yang, G.-H.; Ding, G.-Z.; Li, Z.; Du, K.-S.; Hu, Z.-F.; Tian, S.-R. Experimental Study on Catalytic Cracking of Model Tar Compounds in a Dual Layer Granular Bed Filter. Appl Energy 2016, 170, 47–57. [Google Scholar] [CrossRef]
- Anis, S.; Zainal, Z.A. Tar Reduction in Biomass Producer Gas via Mechanical, Catalytic and Thermal Methods: A Review. Renewable and Sustainable Energy Reviews 2011, 15, 2355–2377. [Google Scholar] [CrossRef]
- Luo, S.; Xiao, B.; Hu, Z.; Liu, S.; Guo, X.; He, M. Hydrogen-Rich Gas from Catalytic Steam Gasification of Biomass in a Fixed Bed Reactor: Influence of Temperature and Steam on Gasification Performance. Int J Hydrogen Energy 2009, 34, 2191–2194. [Google Scholar] [CrossRef]
- Guo, Y.; Wang, S.Z.; Xu, D.H.; Gong, Y.M.; Ma, H.H.; Tang, X.Y. Review of Catalytic Supercritical Water Gasification for Hydrogen Production from Biomass. Renewable and Sustainable Energy Reviews 2010, 14, 334–343. [Google Scholar] [CrossRef]
- Calzavara, Y.; Joussot-Dubien, C.; Boissonnet, G.; Sarrade, S. Evaluation of Biomass Gasification in Supercritical Water Process for Hydrogen Production. Energy Convers Manag 2005, 46, 615–631. [Google Scholar] [CrossRef]
- Safari, F.; Javani, N.; Yumurtaci, Z. Hydrogen Production via Supercritical Water Gasification of Almond Shell over Algal and Agricultural Hydrochars as Catalysts. Int J Hydrogen Energy 2018, 43, 1071–1080. [Google Scholar] [CrossRef]
- GAO, N.; LI, A.; QUAN, C.; GAO, F. Hydrogen-Rich Gas Production from Biomass Steam Gasification in an Updraft Fixed-Bed Gasifier Combined with a Porous Ceramic Reformer. Int J Hydrogen Energy 2008, 33, 5430–5438. [Google Scholar] [CrossRef]
- Sui, M.; Li, G.; Guan, Y.; Li, C.; Zhou, R.; Zarnegar, A.-M. Hydrogen and Syngas Production from Steam Gasification of Biomass Using Cement as Catalyst. Biomass Convers Biorefin 2020, 10, 119–124. [Google Scholar] [CrossRef]
- TURN, S. An Experimental Investigation of Hydrogen Production from Biomass Gasification. Int J Hydrogen Energy 1998, 23, 641–648. [Google Scholar] [CrossRef]
- Chang, A.C.C.; Chang, H.-F.; Lin, F.-J.; Lin, K.-H.; Chen, C.-H. Biomass Gasification for Hydrogen Production. Int J Hydrogen Energy 2011, 36, 14252–14260. [Google Scholar] [CrossRef]
- Onwudili, J.A.; Williams, P.T. Hydrogen and Methane Selectivity during Alkaline Supercritical Water Gasification of Biomass with Ruthenium-Alumina Catalyst. Appl Catal B 2013, 132–133, 70–79. [Google Scholar] [CrossRef]
- Antal, M.J.; Allen, S.G.; Schulman, D.; Xu, X.; Divilio, R.J. Biomass Gasification in Supercritical Water. Ind Eng Chem Res 2000, 39, 4040–4053. [Google Scholar] [CrossRef]
- Bacquart, T.; Moore, N.; Storms, W.; Chramosta, N.; Morris, A.; Murugan, A.; Gozlan, B.; Lescornez, Y.; Férat, S.; Pinte, G.; et al. Hydrogen Fuel Quality for Transport – First Sampling and Analysis Comparison in Europe on Hydrogen Refuelling Station (70 MPa) According to ISO 14687 and EN 17124. Fuel Communications 2021, 6, 100008. [Google Scholar] [CrossRef]
- Ren, Q.; Zhao, C.; Wu, X.; Liang, C.; Chen, X.; Shen, J.; Wang, Z. Formation of NOx Precursors during Wheat Straw Pyrolysis and Gasification with O2 and CO2. Fuel 2010, 89, 1064–1069. [Google Scholar] [CrossRef]
- Xu, C.; Donald, J.; Byambajav, E.; Ohtsuka, Y. Recent Advances in Catalysts for Hot-Gas Removal of Tar and NH3 from Biomass Gasification. Fuel 2010, 89, 1784–1795. [Google Scholar] [CrossRef]
- Chiang, K.Y.; Lu, C.H.; Lin, M.H.; Chien, K.L. Reducing Tar Yield in Gasification of Paper-Reject Sludge by Using a Hot-Gas Cleaning System. Energy 2013, 50, 47–53. [Google Scholar] [CrossRef]
- Halabi, M.H.; De Croon, M.H.J.M.; Van Der Schaaf, J.; Cobden, P.D.; Schouten, J.C. Low Temperature Catalytic Methane Steam Reforming over Ceria–Zirconia Supported Rhodium. Appl Catal A Gen 2010, 389, 68–79. [Google Scholar] [CrossRef]
- Ngo, T.N.L.T.; Chiang, K.Y.; Liu, C.F.; Chang, Y.H.; Wan, H.P. Hydrogen Production Enhancement Using Hot Gas Cleaning System Combined with Prepared Ni-Based Catalyst in Biomass Gasification. Int J Hydrogen Energy 2021, 46, 11269–11283. [Google Scholar] [CrossRef]
- McFarlan, A.; Maffei, N. Assessing a Commercial Steam Methane Reforming Catalyst for Tar Removal in Biomass Gasification. Bioresour Technol Rep 2022, 17, 100968. [Google Scholar] [CrossRef]
- Swierczynski, D.; Courson, C.; Kiennemann, A. Study of Steam Reforming of Toluene Used as Model Compound of Tar Produced by Biomass Gasification. Chemical Engineering and Processing: Process Intensification 2008, 47, 508–513. [Google Scholar] [CrossRef]
- Ammal, S.C.; Heyden, A. Origin of the Unique Activity of Pt/TiO2 Catalysts for the Water–Gas Shift Reaction. J Catal 2013, 306, 78–90. [Google Scholar] [CrossRef]
- Pang, S. Recent Advances in Thermochemical Conversion of Woody Biomass for Production of Green Hydrogen and CO2 Capture: A Review. Journal of Bioresources and Bioproducts 2023. [Google Scholar] [CrossRef]
- Teh, J.S.; Teoh, Y.H.; How, H.G.; Le, T.D.; Jason, Y.J.J.; Nguyen, H.T.; Loo, D.L. The Potential of Sustainable Biomass Producer Gas as a Waste-to-Energy Alternative in Malaysia. Sustainability 2021, 13, 3877. [Google Scholar] [CrossRef]
- Baraj, E.; Ciahotný, K.; Hlinčík, T. The Water Gas Shift Reaction: Catalysts and Reaction Mechanism. Fuel 2021, 288, 119817. [Google Scholar] [CrossRef]
- Chen, W.H.; Chen, C.Y. Water Gas Shift Reaction for Hydrogen Production and Carbon Dioxide Capture: A Review. Appl Energy 2020, 258, 114078. [Google Scholar] [CrossRef]
- Lee, D.W.; Lee, M.S.; Lee, J.Y.; Kim, S.; Eom, H.J.; Moon, D.J.; Lee, K.Y. The Review of Cr-Free Fe-Based Catalysts for High-Temperature Water-Gas Shift Reactions. Catal Today 2013, 210, 2–9. [Google Scholar] [CrossRef]
- Patra, T.K.; Sheth, P.N. Biomass Gasification Coupled with Producer Gas Cleaning, Bottling and HTS Catalyst Treatment for H2-Rich Gas Production. Int J Hydrogen Energy 2019, 44, 11602–11616. [Google Scholar] [CrossRef]
- Noichi, H.; Uddin, A.; Sasaoka, E. Steam Reforming of Naphthalene as Model Biomass Tar over Iron–Aluminum and Iron–Zirconium Oxide Catalyst Catalysts. Fuel Processing Technology 2010, 91, 1609–1616. [Google Scholar] [CrossRef]
- Sutton, D.; Kelleher, B.; Ross, J.R.H. Review of Literature on Catalysts for Biomass Gasification. Fuel Processing Technology 2001, 73, 155–173. [Google Scholar] [CrossRef]
- Anis, S.; Zainal, Z.A. Tar Reduction in Biomass Producer Gas via Mechanical, Catalytic and Thermal Methods: A Review. Renewable and Sustainable Energy Reviews 2011, 15, 2355–2377. [Google Scholar] [CrossRef]
- Delgado, J.; Aznar, M.P.; Corella, J. Biomass Gasification with Steam in Fluidized Bed: Effectiveness of CaO, MgO, and CaO−MgO for Hot Raw Gas Cleaning. Ind Eng Chem Res 1997, 36, 1535–1543. [Google Scholar] [CrossRef]
- Pallozzi, V.; Di Carlo, A.; Bocci, E.; Carlini, M. Combined Gas Conditioning and Cleaning for Reduction of Tars in Biomass Gasification. Biomass Bioenergy 2018, 109, 85–90. [Google Scholar] [CrossRef]
- Orío, A.; Corella, J.; Narváez, I. Performance of Different Dolomites on Hot Raw Gas Cleaning from Biomass Gasification with Air. Ind Eng Chem Res 1997, 36, 3800–3808. [Google Scholar] [CrossRef]
- Pinto, F.; André, R.N.; Carolino, C.; Miranda, M.; Abelha, P.; Direito, D.; Dohrup, J.; Sørensen, H.R.; Girio, F. Effects of Experimental Conditions and of Addition of Natural Minerals on Syngas Production from Lignin by Oxy-Gasification: Comparison of Bench- and Pilot Scale Gasification. Fuel 2015, 140, 62–72. [Google Scholar] [CrossRef]
- Roche, E.; De Andrés, J.M.; Narros, A.; Rodríguez, M.E. Air and Air-Steam Gasification of Sewage Sludge. The Influence of Dolomite and Throughput in Tar Production and Composition. Fuel 2014, 115, 54–61. [Google Scholar] [CrossRef]
- Richardson, Y.; Blin, J.; Julbe, A. A Short Overview on Purification and Conditioning of Syngas Produced by Biomass Gasification: Catalytic Strategies, Process Intensification and New Concepts. Prog Energy Combust Sci 2012, 38, 765–781. [Google Scholar] [CrossRef]
- Simell, P.A.; Leppälahti, J.K.; Bredenberg, J.B. son Catalytic Purification of Tarry Fuel Gas with Carbonate Rocks and Ferrous Materials. Fuel 1992, 71, 211–218. [Google Scholar] [CrossRef]
- Taralas, G.; Vassilatos, V.; Sjöström, K.; Delgado, J. Thermal and Catalytic Cracking of n -Heptane in Presence of CaO, MgO and Calcined Dolomites. Can J Chem Eng 1991, 69, 1413–1419. [Google Scholar] [CrossRef]
- Taralas, G. Catalytic Steam Cracking of n -Heptane with Special Reference to the Effect of Calcined Dolomite. Ind Eng Chem Res 1996, 35, 2121–2126. [Google Scholar] [CrossRef]
- Tuomi, S.; Kurkela, E.; Simell, P.; Reinikainen, M. Behaviour of Tars on the Filter in High Temperature Filtration of Biomass-Based Gasification Gas. Fuel 2015, 139, 220–231. [Google Scholar] [CrossRef]
- Simeone, E.; Siedlecki, M.; Nacken, M.; Heidenreich, S.; De Jong, W. High Temperature Gas Filtration with Ceramic Candles and Ashes Characterisation during Steam–Oxygen Blown Gasification of Biomass. Fuel 2013, 108, 99–111. [Google Scholar] [CrossRef]
- Anis, S.; Zainal, Z.A. Tar Reduction in Biomass Producer Gas via Mechanical, Catalytic and Thermal Methods: A Review. Renewable and Sustainable Energy Reviews 2011, 15, 2355–2377. [Google Scholar] [CrossRef]
- Rapagnà, S.; Gallucci, K.; Foscolo, P.U. Olivine, Dolomite and Ceramic Filters in One Vessel to Produce Clean Gas from Biomass. Waste Management 2018, 71, 792–800. [Google Scholar] [CrossRef]
- Savuto, E.; Di Carlo, A.; Steele, A.; Heidenreich, S.; Gallucci, K.; Rapagnà, S. Syngas Conditioning by Ceramic Filter Candles Filled with Catalyst Pellets and Placed inside the Freeboard of a Fluidized Bed Steam Gasifier. Fuel Processing Technology 2019, 191, 44–53. [Google Scholar] [CrossRef]
- Hasler, P.; Nussbaumer, Th. Gas Cleaning for IC Engine Applications from Fixed Bed Biomass Gasification. Biomass Bioenergy 1999, 16, 385–395. [Google Scholar] [CrossRef]
- Nakamura, S.; Kitano, S.; Yoshikawa, K. Biomass Gasification Process with the Tar Removal Technologies Utilizing Bio-Oil Scrubber and Char Bed. Appl Energy 2016, 170, 186–192. [Google Scholar] [CrossRef]
- De Jong, W.; Ünal, Ö.; Andries, J.; Hein, K.R.G.; Spliethoff, H. Biomass and Fossil Fuel Conversion by Pressurised Fluidised Bed Gasification Using Hot Gas Ceramic Filters as Gas Cleaning. Biomass Bioenergy 2003, 25, 59–83. [Google Scholar] [CrossRef]
- Bergman, P.C.A., B.H.B.H.. et al TAR Removal with A Wet Electrostatic Precipitator (ESP); A Parametric Study,” Exhibition, Presented at “the 2nd World Conference and Technology on Biomass for Energy, Industry and Climate Protection” in Rome. 2004.
- Ma, L.; Verelst, H.; Baron, G. V. Integrated High Temperature Gas Cleaning: Tar Removal in Biomass Gasification with a Catalytic Filter. Catal Today 2005, 105, 729–734. [Google Scholar] [CrossRef]
- Engelen, K.; Zhang, Y.; Draelants, D.J.; Baron, G. V. A Novel Catalytic Filter for Tar Removal from Biomass Gasification Gas: Improvement of the Catalytic Activity in Presence of H2S. Chem Eng Sci 2003, 58, 665–670. [Google Scholar] [CrossRef]
- Khummongkol, D.; Tangsathitkulchai, C. A Model for Tar-Removal Efficiency from Biomass-Produced Gas Impinging on a Water Surface. Energy 1989, 14, 113–121. [Google Scholar] [CrossRef]
- Prabhansu; Karmakar, M. K.; Chandra, P.; Chatterjee, P.K. A Review on the Fuel Gas Cleaning Technologies in Gasification Process. J Environ Chem Eng 2015, 3, 689–702. [Google Scholar] [CrossRef]
- Bhave, A.G.; Vyas, D.K.; Patel, J.B. A Wet Packed Bed Scrubber-Based Producer Gas Cooling–Cleaning System. Renew Energy 2008, 33, 1716–1720. [Google Scholar] [CrossRef]
- Cheah, S.; Carpenter, D.L.; Magrini-Bair, K.A. Review of Mid- to High-Temperature Sulfur Sorbents for Desulfurization of Biomass- and Coal-Derived Syngas. Energy & Fuels 2009, 23, 5291–5307. [Google Scholar] [CrossRef]
- Husmann, M.; Zuber, C.; Maitz, V.; Kienberger, T.; Hochenauer, C. Comparison of Dolomite and Lime as Sorbents for In-Situ H2S Removal with Respect to Gasification Parameters in Biomass Gasification. Fuel 2016, 181, 131–138. [Google Scholar] [CrossRef]
- Gupta, R.P.; O’Brien, W.S. Desulfurization of Hot Syngas Containing Hydrogen Chloride Vapors Using Zinc Titanate Sorbents. Ind Eng Chem Res 2000, 39, 610–619. [Google Scholar] [CrossRef]
- Rodriguez, J.A.; Maiti, A. Adsorption and Decomposition of H 2 S on MgO(100), NiMgO(100), and ZnO(0001) Surfaces: A First-Principles Density Functional Study. J Phys Chem B 2000, 104, 3630–3638. [Google Scholar] [CrossRef]
- Slimane, R.B.; Abbasian, J. Copper-Based Sorbents for Coal Gas Desulfurization at Moderate Temperatures. Ind Eng Chem Res 2000, 39, 1338–1344. [Google Scholar] [CrossRef]
- Zeng, Y.; Kaytakoglu, S.; Harrison, D.P. Reduced Cerium Oxide as an Efficient and Durable High Temperature Desulfurization Sorbent. Chem Eng Sci 2000, 55, 4893–4900. [Google Scholar] [CrossRef]
- Meng, X.; de Jong, W.; Pal, R.; Verkooijen, A.H.M. In Bed and Downstream Hot Gas Desulphurization during Solid Fuel Gasification: A Review. Fuel Processing Technology 2010, 91, 964–981. [Google Scholar] [CrossRef]
- Lew, S.; Sarofim, A.F.; Flytzani-Stephanopoulos, M. Sulfidation of Zinc Titanate and Zinc Oxide Solids. Ind Eng Chem Res 1992, 31, 1890–1899. [Google Scholar] [CrossRef]
- FAN, H.-L.; LI, C.-H.; LI, C.-H. Testing of Iron Oxide Sorbent for High-Temperature Coal Gas Desulfurization. Energy Sources 2005, 27, 245–250. [Google Scholar] [CrossRef]
- Yrjas, K.P.; Zevenhoven, C.A.P.; Hupa, M.M. Hydrogen Sulfide Capture by Limestone and Dolomite at Elevated Pressure. 1. Sorbent Performance. Ind Eng Chem Res 1996, 35, 176–183. [Google Scholar] [CrossRef]
- Ephraim, A.; Ngo, L.; Pham Minh, D.; Lebonnois, D.; Peregrina, C.; Sharrock, P.; Nzihou, A. Valorization of Waste-Derived Inorganic Sorbents for the Removal of HCl in Syngas. Waste Biomass Valorization 2019, 10, 3435–3446. [Google Scholar] [CrossRef]
- Verdone, N.; De Filippis, P. Reaction Kinetics of Hydrogen Chloride with Sodium Carbonate. Chem Eng Sci 2006, 61, 7487–7496. [Google Scholar] [CrossRef]
- Ohtsuka, Y.; Tsubouchi, N.; Kikuchi, T.; Hashimoto, H. Recent Progress in Japan on Hot Gas Cleanup of Hydrogen Chloride, Hydrogen Sulfide and Ammonia in Coal-Derived Fuel Gas. Powder Technol 2009, 190, 340–347. [Google Scholar] [CrossRef]
- Krishnan, G.; Gupta, R. DEVELOPMENT OF DISPOSABLE SORBENTS FOR CHLORIDE REMOVAL FROM HIGH TEMPERATURE COAL-DERIVED GASES; Pittsburgh, PA, and Morgantown, WV (United States), 1999. [Google Scholar]
- Dou, B.; Wang, C.; Chen, H.; Song, Y.; Xie, B.; Xu, Y.; Tan, C. Research Progress of Hot Gas Filtration, Desulphurization and HCl Removal in Coal-Derived Fuel Gas: A Review. Chemical Engineering Research and Design 2012, 90, 1901–1917. [Google Scholar] [CrossRef]
- Ren, X.; Rokni, E.; Liu, Y.; Levendis, Y.A. Reduction of HCl Emissions from Combustion of Biomass by Alkali Carbonate Sorbents or by Thermal Pretreatment. Journal of Energy Engineering 2018, 144. [Google Scholar] [CrossRef]
- Baek, J.-I.; Eom, T.H.; Lee, J.B.; Jegarl, S.; Ryu, C.K.; Park, Y.C.; Jo, S.-H. Cleaning of Gaseous Hydrogen Chloride in a Syngas by Spray-Dried Potassium-Based Solid Sorbents. Korean Journal of Chemical Engineering 2015, 32, 845–851. [Google Scholar] [CrossRef]
- Fremaux, S.; Beheshti, S.M.; Ghassemi, H.; Shahsavan-Markadeh, R. An Experimental Study on Hydrogen-Rich Gas Production via Steam Gasification of Biomass in a Research-Scale Fluidized Bed. Energy Convers Manag 2015, 91, 427–432. [Google Scholar] [CrossRef]
- Nikolaidis, P.; Poullikkas, A. A Comparative Overview of Hydrogen Production Processes. Renewable and Sustainable Energy Reviews 2017, 67, 597–611. [Google Scholar] [CrossRef]
- Manish, S.; Banerjee, R. Comparison of Biohydrogen Production Processes. Int J Hydrogen Energy 2008, 33, 279–286. [Google Scholar] [CrossRef]
Figure 1.
Various Bio Hydrogen Production Pathways from Organic Waste.
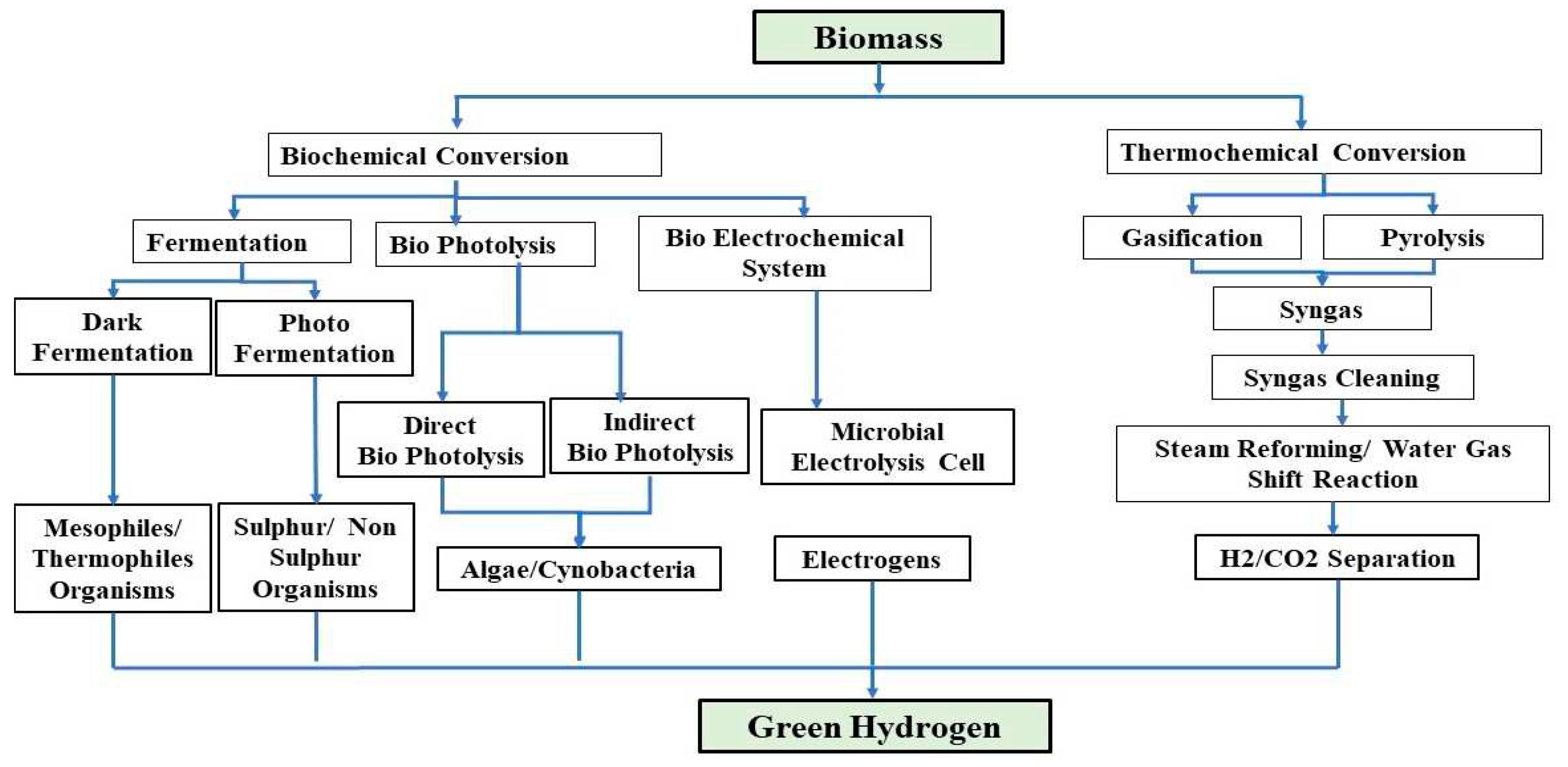
Figure 3.
Photo Fermentation of Organic Waste.
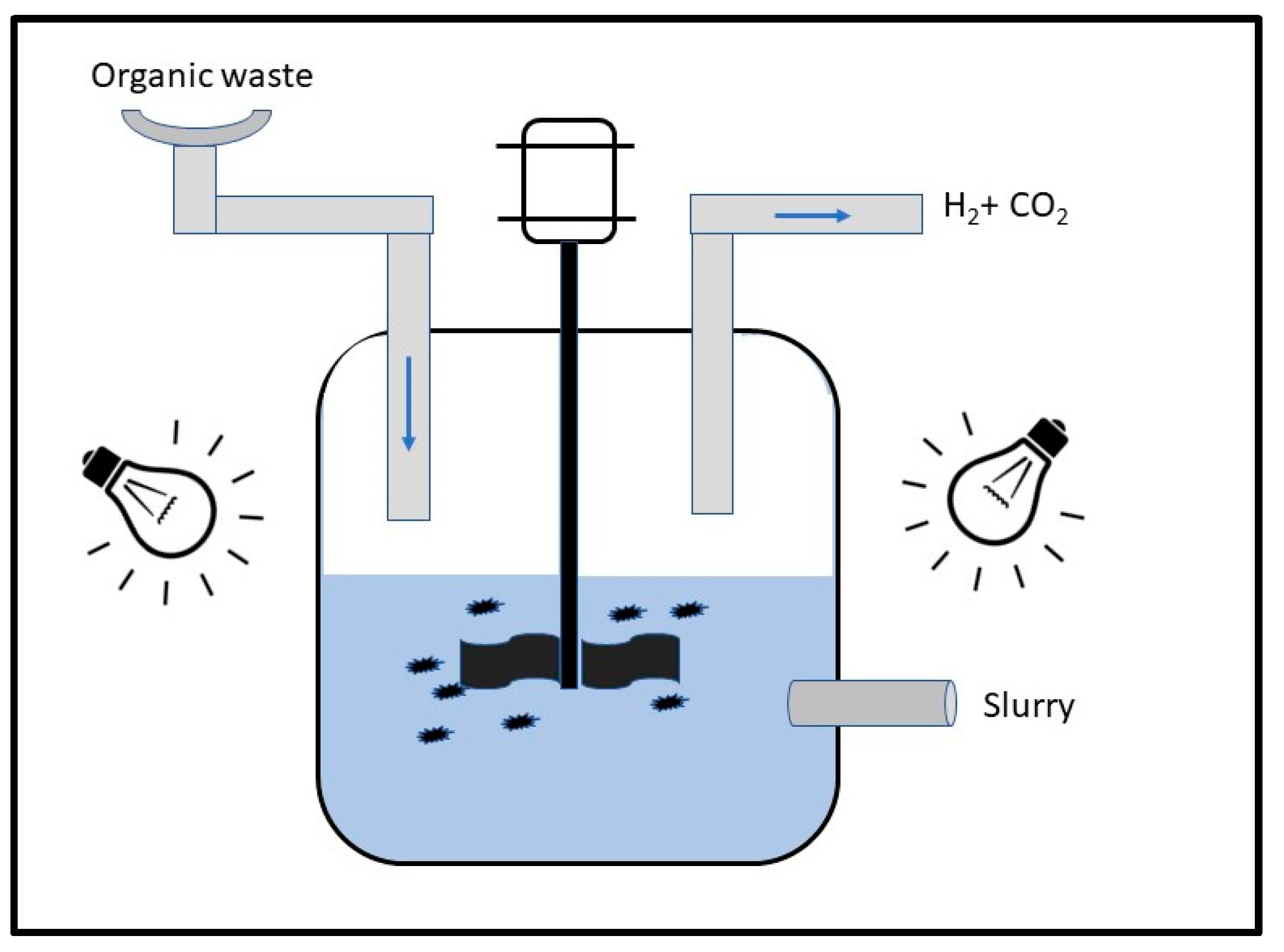
Figure 5.
Schematic of gasification process with integrated syn gas reforming process.
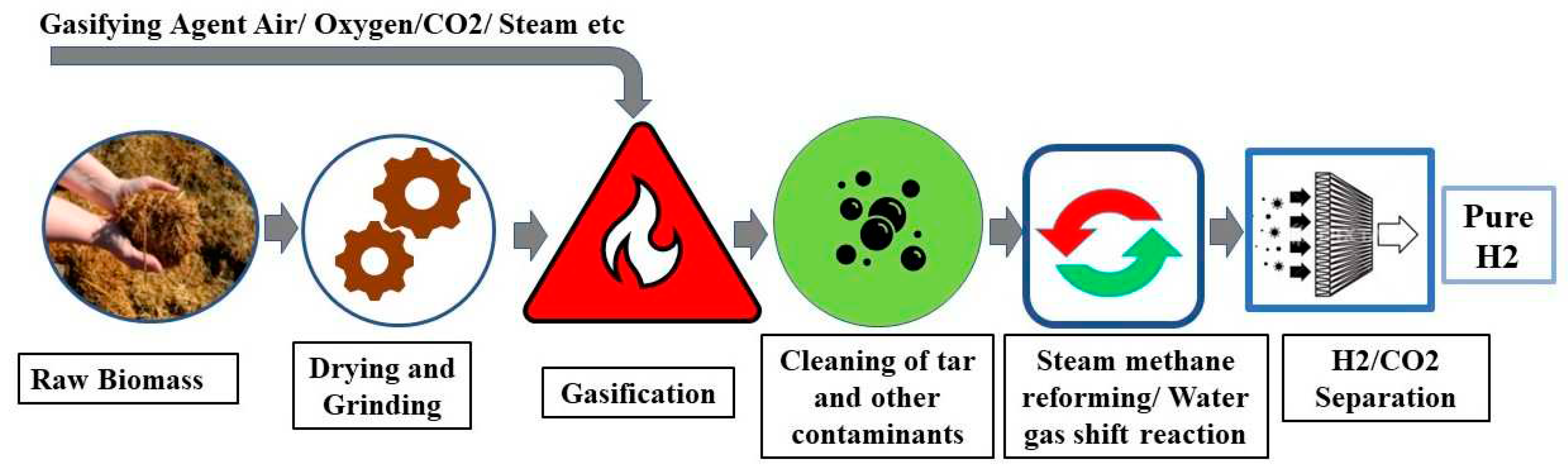
Figure 6.
Different approaches for purification of producer gas.
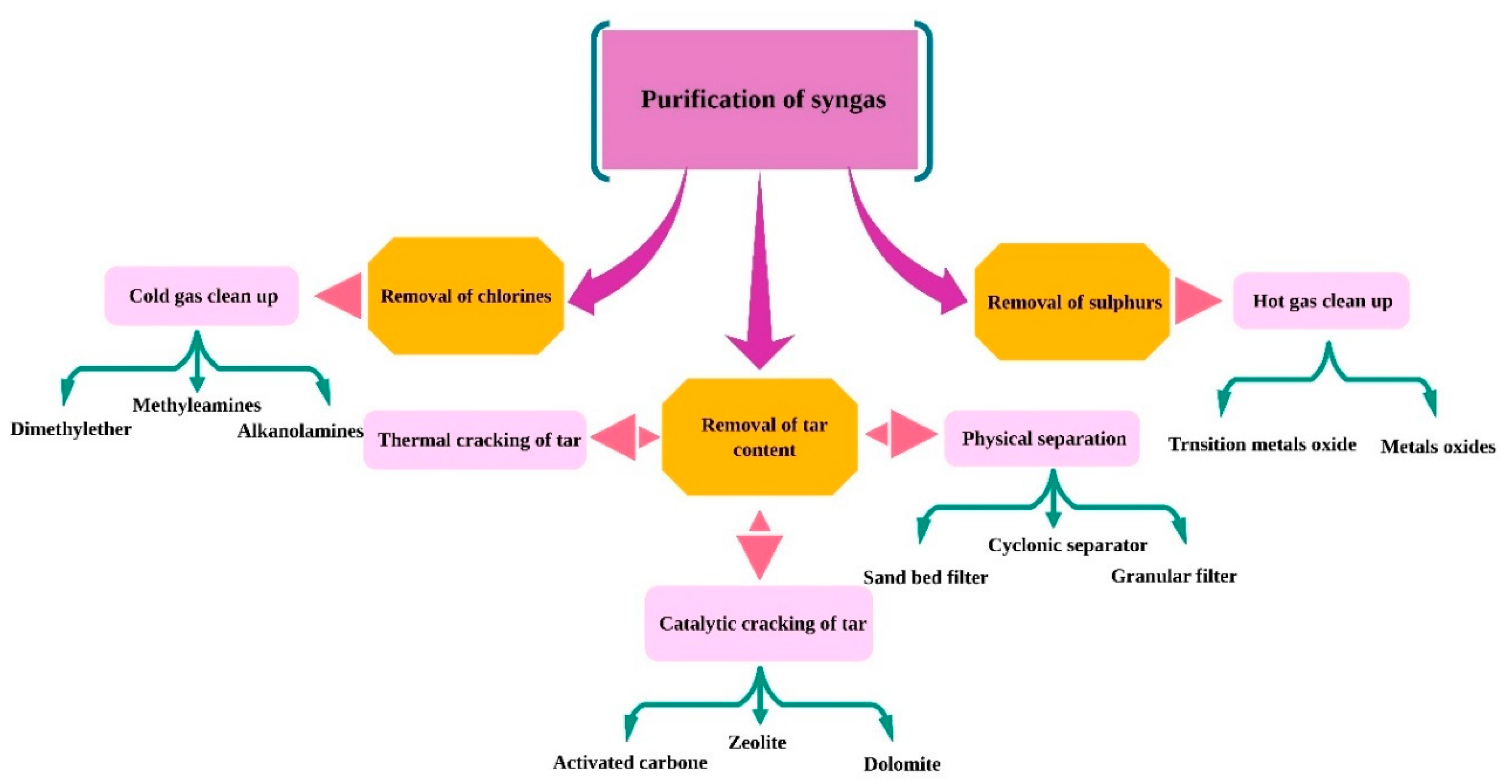
Table 1.
Hydrogen production from various biomass by dark fermentation process.
| Feedstock | Preparation of Feedstock | Microorganism | pH | Temperature (°C) | H2 yield (mL/g VS) | [Ref.] |
|---|---|---|---|---|---|---|
| Dairy manure | Treatment with hydrochloric acid (0.2% concentration), boiling, and exposure to infrared radiation. | Mixed culture | 5.0 | 36.0 ± 1 | 31.5 | [12] |
| Poplar residue with sewage sludge | - | - | - | - | 20.8 | [22] |
| Rice straw | Drying at 80-100 C | Activated sewage sludge | 4.0-5.5 | 35.0 | 14.5 + 0.3 | [23] |
| Rice straw | Size reduction less than 2 mm, 1.0% alkali pre-treatment, cellulose hydrolysis | Clostridium pasteurianum | 7.5 | 37.0 ± 2 | 2.6(47.6 mL/g released sugar) | [24] |
| Sugarcane bagasse | Pre-treated with H2SO4 | Enterobacter aerogenes | 6.8 | 30.0 | 1000.0 | |
| Wheat straw | Acetic acid pre-treatment followed by steam exposure at 190 °C for 10 minutes and enzymatic hydrolysis lasting 72 hours | Caldicellulosiruptor saccharolyticus | 6.5±0.1 | 70.0 | 134.0 |
VS= Volatile Solids.
Table 2.
Hydrogen production from various biomass by photo fermentation process.
| Feedstock | Microorganisms | Enzyme | H2 yield | [Ref.] |
|---|---|---|---|---|
| Potato residue | Rhodospirillum rubrum, Rhodobacter capsulatus and Rhodopseudomonas palustris | Alpha-amylase | 642 mL /(L h) | [36] |
| Bread Waste | R. palustris | - | 3.1 mol H2/mol | [37] |
| Corn stalk | Rhodospirillum rubrum, R. capsulata, R. pulastris, Rhodobacter sphaeroides, Rhodobacter capsulatus | Cellulose | 23.96 mL/h H2 | [38] |
| Fermented Waste Food | Rhodobacter sphaeoides KD131 | - | 24 % Substrate conversion efficiency (%) | [39] |
| Corncob | Rhodospirillum rubrum, Rhodobacter capsulatus, Rhodopseudomonas palustri | Cellulase | 84.7 mL H2/g TS | [40] |
| Corn stover | HAU-M1 | Cellulase | 57.63 mL/g VS | [41] |
| Corn straw | Rhodospirillum rubrum, Rhodopseudomonas capsulate, Rhodopseudomonas palustris, Rhodobacter sphaeroides and Rhodobacter capsulatus | Cellulase | 137.76 mL H2/g TS | [42] |
| Energy grass | Rhodospirillum rubrum, R. capsulata, R. pulastris, Rhodobacter sphaeroides, Rhodoba | Cellulase | 5.53 mL H2/(h g TS) | [43] |
TS= Total Solids, VS= Volatile Solids.
Table 3.
Hydrogen production from different microalgae by biophotolysis.
| Microalgae/cyanobacteria | Process condition | Light Intensity(W/m2 ) | H2 production | [Ref.] |
|---|---|---|---|---|
| Nostoc PCC 7120 | BG110 medium, supplied with a mixture of red and white light, altering 100% Ar and Ar/N2 (20/80) | 18.8 | 6.2 ml/L/h | [48] |
| C. reinhardtii cbn 1–48 | Tris-acetate-phosphate medium, 5% CO2, dark anaerobic adaptation | 426.6 | 40.2 mL/kg | [47] |
| C. reinhardtii Dang 137+ | TAP (Tris-acetate-phosphate) medium | 34.1 | 6.0 mmol/L | [49] |
| Chlorella sp. IOAC707S | TAP-seawater medium | 10.7 | 38.0 mL/L | [50] |
| yngby asp. (benzoate as a carbon source) | Basal medium, 600 mg/l benzoate at late exponential phase | 31.6 | 17.1 μmol H2/g Chl a/h | [51] |
| C. reinhardtii (CC124) | Sulphur-free TAP medium | 64.0 | 1.3 ± 0.1 mL/L/h | [52] |
| C. reinhardtii CC-425 strain | TAP medium, TAP-sulphur | 121.6 | 0.8 μmol/mg Chl /h | [53] |
Chl= Chlorophyl, TAP= (Tris-acetate-phosphate).
Table 4.
Bio hydrogen production from different agricultural biomass using bio electrochemical method.
Table 4.
Bio hydrogen production from different agricultural biomass using bio electrochemical method.
| Type of waste | Type of MEC reactor | Temperature (°C) | pH | External voltage (V) | H2 yield (L/L/d) | [Ref.] |
|---|---|---|---|---|---|---|
| Swine manure + waste water | Two-chamber | 25.0 ± 2 | 7.0 | 1.2 | 5.1 | [58] |
| Waste activated sludge | Single-chamber | 20.0 | 7.0 ± 0.2 | 0.6 | 90.6 | [66] |
| Waste of sugar beet juice | Two-chamber | 25.0 | 7.2 | 0.4 | 306.0 | [63] |
| Cornstalk wastewater | Two-chamber | 25.0 ± 2 | 7.0 | 1.0 | 3.9 | [69] |
Table 5.
Production of hydrogen from various biomass by gasification route.
| Type of Biomass | Type of gasification | Operating Conditions | H2 Yield | Ref |
|---|---|---|---|---|
| Pine Sawdust | Steam Blown | S/B=1.05-3.47 Temperature 800-950 °C |
55.87 % Volume | [90] |
| Wood Chips | Steam Blown | S/B= 0.18-1.32 Temperature: 800-950 °C |
50.3 % Volume | [91] |
| Sawdust | Steam and Oxy Blown | S/B= 1.1-4.7 ER= 0-0.37 Temperature: 750-950 °C |
57.4 % Volume | [92] |
| Lignocellulosic Biomass | Air | ER=0.20-0.34 Temperature: 600-1000 °C |
29.54 % Volume | [93] |
| Sawdust | Supercritical water | Temperature: 550 °C Pressure: 36-40 MPa |
10.40 mol/kg | [94] |
| Corn Starch | Supercritical water | Temperature: 745 °C Pressure: 280 bar |
55 % volume | [95] |
Table 6.
Requirements for the purity of hydrogen for transport.
| Standard | ISO 14687-2019 SAE J2719-202003 |
|---|---|
| Purity of Hydrogen | 99.97% |
| Total non hydrogen gases | 300 ppm |
| H2O | 5 ppm |
| hydrocarbons without CH4 | 2 ppm |
| CH4 | 100 ppm |
| O2 | 5 ppm |
| He | 300 ppm |
| N2 | 300 ppm |
| Ar | 300 ppm |
| CO2 | 2 ppm |
| CO | 0.2 ppm |
Table 7.
Different methods of tar cleaning.
| S.No | Technology | Type of Cleaning Methods | Tar removal efficiency (%) | Operational temperature ( oC) | Rank | Ref |
|---|---|---|---|---|---|---|
| 1. | Cyclonic separator | Dry | 30-70 | 100-900 | 10 | [128] |
| 2. | Fabric filter | Dry | 0-50 | Up to 600 | 12 | [128] |
| 3. | Sand bed filter | Dry | 50-90 | 20 | 6 | [128] |
| 4. | Bio-Oil scrubber | Wet | 60 | 50 | 11 | [129] |
| 5. | Quartz filter | Dry | 75-95 | 650-770 | 5 | [130] |
| 6. | Activated carbon as adsorbent | Dry | 80 | 20 | 4 | [129] |
| 7. | Electrostatic precipitator | Wet | 40-70 | 20-30 | 9 | [131] |
| 8. | Permeable catalytic filter disk [Aluminum Oxide (2.5%wt) ; Nickle (1.0% wt); Magnesium (0.5%wt)] | Dry | 77-99 | 800900 | 3 | [132] |
| 9. | Permeable catalytic filter disk [Nickle (1%wt)/ Calcium Oxide (0.5%wt)] | Dry | 96-98 | 900 | 1 | [133] |
| 10. | Impinger | Wet | 70 | 50 | 8 | [134] |
| 11. | Three impingers in series | Wet | >95 | 50 | 2 | [134] |
| 12. | Washing tower | Wet | 10-25 | 50-60 | 14 | [128] |
| 13. | Venturi scrubber | Wet | 50-90 | 20-100 | 6 | [135] |
| 14. | Packed bed scrubber | Wet | 75 | 300 | 7 | [136] |
| 15. | Water scrubber | Wet | 22 | 20-100 | 13 | [135] |
Table 8.
Properties of different sorbents for H2S elimination.
| Sorbent | Ideal sorption capacity (g S/g sorbent) | Operating Temperature (OC) | Rank | Ref |
|---|---|---|---|---|
| Cerium oxide | 0.093 | 500-700 | 7 | [143] |
| Copper oxide | 0.224 | 540-700 | 6 | [143] |
| Zinc Copper Ferrite | 0.398 | 540-680 | 3 | [143] |
| Zinc oxide | 0.395 | 450-650 | 4 | [144] |
| Manganese oxide | 0.400 | 400-900 | 2 | [143] |
| Iron oxide | 0.245 | 450-700 | 5 | [145] |
| Lime Powder | 0.571 | 815-980 | 1 | [146] |
Table 9.
Comparison of different bio hydrogen production process.
| H2 production processes | Advantages | Constraint |
|---|---|---|
| Dark fermentation |
|
|
| Photo fermentation |
|
|
| Bio photolysis |
|
|
| MEC |
|
|
| Gasification |
|
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



