Submitted:
20 April 2023
Posted:
21 April 2023
You are already at the latest version
Abstract
By enhancing the bitumen properties with the additives produced from wastes not only can be improved the performance of flexible pavements but also can be contributed to the environment. This research aims to produce a novel pyrolytic char from different wastes and to investigate the usability of this char as an additive in bitumen. In this study, firstly, the pyrolytic char was produced from co-pyrolysis of three different wastes including waste paper cups, polypropylene (PP) and polyethylene terephthalate (PET) wastes. Properties of the char were determined by using CHN (carbon, hydrogen, nitrogen) and Fourier transform infrared spectroscopy (FTIR) analyses. The high temperature rheological properties of binders were evaluated by using DSR (dynamic shear rheometer), RV (rotational viscometer), softening point and penetration tests. Additionally, specific gravity, storage stability, high temperature performance grades (PG) and temperature susceptibilities of binders were determined. Test results showed that this pyrolytic char enhanced the high temperature properties of neat bitumen by increasing softening point, viscosity, rutting resistance and high temperature PG. And, it can be said that the bituminous binder modified with this pyrolytic char had a good storage stability when it was used at 8% ratio in neat bitumen.
Keywords:
modified bitumen
; co pyrolysis
; char
; viscosity
; storage stability
; wastes
1. Introduction
Bitumen which is the petroleum product is widely used as binder for flexible pavements [1]. Bitumen is viscoelastic material and it behaves as viscous liquids at high temperatures and behaves as elastic solids at low temperatures [1,2,3]. Using modified bituminous binders could decrease the flexible pavement deformations. For the purpose of long-lasting flexible pavement roads, bitumen has been modified with different kinds of additives such as thermoplastic elastomers, different polymers, nanomaterials as well as chemical modifiers, fillers and waste engine oil [1,3,4,5]. Among these additives, some of them such as polymers, some nanomaterials and polyphosphoric acid can enhance the bitumen high temperature properties by increasing viscosity and rutting resistance of neat bitumen [3,4,5]. However, phase separation problems may occur in modified bitumen with some polymers [3,4].
In recent years, modification of bitumen with different bio chars has been investigated [6,7,8,9,10]. It was determined that the biochar had better effects than commercial graphite on high temperature performance of bitumen [6]. By using pyrolysis chars as additives in bitumen not only can be enhanced the high temperature properties of flexible pavements but also can be disposed the wastes with a sustainable solution by this way [6,8,11,12]. The amount of wastes in the world is rising day by day with the increasing population growth. Many researchers have studied on recycling the wastes in different ways to reduce environmental damages of them. One of the processes used for recycling the wastes is pyrolysis method [12,13,14]. Pyrolysis is a thermochemical conversion method which is carried out in oxygen free environment at high temperatures [14,15,16,17,18]. Liquid, solid and gas products can be obtained from raw materials by using pyrolysis method [14,15,16,17,18]. And all of these pyrolysis products can be potentially used for different purposes in various areas [12,13,19]. Biochar which is the solid pyrolysis product of biomass is a carbon rich material and has large surface area with high porosity [8,10,16,20]. Therefore, biochar can form a stiff structure with bitumen and can enhance the physical properties and high temperature performance of the bitumen due to its high porosity and high absorption properties [8,10].
As a result of biomass pyrolysis, valuable products can be obtained [15,16,17,19]. Many studies have showed that more valuable pyrolysis products (char, pyrolytic oil, gas) can be obtained from co pyrolysis of various kinds of plastics with biomasses than pyrolysis of biomass alone [14,16,19,21]. Two or more different raw materials could be co-pyrolyzed in order to obtain higher quality pyrolysis products [13,16,19,22,23,24,25]. By using co pyrolysis method, the synergistic effect may occur between various kinds of raw materials as a result of the reactions during the thermal degradation process [14,19,21,22,23].
Generally, co pyrolysis of various biomasses with different kinds of plastic wastes have been studied in order to enhance the quality and to increase the amount of liquid product [14,16,19,24,33]. In addition, the synergistic interaction between various plastics and biomasses not only can affect the quality of liquid product but also can affect the solid and the gas product qualities [16,19,21,24,25]. The studies have showed that the properties of the products obtained from co-pyrolysis process may greatly be based on the properties of raw materials and blending ratio of different kinds of plastic wastes and biomasses, besides the temperature which is one of the crucial parameters of co-pyrolysis conditions [16,19,21,22,25].
In the literature, different biochars obtained from various biomasses have been used as additives in pure bitumen [6,7,8,9,10]. In a study [6], the pure bitumen was modified with biochar by adding into the neat bitumen at different ratios including 2%, 4% and 8%. The results demonstrated that the viscosity value of neat bitumen increased by using this biochar as additive and enhanced the resistance of pure bitumen against rutting deformations. In another study [7], the biochar from pyrolysis of mesua ferrea seed cover was used in pure bitumen at different rates ranging from 5% to 20% by weight of pure bitumen. According to the experimental results, it was reported that the biochar of mesua ferrea seed cover enhanced the pure bitumen rutting resistance and viscosity value. The research [8] on the modification of bitumen with the biochar from straw stalk demonstrated that the biochar enhanced the bitumen rutting factor, viscosity, softening point and temperature sensitivity. In a study [9], biochars obtained from walnut shells and apricot shells were studied for improving the pure bitumen properties by using as additives at various ratios including 5%, 10% and 15% by weight of pure bitumen. It was found that both the walnut shells biochar and the apricot shells biochar increased the rutting resistance and viscosity value of pure bitumen for all additive contents. And, it was also detected that these biochars raised the high temperature PG of pure bitumen. However, the biochars obtained from walnut shells and apricot shells increased the temperature susceptibility of pure bitumen for different ratios and had negative effect on bitumen for given ratios [9]. In another study [10], the oat hulls biochar was used as a modifier in bitumen at different contents with 2.5%, 5% and 7.5% by weight of bitumen. It was determined that oat hulls biochar increased the softening point and viscosity values while decreasing the penetration value of pure bitumen.
In the literature, different biochars from various biomasses have been used as additives in pure bitumen [6,7,8,9,10]. However, no study was found in which bitumen was modified with the char fabricated from co pyrolysis of three different wastes including paper cups, PET and PP wastes. Additionally, no study was also found in which the storage stabilities of bituminous binders modified with the char fabricated from co pyrolysis of biomass and plastics were investigated.
This research aims to fabricate a novel pyrolytic char from different wastes including waste paper cups, PET and PP wastes and to investigate the usability of this char as additive in bitumen. In order to achieve to this goal, firstly, the char was produced from co pyrolysis of three different raw materials including waste paper cups, PET and PP wastes. This pyrolytic char was fabricated from co-pyrolysis of the combination of the waste materials in different ratios which has not been found in any study before. Thus, this new co-pyrolysis char was used as an additive in bitumen for the first time. And, no study was also found in which the storage stabilities of bituminous binders modified with the char obtained from co pyrolysis of biomass and plastics were investigated. Therefore, this study can provide the contribution for developing the pyrolytic products used in bitumen as additive. The pyrolytic char was characterized by using FTIR and CHN analyses. In this research, it was purposed to detect the high temperature rheological properties and the storage stability of binders by using DSR [26]), RV [27] and storage stability [28] tests. Additionally, softening point [29], penetration [30] and specific gravity [31] tests were applied on all binders. Penetration index [1] values were also detected for evaluating temperature susceptibilities of binders. And, high temperature PG of all bituminous binders were detected as a result of DSR test.
2. Materials and Methods
2.1. Materials
The pure bitumen was used and the additive was produced by using co pyrolysis method in this study. Some properties of pure bitumen are seen in Table 1. And the additive used in this study is the pyrolytic char produced from co-pyrolysis of a novel combination of waste materials by using pyrolysis system shown in Figure 1.
The synergistic effect between various plastics and biomasses can be improved by using specific intermediate plastic ratios in the blend [13,21,22,24]. For instance, considerable interaction and synergistic effect between biomass and PET (polyethylene terephthalate) could be obtained when the amount of biomass was used higher than the PET content in the mixture such as 3:1 ratio [13,22].
In this study, the raw material comprises of the mixture of paper cups, PP plastic wastes and PET plastic wastes. The mixture ratio of the wastes was determined as 3:3:1 (Paper Cup: PP: PET). The mixture of wastes including paper cups, PP and PET plastic wastes was called as ‘PCPW’. The wastes which were cut into small pieces are seen from the Figure 2, in this study.
Paper cups used as one of the raw materials in this study consist of approximately 95% of paper and 5% of polyethylene (PE) [12,32]. Polypropylene (PP) wastes used another raw material in the study are commonly used type of plastic and the melting point of PP is approximately 170°C [25,33]. The other raw material used in this study is PET plastic wastes and the melting point of PET is approximately 250 - 280°C [4,25].
In this study, PCPW were subjected to the co pyrolysis experiment and the char was produced. Pure bitumen was modified with this pyrolytic char produced from PCPW.
2.2. Co-Pyrolysis Method
Pyrolysis is a thermochemical decomposition method which is carried out at absence of oxygen at high temperatures. Two or more different raw materials could be co-pyrolyzed [13,16,22,23,24], in order to obtain higher quality pyrolysis products [14,16,19,21,23]. By using co pyrolysis method, the synergistic effect may occur between various kinds of raw materials as a result of the reactions during the thermal degradation process [14,19,21,22,23].
Paper cup wastes are composed of cellulosic woody pulp and PE [12,32]. Plastics contain relatively high quantity of carbon and hydrogen [18,19,23,33]. During the co pyrolysis process, biomass degradation could be enhanced with the hydrogen from decomposition of plastic and the cracking of plastic can also be improved by the oxygen radicals produced from biomass. Additionally, biomass structure can affect as catalysts in plastic degradation [14,21,22,33].
The primary components of plant-based biomasses are hemicellulose (20-35%), cellulose (about 30-60%) and lignin (about 10-30%) [15,17,19]. Hemicellulose decomposes at about 200-250°C temperatures and cellulose at about 240-350°C temperatures. Lignin has a wide decomposition temperature range at about 280-500 °C comparing with cellulose and hemicellulose [12,15]. On the other hand, melting points of PP and PET are at about 170°C [25,33] and approximately 250-280°C respectively [4,25]. Many researchers have studied the PP pyrolysis and PET pyrolysis at about 500°C temperature [12,19].
During co pyrolysis of biomasses and plastics, various synergistic effects may occur throughout different stages of co pyrolysis and the whole synergistic effect is the sum of them [21,22]. These synergistic interactions consist of three stages including:
- the synergistic interaction among cellulose, hemicellulose and lignin;
- the synergistic interaction between the biomasses and plastic melt;
- the synergistic interaction among the vapors of plastic and biomass.
Decomposition of cellulose and hemicellulose are endothermic reactions [15,21] which are formed at lower temperatures and plastic decomposition is mainly endothermic reaction [21,34] which is formed at high temperatures. On the other hand, lignin degradation is an exothermic reaction [15,21] which occurs at high temperatures.
Plastics are degraded at high temperatures [18,21,22,34] while cellulose and hemicellulose degradation carry out at lower temperatures [15,21,22]. During thermal decomposition of plastic and biomass with co-pyrolysis method, plastic is found as melted phase when the decomposition of hemicellulose and cellulose occurs [18,21,22,25]. This may cause a synergistic effect between melted plastic and biomass. Hydrogen can provide from the melted plastic to the biomass, and cellulose and hemicellulose char may behave as a catalyst. These interactions can impact the pyrolytic products of plastic [18,21,22,25]. The blending ratio of plastic and biomass is among the most important factors that influences the product yields obtained from co pyrolysis [13,22,23]. The presence of the plastic can accelerate the decomposition of biomass by supplying high hydrogen and the increment of plastic ratio in the blend can support the liquid yield [13,16,21,22,24]. The various synergistic effects can be obtained by using specific intermediate plastic ratios in the blend [13,21,22,23,24]. For instance, studies showed that considerable interaction and synergistic effect between biomass and PET (polyethylene terephthalate) could be obtained when the amount of biomass was used higher than the PET content in the mixture such as 3:1 ratio [13,23].
In addition, during thermal degradation of different plastics with co pyrolysis process, the formation of new groups could be observed as a result of the interaction between different plastic polymers. As a result of PET degradation, benzoic acid, CO, CO2 and high quantity of oxygenated groups could be observed [18]. When it comes to the other plastic polymer degradations, methane and methylene groups can be observed [18].
2.3. Properties of the Char
Elemental analysis of the char can be evaluated by using CHN analysis [32]. In addition, the functional groups and chemical structures in the char was determined by using FTIR analysis. FTIR analysis performed between 4000 cm-1 and 400 cm-1 wavenumbers range can be used for determining the functional groups in the structure of char [16].
2.4. Softening Point, Penetration and Specific Gravity Tests
Consistency of bituminous binders can be measured by using softening point and penetration tests. The penetration experiment was applied according to ASTM D5 [30] and the softening point tests were carried out in according to ASTM D36 [29] standards. As the consistency of binder hardens, the penetration value decreases and the softening point increases. Specific gravities of bituminous binders are determined by using ASTM D70 [31] standard test method.
2.5. Penetration Index (PI)
The temperature susceptibilities of binders can be assessed by using PI values. As the PI values of bituminous binders increase, the temperature susceptibilities decrease. PI values are determined by using the results obtained from the softening point and penetration tests [1]. In the Eq. (1) used for computing the PI values, ‘(SP)’ symbolizes the softening points of the binders and '(Pen)' symbolizes the penetration values at 25°C.
2.6. Rotational Viscosity (RV) Test
To obtain sufficiently fluid and workable bituminous binders when mixing at high temperatures, the viscosities of binders must be determined. The fluidity and workability of bituminous binders can be examined by using rotational viscosity test. The viscosity of bituminous binders must not exceed 3000 cP which is the specification criteria at the test temperature of 135°C [1,2]. Rotational viscometer test was applied according to the ASTM D4402 [27].
2.7. Dynamic Shear Rheometer (DSR) Test
Rheological characteristics of bituminous binders at high temperatures can be assessed with DSR test. Bituminous binders’ behaviors at high temperatures are like viscous fluids however, their behaviors at low temperatures is like elastic solids. DSR was developed to assess the viscoelastic behaviors of binders at high and medium temperatures. The G*/sinδ value was determined as the rutting parameter for rutting resistance and it is required that low δ and high G* values.
The rutting parameter G*/sinδ value for un-aged bituminous binders is limited to the minimum 1.0 kPa value at the test temperature [1,2]. The PG of the bituminous binders at high temperatures can be detected as a result of the DSR test. This value is obtained with the temperature at which the bituminous binders provide the minimum 1.0 kPa which is the G*/sinδ rutting parameter specification criterion. In the Superpave PG system, the physical properties of bituminous binders are constant however, these properties are obtained at different temperatures for different bituminous binders [1,2].
2.8. Storage Stability Test
Storage stabilities of modified binders can be determined by using EN 13399 [28] standard test method. According to this test, aluminum tubes filled with modified binders are kept vertically at 180°C temperature for 72 hours. The modified binders in the aluminum tubes are cut up into three equal parts. For determining the storage stability of binders, softening point and penetration tests are performed on the top and bottom parts of binders in the aluminum tubes. The variation between softening point values of bottom and top parts of the binders must not exceed the 5°C and the penetration values difference must not exceed the 9 mm-1 [35] (EN 14023).
3. Results and Discussions
3.1. Production of the Co-pyrolysis Char
In this study, PCPW char was fabricated by using a laboratory scale pyrolysis test system which consists of a steel reactor with a 25 cm height and 16.5 cm outer diameter, temperature control unit, liquid product collecting tubes, cooling unit and nitrogen gas which is used for oxygen free environment. In the study, the laboratory scale pyrolysis system shown in Figure 1 was used.
For the co pyrolysis of PCPW raw material, first the cooling unit was operated for condensation. Then, the reactor was loaded with the raw material at room temperature. After the reactor was placed into the furnace, pyrolysis parameters were set for the pyrolysis experiment. The pyrolysis tests were started at 25°C room temperature and then nitrogen gas flow was supplied for 15 minutes into the reactor in order to purge out the oxygen. Co pyrolysis of PCPW was carried out from 25°C temperature to the desired temperatures (505 and 525°C) by heating the reactor and the pyrolysis tests were completed approximately in 2 hours and 10 minutes. After cooling reactor to the room temperature, co pyrolysis PCPW char (solid product) was removed. The co pyrolysis char shown in Figure 2 was prepared for the modification of pure bitumen by milling it smaller than 0.180 mm size.
3.2. Product Yields from Co-pyrolysis of PCPW
As a result of the PCPW pyrolysis, 15.6% solid pyrolysis product (char) yield, 21.7% liquid product and 62.7% gas product yields were obtained (Table 2). It was seen that relatively high amount of gas product was obtained. And the proportion of liquid product yield was higher than the solid product yield. This may be because the presence of plastics in the blend [14] and this result is consistent with the studies on co pyrolysis of different plastic wastes with biomasses in literature [14,16,19,21,24]. The studies in the literature showed that, presence of plastics in the blend may increase the liquid and gas product yields [14,16,19,21,24]. The amounts of liquid, gas and solid products obtained from co-pyrolysis process may highly depend on the blending ratio and structural properties of different raw materials as well as pyrolysis temperature, retention time and heating rate. [13,14,21,22,23].
3.3. CHN Elemental Analysis Results
The elemental analysis test results are seen in Table 3. The results indicate that PCPW char has high amount of carbon content as expected. In a study, it was reported that the char from paper cups has 77.7% carbon content [32]. It is seen that the amount of carbon in the structure of PCPW char is lower than the carbon content of paper cup char. On the other hand, when comparing to the paper cup char [32], it is also seen that the hydrogen and nitrogen contents of PCPW char are less than the contents of paper cup char. This may be due to the presence of PP and PET plastics in the mixture.
3.4. FTIR Test Results
The chemical structures and functional groups in the PCPW char was determined by using FTIR analysis. FTIR analysis performed between 4000 cm-1 and 400 cm-1 wavenumbers range can be used for determining the functional groups in the structure of char [7,8,16,36].
From the FTIR analysis results of PCPW char, it is observed the highest peak at 996.07 cm-1 and the other high peaks are seen at 665.49 cm-1 and 870.79 cm-1 (Figure 3). Additionally, it is also observed that the intensity of peaks occurred is mainly between around 1400-400 cm-1. Comparing with the FTIR test results of single-source chars, some differences can be seen. For instance, in a study [8], it was investigated the characterization of the straw stalk biochar by using FTIR analysis, and it was observed at 3440 cm-1 hydroxyl peak and the relatively low peaks at 2930cm-1 and at 1640cm-1 were also observed. Additionally, the peak at 1100 cm-1 which is attributed to the ester carbonyl group and the peak at 793 cm-1 were observed from the chemical structure of the straw stalk biochar. In another study [7], the results of the FTIR analysis of biochar from mesua ferrea seed biomass demonstrated that the existence of two high peaks at 3420 cm-1 which was assigned to O-H groups and at 1639 cm-1 which is attributed to C=C rings were observed. In addition, another peak was seen at 2910 cm-1 which was related to C-H aliphatic vibrations and it was also observed a peak at 632 cm-1. In a study [36], it was studied the characterization of char obtained from some mixed plastic wastes by using FTIR analysis. As a result of the FTIR test, it was reported that the highest peak was found at 1400 cm-1. And it was also found two peaks at 2920 cm-1 and at 2850 cm-1 which were assigned to long aliphatic chains. The 1020 cm-1 and 870 cm-1 peaks which were attributed to the aromatic C-H bond rings [36]. In a study [16], it was compared the structures of the chars obtained from co pyrolysis of different biomass and different plastic blends. It was stated that the peaks at 3600-3200 cm-1 were not observed in the structure of some chars. It was observed weak C-O vibrations at 1300-950 cm-1 in the structure of some chars. In addition, the peaks at 800-600 cm-1 were also found in the structure of some chars from different biomass and plastic blends [16].
In this study, the highest peak at 996.07 cm-1 and the other high peaks are seen at 665.49 cm-1 and 870.79 cm-1 from the FTIR analysis of PCPW char (Figure 3). This result may be obtained due to the impact of the presence of different plastic waste materials in the mixture.
3.5. Bitumen Modification
The pyrolytic char produced from co pyrolysis of PCPW raw material was used as additive in pure bitumen at different ratios including 8% and 16% by weight of neat bitumen. The modification was applied at 160 ± 1°C temperature, for 2 hours at 1200 rpm mixing speed.
3.6. Softening Point, Penetration and Specific Gravity Test Results
Softening point and penetration experiments applied on bituminous binders showed that the PCPW co-pyrolysis char hardened the pure bitumen consistency. This pyrolytic char additive reduced the penetration value of pure bitumen (Table 4). In addition, this char increased the specific gravity and softening point of pure bitumen. As the amount of PCPW char additive rises, the softening point of pure bitumen also increases while penetration value decreases. It can be concluded that this additive positively affects the bitumen performance at high temperatures. Comparing with some other single-source biochars, this result is compatible with the modified bitumens with different biochars [8,9]. In the literature [8,9] in which different biochars were used in bitumen as additives, it was reported that the biochar additives raised the softening point and reduced the penetration value of pure bitumen.
3.7. Penetration Index (PI) Results
Temperature susceptibilities of bituminous binders were determined by using penetration and softening point test results with PI values which calculated with Eq. (1) [1]. From Table 5, the PCPW char increased the PI value of pure bitumen and it can be seen that PI values of 8% and 16% modified binders are close to each other. Consequently, the addition of the PCPW char decreased the temperature susceptibility by increasing the PI value of pure bitumen and this additive positively affected the bitumen temperature sensitivity. Comparing with some other single-source biochars which have negative effect on temperature sensitivity on bitumen [9], it can be seen that this PCPW pyrolytic char has positive effect on temperature susceptibility of neat bitumen. In a study [9] in which the biochar from apricot shells was used in bitumen as additive, the biochar of apricot shells additive had negative effect on temperature sensitivity of pure bitumen by decreasing the PI value of neat bitumen. And, another biochar from walnut shells had also negative effect on temperature susceptibility when pure bitumen modified with 10% and 15% biochar from walnut shells additive [9]. However, in a study [8], it was reported that the straw stalk biochar used as additive in bitumen increased the PI value of neat bitumen and decreased the temperature sensitivity. It can be deduced that the structural and chemical properties of pyrolytic chars used as additives in bitumen affect the variation of temperature sensitivity of bitumen.
3.8. Rotational Viscosity (RV) Test Results
RV test results demonstrated that PCPW char raised the pure bitumen viscosity value. And, as the PCPW char content increased, the pure bitumen viscosity value also increased at all temperatures (Figure 4a). Additionally, from Figure 4(b), the viscosity of neat bitumen decreases with increasing temperature, as expected.
Figure 4(b) presents that the viscosities of 8% and 16% modified binders are higher than pure bitumen viscosity approximately 35.3% and 82.5% ratios at 135°C temperature, respectively. And, this result is suitable with the softening point and penetration test results.
A measure of the resistance of fluids against flow is defined as viscosity. Different liquids have different viscosity properties at given temperatures. This is because the shear stress between fluid layers [1,2]. Bitumen is viscoelastic material and behaves like viscous liquids at high temperatures [1,2] Increment in viscosity of bitumen at constant temperature demonstrates that the increasing resisting stress between bitumen layers [1,2]. PCPW char increased the viscosity of neat bitumen. This is because adding PCPW char may form a stiff structure in neat bitumen. In the literature, it was detected that addition of different biochars increased the viscosity of neat bitumen [6,7,8,9,10] due to the biochar absorbing the light components of bitumen [8]. It is seen that the increment of viscosity of bitumen by adding PCPW char is compatible with the viscosity results of single-biochar modified binders in the literature. According to the experimental results, it was found out that pure bitumen and PCPW char modified binders did not exceed the 3000 cp which is the specification limit. It can be concluded that all modified bituminous binders with PCPW are sufficiently fluid and suitable for workability.
3.9. Dynamic Shear Rheometer Results
Rheological performances of binders at high temperatures were evaluated with the DSR test applied according to the AASHTO T315 [26]. From Figure 5(a), the PCPW char increased the rutting parameter value of neat bitumen. In addition, G*/sinδ value increases with increasing PCPW char additive content. From Figure 5(b), the G*/sinδ value decreases with increasing temperature, as expected. This result is suitable with viscosity test results.
Bitumen viscosity decreases at high temperatures and this is one of the most important reasons of rutting deformations. Bitumen is viscoelastic material which behaves like viscous liquids at high temperatures and behaves like elastic solids at low temperatures [1,2]. To assess the viscoelastic behavior, both elastic responses and viscous responses of the binder are detected with the phase angle and complex modulus. The complex modulus (G*) indicates the deformation resistance of bitumen. The components of complex modulus (G*) are loss modulus and storage modulus. The storage modulus (G’) is elastic portion of the resistance of bitumen and demonstrates the amount of stored energy. The loss modulus (G’’) which indicates the amount of energy lost is viscous part. Binder stiffness increases with increasing complex modulus (G*) [1,2]. Additionally, the phase angle (δ°) is relative amount of viscous and elastic deformations. As the phase angle reduces, elastic portion of the complex modulus increases. It means that bituminous binder provides the higher amount of recoverable deformation. When evaluating the resistance of binders against rutting deformations, lower phase angle (δ°) and higher complex modulus (G*) are desired for providing higher rutting parameter (G*/sinδ) [1,2].
In this study, PCPW char increased the G*/sinδ value of pure bitumen. This is because addition of PCPW char may stiffen the pure bitumen by absorbing the light components. This result indicates that addition of PCPW char improves the resistance of pure bitumen against rutting deformations. And, it can be seen that this result is compatible with single-biochar modified bituminous binders in the literature. Comparing to the studies in literature, it was found out that the single-biochars used as additives [6,7,8,9] also increased the rutting parameter.
3.10. Performance Grades of Bituminous Binders
Performance grades of the binders at high temperatures were detected as seen in Table 6. DSR test results showed that 8% and 16% modified binders provided the 1.0 kPa specification value at 70°C while pure bitumen provided this value at 64°C. PCPW char increased the pure bitumen performance grade from PG 64 to PG 70. Additionally, it can be seen from Table 6, although the failure temperatures raised with increasing additive content, high temperature PG of modified binders did not increase more than PG 70. Comparing to the researches in literature [7,9], it was seen that different single biochars increased the high temperature PG of neat bitumen.
3.11. Storage Stability Test Results
Storage stabilities of all bituminous binders were determined in accordance with EN 13399 [28] standard method as shown in Figure 6.
To determine the storage stability of binders, softening point and penetration tests are applied on the bottom and top parts of the binders in aluminum tubes. The difference of penetration values between bottom and top parts of the binders must not exceed the 9 mm-1 and the softening point values difference must not exceed the 5°C [35] (EN 14023).
The lower differences between the bottom and top parts of penetration and softening point values of the binder indicate the higher stable binder for storage. Storage stability test results are demonstrated in Table 7 and Figure 7.
From the storage stability test results displayed in Table 7 and Figure 7, it was observed that the PCPW char additive accumulated at the bottom of the tube and therefore, the softening point values of the bottom parts of the modified binders in the tube were higher and the penetration values were lower than the top parts of the modified binders. This result is compatible with the specific gravities (Table 4) of modified binders with PCPW char. It can be said that the storage stability of 8% modified bitumen is suitable. On the other hand, if the additive was used at the rate of 16%, it was determined that the softening point and penetration value differences between the bottom and top parts of the tube exceeded the specification limits. This means that 16% modified bitumen is not suitable for storage.
4. Conclusions
The PCPW co pyrolysis char was produced and was used as an additive in pure bitumen. The following conclusions were obtained:
- The char produced from co pyrolysis of different raw materials including paper cups, PP and PET plastic wastes improved the rutting resistance and the viscosity of neat bitumen.
- It was determined that the PCPW co pyrolysis char reduced the penetration value and increased the softening point of neat bitumen. In addition, this co pyrolysis char additive decreased the temperature sensitivity of neat bitumen and positively affected on the pure bitumen properties.
- The highest viscosity increment which is approximately 82.5% at 135°C was acquired by using this char additive for 16% ratio in bitumen. In addition, all binders did not exceed the 3000cp specification limit.
- The highest rutting resistance increment which is approximately 59% at 70°C was obtained by using 16% additive in pure bitumen.
- This char additive raised the high temperature PG of neat bitumen from PG64 to PG70.
- According to the test results, the PCPW char additive increased the rutting resistance of neat bitumen at high temperatures.
- From the storage stability test results, it can be said that the binder modified with this pyrolytic char had a good storage stability when this char was used at 8% ratio in pure bitumen.
It was determined that the PCPW co-pyrolysis char increased the viscosity, softening point and rutting resistance of pure bitumen. It is considered that it may be appropriate to use this pyrolytic char as an additive in bituminous binder in hot climate regions. Furthermore, the PCPW co pyrolysis char is of positively effect on environment due to the using of wastes as raw materials during the production of it.
Funding
This research received no external funding.
Acknowledgments
The author would like to thank to The Bilecik Şeyh Edebali University Central Research and Application Laboratory for CHN and FTIR analysis and thank to 3rd Regional Directorate of Highways Konya for DSR test.
Conflicts of Interest
The author declares no conflict of interest.
References
- Hunter, R.N.; Self, A.; Read, J. The Shell Bitumen Handbook, 6th ed.; Gerlis, R., Taylor, R., Shell International Petroleum Company Ltd, ICE Publishing, Westminster, London, 2015.
- McGennis, R.B.; Shuler, S.; Bahia, H.U. Background of Superpave Asphalt Binder Test Methods. FHWA SA 94-069. Asphalt Institute, Washington, 1994.
- Porto, M.; Caputo, P.; Loise, V.; Eskandarsefat, S.; Teltayev, B.; Rossi, C.O. Bitumen and bitumen modification: A review on latest advances. Appl. Sci. 2019, 9, 742. [CrossRef]
- Ma, Y.; Zhou, H.; Jiang, X.; Polaczyk, P.; Xiao, R.; Zhang, M.; Huang, B. The utilization of waste plastics in asphalt pavements: A review. Cleaner Materials. 2021, 2, 100031. [CrossRef]
- Abbas, S.; Zaidi, S.B.A.; Ahmed, I. Performance evaluation of asphalt binders modified with waste engine oil and various additives. Int. J. Pavement Eng. 2022. [CrossRef]
- Zhang, R.; Dai, Q.; You, Z.; Wang, H.; Peng, C. Rheological performance of bio-char modified asphalt with different particle sizes. Appl. Sci. 2018, 8, 1665. [CrossRef]
- Kumar, A.; Choudhary, R.; Narzari, R.; Kataki, R.; Shukla, S.K. 2018. Evaluation of bio-asphalt binders modified with biochar: a pyrolysis by-product of mesua ferrea seed cover waste. Cogent Eng. 2018, 5, 1548534. [CrossRef]
- Ma, F.; Dai, J.; Fu, Z.; Li, C.; Wen, Y.; Jia, M.; Wang, Y.; Shi, K. Biochar for asphalt modification: A case of high-temperature properties improvement. Sci. Total Environ. 2022, 804, 150194. [CrossRef]
- Çeloğlu, M.E.; Yılmaz, M.; Kök, B.V.; Yalçın, E. Effects of various biochars on the high temperature performance of bituminous binder. 6th Eurasphalt & Eurobitume Congress, Prague, Czech Republic, 1-3 June 2016.
- Martinez-Toledo, C.; Valdes-Vidal, G.; Calabi-Floody, A.; Gonzalez, M.E.; Reyes-Ortiz, O. 2022. Effect of biochar from oat hulls on the physical properties of asphalt binder. Materials. 2022, 15, 7000. [CrossRef]
- Rondon-Quintana, H.A.; Reyes-Lizcano, F.A.; Chaves-Pabon, S.B.; Bastidas-Martinez, J.G.; Zafra-Mejia, C.A. Use of Biochar in Asphalts: Review. Sustainability. 2022, 14, 4745. [CrossRef]
- Czajczynska, D.; Anguilano, L.; Ghazal, H.; Krzyzynska, R.; Reynolds, A.J.; Spencer, N.; Jouhara, H. Potential of pyrolysis processes in the waste management sector. Therm. Sci. Eng. Prog. 2017, 3, 171-197. [CrossRef]
- Wang, Z.; Burra, K.G.; Lei, T.; Gupta, A.K. Co-pyrolysis of waste plastic and solid biomass for synergistic production of biofuels and chemicals-A review. Prog. Energy Combust. Sci. 2021, 84, 100899. [CrossRef]
- Seah, C. C.; Tan, C. H.; Arifin, N.A.; Hafriz, R.S.R.M.; Salmiaton, A.; Nomanbhay,S.; Shamsuddin, A.H. Co-pyrolysis of biomass and plastic: Circularity of wastes and comprehensive review of synergistic mechanism. Results Eng. 2023, 17, 100989. [CrossRef]
- Demirbaş, A. Mechanism of liquefaction and pyrolysis reactions of biomass. Energy Convers. Manag. 2000, 41, 633-646. [CrossRef]
- Çepelioğullar, Ö.; Pütün, A.E. Products characterization study of a slow pyrolysis of biomass-plastic mixtures in a fixed-bed reactor. J. Anal. Appl. Pyrolysis. 2014, 110, 363–374.
- Zhou, X.; Broadbelt, L.J.; Vinu, R. Mechanistic understanding of thermochemical conversion of polymers and lignocellulosic biomass. Chapter Two, Adv. Chem. Eng. 2016, 49, pg: 95-198. [CrossRef]
- Singh, R.K.; Ruj, B.; Sadhukhan, A.K.; Gupta, P. A TG-FTIR investigation on the co-pyrolysis of the waste HDPE, PP, PS and PET under high heating conditions. J. Energy Inst. 2020, 93, 1020-1035. [CrossRef]
- Uzoejinwa, B.B.; He, X.; Wang, S.; Abomohra, A.E., Yamin, H.; Wang, Q. Co-pyrolysis of biomass and waste plastics as a thermochemical conversion technology for high-grade biofuel production: Recent progress and future directions elsewhere worldwide. Energy Convers. Manag. 2018, 163, 468–492. [CrossRef]
- Leng, L.; Xiong, Q.; Yang, L.; Li, H.; Zhou, Y.; Zhang, W.; Jiang, S.; Li, H.; Huang, H. An overview on engineering the surface area and porosity of biochar. Sci. Total Environ. 2021, 763, 144204. [CrossRef]
- Esso, S.B.E.; Xiong, Z.; Chaiwat, W.; Kamara, M.F.; Longfei, X.; Xu, J.; Ebako, J.; Jiang, L.; Su, S.; Hu, S.; Wang, Y.; Xiang, J. Review on synergistic effects during co-pyrolysis of biomass and plastic waste: Significance of operating conditions and interaction mechanism. Biomass Bioenergy. 2022, 159, 106415. [CrossRef]
- Kumagai, S.; Fujita, K.; Takahashi, Y.; Kameda, T.; Saito, Y.; Yoshioka, T. Impacts of pyrolytic interactions during the co-pyrolysis of biomass/plastic: Synergies in Lignocellulose-polyethylene system. Journal of the Japan Institute of Energy, 2019, 98, 202-219. [CrossRef]
- Mishra, R.K.; Sahoo, A.; Mohanty, K. Pyrolysis kinetics and synergistic effect in co-pyrolysis of Samanea saman seeds and polyethylene terephthalate using thermogravimetric analyser. Bioresour. Technol. 2019, 289, 121608. [CrossRef]
- Sajdak, M. Impact of plastic blends on the product yield from co-pyrolysis of lignin-rich materials, J. Anal. Appl. Pyrolysis. 2017, 124, 415–425. [CrossRef]
- Chen, R.; Zhang, S.; Yang, X.; Li, G.; Zhou, H.; Li, Q.; Zhang, Y. Thermal behavior and kinetic study of co-pyrolysis of microalgae with different plastics. Waste Manage. 2021, 126, 331–339.
- AASHTO T-315. Standard test method for determining the rheological properties of asphalt binder using a dynamic shear rheometer. Washington DC, 2012.
- ASTM D-4402. Standard test for viscosity determination of asphalt at elevated temperatures using a rotational viscometer. West Conshohocken, 2002.
- EN-13399. Bitumen and bituminous binders-Determination of storage stability of modified bitumen, 2017.
- ASTM D-36. Standard test for softening point of bitumen (ring-and-ball apparatus). West Conshohocken, 2006.
- ASTM D-5. Standard test for penetration of bituminous materials. West Conshohocken, 2006.
- ASTM D-70. Standard test method for specific gravity and density of semi-solid bituminous materials (pycnometer method), 2003.
- Biswal, B.; Kumar, S.; Singh, R.K. Production of hydrocarbon liquid by thermal pyrolysis of paper cup waste. Journal of Waste Management, 2013, 731858. [CrossRef]
- Wu, X.; Wu, Y.; Wu, K.; Chen, Y.; Hu, H.; Yang, M. Study on pyrolytic kinetics and behavior: The co-pyrolysis of microalgae and polypropylene. Bioresour. Technol. 2015, 192, 522–528. [CrossRef]
- Zhang, Y.; Fu, Z.; Wang, W.; Ji, G.; Zhao, M.; Li, A. Kinetics, product evolution, and mechanism for the pyrolysis of typical plastic waste. ACS Sustainable Chem. Eng., 2022, 10, 91−103.
- EN-14023. Bitumen and bituminous binders-Specification framework for polymer modified bitumens, 2010.
- Martin Lara, M.A.; Pinar, A.; Ligero, A.; Blazquez, G.; Calero, M. Characterization and use of char produced from pyrolysis of post-consumer mixed plastic waste. Water, 2021, 13, 1188. [CrossRef]
Figure 1.
Pyrolysis system.
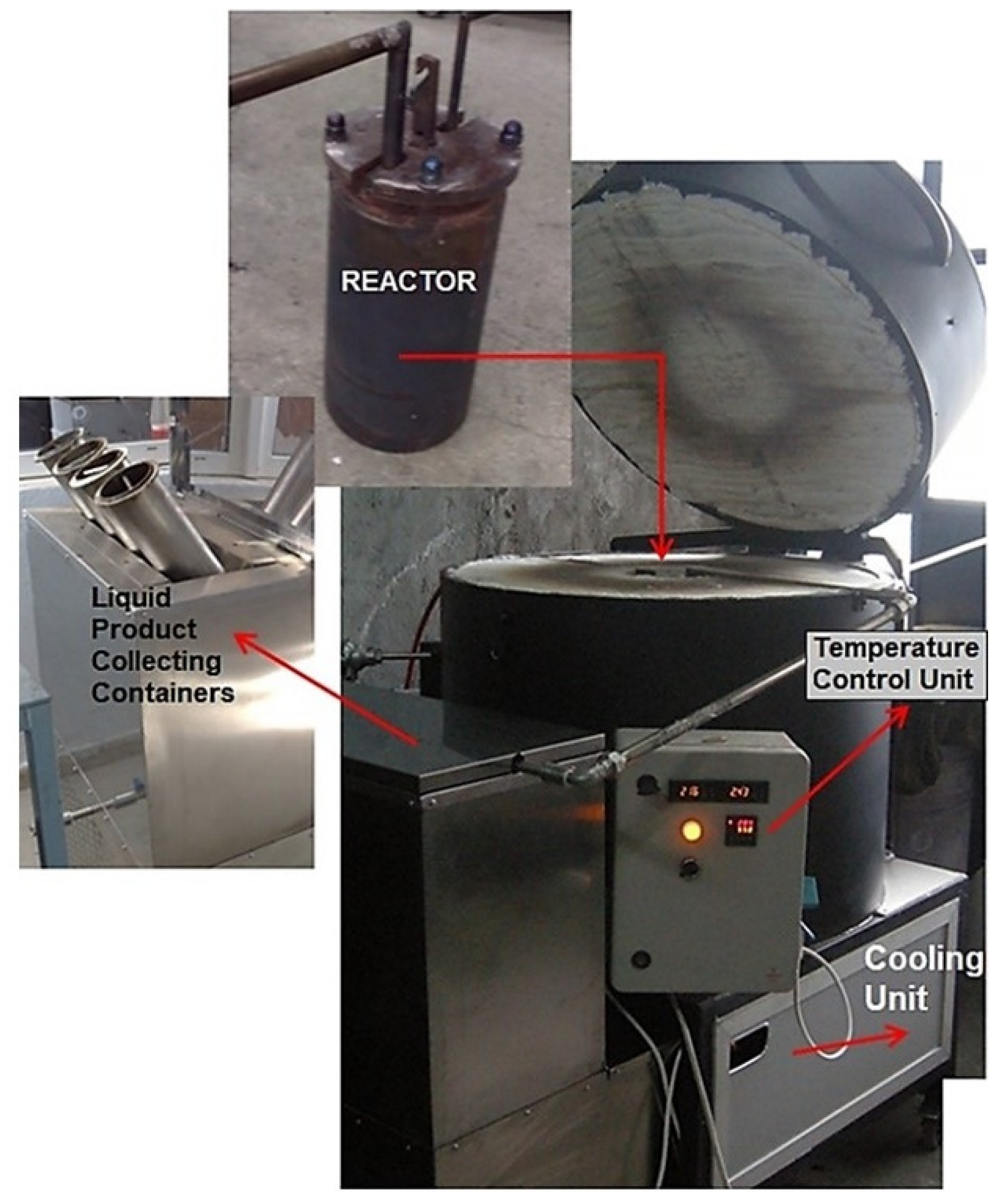
Figure 2.
Paper cups, PP wastes, PET wastes, the mixture of the wastes (PCPW) and char.
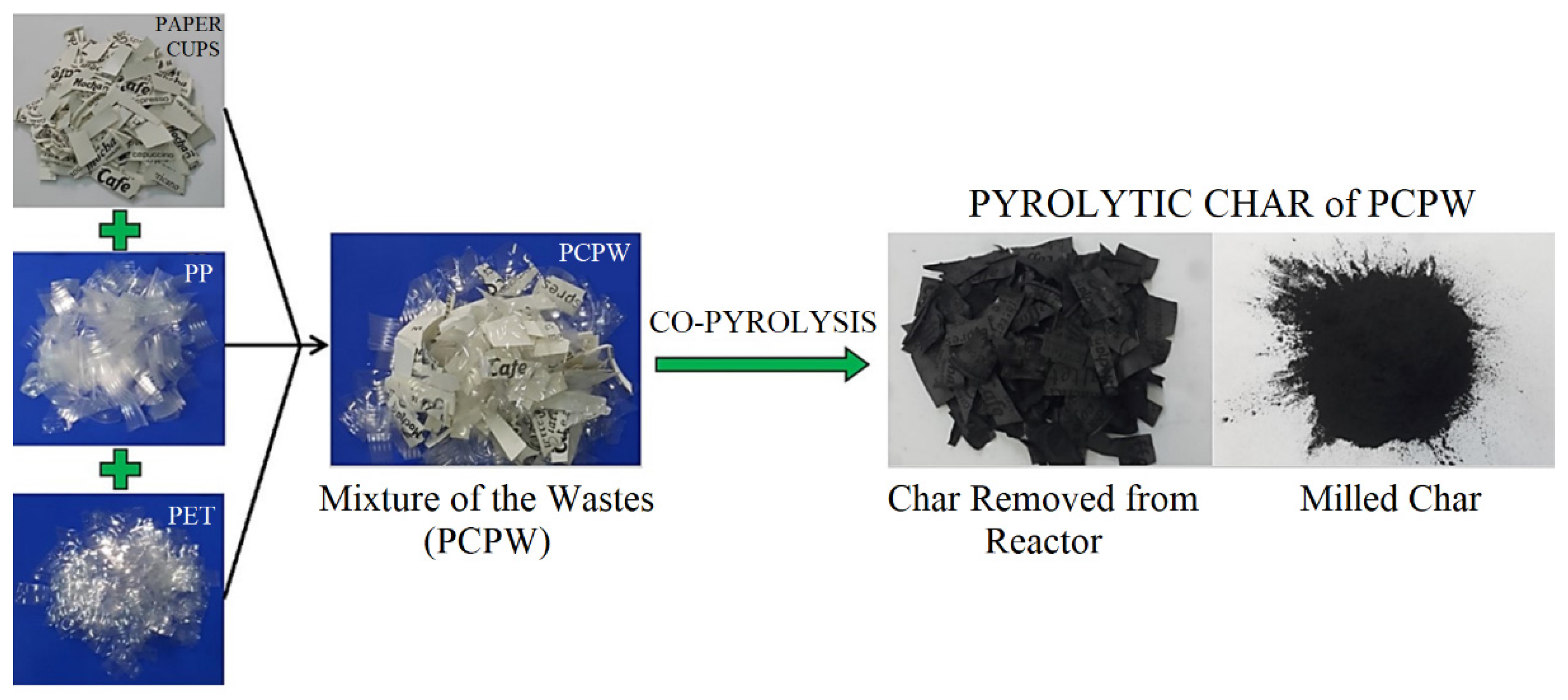
Figure 3.
FTIR analysis results of PCPW char.
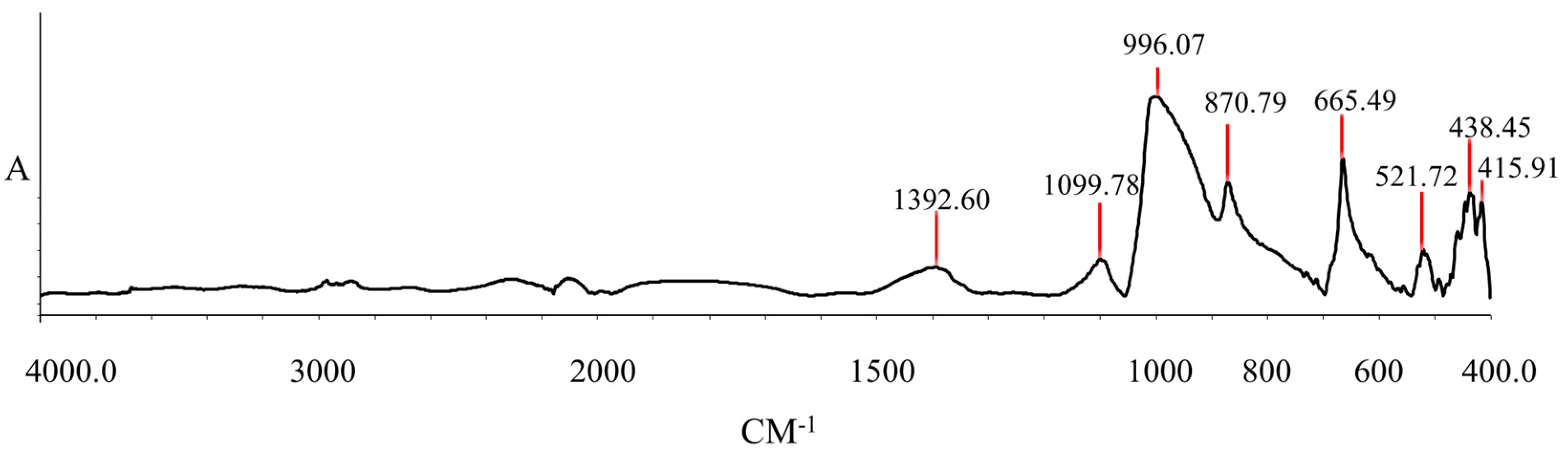
Figure 4.
(a) Change in viscosity of binders with additive; (b) Change in viscosity of binders with temperature.
Figure 4.
(a) Change in viscosity of binders with additive; (b) Change in viscosity of binders with temperature.
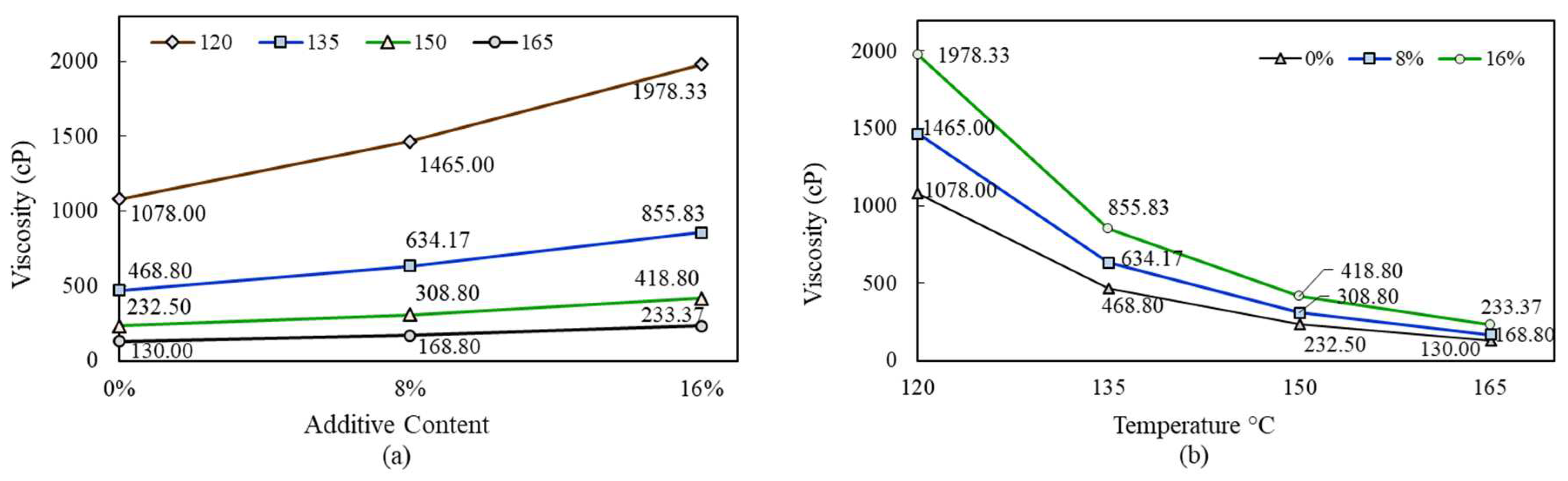
Figure 5.
(a) Change in G*/sinδ of binders with additive; (b) Change in G*/sinδ of binders with temperature.
Figure 5.
(a) Change in G*/sinδ of binders with additive; (b) Change in G*/sinδ of binders with temperature.
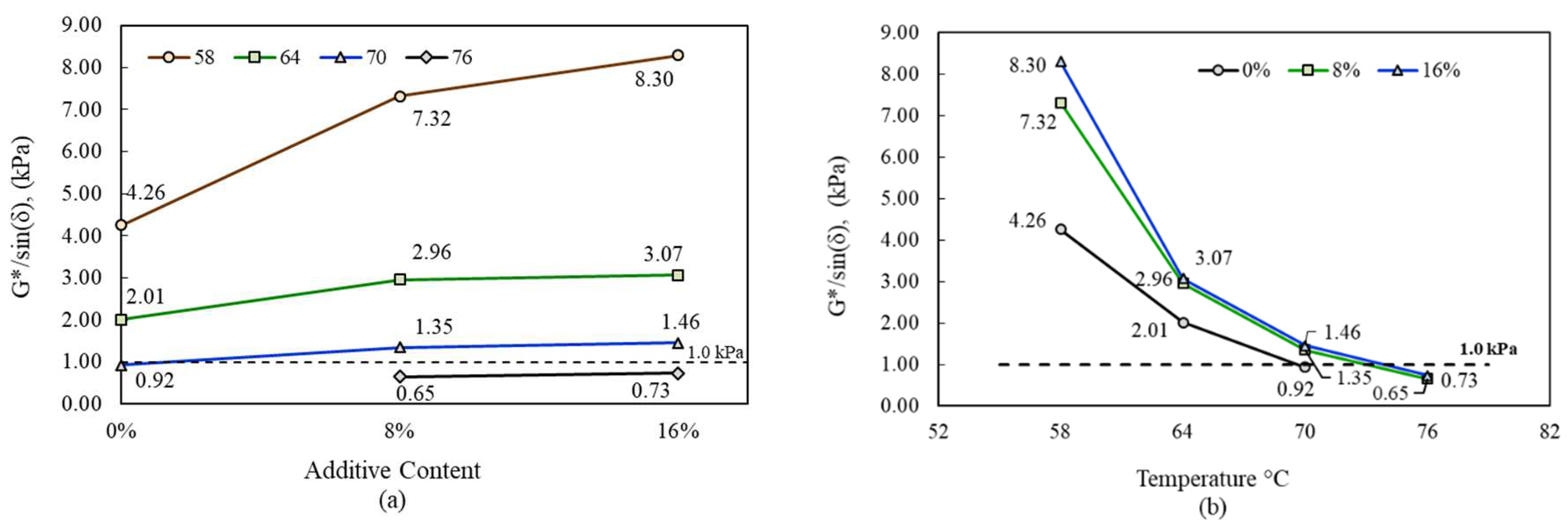
Figure 6.
Storage stability test of the binders.
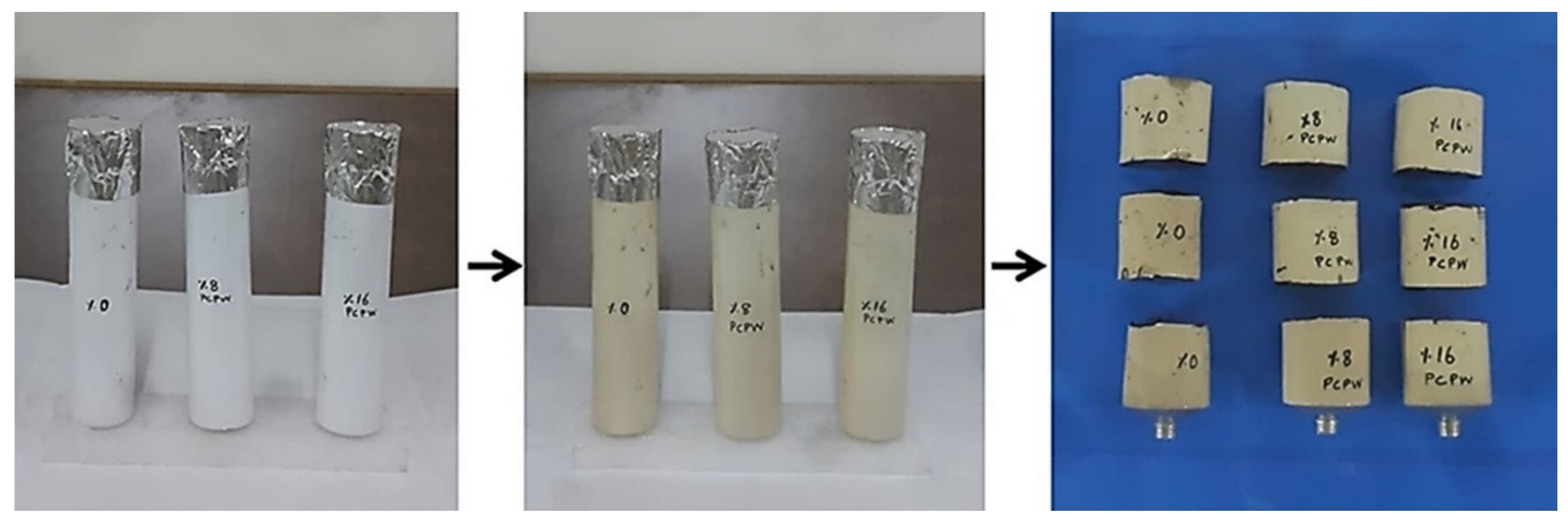
Figure 7.
Storage stability results: (a)Penetration differences; (b)Softening point differences.
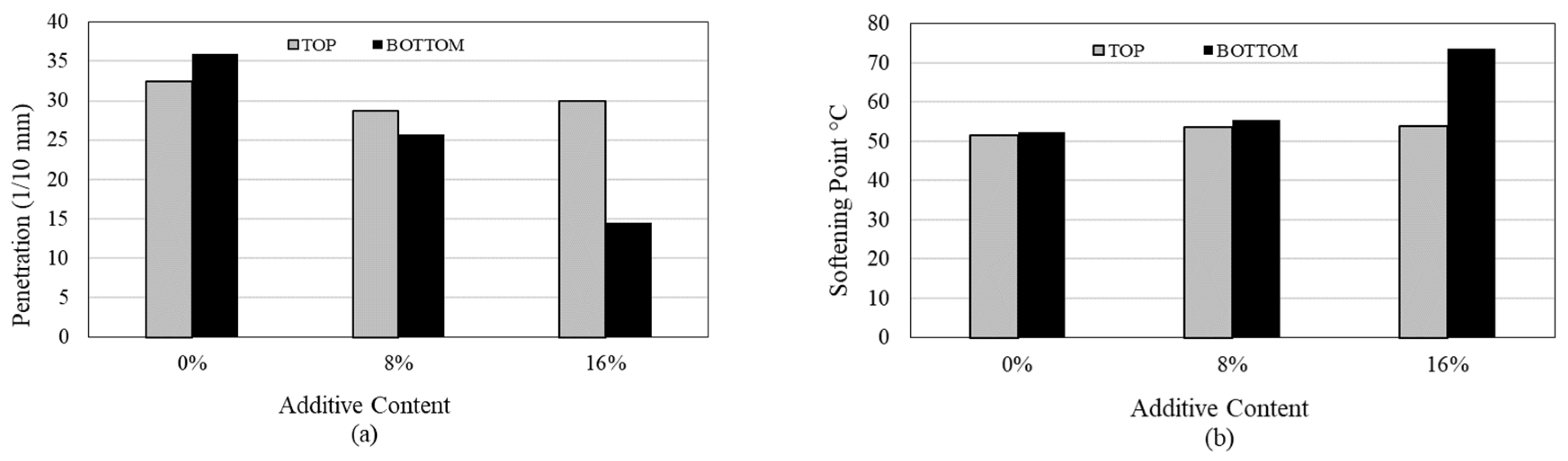

Table 1.
Some properties of neat bitumen.
| Test | Result |
|---|---|
| Softening Point (°C) | 50 |
| Viscosity (135°C) (cp) | 468.80 |
| Penetration (1/10 mm) | 46.2 |
| Penetration Index (PI) | -1.38 |
| Specific Gravity | 1.039 |
Table 2.
Product yields from co-pyrolysis of PCPW.
| Solid Product | Liquid Product | Gas Product | |
|---|---|---|---|
| Product Yields (%) | 15.6 | 21.7 | 62.7 |
Table 3.
Elemental analysis test results.
| Elements | Carbon (%) | Hydrogen (%) | Nitrogen (%) |
|---|---|---|---|
| Elemental Composition of PCPW Char | 75.7420 | 1.9604 | 0.2792 |
Table 4.
Some properties of bituminous binders.
| Additive Content | 0% | 8% | 16% |
|---|---|---|---|
| Penetration (1/10 mm) | 46.2 | 43.43 | 35.37 |
| Softening Point (°C) | 50 | 52.25 | 54.25 |
| Specific Gravity | 1.039 | 1.070 | 1.087 |
Table 5.
PI values of bituminous binders.
| Additive Content | 0% | 8% | 16% |
|---|---|---|---|
| Penetration Index (PI) | -1.38 | -0.98 | -0.96 |
Table 6.
High temperature PG of bituminous binders.
| Additive Content | 0% | 8% | 16% |
|---|---|---|---|
| *Failure Temperature (°C) | 69.6 | 72.5 | 73.3 |
| High Temperature PG | PG 64 | PG 70 | PG 70 |
*DSR (G*/sinδ ≥ 1 kPa).
Table 7.
Storage stability test results of the bituminous binders.
| Additive Content |
Softening Point °C | Softening Point Difference (°C) |
Penetration (1/10 mm) | Penetration Difference (1/10 mm) |
||
|---|---|---|---|---|---|---|
| Top Part | Bottom Part | Top Part | Bottom Part | |||
| 0% | 51.50 | 52.25 | 0.75 | 32.40 | 35.93 | 3.53 |
| 8% | 53.75 | 55.50 | 1.75 | 28.75 | 25.73 | 3.02 |
| 16% | 54.00 | 73.50 | 19.50 | 29.90 | 14.48 | 15.42 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



