Submitted:
07 June 2023
Posted:
08 June 2023
You are already at the latest version
Abstract
In this paper, applicability of the modified water-based yttria stabilized zirconia (YSZ) suspensions, including different dispersants, to produce plasma sprayed coatings with “columnar microstructure” is investigated. The effects of processing parameters like suspension liquid phase ethanol content, change of substrate roughness, and spray distance on the resulting coatings morphologies are investigated. The results showed that increasing ethanol concentration, substrate surface roughness, and the spray distance promote formation of coatings with columnar structure. Moreover, application of modified water-based suspensions including α-Terpineol dispersant has led to deposition of columnar coatings with comparable morphologies of coatings deposited from ethanol-based suspensions.
Keywords:
YSZ suspension
; Water
; Ethanol
; Plasma Spraying
; Columnar coating
1. Introduction
Thermal barrier coatings’ (TBCs) performance is strongly dependent on their morphological characteristics which can be defined by controlling their respective synthesis processing parameters. It has been reported that coatings with porous columnar morphology exhibit better strain tolerance and thermal cyclic life than those that have lamellar morphologies [1,2]. Suspension plasma spraying (SPS) process has received a great deal of attention in the recent years for deposition of TBCs based on its potential application to produce coatings with appropriate morphologies in a cost-effective way [3,4]. A practical issue that would be attributed to water-based suspensions is their poor ability to produce TBCs with columnar structure in comparison with alcohol-based ones [5] Moreover, finding appropriate procedure to prepare suitable feedstock slurry which could be industrially scalable is another issue that would be attributed to such deposition technique [6]. Ideally, water is regarded as the preferred suspension liquid phase (rather than alcohols like ethanol) based on safety, environmental and economic considerations. In the case of concentrated water based YSZ slurries, the effects of dispersant type (including Polyethyleneimine, tricarboxylic acid and α-Terpineol), dispersant concentration and pH on the stability and rheological properties of the resulting suspensions have been investigated [7]. The reported results showed that α-Terpineol could be regarded as the most effective surfactant to produce water based YSZ suspension with appropriate characteristics to be used in SPS coating deposition technique. Moreover, preparing well-dispersed water-based suspensions which are stable over time (i.e., resist agglomeration, sedimentation, viscosity changes) is also important in industrial practices. In another study, the aging behavior of such concentrated YSZ suspension has been reported and those including α-Terpineol surfactant exhibited better performance than the two other ones [8].
The effects of different processing parameters on the morphological characteristics of the resulting SPS coatings have been addressed thoroughly in the literature [9,10]. For instance, in addition to application of ethanol based suspensions, spraying distance and substrate surface roughness can also be controlled such that the resulting coatings’ morphologies approach columnar ones [11,12]. Controlling of such parameters to produce columnar TBCs would be costly, not practical, or even environmentally unacceptable from industrial point of view. In this regard, application of the modified water based YSZ suspensions is promising in deposition of columnar coatings without the need for altering other processing parameters (as mentioned above) which may cause additional cost for deposition process. Moreover, coating complex substrates in industrial settings (e.g., coating of TBC on turbine blades) inherently involves variability of the spray distance. Thus, SPS slurries producing the desired columnar microstructure in a wide range of the spray distances are preferable.
In the present study, applicability of the modified water based YSZ suspensions to produce plasma sprayed coatings with the “columnar microstructure” is investigated. The effects of different processing parameters (which may be considered as to be more practical for industrial applications) including addition of ethanol to the water-based suspension liquid phase, change of the substrate roughness, and spray distance on the resulting coatings morphologies are investigated and the characteristics of the resulting coatings from such deposition procedures are compared with those coatings deposited from modified water based YSZ suspensions formulated in accordance with the results of our previously published research works [8].
2. Materials and Methods
2.1. Suspensions’ Preparation and Characterization
The suspensions’ aqueous phase included deionized water, ethanol, and their respective mixture (50:50 vol.%) with 30 wt.% solid content (YSZ powders). The modified water-based suspension, including α-Terpineol as a dispersing agent, was prepared based on procedure that has been reported in previous study [7]. Table 1 represents the designated symbols for all the suspension samples and their respective chemical constituents. Force Tensiometer (KRÜSS-K100 GmbH, Hamburg, Germany) device was used to measure the surface tension values using lamella tear-off method (Du Nouy Ring with Radius: 9.545 mm and Wire Diameter: 0.37 mm). The surface tension of HPLC grade Hexane solution in triplicates was measured to specify the authenticity of measurements. Droplet size distribution measurements were conducted in the University of Toronto, Centre for Advanced Coating Technologies. A detailed explanation of this method has been described elsewhere [13].
2.2. Coatings’ Preparation and Characterization
The stainless-steel substrates were sand blasted into three different surface roughness (Rq) values of 2.40, 2.53 and 5.80 μm. For all the surface roughness measurements, the root mean square deviation (Rq) was measured and reported as the surface roughness parameter. The ceramic top coats were deposited using Mettech Axial III high power plasma torch, equipped with a continuous stream suspension injector system (LP-BT100-2J and peristaltic pump including a YZII15 pump head with three rollers. The parameters for suspension plasma spraying (SPS) process were: 45 mL/min suspension feed rate, 200 A current, 50, 75 and 100 mm spray distances, 245 SLM total plasma gas flow rate, 75/10/15 Ar%/N2%/H2% plasma gas compositions, 20 SLM Atomizing gas flow rate and 9 mm nozzle internal diameter for ethanol based suspensions. For water-ethanol and water-based suspensions the SPS deposition parameters were: 45 mL/min suspension feed rate, 200 A current, 50, 75 and 100 mm spray distances, 245 SLM total plasma gas flow rate, 75/10/15 Ar%/N2%/H2% plasma gas compositions, 20 SLM Atomizing gas flow rate and 9 mm nozzle internal diameter. The effects of the spray distance and substrate surface roughness on the coatings’ morphologies were investigated by Zeiss Sigma standard Field Emission Scanning Electron Microscope (FE-SEM) Image analyzer software (ImageJ—version 1.52a, National Institutes of Health, Maryland, USA) was used to estimate porosity values by analyzing the respective SEM micrographs.
3. Results and Discussions
3.1. Suspensions Characterization
Figure 1 shows that surface tension of the four suspensions (YSZH, YSZH- Et, YSZEt, and YSZH- αT- 2.5) decreases as ethanol content increases. The YSZH- αT- 2.5 has surface tension of 22.2 mN/m, very close to that of YSZEt (ethanol-based suspension). Curry et al. concluded that in SPS, final suspension droplet size is determined by the balance between the plasma shear forces that tend to break up the suspension stream and the suspension properties which resist fragmentation [5]. Among suspension properties, viscosity and surface tension are the main ones that can resist suspension atomization [14]. Currently, there is no reliable equation in the literature to calculate the final droplet size in SPS process [4]. However, the relation between plasma drag force, suspension’s surface tension and the final droplet size was proposed by Fazilleau et al. [15] as such shown in Equation (1):
where, D (m) is the atomized suspension droplet diameter; 𝜎 (N/m) is suspension’s surface tension; 𝐶𝐷 (unitless) is the plasma drag coefficient; and 𝜌 (kg/m3) and 𝑢 (m/s) are the density and stream velocity of plasma, respectively. It can be inferred from Eq. (1) that a lower surface tension and a higher plasma drag force, which depends on plasma density and velocity, are required to obtain smaller droplets after atomization. The decrease in suspension surface tension because of increase in ethanol concentration (Figure 1) leads to the formation of smaller droplets in atomized suspension (Figure 2). The median droplet size in atomized suspension decreases from 21.7 to 12.4 μm (Table 2) as the ethanol concentration increases from 0 to 100 vol.%. Such smaller droplets may easily follow the plasma gas flow parallel to the substrate surface, promoting the shadowing effect which in turn leads to the formation of columnar-microstructure coatings.
3.2. Coatings’ Morphological Characteristics
Cross-sectional SEM images in Figure 3 show the effect of substrate’s surface roughness on the coatings’ microstructure for the different suspensions. The results revealed that higher substrate surface roughness and ethanol concentration (in the solvent phase) result coatings with more pronounced columnar morphology. The higher substrate surface roughness (Rq) means higher absolute difference in height between the peaks and valleys attributed to surface asperity condition. The peaks at the substrate surface profile act as initiation sites for the formation of individual columns in the microstructure of the growing SPS coatings. Therefore, the more the difference between peaks’ heights and valleys’ depths at the surface, the higher the chance of formation of individual columns [16].
The ethanol-based suspensions (YSZEt) yield coatings with more pronounced columnar microstructures whereas both the water based (YSZH) and mixed water-ethanol (YSZH- Et) suspensions coatings exhibited lamellar microstructures, Figure 3. These results were expected due to the dependence of coating’s microstructure on the size and momentum of the atomized suspension droplets. As discussed earlier, the median suspension droplet size of water based (YSZH) and mixed water-ethanol based (YSZH- Et) suspensions are 21.7 and 18.7 μm, respectively, which are higher than the ethanol based (YSZEt) median droplet size (i.e., 12.4 μm). This can be directly responsible for not obtaining columnar microstructures using the water based (YSZH) and mixed water-ethanol based (YSZH- Et) suspensions. In fact, coating builds up mechanism for SPS is different compared to that in conventional APS and is found to be greatly affected by the generation of suspension droplets due to atomization inside the plasma plume, which in turn results in in-flight particles after solvent evaporation [17]. The reason for the distinct differences in microstructures obtained by SPS of different suspensions in this study stems from the expected different trajectories of the atomized suspension droplets inside the plasma stream and the resulting molten YSZ particles before impacting the substrate.
After atomization, the suspension droplets undergo rapid heat up and solvent evaporation. The fine solute particles, depending on the size of the particles, tend to agglomerate or sinter/fuse into larger particles afterwards [4]. Therefore, by complete vaporization of the solvent, agglomerated fine solid particles get directly exposed to plasma, heat up and melt to form molten/ semi-molten droplets. The molten droplets are typically larger and heavier as compared to the initial powder particle size in the suspension, which governs the splat size and other features of the coatings’ microstructure [4]. Impact of the molten or semi-molten agglomerated particles onto the substrate generates fine splats, and the coating forms by consecutive deposition of the splats. A relationship between the suspension droplet size and the molten particle droplet size can therefore be expected. The suspension droplet size distributions, presented in the previous section, can therefore give us an insight into the droplet size of the resulting molten agglomerated particles although they are not the same. Moreover, the atomized suspension droplet sizes measured in this work belong to the suspensions fragmented by an airbrush which would result in droplet sizes different from the ones fragmented inside and by the plasma flow. However, the obtained data were only used to have a comparative atomization study of the different suspensions in this work.
The molten particles droplets follow different trajectories, depending on their droplet size and, therefore, momentum. Trajectory of small droplets, because of their low momentum, is strongly influenced by the plasma stream drag in the boundary layer close to the substrate and they deposit at shallow angles on surface asperities resulting in shadowing effect [17]. It has been reported that three major types of coating microstructures are possible for SPS coatings [18]. Shadowing effect is largest when the sizes of droplets are extremely small, when columnar type microstructure typically forms. Droplets of median size are still small enough to be affected by the plasma flow, thus can make a feathery columnar structure which contains porosity bands within the columns. Finally, the relatively large molten droplets are less affected by the plasma drag and typically have a direct (straight) impact on the substrate, forming a lamellar (like in the conventional APS method) or vertically cracked structure. The mechanism of vertical cracks formation in APS coatings has been reported to be the result of cooling and shrinkage of the deposited splats, providing high tensile stresses leading to intra-splat cracking [19]. The build-up and overlap of the splats finally lead to the vertical cracks in the coatings. This mechanism can be found in SPS coatings as well, i.e., increased tensile stresses in SPS coatings can be relieved by the formation of vertical cracks [19,20].
The high-magnification cross-sectional SEM images of SPS coatings, deposited at 75 mm spray distance from suspensions with different solvents, are presented in Figure 4. All the coatings possess a two-zone (also called bi-modal) type of microstructure which is common in SPS coatings [21,22,23,24,25,26]. This two-zone microstructure is made of partially melted (marked PM in Figure 4) zones surrounded by a fully melted (marked FM in Figure 4) dense matrix. The reason of this microstructure formation is that a relatively large portion of the plasma power is consumed to evaporate the liquid solvent in SPS. Thus, some particles or agglomerates get just partially melted and then embedded into the fully melted solid [27]. As seen in Figure 4, increasing the water content in the suspension leads to increase in the partially melted (PM) zones and porosity in the coatings’ microstructure (Table 3). This is due to the higher evaporation enthalpy of water (2.4 × 106 J/kg) compared to that of ethanol (0.6 × 106 J/kg) [4,5], which consumes more energy and gives rise to incomplete melting of the particles. Moreover, less solids melting contributes to coatings with higher porosity amount and therefore, lower thermal conductivity. The higher surface tension of water, which results in larger atomized droplet sizes, can also make the heat transfer more difficult and favor the increased PM zones in the coating’s microstructure [28].
Similar to the substrate’s surface roughness and ethanol concentration parameters, the same desirable effect (i.e., contribution to form columnar morphology) was observed by increasing the substrate-to-nozzle (stand-off) distance, Figure 5. This can be related to the trajectory of the molten particle droplets in plasma flow parallel to the substrate surface at longer spray distances, increasing the shadowing effect during coating deposition. The velocity and temperature of suspension droplets decrease over longer spray distances, and plasma drag can affect their trajectory more easily due to their smaller momentum. Therefore, it can be concluded that for a given solids loading in the suspension, the columnar (also referred to as “cauliflower-like” [29]) structures become more evident in SPS coatings as the spray distance increases. These findings agree with those reported previously by other researchers in the light of shadowing effect theory [4,27,30]. In short spray distances, the particles arrive the substrate with higher velocities favoring planar deposition, with lower probability of columns formation. It should be noted that the round spherical particles observed in the microstructure of SPS coatings are the re-solidified molten droplets. The re-solidification phenomenon becomes more pronounced by increasing the spray distance [28,31].
The results of Figure 5 also show that increasing the spray distance led to thinner coatings, all other factors remaining the same. For example, in the case of YSZH and YSZH- Et coatings, doubling the spray distance from 50 to 100 mm resulted in thickness reductions of 66% and 73%, respectively. This trend was not seen in the case of the ethanol based (YSZEt) suspension plasma sprayed coatings. This could be due to the larger porosity of the columnar coatings; so, the coating mass decreased with the spray distance. Although coatings with columnar morphologies are produced at longer spray distances, the decrease in the final coating thickness can be an issue that needs to be addressed by controlling other processing parameters. As reported by Marchand and Mauer et al. [32,33,34], the suspension droplets reach their maximum velocities and temperatures roughly 40-50 mm downstream of the plasma torch’s X-axis. Afterwards, their velocities and temperatures rapidly decrease. Therefore, the deposition rate and density of coatings decrease as the spray distance increases. This was also claimed by Cotler et al. in case of SPS deposition of titania, alumina, and YSZ [35], as well as other researchers [6,36].
Based on the above observations, one may conclude that producing SPS coating with columnar morphology is possible by increasing substrate’s surface roughness and using higher ethanol concentration as the solvent in the suspension. Both routes cause additional costs and safety and environmental hazards. One practical remedy would be preparation of cost-effective water based YSZ suspensions with optimized characteristics (i.e., highly concentrated stable suspensions having low surface tension and viscosity values). That can be achieved by addition of appropriate surfactant type and concentration along with pH adjustment of the water-based suspensions which have been thoroughly studied previously [8]. According to such reported results, the aqueous 30 wt.% YSZ suspension with 0.1 wt.% α-Terpineol dispersant and pH adjusted at 2.5 (YSZH- αT- 2.5) was the best, optimized suspension based on the following criteria: i) high stability, ii) low surface tension, and iii) low viscosity. Such suspension can be atomized to droplets in the size range of 11.9 to 12.5 μm, comparable to those of ethanol-based suspension (YSZEt), Figure 2 and Table 2, which indicates its capability to produce columnar coatings. The cross-sectional morphology of the SPS coatings that were deposited from the optimized water based YSZ suspensions (YSZH- αT-2.5) is illustrated in Figure 6. At fixed spray distance, coatings with feathery columnar morphologies are deposited, similar to the microstructure of coatings deposited from ethanol-based suspensions (YSZEt).
4. Conclusions
The relationships between YSZ suspension parameters, processing parameters, the suspension atomization behavior and the resulting SPS coatings’ microstructures were investigated. YSZEt suspensions atomized droplets are smaller (12.4 μm) than the droplets of YSZH- Et and YSZH (18.7 and 21.7 μm, respectively). This leads to deposition of coatings with columnar microstructures from ethanol-based suspension (YSZEt) coatings.Both the water based (YSZH) and mixed water-ethanol (YSZH- Et) suspensions coatings exhibited lamellar microstructures. Coatings with more pronounced columnar structures were obtained from deposition on substrates with higher surface roughness, at longer spray distances. Water-based suspensions including α-Terpineol dispersant (YSZH- αT-2.5) exhibited favorable rheological properties to produce smaller droplet sizes in atomized phase. Ethanol can be replaced with water if appropriate dispersant (like α-Terpineol) and pH value is selected, in order to produce SPS coatings with columnar morphology, without altering other processing parameters (like substrate surface roughness and spray distance).
Author Contributions
Conceptualization, Troczynski T., Yaghtin M. and Yaghtin A.; Methodology, Yaghtin A.; Validation, Najafisayar P.; Formal Analysis, Yaghtin A. and Yaghtin M..; Investigation, Yaghtin A.; Resources, Troczynski T. and Tang Z.; Data Curation, Yaghtin A., Najafisyar P.; Writing—Original Draft Preparation, Yaghtin M. and Yaghtin A.; Writing-Review & Editing, Troczynski T. and Najafisyar P.; Supervision, Troczynski T. Funding Acquisition, Troczynski T.
Data Availability Statement
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Fauchais, P.L.; Heberlein, J.V.R.; Boulos, M.I. Gas Flow-Particle Interaction, Thermal Spray Fundamentals; Springer: New York, NY, USA, 2014; pp. 102–156. [Google Scholar]
- Ganvir, A.; Curry, N.; Govindarajan, S.; Markocsan, N. Characterization of Thermal Barrier Coatings Produced by Various Thermal Spray Techniques Using Solid Powder, Suspension, and Solution Precursor Feedstock Material. Int. J. Appl. Ceram. Technol. 2016, 13, 324–332. [Google Scholar] [CrossRef]
- Feuerstein, A.; Knapp, J.; Taylor, T.; Ashary, A.; Bolcavage, A.; Hitchman, N. Technical and Economical Aspects of Current Thermal Barrier Coating Systems for Gas Turbine Engines by Thermal Spray and EBPVD: A Review. J. Therm. Spray Technol. 2008, 17, 199–213. [Google Scholar] [CrossRef]
- Ganvir, A.; Calinas, R.F.; Markocsan, N.; Curry, N.; Joshi, S. Experimental visualization of microstructure evolution during suspension plasma spraying of thermal barrier coatings. J. Eur. Ceram. Soc. 2019, 39, 470–481. [Google Scholar] [CrossRef]
- Curry, N.; VanEvery, K.; Snyder, T.; Susnjar, J.; Bjorklund, S. Performance Testing of Suspension Plasma Sprayed Thermal Barrier Coatings Produced with Varied Suspension Parameters. Coatings 2018, 5, 338–356. [Google Scholar] [CrossRef]
- Rampon, R.; Marchand, O.; Filiatre, C.; Bertrand, G. Influence of suspension characteristics on coatings microstructure obtained by suspension plasma spraying. Surf. Coatings Technol. 2008, 202, 4337–4342. [Google Scholar] [CrossRef]
- Yaghtin, M.; Yaghtin, A.; Tang, Z.; Troczynski, T. Improving the rheological and stability characteristics of highly concentrated aqueous yttria stabilized zirconia slurries. Ceram. Int. 2020, 46, 26991–26999. [Google Scholar] [CrossRef]
- Yaghtin, M.; Yaghtin, A. ….; Najafisayar, P.; Tang, Z.; Troczynski, T. Aging Behavior of Water-Based YSZ Suspensions for Plasma Spraying of Thermal Barrier Coatings. J. Therm. Spray Technol. 2021, 30, 97–107. [Google Scholar] [CrossRef]
- Fan, W.; Bai, Z. Review of suspension and solution precursor plasma sprayed thermal barrier coatings. Ceram. Int. 2016, 42, 14299–14312. [Google Scholar] [CrossRef]
- Aghasibeig, M.; Tarasi, F.; Lima, R.S.; Dolatabadi, A.; Moreau, C. A Review on Suspension Thermal Spray Patented Technology Evolution. J. Therm. Spray Technol. 2019, 28, 1579–1605. [Google Scholar] [CrossRef]
- Caio, F.; Moreau, C. Influence of Substrate Shape and Roughness on Coating Microstructure in Suspension Plasma Spray. Coatings 2019, 9, 746–758. [Google Scholar] [CrossRef]
- Hasan, M.F.; Wang, J.; Berndt, C.C. Effect of Power and Stand-Off Distance on Plasma Sprayed Hydroxyapatite Coatings. Mater. Manuf. Process. 2013, 28, 1279–1285. [Google Scholar] [CrossRef]
- Yaghtin, M.; Yaghtin, A.; Najafisayar, P.; Tang, Z.; Troczynski, T. Deposition of Columnar-Morphology Lanthanum Zirconate Thermal Barrier Coatings by Solution Precursor Plasma Spraying. J. Therm. Spray Technol. 2021, 30, 1850–1861. [Google Scholar] [CrossRef]
- Rampon, R.; Marchand, O.; Filiatre, C.; Bertrand, G. Influence of suspension characteristics on coatings microstructure obtained by suspension plasma spraying. Surf. Coat. Technol. 2008, 202, 4337–4342. [Google Scholar] [CrossRef]
- Fazilleau, J.; Delbos, C.; Rat, V.; Coudert, J.F.; Fauchais, P.; Pateyron, B. Phenomena Involved in Suspension Plasma Spraying Part 1: Suspension Injection and Behavior. Plasma Chem. Plasma Process. 2006, 26, 371–391. [Google Scholar] [CrossRef]
- Curry, N.; Tang, Z.; Markocsan, N.; Nylén, P. Influence of bond coat surface roughness on the structure of axial suspension plasma spray thermal barrier coatings-Thermal and lifetime performance. Surf. Coat. Technol. 2015, 268, 15–23. [Google Scholar] [CrossRef]
- Oberste-Berghaus, J.; Bouaricha, S.; Legoux, J.G.; Moreau, C. Suspension Plasma Spraying of Nano-Ceramics Using an Axial Injection Torch. Proc International Thermal Spray Conference, Basel, Switzerland, May, 2005.
- Vanevery, K.; Krane, M.J.K.; Trice, R.W.; Wang, H.; Porter, W. Column Formation in Suspension Plasma-Sprayed Coatings and Resultant Thermal Properties. J. Therm. Spray Technol. 2011, 20, 817–828. [Google Scholar] [CrossRef]
- Vaen, R.; Kaner, H.; Mauer, G.; Stöver, D. Suspension Plasma Spraying: Process Characteristics and Applications. J. Therm. Spray Technol. 2010, 19, 219–225. [Google Scholar]
- Wiśniewska, M.; Chibowski, S.; Urban, T. Adsorption of cationic polyacrylamide on the surface of mesoporous nanozirconia and its influence on the solid aqueous suspension stability Colloids. Surf. A Physicochem. Eng. Asp. 2016, 509, 214–223. [Google Scholar] [CrossRef]
- Fengqiu, F.; Xiaoxian, H.; Yufeng, Z.; Jingkun, G. Effect of dispersants on surface chemical properties of nano-zirconia suspensions. Ceram. Int. 2000, 26, 93–97. [Google Scholar] [CrossRef]
- Liu, Y.; Gao, L.; Yu, L.; Guo, J. Adsorption of PBTCA on Alumina Surfaces and Its Influence on the Fractal Characteristics of Sediments. J. Colloid Interface Sci. 2000, 227, 164–170. [Google Scholar] [CrossRef]
- Cesarano, J.; Aksay, I.A.; Bleier, A. Stability of Aqueous α-Al2O3 Suspensions with Poly(methacrylic acid) Polyelectrolyte. J. Am. Ceram. Soc. 1988, 71, 250–255. [Google Scholar] [CrossRef]
- Reed, J.S. Principles of Ceramics Processing; John Wiley & Sons: New York, NY, USA, 1995; pp. 245–310. [Google Scholar]
- Biggs, S.; Healy, T.W. Electrosteric stabilisation of colloidal zirconia with low-molecular-weight polyacrylic acid. An atomic force microscopy study. J. Chem. Soc. Faraday Trans. 1994, 90, 3415–3421. [Google Scholar] [CrossRef]
- Xie, Z.; Ma, J.; Xu, Q.; Huang, Y.; Cheng, Y.B. Effects of dispersants and soluble counter-ions on aqueous dispersibility of nano-sized zirconia powder. Ceram. Int. 2004, 30, 219–224. [Google Scholar] [CrossRef]
- Carnicer, V.; Orts, M.J.; Moreno, R.; Sánchez, E. Microstructure assessment of suspension plasma spraying coatings from multicomponent submicronic Y-TZP/Al2O3/SiC particles. Ceram. Int. 2018, 44, 12014–12020. [Google Scholar] [CrossRef]
- Carpio, P.; Salvador, M.D.; Borrell, A. Alumina-zirconia coatings obtained by suspension plasma spraying from highly concentrated aqueous suspensions. Surf. Coat. Technol. 2016, 307, 713–719. [Google Scholar] [CrossRef]
- Carnicer, V.; Alcazar, C.; Sánchez, E.; Moreno, R. Aqueous suspension processing of multicomponent submicronic Y-TZP/Al2O3/SiC particles for suspension plasma spraying. J. Eur. Ceram. Soc. 2018, 38, 2430–2439. [Google Scholar] [CrossRef]
- Ganvir, A.; Curry, N.; Björklund, S. Characterization of Microstructure and Thermal Properties of YSZ Coatings Obtained by Axial Suspension Plasma Spraying (ASPS). J. Therm. Spray Technol. 2015, 24, 1195–1204. [Google Scholar] [CrossRef]
- Latka, L.; Goryachev, S.B.; Kozerski, S.; Pawlowski, L. Sintering of Fine Particles in Suspension Plasma Sprayed Coatings. Materials 2010, 3, 3845–3866. [Google Scholar] [CrossRef]
- Pawlowski, L. Suspension and solution thermal spray coatings. Surf. Coat. Technol. 2009, 203, 2807–2829. [Google Scholar] [CrossRef]
- Carpio, P.; Bannier, E.; Salvador, M.D.; Borrell, A.; Moreno, R.; Sánchez, E. Effect of particle size distribution of suspension feedstock on the microstructure and mechanical properties of suspension plasma spraying YSZ coatings. Surf. Coat. Technol. 2015, 268, 293–297. [Google Scholar] [CrossRef]
- Lima, R.S.; Marple, B.R. Thermal Spray Coatings Engineered from Nanostructured Ceramic Agglomerated Powders for Structural, Thermal Barrier and Biomedical Applications: A Review. J. Therm. Spray Technol. 2007, 16, 40–63. [Google Scholar] [CrossRef]
- Cotler, E.M.; Chen, D.; Molz, R.J. Pressure-Based Liquid Feed System for Suspension Plasma Spray Coatings. J. Therm. Spray Technol. 2011, 20, 967–973. [Google Scholar] [CrossRef]
- Chin, C.H.; Muchtar, A.; Azhari, C.H.; Razali, M.; Aboras, M. Optimization of pH and dispersant amount of Y-TZP suspension for colloidal stability. Ceram. Int. 2015, 41, 9939–9946. [Google Scholar] [CrossRef]
Figure 1.
Surface tension values attributed to different suspensions YSZH, YSZH- Et, YSZEt, and YSZH- αT- 2.5.
Figure 1.
Surface tension values attributed to different suspensions YSZH, YSZH- Et, YSZEt, and YSZH- αT- 2.5.
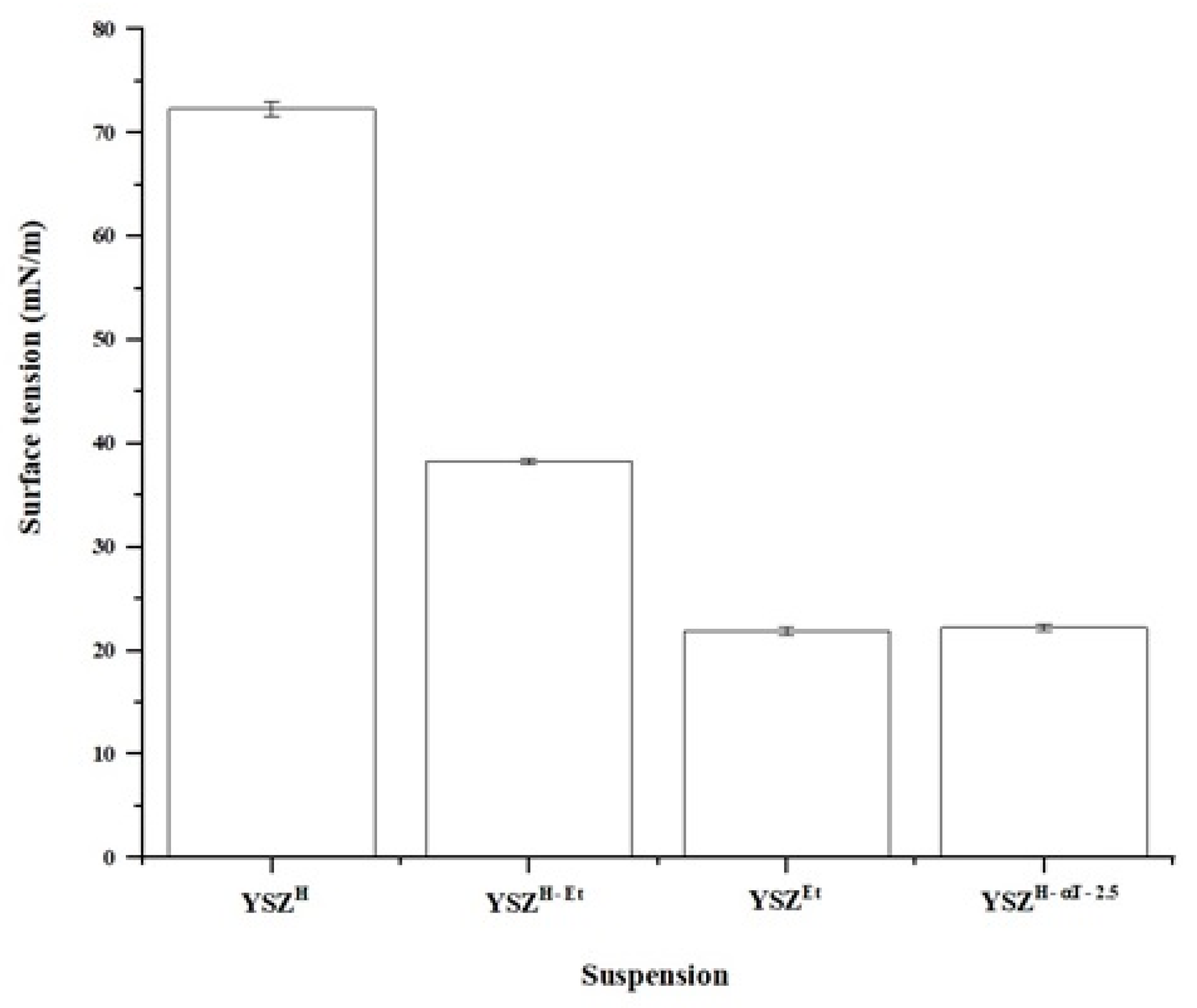
Figure 2.
Droplet size distributions attributed to atomization of different suspensions YSZH, YSZH- Et, YSZEt and YSZH- αT- 2.5.
Figure 2.
Droplet size distributions attributed to atomization of different suspensions YSZH, YSZH- Et, YSZEt and YSZH- αT- 2.5.
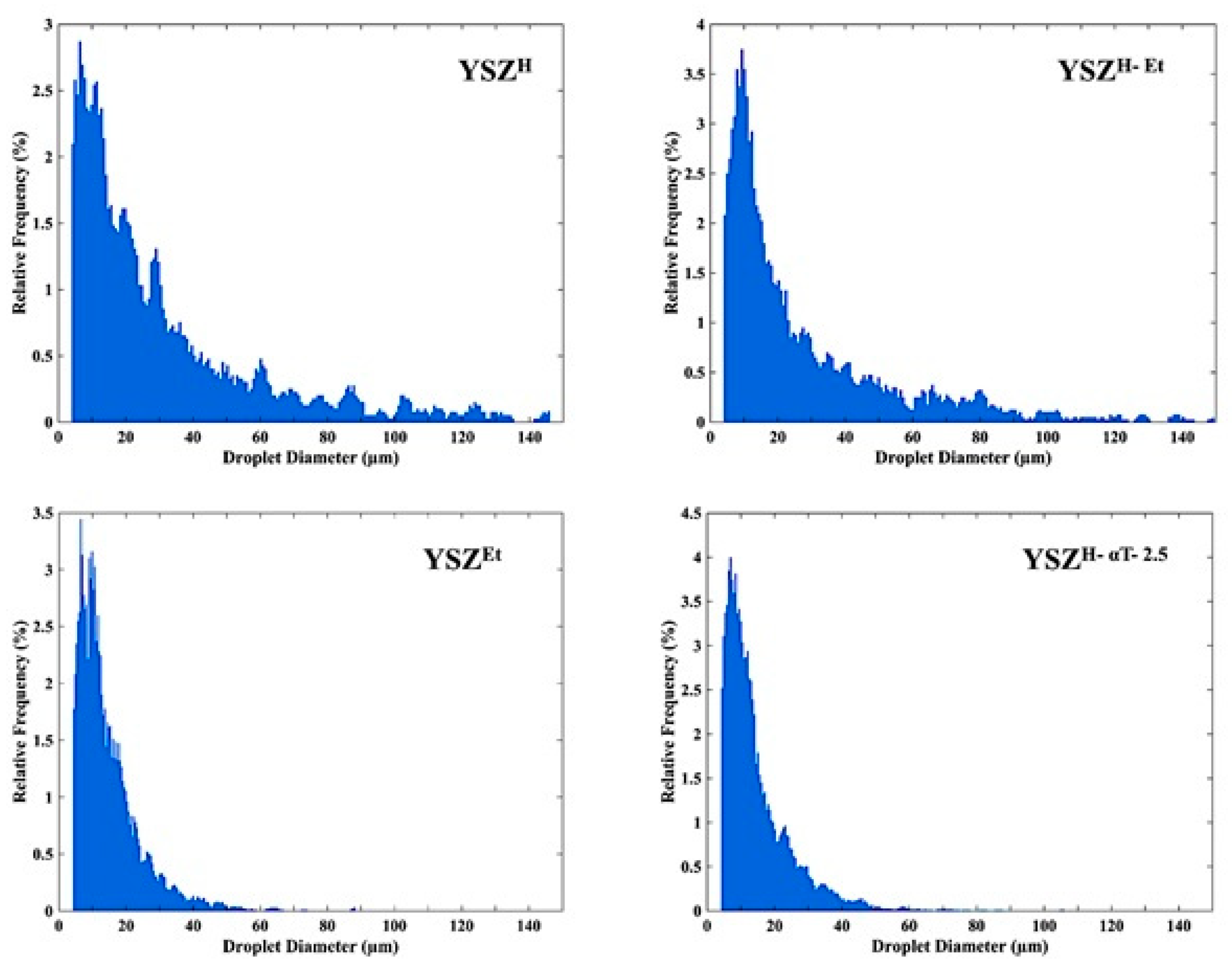
Figure 3.
Cross sectional SEM micrographs of the coatings that were deposited from YSZH, YSZH- Et, YSZEt and YSZH- αT- 2.5 suspensions on substrates with different surface roughness values: 2.4, 2.53 and 5.8 µm. In all cases, spray distance was set to 75 mm.
Figure 3.
Cross sectional SEM micrographs of the coatings that were deposited from YSZH, YSZH- Et, YSZEt and YSZH- αT- 2.5 suspensions on substrates with different surface roughness values: 2.4, 2.53 and 5.8 µm. In all cases, spray distance was set to 75 mm.
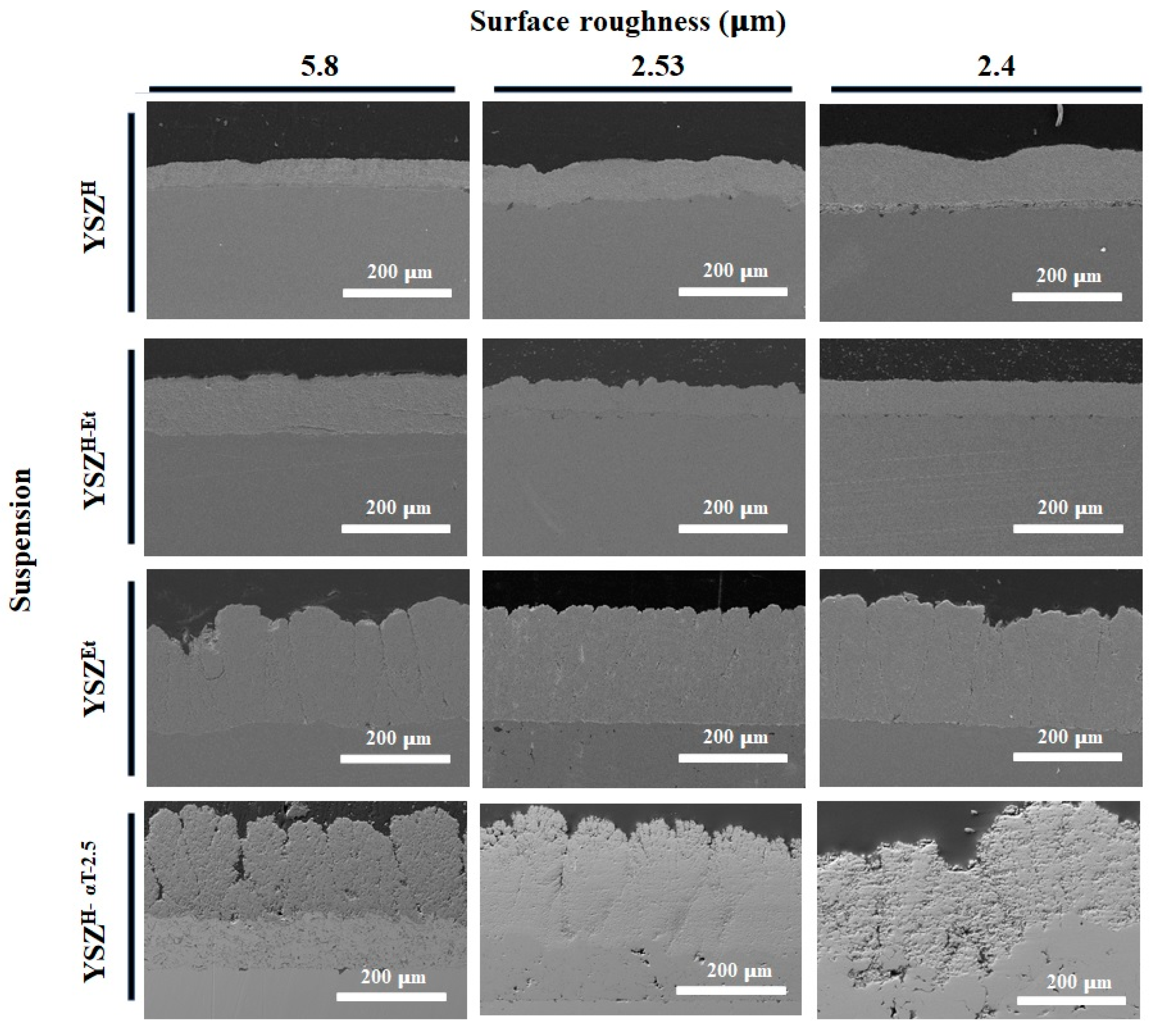
Figure 4.
High-magnification cross-sectional SEM images of SPS coatings, deposited at 75 mm spray distance from suspensions with different solvents: (a) YSZH, (b) YSZH- Et, (c) YSZEt and (d) YSZH- αT- 2.5.
Figure 4.
High-magnification cross-sectional SEM images of SPS coatings, deposited at 75 mm spray distance from suspensions with different solvents: (a) YSZH, (b) YSZH- Et, (c) YSZEt and (d) YSZH- αT- 2.5.

Figure 5.
Cross sectional SEM micrographs from the coatings that were deposited from YSZH, YSZH- Et, YSZEt and YSZH- αT- 2.5 suspensions at different spray distances: 50, 75 and 100 mm. In all cases, substrate surface roughness value was set to Rq=2.53 µm.
Figure 5.
Cross sectional SEM micrographs from the coatings that were deposited from YSZH, YSZH- Et, YSZEt and YSZH- αT- 2.5 suspensions at different spray distances: 50, 75 and 100 mm. In all cases, substrate surface roughness value was set to Rq=2.53 µm.
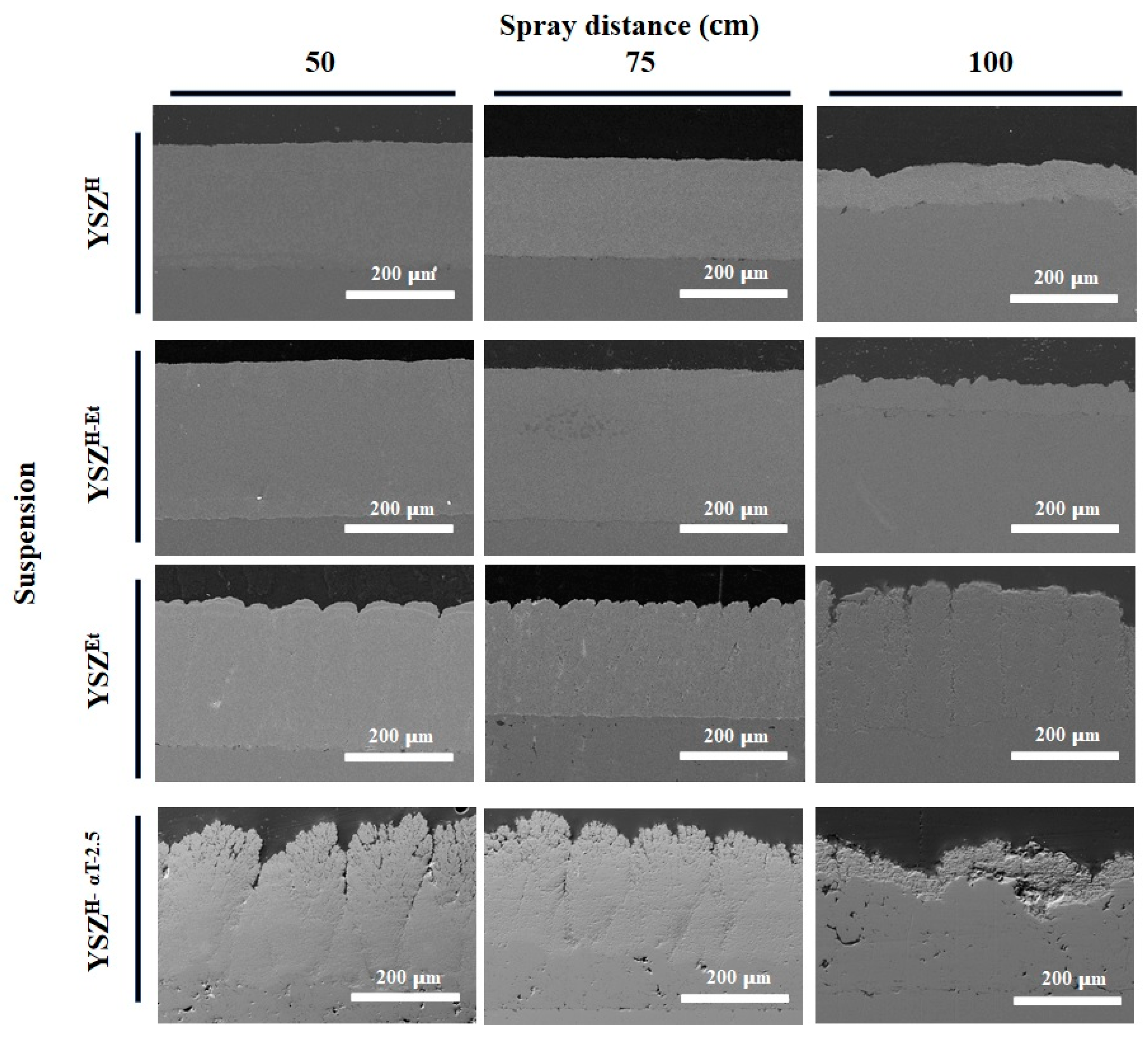
Figure 6.
Cross sectional SEM micrographs and their relevant surface profiles attributed to the coatings that were deposited from (a) YSZEt and (b) YSZH- αT- 2.5 suspensions.
Figure 6.
Cross sectional SEM micrographs and their relevant surface profiles attributed to the coatings that were deposited from (a) YSZEt and (b) YSZH- αT- 2.5 suspensions.
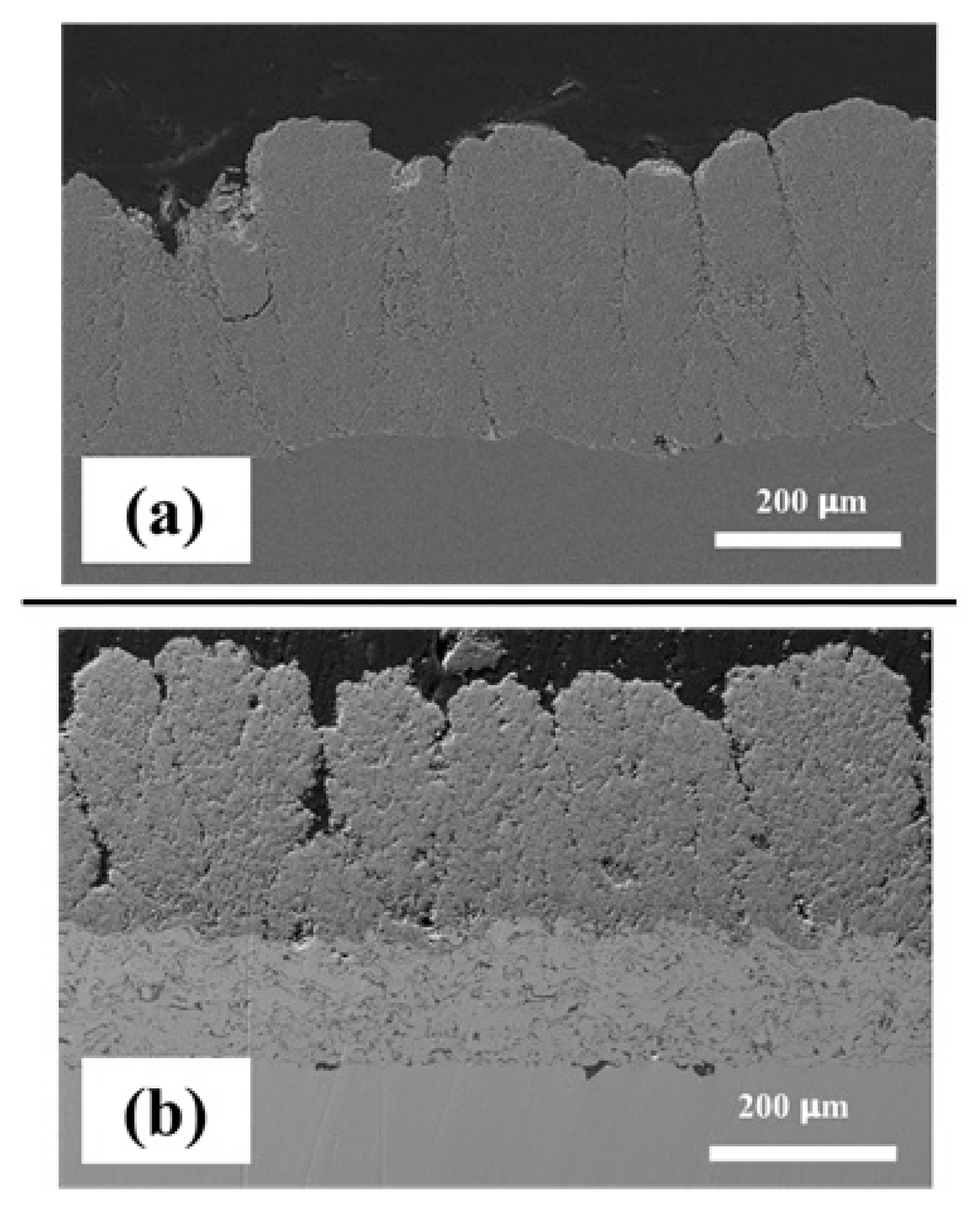

Table 1.
Characteristics of the suspension samples.
| Suspension name | Solvent type | Dispersant type | Dispersant concentration (wt.%) | Native pH | Adjusted pH |
|---|---|---|---|---|---|
| YSZH | Water | --- | --- | 7.4 | --- |
| YSZH- Et | Water-Ethanol | --- | --- | 7.3 | --- |
| YSZEt | Ethanol | --- | --- | 7.3 | --- |
| YSZH- αT- 2.5 | Water | α-Terpineol | 0.1 | 7.7 | 2.5 |
Table 2.
The mean and median droplet size values calculated for atomized YSZH, YSZH- Et, YSZEt, and YSZH- αT- 2.5 suspensions.
Table 2.
The mean and median droplet size values calculated for atomized YSZH, YSZH- Et, YSZEt, and YSZH- αT- 2.5 suspensions.
| Suspension/Liquid | Mean droplet size (µm) |
Median droplet size (µm) |
|---|---|---|
| YSZH | 31.9 | 21.7 |
| YSZH- Et | 27.6 | 18.7 |
| YSZEt | 15.3 | 12.4 |
| YSZH- αT- 2.5 | 15.4 | 12.2 |
Table 3.
Porosity values estimated from micrographs in Figure 4.
Table 3.
Porosity values estimated from micrographs in Figure 4.
| Coating | Porosity (%) |
|---|---|
| YSZH | 16-19 |
| YSZH- Et | 9-11 |
| YSZEt | 3-5 |
| YSZH- αT- 2.5 | 17-18 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



