Submitted:
20 March 2025
Posted:
20 March 2025
You are already at the latest version
Abstract
This study proposes an eco-friendly approach to zeolite agglomeration for petroleum sorbents. The novelty lies in integrating agglomeration and deagglomeration within a single high-pressure grinding roll (HPGR) system, enhancing sorption capacity by creating a secondary porosity network. This eliminates energy-intensive calcination, making it a sustainable alternative to wet granulation. We examine the impact of binder and water dosages on sorption capacity, mechanical resistance, and textural properties of roll-compacted zeolite agglomerates. Feed materials were characterized using N₂ adsorption, XRD, XRF, particle size distribution, and SEM. Structural and functional properties were assessed via mercury intrusion porosimetry, petroleum sorption efficiency (Westinghouse test), sorption capacity, gravitational drop tests, and SEM. All sorbents (0.5–1 mm) met the 50 wt.% oil absorbency threshold for petroleum spill cleanup in Poland. The fabricated zeolite agglomerates exhibited superior sorption capacities compared to zeolite powder, Na-P1, and commercial sorbents. The optimal feed composition yielded sorbents with the best properties and versatile performance. An analysis of sorption characteristics and pore size distribution showed that a higher proportion of 10–100 µm pores improved efficiency. This study addresses the knowledge gap in zeolite powder agglomeration and demonstrates the effectiveness of integrating agglomeration and deagglomeration in a high-pressure roller press.
Keywords:
natural zeolite powder
; petroleum sorbent
; agglomeration
; secondary porosity
1. Introduction
A critical issue in the extraction and processing of natural zeolite rocks is generation of a significant amount of by-product in the form of zeolite dust. Zeolite dust is a fine, highly disperse powder that, due to its particle size distribution, poses challenges in sustainable management and is typically stockpiled. This leads to the inefficient utilization of this unique and high market demand resource and contributes to atmospheric pollution.
The transformation of the zeolite dust (by-product) into a valuable and usable material is achievable through agglomeration into larger particles. Compaction of the zeolite powder into shaped pellets (agglomerates) enables its commercial utilization, providing a more sustainable approach to managing these distinctive materials. However, the agglomeration of fine zeolite particles into larger forms is a complex process that remains a significant challenge. So far, the developed methods of zeolite powder agglomeration are not fully effective and require further investigation and refinement [1,2,3]. This scientific matter is comprehensively addressed in the subsequent sections of this paper.
Zeolites are extensively researched microporous, hydrated, crystalline solids with the three-dimensional lattice comprising Si and Al linked by O atoms. Due to specific framework made of channels and chambers (4.5 – 7.0 Å) and compositional tunability the zeolite poses a wide range of unique properties such as high surface area, thermal and hydrothermal stabilities, strong ion-exchange, [4,5,6]. These attractive physicochemical properties of zeolites have found a wide range of applications in the environmental remediation and protection such as wastewater treatment, gases separation, catalysis, molecular sieves and many others [4,5]
According to Verified Market Research [7], the market demand for zeolite is increasing at a rapid pace, and this trend is expected to continue until 2030. Considering this, the application and investigation of natural zeolites remain a current and relevant topic. As highlighted in a recently published paper [6] zeolites are poised to be a critical material in the future due to their significant role in the environmental protection, mainly driven by strong efficiency in the absorption of heavy metals and inorganic and organic pollutants [5,8]. Due to ongoing advancement of technology, motorization, and the relentless progress of civilization the utilization of the petroleum compounds by zeolites received considerable attention these days. However, predominant focus of the existing literature regards the removal of petroleum products from aqueous media, and only a few studies address land spills [9,10,11,12,13,14,15,16,17,18]. Kamal et al., [19] in his recently published study emphasized the ongoing need of testing the natural zeolites of different deposits and sources towards petrol compounds removal.
It is important to note that the hydrophilic nature of the most utilized zeolite limits their affinity for poorly soluble compounds, such as petroleum substances [20]. Consequently, considerable research efforts [11,12,21,22] are directed towards the activation of zeolites, aimed at modifying their surface properties from hydrophilic to hydrophobic. Feo et al., [23] conducted comprehensive study on the absorption behavior of the seven different synthetic zeolites over BETX compounds. Researchers [23] proved previous studies [16,24] regarding the high efficiency of the zeolites towards organic compounds sorption and indicated that both the specific surface area and suitable pore size (especially mesopores) of zeolites are driving factors in petroleum adsorption. In contrast, Bandura et al., [24] demonstrated that, in the case of petroleum sorption, the specific surface area has a limited impact on oil sorption efficiency, rather, the key factor is the portion of mesopores in the zeolite’s structure. In this sense, the development on the secondary porosity plays crucial role in enhancement of the oil sorption capacity of the sorbents.
The increased market demand for zeolites has significantly influenced the advancement of the synthetic zeolite sector. The synthesis methods of zeolites are extensively documented in the literature [6,25]; however, the crystallization of zeolites under laboratory conditions often involves processes that are not environmentally sustainable. There is a pressing need to develop more advanced and sustainable methods of synthesis. Furthermore, even with recent advancements in technology and the development of sophisticated methods, such as organo-type template-free, solvent-free, and fluoride-free synthesis approaches, these methods have limited applicability and face significant challenges in scaling up for industrial implementation [6].
Crucially, synthetic zeolites are generally crystallized as highly dispersive polycrystalline powders with a particle size ranging from 1 to 10 µm. This characteristic hinders their practical application, similar to the challenges faced with natural zeolite powders. Due to their fine particle size, they require compaction into larger forms (such as granules, spheres, or extrudates) tailored to specific commercial applications, including adsorbents and catalysts [26,27].
The difficulties encountered in the agglomeration of zeolite powder predominantly arise from the interaction between zeolite and binder applied for compaction. Many research papers [28,29,30] highlight the significant role of such factors as physico-chemical properties of the binder and its content, the binding mechanism, granulation method, and processes parameters on the shaping of the granules physico-chemical properties. Among physical properties the density, viscosity and surface tension are the most important whereas, among chemical properties the reactivity of the binder is essential.
Using the specific binder has numerous implications for both the chemical and physical properties of the final product of granulation [31]. One of the primary challenges associated with zeolite agglomeration is its high alkalinity, which adversely affects the strength of various binding agents [25]. However, the vast majority of cases, the application of a binder in the zeolite powder agglomeration enhances the mechanical properties of the larger zeolite forms and serves as a critical component in ensuring the required crush strength and attrition resistance of the granulated product. But there are instances where its presence has counterproductive effects. For this reason, the careful selection of a specific binder—both in terms of its quality and quantity—is crucial during the planning of the agglomeration process for powdered zeolite. Certain binders particularly commercially used clay-based binders, exhibit sensitivity to water. The interaction between the binder and water can negatively impact on the mechanical properties of the final product and interfere with the overall compaction process. Furthermore, the incorporation of a binder during zeolite granulation often results in reduced sorption properties of the fabricated granules compared to the zeolite powder. However, this decline in sorption performance does not occur in every case. It largely depends on the physio-chemical properties of the sorbate [24,25,28,32,33]. There are documented cases [26,27,34] where binders have a beneficial impact on the sorption of certain metals. Evidence suggests that binders can enhance the sorption of toxic metals such as vanadium and nickel from petroleum feedstocks. As a result of the agglomeration of zeolite powder using a binder, secondary porosity consisting of macropores and mesopores is developing [35]. In addition to the use of an appropriate binder that imparts structure to the granules, the granulation technique employed is crucial. The compaction process may adversely affect the pore size distribution within the secondary porous system, which is critical for the sorption properties of the final product [35]. However, this is not the sole factor influencing the choice of agglomeration method. The binder used can also affect the plasticity parameters of the mixture undergoing agglomeration, which in turn influences the selection of the agglomeration technique. Furthermore, the type of binder should be selected based on the applied granulation method and the intended application of the final product [31]. Moreover, the quality of the granulated product is also determined by distribution of the binder and powder particles in the microstructure of the granulated product. The microstructural alignment as well as the chemical interaction between binder and powder particles can affect the microstructural packing density of the granules in diverse manners such as: enhancing the meso-macroporosity surface or creating the densely packed structure without any pores [21].
Another critical aspect in the compaction of zeolite powders, particularly concerning their catalytic properties, is the formation of a hierarchical structure within zeolite porosity. This structural enhancement can significantly improve various properties of zeolites, such as coke tolerance. The shaping of hierarchical structures in zeolite porosity is essential for optimizing the performance of zeolites in catalytic applications. Several methods have been developed to achieve this, including carbon templating [36], demetallation [37,38], nanosized zeolite synthesis [36], and seeded synthesis in fluoride media [39].
Recently Asgar Pour et al., [27] and Bingre et al., [1] performed an extensive literature review on the agglomeration methods of zeolite powders. Researchers [1,27] highlighted significant gaps in the available data regarding zeolite powder granulation, which is often inconsistent, incomplete or even sometimes inaccessible due to patent law. While the synthesis methods of zeolites are well-documented in the literature, it appears that the agglomeration methods have not been studied in depth. Michels et al., [31] emphasized that, zeolite agglomeration issue is neglected in fundamental research, and that needs to change particularly in specific applications such as catalysts. Furthermore, there is still a limited amount of research dedicated to the influence of various binders and process parameters on the properties of granulated zeolite in the production technology [3].
Moreover, regardless of the granulation method, water predominantly serves as a binding inhibitor. However, the optimal water content must be carefully determined based on the granulation method and water interaction with the granulated components. Water or aqueous solutions facilitate the binding between particles and can significantly influence pore distribution. The interaction between water molecules and powder constituents is primarily governed by van der Waals forces, with solid bond bridging playing a lesser role [40].
Another issue is moisture, which can impact granule consolidation in various ways, depending on the interactions between the binder, water, and powder particles. This effect is particularly pronounced in the case of clay binders, which are sensitive to moisture and exhibit swelling in the presence of water. Numerous studies [29,41,42,43,44,45] have confirmed that an increase in water content during granulation can be detrimental to granule strength, particularly in terms of compression and fracture resistance.
The predominant method for the industrial-scale agglomeration of zeolite powder is wet granulation, typically employing techniques such as pan granulation or extrusion [2,5,46,47]. This process utilizes a wide range of clay binders (particularly bentonite, attapulgite, and kaolin) [46,47,48,49]. These clays contain group 1A and 1B elements, which act as mobile non-framework cations that interact closely with zeolite molecules through ion exchange, altering the acidity of the zeolite. This, in turn, influences the selectivity of zeolite pellets toward different substances [26,27]. The crucial part of zeolite granules shaping with clays binders is calcination (high-temperature treatment) and/or drying, depending on thermal resistance of binder. Notably, certain clays—such as bentonite, montmorillonite, illite, chlorite, and bentonite-type exhibit thermal instability at temperatures exceeding 700 °C, leading to irreversible phase transformations [27]. The type of clay binder plays a crucial role in influencing the catalytic properties of zeolites, primarily by reducing their acidity and altering their selectivity performance. Importantly, different types of clay binders affect various zeolites in distinct ways, necessitating case-specific studies. This phenomenon has been observed in the interaction between kaolin binders and H-gallosilicate zeolites [26,27,50]. On the other hand, [ 2,26-27,51] investigated the effect of varying amounts of sodium montmorillonite binder on the properties of natural zeolites, such as mordenite. Researchers [51] focused on wide range of montmorillonite as binder in the compaction of zeolite powder such as from 35 to 65 wt.%. [3,26,27,52] demonstrated that, a kaolin-based binder combined with dealuminated mordenite can positively influence coke stability. However, it may also reduce the catalytic activity of zeolite in the methanol-to-gasoline conversion process. Extensive research on the impact of bentonite and attapulgite clay binders on the sorption and catalytic properties of synthetic zeolites, such as X- and Y-type zeolites, as well as the natural zeolite mordenite, was conducted by Jasra et al., [26].
Jasra et al., [26] confirmed that, the utilization of clay binders enhanced the catalytic properties of the zeolite through a reduction in the acidity of the zeolite, which is attributed to the migration of cations from the clay to the external framework sites of the zeolite during compaction.
Michels et al., [31] demonstrated that the use of attapulgite as a binder enhances both the longevity and light olefin selectivity of the MFI-type zeolite catalyst via ion exchange between the binder and the zeolite. In contrast, extrusion with silica or boehmite can negatively impact the performance of the zeolite catalyst. Furthermore, the researchers [31] also proved that the use of an appropriate binder, applied correctly, can match or even surpass the performance of MFI catalysts obtained through hierarchical structuring. Moreover, according to test conducted by Michels et al., [31] kaolin applied as binder enhanced the formation of the open pore structure in zeolite.
Apart from the aforementioned clay binders, such inorganic substances as silica, alumina compounds, titania, zirconia, or their combinations are also used in zeolite agglomeration. Among organic compounds, binders such as cellulose, polyethylene glycol, and polyvinyl alcohol are utilized. Organic binders are primarily used in zeolite formation through extrusion, where the low friction and low viscosity is required in order to prevent cracks. Various types of additives are incorporated in extrusion methods, such as thickening agents, wetting agents, lubricants, and plasticizers [26,27,33,53]. Additionally, peptizing agents, such as nitric acid or acetic acids [5,54,55,56,57], are also employed to enhance stabilization and improve the distribution of the binder within the zeolite matrix [5,27,54,55,56,57].
Recently, Rogala et al., [58] investigated the shaping of Y-type zeolites using Al2O3 as a binder in the context of polypropylene cracking via extrusion. Researchers [58] reported that a binder concentration of 50 wt.% Al2O3 can be effectively employed in the shaping process of Y zeolites and positively influence the polypropylene cracking process. Moreover, since clay-based binders generally decrease the acidity of zeolites, alumina-based binders used in zeolite palletization enhance the acidity of catalysts. This phenomenon occurs due to the migration and incorporation of aluminum species into the zeolite framework, as well as the introduction of alkaline sodium cations by the alumina binder [26,27,59,60]. Interesting research on the crystallization of MFI-type zeolite for catalytic applications has been conducted by Lee et al., [34]. Researchers [34] successfully transformed microporous material into a mesoporous one by utilization of the flash-calcined HT up to 20 wt.% for the formation of mechanically robust pellets with a mesoporous structure.
In general, all mentioned above studies proved that, knowledge regarding the impact of specific binder types on the properties of the final product and its lifetime will enable future control over the effects of binder application on the final product's characteristics and potential improvement of its performance.
The quantity of binder added is contingent upon the desired outcome and the specified requirements regarding the properties of the resultant product. It is essential to achieve a balance between the strength parameters and the adsorption properties. Bingre et al., [1] reported that the typical amount of binder for zeolite agglomeration exceeds 20%. Conversely, [61] indicated that the binder content generally ranges from 10% to 20%, while the author also notes that there are documented instances in which the binder addition has exceeded 50% [61]. According to [2] the range of binder application in zeolite agglomeration can vary from 1% to 50%, which is quite broad.
As an increased amount of binder leads to enhanced resistance to mechanical disruption [62], on the other hand, usually it results in a reduction in porosity, thereby diminishing the adsorption properties [5]. However, there are instances where, with the same quantity of binder but different agglomeration techniques, granules with superior sorption properties can be achieved. This observation underscores the fact that the amount of binder added does not always play a critical role in shaping the sorption characteristics of the final products. Supporting evidence is found in the research conducted by Charkhi et al., [63], who, used bentonite in amounts ranging from 20% to 40% by weight (similar to traditional methods), achieved improved sorption properties while maintaining strength characteristics through the application of a novel forming method he developed.
Recently, the particular research interest focuses on more advanced and sophisticated zeolite agglomeration methods such as binder-free granulation [64], especially by implementation of the 3D printing for shaping the carbon capture zeolite materials and gas separation adsorbents [64,65,66]. Wang et al., [67] reported the possibility of creating a mechanically strong ZM-BF zeolite with high CO2 adsorption capacity using 3D printing technology. Whereas Jivrakh et al., [68] recently, developed a carbon capture monolith of zeolite 13X through 3D printing. At the same time, Rianjanu et al., [69] investigated the 3D printed zeolite for methylene blue dye sorption. Although, 3D printing method seems to be an up-and-coming approach to binder free zeolites granulation, nowadays, it is impractical for commercial-scale application due to cost and energy consumption [64]. 3D printing is currently primarily applied at the laboratory scale, with a few exceptions at the commercial scale [5,70].
However, binder- free zeolite granulation technologies, without 3D printing approach, have been known since the 1960s [71,72]. More recently, Vasiliev et al., [73], developed a method for producing binder-free zeolites through the application of pulsed current processing (PCP). Another interesting method for zeolite formation is hard templating or casting methods based on crystallization within porous materials, such as polystyrene spheres [74], latex beads [75], and various carbon-based substrates [32,76]. A critical step in the hard templating process is calcination, which facilitates the removal of the macroscopic hard template, thereby allowing for the successful extraction of the zeolite framework. Specific technology for zeolite formation is referred to as "in situ" synthesis, which involves the transformation of kaolinite in the presence of a highly alkaline solution. Through this agglomeration method, kaolinite undergoes a phase transformation into zeolite, resulting in the production of particles with appropriate sizes. This agglomeration technique is thoroughly detailed in patents [77,78,79]. Król et al., [25] demonstrated compelling approach based on expanded glass application as a substitute for zeolite crystallization. Moreover, hierarchical zeolites are current scientific interest due to their versatility in industrial applications which take advantage of microporous zeolites [80,81]. Gao et al., [82] successfully synthesized hierarchical NaY zeolite for toluene adsorption featuring controllable mesopores within the range of 2-5 nm.
The literature review revealed that high-pressure compaction is an agglomeration method for zeolite powder that has received limited research attention. Notably, Bazer-Bachi et al., [83] examined the shaping of metal-organic frameworks (MOFs) by compression. Also, Panek et al., [84] investigated the effects of various compressive methods—including tableting, extrusion, and briquetting—utilizing different binders such as molasses, waterglass, and cement, on the textural properties of Na-P1 zeolite.
In this study, we focused on the roll compaction/dry granulation (RCDG) method, which we propose as a promising technique for the agglomeration of zeolite powder. Our approach is based on integrating the agglomeration and deagglomeration processes within a roller press, which is rarely explored. The applied agglomeration procedure is profoundly discussed later in the paper.
While RCDG has been a well-established technique in the pharmaceutical industry since its inception in 1965, its applications have gained renewed interest in recent years [25,85,86,87,88]. However, despite the advancements in understanding and optimizing RCDG for pharmaceutical applications, its potential for zeolite powder agglomeration remains largely unexplored. Due to low manufacturing cost, reliable fabrication of the homogeneous granules, enhanced control over operation conditions and possibility of significant reduction in water and binder and/or powder lubricants content in agglomerated mixture the RCDG surpasses the complex wet granulation [85,86,88]. Moreover, the great advantage of the RCDG method in comparison to wet granulation is the capability to handle materials susceptible to heat and moisture [87]. However, the main challenge in roll compaction dry granulation is the bimodal size distribution of the produced agglomerates [89].
In the roller compaction (RC) process, a powder mixture is introduced between two counter-rotating rolls, where it undergoes compression under a defined specific compaction force (SCF). This compression results in the formation of intermediate products known as ribbons. These ribbons are subsequently milled into granules of desired size– final product of the RCDG [87,88]. The ribbons can exhibit different shapes (such as flakes, sheets, or strips) depending on the surface of the rolls. Rolls with smooth surfaces give flakes, whereas fluted surface gives sheets, and knurled surface gives strips. There is another option of roll shape which is pocket-shaped rolls which form briquets [88]. According to Miller [90] the process of granule bond formation in roll compaction dry granulation consists of following mechanism: particle rearrangement, particle deformation, particle fragmentation and particle bonding. Crucial factors in the pressure agglomeration process are Van der Waals forces between particles [40]. Moreover, Miller [90] identified 3 distinct zones between rolls were mentioned above mechanisms occur which is also related to different force:
Feeding zone – particles rearrangement occurs due to small stress and densification,
Compaction zone – particles deform/fragment, and bond due to much more effective than in feeding zone pressing force,
Extrusion zone.
In RCDG the parameters of granules are influenced by such factors as: compaction force, roll gap width, and roll speed [87]. Recently many studies focused on optimalisation of roll compaction agglomeration [86,88,91].
As discussed earlier, roll compaction dry granulation is a proven technique within the pharmaceutical industry. In this sense, overwhelming majority of the studies examinate binders in RCDG have focused on materials specifically suitable for drug agglomeration. Moreover, drag granules intended for pharmaceutical applications necessitate distinct properties compared to granules used for other purposes. Apart from strength and acceptable friability, the most significant properties of drug granules are drug loading [91] the features which is of less importance in granules dedicated to other application such as: sorption where the porosity is key factor. In this context, the commonly used binders in roll compaction agglomeration for drug fabrication are: polyvinylpyrrolidone (PVP), cellulose derivates (methylcellulose, hydroxypropyl methylcellulose (HPMC), hydroxypropyl cellulose HPC, microcrystalline cellulose MCC), starch derivates (pregelatinized corn starch) and Carbopol [91].
In general, in dry granulation technique the most preferable binders exhibit plasticity resulting in enhancing cohesive and adhesive force between solid particles. Plasticity of the binder improvement in tensile strength of the agglomerates and management of the granule size [91]. Although, balance in binder dosage, binder particle size and binder type are crucial in fabrication of the granules of required properties. Low dosage of the binder resulting in not covering particles surface leading to weak mechanical properties of agglomerates and inadequate size. In opposite, high dosage of the binder also can be detrimental to granule performance such as: difficulty in disintegration and achievement of the proper size, solubility limitation and sorption inhibition [91].
When it comes to binder size distribution the smaller one, with large surface area is preferable in roll compaction agglomeration, however it depends on the granule application. Every case should be investigated individually [91]. Yusof et al., [92], showed the possibility of using the roll compaction in maize powder agglomeration and investigated the optimal operating conditions. García-Triñanes et al., [93] investigated the impact on liquid binders such as vinasses and molasses in the roll compaction of caustic magnesia. The researchers [93] reported that the organic liquid binders (vinasses and molasses) in compaction are beneficial for both properties of the final product and process effectiveness, as well. More recently Lim et al., [94] proved that, roll compaction technology is an efficient method for agglomerating problematic powdered radioactive waste, leading to significant volume reduction of powder waste through the production of mechanically strong pellets. The potential application of roll compaction in the agglomeration of materials other than pharmaceutical substances, such as zeolite powdered by-products, was investigated in our previous paper [10]. The [10] study confirmed the feasibility of RCDG technology for zeolite powder agglomeration, particularly for zeolite-based petrol sorbents. Furthermore, the investigation [10] explored the impact of different types of binders on the fabricated zeolite pellets. In this context, the current study continues this line of research, albeit from a different perspective.
The main objective of this study was to investigate the influence of varying binder and water dosages on the sorption and performance properties of zeolite sorbents shaped from zeolite powder by-product using roll compaction agglomeration. A comprehensive physicochemical analysis of the feed materials was conducted, including assessments of textural properties (N₂ adsorption/desorption, surface area), particle size distribution, and morphology via SEM, as well as phase composition through X-ray diffraction (XRD).
Subsequently, the sorption capacity of the produced zeolite sorbents for petrochemical compounds (diesel, used engine oil, and petrol) was evaluated, along with their mechanical properties (crush resistance). A critical aspect of the research was the characterization of the pore structure through Hg porosimetry and SEM microstructural observation of the zeolite sorbents to elucidate the structure-property relationships.
Finally, this study clarified the effect of varying binder and water content in the feed material for roll compaction on the textural and mechanical properties of the fabricated zeolite agglomerates, as well as evaluated whether different dosages of binder and water affect the sorption efficiency of the sorbents.
To contextualize the sorption performance of the fabricated zeolite sorbents, their properties were compared with diatomite-based petroleum sorbents produced via wet pan granulation and energy-intensive calcination, as well as the commercial DAMSORB sorbent from Denmark.
Given that empirical methods remain the most valuable approach for determining the optimal binder-to-water ratio in granulation processes, this investigation is essential for advancing material selection and process optimization in zeolite-based sorbent fabrication.
To our knowledge, this is the first study to address the specific scientific matter of powder zeolite agglomeration in this manner. The findings enhanced our understanding of the roles of binder and water content in pressure-based agglomeration techniques and proved that, agglomeration and deagglomeration in one integrated system using high-pressure roller equipment is a truly up-and-coming approach in zeolite powder agglomeration. This approach offers advantages over traditional granulation methods.
2. Materials and Methods
2.1. Methods
The mineral composition of the natural zeolite powder and binder was determined via powder X-ray diffraction (XRD) performed using PANalytical X'Pert Pro X-ray diffractometer equipped with a PW 3020goniometer. The measurements were made in a 2θ range of 7–55° with a step interval of 0.0167° and a collection time of 120 s per set, utilizing a 0.5° divergence slit and a 10 mm mask. The parameters were as follows: CuKα radiation, operating at 45 kV and 35 mA. The PANalytical Highscore Plus (version 4.9) software, integrated with the JCPDS-ICDD diffraction database, was used to analyse the diffraction data. The samples for analysis were prepared by grinding in an agate mortar to a grain size of less than 0.100 mm and back-loading the powder into a circular sample holder with a diameter of 27 mm to minimize preferred orientation effects.
The chemical composition of the zeolite powder and binder was carried out by X-ray fluorescence (XRF) with Panalytical Epsilon 3X apparatus.
Morphology, structural characteristics (size, shape of the raw materials and fabricated agglomerates) were examined by means of a scanning electron microscope Thermo Scientific Quattro ESEM (Thermo Scientific Company, USA), polarizing microscope Nikon Eclipse LV 100 POL (under transmitted and reflected polarized light on thin-sections) and stereoscopic microscope Nikon SMZ 1000. The SEM analyses were carried out under high vacuum conditions in electron backscatter diffraction (EBSD) mode at a voltage of 20 kV and an operating distance of ~10 mm. The specimens were coated with a carbon layer approximately 20 nm thick.
The grain size of the zeolite powder and the binders used in the agglomeration process were determined by laser diffraction with a Malvern Mastersizer 2000 analyzer using the dry dispersion method according to ISO 13320 [95]. The grain size of the zeolite agglomerates produced was determined by sieve analysis according to EN 933-1 [96].
The specific density of the powders was determined using the pycnometric method according to EN 1097-7 [97], while the bulk density and compacted density according to EN 1097-3 [98]. The moisture content of zeolite powder, agglomeration process feedstock and moldings were determined using a weighing machine by drying at 105 °C to constant weight.
The textural parameters (specific surface area, volume of micropore and mesopores, and pore distribution) for zeolite powder were determined based on the progression of low-temperature adsorption/desorption isotherm of the nitrogen vapor at a temperature of -194,85˚C using micrometrics ASAP 2020 device. The sample was degassed (10-1 Pa) at 350 ˚C for 24 h. The textural characteristics were determined by the Brunauer-Emmett-Teller (BET) and Barrett-Joyner-Halenda (BJH) methods. The mesopore volume was determined by using BJH method in the range of mesopore of 2 to 50 nm. The macropores volume (Vmac) was calculated using the following equation:
V mac = V tot 0.99 – (Vmic + Vmes BJH)
The average pore diameter (Dp) was determined by the BET results (4V/A by BET) while average pore width (4V/A) was determined by BJH results (4V/A). The pore size distribution was obtained from BJH sorption data.
The textural parameters for fabricated zeolite-based agglomerates sorbents have been determined by Hg Intrusion Porosimetry (MIP). MIP tests were performed using PoreMaster 33 Quantachrome Instruments, which operate in the pressure ranges from vacuum to 30 000 psi (200 MPa). Prior to the Hg intrusion porosimetry test the samples were degassed (10-1 Pa) at 350 °C for 16h. The pore size distribution (PSD) was determined from the Washurn equation using a surface tension of mercury of 480N m-1 and the contact angel 140°.
The absorbency of fabricated zeolite-based agglomerates sorbents for oil substances and water was determined using the Westinghouse method. The test was conducted in a cone with a diameter of 70 mm and a height of 75 mm, made of stainless-steel mesh with a size of 0.250 mm. Dried to constat mass sample of 20g was placed in the cone and then submerged in a dish filled with oil for 10 minutes. After this period, the funnel containing the sample was removed from the vessel and set aside for 5 minutes before weighing. Verva diesel fuel (from the Polish petrol station network Orlen), with a density of 0.820 - 0.845g/cm³ at 15 °C, was used [99].
The absorbency(R) in % was calculated using following equation:
where:
R = m2o-m1o/m1o × 100%
R – sorption capacity [wt.%]
m1o - weight of the dry sorbent [g]
m2o – weight of saturated sorbent [g]
Based on the Westinghouse method and the study of petrochemical substance absorbency conducted by [14], the maximum sorption capacity for petroleum compounds was determined. The test procedures involved applying drops of petroleum compounds to a dried to constat mass the sample with a known weight (3g – 4g) until the point of maximum saturation was reached. The test concluded when the next drop of petroleum compound flowed over the sorbent (indicating that the liquid was no longer absorbed). By comparing the weights of the samples before and after the sorption of petrochemical compounds, the determination of weight absorbability was facilitated.
The maximum capacity (S) in % was calculated using the following equation:
where:
S = (Mp – Mo) × 100%
S - maximum sorption capacity [wt.%]
Mp – weight of the saturated sorbent [g]
Mo – weight of the dry sorbent [g].
The effectiveness of the roll compaction dry granulation and the impact of binder and water content were determined through screening analysis according to EN 933-1 [100], along with the evaluation of the particle size distribution 0,5 mm (which is the commonly used minimal size for commercial petroleum sorbents). In this sense, the following assumption was made: a higher fraction yields the agglomeration process more efficiently.
The mechanical strength with respect to fraction resistance of the fabricated zeolite-based agglomerates sorbents was determined through gravitational drop strength test. The procedure involved dropping of a dried to constat mass sample of about 50g three times from a height of 1 m onto a steel plate. The fraction strength was determined by the ratio of the weight of the agglomerate remaining after sifting a sieve with a mesh size corresponding to half the lower dimension of the agglomerate (sieves with mesh sizes of 0.250 and 0,500 mm were used in this study) to the weight of the sample before the drop test. In this study, the drop test was conducted on granular samples with sizes of 0.5–1 mm and 1–2.0 mm.
The gravitational drop strength was calculated using the following equation
where:
K= AR/A ×100%
K – agglomerate resistance to gravitational drop [%]
A - weight of the granular sample before the drop test [g]
AR – weight of the granular sample remaining on the sieve [g]
2.2. Characteristics of Raw Material Prior to Agglomeration
Zeolite powder used in this study was a by-product of the processing of the Micocene volcanic tuff (clinoptilolite-rich rock) from the Sokyrnytsya deposit (Trans Carpathian region, Ukraine). Table 1 presents the chemical composition (XRF analysis) of zeolite powder, whereas in Figure 1 the XRD pattern is illustrated. The zeolite powder from Sokyrnytsya have been previously mineralogically and petrographically described by authors [101]. The XRF and XRD results obtained proved that clinoptilolite is the main mineralogical phase in the investigated zeolite. Other identified mineral phases included quartz and K-feldspar (orthoclase). The chemical analysis of the zeolite dust confirmed its high purity, indicating a substantial SiO₂ content (68.76%) along with Al₂O₃ at 11.7%.
The solid binder applied for agglomeration the zeolite powder was of inorganic type. The chemical composition of the binder was as follows (in wt.%) CaO – 72,93, MgO – 0,41, SO3 - 0,54, CO2 – 1,07, LOI – 24,74. The XRD analysis (Figure 2) indicated that, the main mineral phase was portlandite identified based on the first major peak around 18.0° and second major peak at 34 2Θ. Another mineral phase was calcite recognized based on the first major peak at 29.4° and second major peak at 48.5 2Θ. Due to future patent procedure the detailed information about binder source was coded.
The bulk properties of the zeolite powder and binder used for agglomeration are shown in Table 2. Specific surface area and specific gravity of both materials are quite similar. However, zeolite powder has nearly twice the bulk density and proportionally lower compaction compared to the binder. Particle size distribution (PDS) determined by laser diffraction for zeolite powder and binder is presented in Figure 3. The obtained results showed that, both materials differ significantly in terms of particle size. The powder zeolite has a grain size in range of 0,2 to 70,0 µm while binder is composed from much smaller particles in range of 0,4 to 10 µm. The powder zeolite and binder PDS distributions are homogenous with a single pick located around 18 µm and 3 µm, appropriately. Bothe materials have a wide PDS distribution (D90/D10 >1) which is unfavorable.
Figure 4. presents the SEM imaging of zeolite powder (Figure 4A and Figure 4B) and binder (Figure 4C and Figure 4D). The zeolite powder particles exhibited a relatively regular, sharp-edged shape (Figure 4A), while the binder appeared in rosette-like forms (Figure 4C – Figure 4D) that strongly agglomerated with one another.
In table 3 the detailed textural properties based on N2 adsorption and desorption is presented. Whereas, in Figure 5 N2 sorption isotherms for zeolite powder before granulation is displayed. According to IUPAC classifications [102], N2 sorption isotherms for zeolite powder exhibited IV-type isotherm patterns and H3-type hysteresis loops. Thommes et al. [102] indicate that H3-type corresponds to a diverse range of slit-shaped pores with non-uniform sizes. These pores are present in solids composed of aggregates of plate-like particles or non-rigid agglomerates, which define the structural morphology of the studied zeolite as observed through Scanning Electron Microscopy (SEM) (Figure 6). However, due to the intensive mechanical processing and the by-product nature of the examined zeolite, the plate-like structure is not uniformly preserved throughout the material. This can be attributed to the relatively lower specific surface area (11.58 m²/g) compared to typical high-grade zeolitic materials. The plate-like structure in zeolite is shaped by plates with thickness up to 0.100 µm (Figure 6). The pore size distribution obtained from BJH sorption data is shown in Figure 7. The zeolite powder had a single modal of pore size, which was cantered at 60 nm indicating the macropores structure. The average pore volume and pore diameter were 0,043 cm3/g and the pore diameter, mainly, about 20 nm. In general, the pore network of the studied zeolite powder consisted mainly of mesopores with minimal contribution of micropores.
3. Agglomeration of Zeolite Powder
Agglomeration experiments were conducted using roll compaction dry granulation (RCDG) technique on a laboratory high-pressure grinding roller (HPGR) equipped with smooth-surface forming rings with a roller working diameter of 0.30 m and gravity feed. Figure 8 schematically presents the zeolite powder agglomeration process. In fact, proposed in the paper agglomeration process of powder zeolite has a two-step approach (Figure 8). Firstly, the feed powder (Figure 9A) was agglomerated using rolling mill resulting in the ribbons shaping (Figure 9B). In the next step, the ribbons (Figure 10) were crushed using the same high-pressure roll compaction equipment, but with minimal roller force (approximately 20 kN) and a roll gap width of 3,5 mm, forming zeolite pellets. The integration of compaction and crushing within a single device significantly enhances process efficiency, eliminating the need for additional equipment and streamlining production. Finaly, the agglomerates were grain classified using a vibrating screen to separate two grain classes of 0,5-1.0 mm and 1-2.0 mm (Figure 11). Although the most commercial oil sorbents have a grain size of 0.5–1.0 mm, in this study the agglomerates with particle size 1–2.0 mm were also fabricated and investigated. Different level of binder (2,5%, 5%, 7,5%, 10%) and water-to-powder feed (20%, 22,5%, 25%) were used in shaping the zeolite agglomerates (Table 4). The homogenization of powder feed (fine-grained zeolite and binder) in dynamic counter rotating granulator and bringing to a specific moisture by adding the different water amount followed by compaction in HPGR. The roll compaction process was carried out with constant parameters of the roller press: speed of the rollers 0.1 m/s, roller force 150 kN, and roll gap width 3mm.
4. Results and Discussion
Table 5 displays the basic properties of the produced ribbons. The quality of the ribbons was evaluated based on fragility, powdering assessment, and water resistance. Due to the absence of standardized procedures for assessing the fragility and powdering of the ribbon, these parameters were determined descriptively. To facilitate the assessment, the specific scales were developed (see Table 5). The water resistance was determined by immersing the ribbon in water for 72h in a baker and evaluating the turbidity of the water (Figure 12). For comparison, both calcined and uncalcined diatomite granules manufactured via traditional wet granulation (pan granulation) received [103] were also tested for water resistance (Figure 13).
Obtained test results indicate that the fragility and powdering properties of the manufactured ribbons are influenced by both the binder and water content in the materials subjected to compaction. Ribbons with the lowest binder content (2,5%) exhibited the poorest performance, with an increase in binder content resulting in more fragility-resistant ribbons. This trend remained consistent up to a binder dosage of 7,5%, after which the water content became the primary factor determining the strength of the ribbons. Regarding powdering properties, a strong correlation was observed: higher binder content resulted in greater resistance to powdering. Water resistance tests demonstrated that the produced ribbons are generally not sensitive to water, in contrast to diatomite granules, particularly the uncalcined ones. Figure 14 displays the particle size distribution of produced zeolite agglomerates through roll compaction dry granulation. Obtained screening test results indicated that the binder content has a significantly greater impact than water content on the effectiveness of the agglomeration process. The higher the binder content, the greater the fraction yields above 0.5 mm. The highest agglomeration process efficiency (the most suitable yield of the required 0,5-2,0grain size) was observed with the following composition of the feed for the agglomeration process: 10% binder and 25% water content (4/w/25). A very similar result (with a fraction yield above 0.5 mm only 2% lower) was achieved for the agglomerates with the composition of 7.5% binder and 22.5% water (3/w/22.5). To sum up, the highest obtained yield values were approximately 30% better than those of the agglomerate with the lowest fraction yield above 0.5 mm (fraction yield > 0.5 mm at 33%), i.e., 1/w/22.5 and 1/w/25 (fraction yield above 0.5 mm at 33%).
Table 6 presents the results of the gravitational drop strength test for granular zeolite samples with sizes of 0,5-1 mm and 1-2,0 mm fabricated via roll compaction agglomeration, as well as for granular diatomite sorbents obtained from [103], manufactured through traditional wet granulation before and after high temperature calcination, for comparison. The obtained results of the drop test indicated that an increase in water content has no significant effect on the crush strength of the fabricated zeolite agglomerates. However, it is evident that an increase in the binder content enhances the crush resistance of the agglomerates, and this tendency persists regardless of the agglomerates’ grain size. A 5% increase in binder content results in an approximately 10% improvement in drop strength. It is interesting to note that the improvement of drop resistant of produced agglomerates is observed only up to a binder content of 7.5%, beyond which no further improvement in strength occurs despite the increasing binder content. Moreover, the particle size of the agglomerates has no significant impact on drop strength, however, particles with sizes of 0,5-1 mm exhibited slightly better resistance to crushing. Finally, the drop test results indicated that zeolite agglomerates manufactured via roll compaction dry granulation process and diatomite granules obtained through wet granulation (pan granulation with calcination) exhibited highly comparable, and in some cases nearly identical, crush strength. In this context, roll compaction dry granulation appears to be a promising method for manufacturing mechanically reliable zeolite agglomerates.
Figure 15 and Figure 16 present the results of the oil absorbency (Westinghouse method Figure 17) for the fabricated zeolite-based sorbents with particle sizes of 1–2 mm and 0.5–1 mm, respectively. For comparison, the oil and water sorption properties of diatomite granular sorbents received via wet granulation are provided. According to the Polish Journal of Laws of 2010 (No. 85, item 553) [103], sorbents approved for use by PPS units in Poland must exhibit a minimum oil absorbency of 50% by weight determine by Westinghouse method. The conducted study demonstrated that, produced zeolite sorbents with a particle size of 0.5–1 mm met the specified requirement. Furthermore, zeolite sorbents manufactured via roll compaction dry granulation (RCDG) exhibited oil absorbency values much higher than those of diatomite sorbents obtained through traditional pan granulation. The highest oil absorbency was observed in the 4/w/22.5 and 3/w/22.5 samples, which displayed oil sorption capacities of 86% and 85%, respectively. Notably, these sorbents (particle size of 0.5–1.0 mm) demonstrated approximately 54% and 45% higher oil sorption compared to calcined and uncalcined diatomite sorbents of the same size, respectively. Furthermore, the oil absorbency of the 4/w/22.5 (86%) and 3/w/22.5 (85%) zeolite samples was comparable to commercial petroleum substances sorbent (DAMSORB – Producer Imerys Industry Minerals, Nykobing Mors, Denmark) commonly used in Poland, for which an oil sorption value of 83% was reported by E. Pabiś-Mazgaj et al., [10]. Among the fabricated zeolite sorbents with a particle size of 1–2 mm, only the 3/w/22.5 sample achieved the required oil absorbency value of 50%. Based on these results, it can be concluded that the water content in the manufactured zeolite sorbents has a negligible effect on oil sorption capacity. In contrast, the binder content and the particle size of the agglomerates displayed a more significant role in determining the sorption properties. For binder contents up to 7.5%, higher sorption capacities were observed; however, beyond this threshold, the sorption properties of zeolite agglomerates (0.5–1.0 mm) remain relatively unchanged. Apart from the water and binder content, the textural parameters of the materials have a significant impact on their sorption properties. However, this issue will be discussed later in the paper. As for the oil absorbency of diatomite sorbents manufactured via wet pan granulation and calcination, the high-temperature process has a detrimental effect, resulting in a decrease in absorbency of approximately 15%.
Figure 18 and Figure 19 display the water absorbency test results (Westinghouse method Figure 20) for the fabricated zeolite-based sorbents. For comparison, the water sorption properties of the granular diatomite sorbents received via wet pan granulation are provided. Regarding water absorbency, although no standardized requirements exist, these properties may be essential in certain applications. In this context, the fabricated zeolite sorbents with a particle size of 0.5–1 mm demonstrated superior performance, exhibiting approximately 20% higher water sorption compared to zeolite sorbents with a particle size of 1–2 mm. Nearly all zeolite sorbents with a size of 0.5–1 mm showed higher water absorbency than diatomite sorbents produced via traditional pan granulation of the same size. The highest and most comparable water absorbency values were observed in the 4/w/22.5 (102%), 1/w/22.5 (100%), and 3/w/22.5 (99%) zeolite samples, which were produced via roll compaction dry granulation. Furthermore, the water absorbency of these zeolite agglomerates (4/w/22.5, 1/w/22.5, 3/w/22.5) was approximately 16% lower than that of the commercial petroleum sorbent DAMSORB, which exhibited a water sorption of 116%, as confirmed in our previous studies [10]. It can be concluded that, with regard to water absorbency, water content plays a crucial role. The optimal water content in the tested samples was found to be 22.5%. A similar trend was observed for zeolite sorbents with a particle size of 1–2 mm. However, the highest water absorbency was recorded for the calcined diatomite sorbent (approximately 89%), which was about 9% higher than the best-performing zeolite sorbent (4/w/22.5), which exhibited a water sorption capacity of 80%. Notably, the water absorbency of diatomite sorbents produced via pan granulation was inconsistent with respect to particle size and whether they were calcined or uncalcined. Water sorption for calcined diatomite with a particle size of 0.5–1 mm was approximately 18% lower than that of uncalcined diatomite of the same size, whereas water sorption for calcined diatomite with a particle size of 1–2 mm was approximately 18% higher than that of uncalcined diatomite of the same size.
The produced zeolite-based agglomerates, which exhibited the highest sorption efficiency for diesel fuel (Verva On), were further evaluated for their ability to absorb the used engine oil using the Westinghouse method. Figure 21 presents the sorption of used engine oil for selected zeolite samples, along with a comparison to diatomite sorbents manufactured via pan granulation. The results demonstrated that zeolite-based sorbents produced via roll compaction exhibited higher sorption values for the used engine oil compared to diatomite sorbents obtained through wet pan granulation with/without calcination. On average, the zeolite sorption efficiency for used engine oil is approximately 40% higher than that of diatomite. Among the fabricated zeolite-based sorbents, the 3/w/22.5 sample exhibited the best sorption properties, achieving a used oil sorption rate of 100%. A comparable value of 96% was obtained for the 4/w/22.5 sample. Based on the sorption test results (Figure 21), it remains unclear whether the binder content, water content, or a combination of both, or neither, is the primary factor influencing the used oil absorbency. However, the test results confirmed well-establish statement [15,16] that the granulation method has a significant impact on oil sorption capacity which can be attributed to changes in pore size distribution.
Furthermore, the diesel and used engine oil sorption tests conducted using Westinghouse equipment align with the findings of Bandura et al., [15], which indicated that higher sorption capacities are observed for oils with higher densities and viscosities, as seen in the case of used engine oil. The physicochemical properties of petroleum compounds significantly influence their interaction with porous materials, thereby indirectly affecting the sorption mechanisms. In general, higher-viscosity petrochemical liquids (such as petrol, diesel, and used engine oil) exhibit slower penetration into the zeolite's porous structure, with the adsorbate gradually filling the available pores more thoroughly [16]. In accordance with this, the Westinghouse test revealed that the sorption efficiency of the used engine oil was the highest among the examined petroleum compounds. However, as discussed later in this paper, the maximum sorption capacity results did not corroborate this observation. This discrepancy can be attributed to differing experimental conditions, particularly the duration of petroleum saturation, which in the case of Westinghouse tests is strictly defined (10 minutes), whereas the determination of maximum sorption capacity is typically conducted until a thin layer forms on the sample, a process that usually takes less than one minute. Regarding the granulation method and its impact on sorption properties, it can be concluded that roll compaction is more suitable than wet granulation (with or without calcination) for producing agglomerates with higher petroleum sorption capacity. This is likely due to the development of secondary porosity, typically meso- and macro-pores, and a less dense structure during the roll compaction agglomeration process. In contrast, pellet coating (pan granulation) results in a denser and more compact structure. The sorption results further demonstrated that the calcination process does not significantly affect petroleum sorption, particularly in the removal of used engine oil.
To comprehensively evaluate the sorption properties of petroleum compounds (such as petrol, diesel, and used engine oil) on the selected fabricated zeolite-based agglomerates, zeolite powder (raw material/feed for agglomeration), and granular diatomite (wet pan granulation with/without calcination), a maximum sorption capacity test was conducted (Figure 22).given the strong correlation between sorption capacity, specific surface area, and, more importantly, pore size distribution in the materials, the sorption results were further corroborated by the textural properties of the samples. Additionally, to deepen the understanding of the sorption capacity of petroleum compounds on zeolite materials, previously reported data [16] were incorporated in Figure 22.
In general, the agglomeration process through roll compaction of zeolite powder with binder and water altered the petrochemical sorption behavior of the fabricated zeolite agglomerates compared to the natural zeolite powder, accompanied by changes in textural properties. However, no unambiguous correlation between binder/water content, sorption, and textural properties was identified. Regarding the diesel sorption, nearly all produced zeolite-based sorbents exhibited higher capacities than natural zeolite powder (0.2g/1g), except for the 3/w/20 sample, where diesel removal was the same as for the zeolite powder. Notable differences were observed in the 3/w/22.5 and 4/w/22.5 samples, which demonstrated four times higher diesel sorption than natural zeolite powder. This can be attributed to the larger contribution of pores in the 10-100 µm range in these samples. Furthermore, the higher affinity of the 3/w/22.5 and 4/w/22.5 samples for certain petrochemicals can be linked to the predominance of macropores (approximately 4.8 µm), whereas the 3/w/20 and 3/w/25 samples exhibited pores of approximately 0.035 µm. The manufactured zeolite-based agglomerates also exhibited enhanced sorption properties for petrol, except for the 3/w/25 sample, which demonstrated the same sorption capacity as zeolite powder (0.2g/1g). In terms of used engine oil removal, the 3/w/22.5 and 4/w/22.5 samples exhibited the highest maximum sorption capacities of 0.4g/1g and 0.3g/1g, respectively. This can be attributed to the larger and similar contributions of pores in the 10-100 µm range in both samples, with proportions of 16.5% and 16.2%, respectively. The 3/w/20 and 3/w/25 samples exhibited the same maximum sorption capacity for used engine oil as zeolite powder (0.2g/1g). The sorption results for petroleum compounds on diatomite granules supported the findings obtained using the Westinghouse method (Figure 15-16, Figure 21). The maximum sorption capacities of the studied zeolite powder for petroleum compounds do not align with the previously reported sorption values for natural zeolite powder by Muir and Bajda [16]. In their studies [16], diesel and used engine oil removal on zeolite powder was approximately 0.4g/1g, and petrol sorption was around 0.3g/1g. This discrepancy can be attributed to the different sources of zeolite powder. While both powders are derived from Ukrainian deposits, the studied zeolite powder is a by-product of zeolite rock processing, whereas the zeolite powder used in Muir and Bajda’s study [16] was a high-quality mineral product. Moreover, Muir and Bajda [16] emphasized that experimental conditions during sorption determination can significantly influence the results.
Surprisingly, the maximum sorption capacity of the synthetic zeolite powder Na-P1 did not exceed that of the manufactured zeolite agglomerates for any of the petroleum compounds, and the sorption efficiency of Na-P1 was notably lower. Na-P1 exhibited petrol, diesel, and used engine oil sorption capacities of 0.5g/1g. In comparison, the 3/w/22.5 and 4/w/22.5 samples exhibited higher affinity for used engine oil, with capacities of 0.8g/1g for both.
The test results confirmed the previously reported correlation by Muir and Bajda [16] regarding the role of mesopores in the sorption process, where the number of available pores for petroleum compounds is associated with a higher affinity for these compounds. Conversely, the analysis of sorption properties in relation to the specific surface area of the samples revealed no direct correlation. Notably, the 3/w/22.5 sample, exhibited the highest sorption capacity for petrochemical compounds, had the lowest specific surface area (16.15 m²/g) among the produced zeolite agglomerates. In contrast, the 3/w/25 sample, with a more developed surface area (19.59 m²/g), displayed similar sorption efficiency for petrol (2g/1g) and used oil (2g/1g) and a slightly higher sorption capacity for diesel (3g/1g) compared to zeolite powder (which exhibited the same sorption capacity for diesel, petrol, and used engine oil—2g/1g), despite having a significantly lower surface area (11.58 m²/g).
The maximum sorption capacity results (Figure 22) indicated that the zeolite-based sorbent (3/w/22.5), produced via roll compaction, exhibited the most versatile sorption properties, demonstrating the highest capacity for various petroleum compounds (Eurosuper 95 petrol – 0.4g/1g, Verva On diesel – 0.8g/1g, and used engine oil – 0.3g/1g). Additionally, this zeolite-based sorbent (3/w/22.5) outperformed diatomite sorbents fabricated via traditional pan granulation (with/without calcination) in its maximum sorption capacity for used engine oil and diesel, while exhibiting comparable efficiency for petrol sorption. This can be associated with the most developed surface of macro- and mesopores in sample 3/w/22,5 compared to other produced zeolite agglomerates.
According to Sharma et al., [18], the variability in oil composition and contamination poses one of the biggest challenges in managing natural remediation techniques for oil spills. Considering this, the fabricated 3/w/22.5 zeolite-based oil sorbent appears to be very promising.
In general, the results of textural analysis (based on MIP, see Table 7-8) for the selected fabricated zeolite-based agglomerates indicated that, irrespective of binder and water content, the roll compaction of powdered zeolite led to an increase in the specific surface area of all manufactured samples. Furthermore, the roll compaction process induced the formation of a secondary pore system composed of macro- and mesopores, which significantly influenced the sorption and textural properties of the produced sorbents. The presence of an additional interparticle macro- mesopore network was confirmed through mercury intrusion porosimetry (Table 8, Figure 23-24) as well as SEM and polarized microscopy observations, which are discussed later in this paper.
The analysed samples exhibited a consistent macropore (pores > 50 nm, as defined by [102]) proportion, averaging approximately 70%, with the remaining fraction consisting of mesopores (2–50 nm, according to [102]). The contribution of micropores in the produced agglomerates is negligible. Overall, the manufactured zeolite-based agglomerates have not displayed substantial differences in textural parameters (Table 7); however, certain samples exhibited slightly greater variability. This variation was particularly noticeable in total porosity, specific surface area, and pore size distribution. The porosity of the agglomerates ranged from 35.1% to 43.1% for samples 3/w/22.5 and 3/w/20, respectively. The specific surface area varied between 16.15 m²/g and 19.59 m²/g for samples 3/w/22.5 and 3/w/25. As previously mentioned, a significant difference was observed in pore size distribution. In samples 3/w/20 and 3/w/25, pores of approximately 0.035 µm predominate, whereas in samples 3/w/22.5 and 4/w/22.5, substantially larger pores of 4.8 µm were prevalent (Table 7).
An analysis of the obtained textural parameters in relation to the sorption properties of the agglomerates concerning petroleum-derived substances revealed no direct correlation between total porosity or specific surface area and the sorption capacities of the agglomerates. However, attempts to establish a correlation between sorption properties and textural parameters indicated that an increased proportion of pores within the 10–100 µm range (Table 8, Figure 23-24) is associated with a slight enhancement in sorption capacity, particularly for diesel fuel and used motor oil, with the latter exhibiting a more pronounced dependency.
The contribution of pore sized 10-100 um in the manufactured zeolite-based agglomerates increased in the following order: 3/w/20, 3/w/25, 4/w/22.5, and 3/w/22.5 (see Table 8), which correlated with the obtained sorption test results (Figure 25-26).
A significant proportion of pores with sizes ranging from 10 to 100 µm in samples 3/w/22.5 and 4/w/22.5 was confirmed by microscopic observations using both scanning electron microscopy (SEM) and polarized light microscopy (Figure 27-Figure 29). SEM imaging revealed that secondary porosity, shaped by varying sizes of voids, fissures, and cavities between individual zeolite powder grains and the binder, resulted from the roll compaction process and milling (Figure 27). Moreover, SEM analysis showed that the interaction between larger zeolite powder particles profoundly yields technical bodies displaying a development of macroporous systems. Furthermore, the fabricated zeolite-based agglomerates exhibited a rough surface composed of randomly orientated particles of different shapes and sizes. These particles distributions built the densely, as well as non-densely packed areas through the compacted particle structures which can be attributed to total porosity of the fabricated agglomerates. The detailed SEM observations of the zeolite-based agglomerates revealed that, binder particles are embedded in the primary zeolite powder particles. Conversely, observations made with polarized light microscopy indicated that, for sample 3/w/22.5, a more uniform pore distribution was observed, with a slight shift towards larger diameter pores (30-60 micrometers) compared to sample 4/w/22.5 (20-30 micrometers). This observation is likely attributed to the higher binder content in the sample.
5. Conclusions
In this study, zeolite-based sorbents for petroleum compounds were fabricated using an inorganic binding agent and water in varying amounts through an agglomeration and deagglomeration process in high-pressure grinding roll (HPGR) equipment. The influence of binder and water content on the sorption capacity and performance properties of the zeolite-based agglomerates was analyzed. Additionally, the study aimed to explore the relationship between textural properties and the performance of the fabricated agglomerates. To provide a broader perspective on this scientific experiment, a commercial diatomite-based sorbent—produced via traditional wet granulation followed by the highly energy-intensive calcination process—and synthetic Na-P1 zeolite powder were selected as reference materials.
Conducted tests revealed that:
- Agglomeration and deagglomeration in a single integrated system using HPGR (high-pressure grinding rolls) for powder zeolite with a solid binder enhanced the petroleum sorption capacity, primarily due to the formation of a secondary porosity network,
- The proposed zeolite dust agglomeration approach significantly increased the specific surface area (Sᴮᴱᵀ) of the final product compared to the raw zeolite powder. While this increase has a negligible impact on petroleum sorption, it can be a key factor in the sorption efficiency of other substances,
- The correlation between binder and water content and the physical properties of the fabricated zeolite agglomerates is not straightforward, particularly concerning water content. However, a higher binder content reduced powdering of the produced ribbons and improved the effectiveness of the roll compaction process, as indicated by the lower yield of fine particles (below 0.5 mm),
- All fabricated zeolite-based sorbents with a particle size of 0.5–1 mm met the required oil absorbency threshold of 50 wt.%, as specified for petroleum spill cleanup materials used on roads and pavements by fire departments in Poland,
- Binder contents up to 7.5 wt.% improved both the sorption capacity and mechanical strength of the fabricated zeolite particles (0.5–1 mm). However, exceeding this threshold did not further enhance these properties,
- The agglomeration process via roll compaction of zeolite powder with binder and water altered the maximum petroleum sorption capacity of the zeolite agglomerates compared to natural zeolite powder in nearly all cases, except for sample 3/w/20, where sorption efficiency remained comparable. Additionally, some manufactured zeolite-based sorbents exhibited superior sorption efficiencies compared to synthetic Na-P1 zeolite powder. Na-P1 showed sorption capacities of 0.5g/g for petrol, diesel, and used engine oil, whereas the 3/w/22.5 and 4/w/22.5 samples achieved capacities of 0.8g/g for used engine oil,
- Zeolite-based sorbents fabricated via roll compaction outperformed commercial diatomite sorbents in their affinity for petrochemical compounds,
- Sample 3/w/22.5 surpassed commercial diatomite sorbents (produced via traditional pan granulation) in maximum sorption capacity for used engine oil and diesel, while demonstrating comparable efficiency for petrol sorption. This is likely due to the well-developed macro- and mesoporous structure of 3/w/22.5, which was more advanced than in other produced agglomerates,
- SEM observations of the fabricated zeolite-based agglomerates revealed that binder particles are embedded within the primary zeolite powder particles. The random distribution of feed particles of varying sizes resulted in structural heterogeneity, leading to areas with different packing densities, which directly influenced the total porosity of the granules. In contrast, particle coating through wet pan granulation created a denser, more compact structure.
This study demonstrated that integrating agglomeration and deagglomeration within a high-pressure roll compaction system for zeolite powder granulation offers multiple advantages over traditional wet granulation followed by energy-intensive and pollution-emitting calcination. The proposed method enhances process efficiency by eliminating the need for additional equipment and presents a more environmentally friendly approach.
Furthermore, since oil composition and contamination variability pose significant challenges for natural remediation techniques in oil spill management, the roll-compacted zeolite-based sorbents showed great promise.
In summary, this experimental study provided valuable insights into the role of binder content in determining the properties of final zeolite-based sorbent agglomerates produced via roll compaction, helping to bridge the existing knowledge gap in this field.
Author Contributions
Conceptualization, E.P.-M.; methodology, E.P.-M.; investigation, E.P.- M.; T.G. writing—original draft preparation, E.P.-M.; writing—review and editing, A.S.; visualization, E.P.-M; supervision, T.G and A.S. All authors have read and agreed to the published version of the manuscript
Funding
Not applicable.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest. are no conflicts of interest.
References
- R. Bingre, B. Louis, P. Nguyen, An Overview on Zeolite Shaping Technology and Solutions to Overcome Diffusion Limitations. Catalysts 2018, 8, 16. [Google Scholar] [CrossRef]
- D. A. Fungaro, T. C. R. Bertolini, Optimization Of Pelleting Parameters For Producing Composite Pellets Using Zeolitic Material From Fly Ash. Applied Materials and Technology 2023, 3, 13–23. [Google Scholar] [CrossRef]
- K. Shams, S.J. Mirmohammadi, Preparation of 5A zeolite monolith granular extrudates using kaolin: Investigation of the effect of binder on sieving/adsorption properties using a mixture of linear and branched paraffin hydrocarbons. Microporous and Mesoporous Materials 2007, 106, 268–277. [Google Scholar] [CrossRef]
- M. Senila, O. Cadar, Modification of natural zeolites and their applications for heavy metal removal from polluted environments: Challenges, recent advances, and perspectives. Heliyon 2024, 10. [Google Scholar] [CrossRef]
- E. Pérez-Botella, S. Valencia, F Rey, Zeolites in Adsorption Processes: State of the Art and Future Prospects. Chemical Reviews 2022, 122, 17647–17695. [Google Scholar] [CrossRef] [PubMed]
- J. Shi, M. Zhang, L. Zhu, Q. Wu, X. Meng, F.S. Xiao, Recent advances in sustainable synthesis of zeolites. Materials Today Sustainability 2025, 29, 101065. [Google Scholar] [CrossRef]
- Verified Market Research, Global Zeolite Powder Market By Type (Zeolite A, Zeolite Y), By Application (Industrial Off-Gas Purification, Automotive Emission Control), By Geographic Scope And Forecast, February 2023.
- M. K. Pietre,, J.C.C Freitas, Fundamental studies on zeolite–adsorbate interactions: designing a better aluminosilicate adsorbent for pollutants’ removal. Environmental Earth Sciences 2022, 81, 17. [Google Scholar] [CrossRef]
- P. Mueller, A.Russell, J. Seidenbecher, J. Tomas, Progressive weakening of zeolite granules due to cyclic moisture loading and unloading. Microporous and Mesoporous Materials 2015, 211, 88–96. [Google Scholar] [CrossRef]
- E. Pabiś-Mazgaj, P. Pichniarczyk, A.Stempkowska, T. Gawenda, Possibility of Using Natural Zeolite Waste Granules Obtained by Pressure Agglomeration as a Sorbent for Petroleum Substances from Paved Surfaces. Materials 2022, 15, 6871. [Google Scholar] [CrossRef]
- M. A. Hoaghia, I. Aschilean, V. Babalau-Fuss, A. Becze, O. Cadar, C. Roman, M. Roman, M. Senila, E. Kovacs, Activated natural zeolites for petroleum hydrocarbons adsorption. Studia UBB Chemia 2021, 2, 95–104. [Google Scholar] [CrossRef]
- B. Muir, M. Wołowiec, T. Bajda, P. Nowak, P. Czupryński, The Removal of Organic Compounds by Natural and Synthetic Surface-Functionalized Zeolites: A Mini-Review. Mineralogia 2017, 48, 145–156. [Google Scholar] [CrossRef]
- B. Szala, P. Turek, A. Jeleń, T. Bajda, Synthesis and sorption properties of organo-zeolites. Zeszyty Naukowe. Inżynieria Środowiska / Uniwersytet Zielonogórski 2013, 150, 15–12. [Google Scholar]
- B. Muir, T. Bajda, Organically modified zeolites in petroleum compounds spill cleanup - Production, efficiency, utilization. Fuel Processing Technology 2016, 149, 153–162. [Google Scholar] [CrossRef]
- [bandura], L. Bandura, M. Franus, G. Józefaciuk, W. Franus, Synthetic zeolites from fly ash as effective mineral sorbents for land-based petroleum spills cleanup. Fuel 2015, 147, 100–107. [Google Scholar] [CrossRef]
- B. Muir, T. Bajda, Organically modified zeolites in petroleum compounds spill cleanup — Production, efficiency, utilization. Fuel Processing Technology 2016, 149, 153–162. [Google Scholar] [CrossRef]
- M. Król, P. Rożek, Sorption of oil products on the synthetic zeolite granules. Mineralogi 2020, 51, 1–7. [Google Scholar] [CrossRef]
- K. Sharma, G. Shah, H. Singh, U. Bhatt, K. Singhal, V. Soni, Advancements in natural remediation management techniques for oil spills: Challenges, innovations, and future directions. Environmental Pollution and Management 2024, 1, 128–146. [Google Scholar] [CrossRef]
- W. Kamal, D. W. Kamal, D. Essam, A. A. Allam, H. E. Alfassam, D. abd el tawab, S. A. Moaty, R. Mahmoud, Natural Egyptian zeolite ore as a novel layered adsorbent for petroleum wastewater treatment. Chinese Journal of Analytical Chemistry 2025, 100490. [Google Scholar] [CrossRef]
- B. Szala, T. Bajda, J.Matusik, K. Zięba, B. Kijak, BTX sorption on Na-P1 organo-zeolite as a process controlled by the amount of adsorbed HDTMA. Microporous and Mesoporous Materials 2015, 2015 202, 115–123. [Google Scholar] [CrossRef]
- B. Muir, J. Matusik, T. Bajda, New insights into alkylammonium-functionalized clinoptilolite and Na-P1 zeolite: Structural and textural features. Applied Surface Science 2016, 361, 242–250. [Google Scholar] [CrossRef]
- B. Szala, T. Bajda, J.Matusik, K. Zięba, B. Kijak, BTX sorption on Na-P1 organo-zeolite as a process controlled by the amount of adsorbed HDTMA. Microporous and Mesoporous Materials 2015, 2015 202, 115–123. [Google Scholar] [CrossRef]
- M. L. Feo, M. Frattoni, E. Paoloacci, M. Masiello, G. Esposito, R. Gonzalez-Olmos, E. Tempesta, F. Trapasso, E. Zampetti, M. Torre, E. Guerriero, V. Paolini, Assessing the efficiency of zeolites in BTEX adsorption: Impact of pore structure and humidity in single and multicomponent systems. Microporous and Mesoporous Materials 2025, 384, 113462. [Google Scholar] [CrossRef]
- L. Bandura, M. Franus, G. Józefaciuk, W. Franus, Synthetic zeolites from fly ash as effective mineral sorbents for land-based petroleum spills cleanup. Fuel 2015, 147, 100–107. [Google Scholar] [CrossRef]
- M. Król, A. Mikuła, Synthesis of the zeolite granulate for potential sorption application. Microporous and Mesoporous Materials 2017, 243, 201–205. [Google Scholar] [CrossRef]
- R. V. Jasra, B. Tyagi, Y.M. Badheka, V.N. Choudary T. S.G. Bhat, Effect of Clay Binder on Sorption and Catalytic Properties of Zeolite Pellets. Industrial & Engineering Chemistry Research 2003, 42, 3263–3272. [Google Scholar] [CrossRef]
- Z. Asgar Pour, M.M. Abduljawad, Y.A. Alassmy, L. Cardon, P.H.M. Van Steenberge, K.O. Sebakhy, A Comparative Review of Binder-Containing Extrusion and Alternative Shaping Techniques for Structuring of Zeolites into Different Geometrical Bodies. Catalysts 2023, 13, 656. [Google Scholar] [CrossRef]
- P. Müller, A. Russell, J. Tomas, Influence of binder and moisture content on the strength of zeolite 4A granules. Chemical Engineering Science 2015, 126, 204–215. [Google Scholar] [CrossRef]
- P. Rajniak, C. Mancinelli, R.T. Chern, F. Stepanek, L. Farber, B.T. Hill, Experimental study of wet granulation in fluidized bed: Impact of the binder properties on the granule morphology. International Journal of Pharmaceutics 2007, 334, 92–102. [Google Scholar] [CrossRef]
- S. Hibare, R, Sivanathan, S. Nadakatti, Behavior of soft granules under compression: Effect of reactive and non-reactive nature of the binder on granule properties. Powder Technology 2011, 210, 241–247. [Google Scholar] [CrossRef]
- N. L. Michels, S. Mitchell, J.Pérez-Ramírez, Effects of Binders on the Performance of Shaped Hierarchical MFI Zeolites in Methanol-to-Hydrocarbons. ACS Catalysis 2014, 4. [Google Scholar] [CrossRef]
- J. García-Martínez, D. Cazorla-Amorós, A. Linares-Solano, Y.S. Lin, Synthesis and Characterization of MFI-Type Zeolites Supported on Carbon Materials. Microporous Mesoporous Mater. 2001, 42, 255–268. [Google Scholar] [CrossRef]
- K. Gleichmann, B. K. Gleichmann, B. Unger, A. Brandt, Industrial zeolite molecular sieves, ZeolitesUseful Minerals (2016).
- H. J. Lee, J.H. Kim, D.W Park, S.J. Cho, Effect of base binder, flash calcined hydrotalcite, in MFI zeolite granule: Catalytic activity over 1-butene isomerization and MTO reaction. Applied Catalysis A : General 2015, 502, 1. [Google Scholar] [CrossRef]
- K. Schumann, B. Unger, A. Brandt, F. Scheffler, Investigation on the pore structure of binderless zeolite 13× shapes. Microporous and Mesoporous Materials 2012, 154, 119–123. [Google Scholar] [CrossRef]
- J. Kim, M. Choi, R. Ryoo, Effect of mesoporosity against the deactivation of MFI zeolite catalyst during the methanol-to-hydrocarbon conversion process. Journal of Catalysis 2010, 269, 219–228. [Google Scholar] [CrossRef]
- M. Bjørgen, F. Joensen, M. Spangsberg Holm, U. Olsbye, K.P. Lillerud, S. Svelle, Methanol to gasoline over zeolite H-ZSM-5: Improved catalyst performance by treatment with NaOH. Applied Catalysis A: General 2008, 345, 43–50. [Google Scholar] [CrossRef]
- P. N.R. Vennestrøm, M. Grill, M. Kustova, K. Egeblad, L. F. Lundegaard, F. Joensen, C. H. Christensen, P. Beato, Hierarchical ZSM-5 prepared by guanidinium base treatment: Understanding microstructural characteristics and impact on MTG and NH3-SCR catalytic reactions. Catalysis Today 2011, 168, 71–79. [Google Scholar] [CrossRef]
- Z. X. Qin, L. Lakiss, L. Tosheva, J.P. Gilson, A. Vicente, C. Fernandez, V. Valtchev, Comparative study of nano-ZSM-5 catalysts synthesized in OH- and F- media. Advanced Functional Materials 2014, 24, 257–264. [Google Scholar] [CrossRef]
- St. Palzer, Agglomeration of pharmaceutical, detergent, chemical and food powders — Similarities and differences of materials and processes. Powder Technology 2011, 206, 2–17. [Google Scholar] [CrossRef]
- B.K.G. Theng, Formation and Properties of Clay-Polymer Complexes, Elsevier Science, 2nd ed., 2012 .
- L. M. Tavares, Breakage of single particles: Quasi-static. Handbook of Powder Technology 2007, 12, 1–68. [Google Scholar] [CrossRef]
- J. Fu, M.J. Adams, G.K. Reynolds, A.D. Salman, M.J. Hounslow, Impact deformation and rebound of wet granules. Powder Technology 2004, 140, 248–257. [Google Scholar] [CrossRef]
- Y. Saito, J. Nyumura, Y. Zhang, S. Tanaka, N. Uchida, K. Uematsu, Kinetics of property change associated with atmospheric humidity changes in alumina powder granules with PVA binder. Journal of the European Ceramic Society 2022, 22, 2835–2840. [Google Scholar] [CrossRef]
- P. Müller, S. Antonyuk, J. Tomas, Influence of moisture content on the compression behavior of granules. Chemical Engineering Technology 2011, 34, 1–9. [Google Scholar] [CrossRef]
- US 2973327 e W.J. Mitchell, W.F. Moore, Bonded molecular sieves.
- US 3287281 e F.J. Dzierzanowski, W.L. Haden Jr., Zeolite agglomerates and the preparation thereof.
- US 5079201 e, P. Chu, W.E. Garwood, Zeolite-clay composition and uses thereof.
- US 6107354 e, T.J. Shaniuk, R.V. Russo, Composite material, preparation and use thereof.
- V. R. Choudhary, P. Devadas, A.K. Kinage, M. Guisnet, Influence of binder on the acidity and performance of H-Gallosilicate (MFI) zeolite in propane aromatization. Applied Catalysis A: General 1997, 162, 223–233. [Google Scholar] [CrossRef]
- P. Cañizares, A. Durán, F. Dorado, M. Carmona, The role of sodium montmorillonite on bounded zeolite-type catalysts. Applied Clay Science 2000, 16, 273–287. [Google Scholar] [CrossRef]
- J. M. Fougerit, N.S. Gnep, M. Guisnet, P. Amigues, J.L. Duplan, F. Hugues, Effect of the binder on the properties of a mordenite catalyst for the selective conversion of methanol into light olefins. Studies in Surface Science and Catalysis 1994, 84, 1723–1730. [Google Scholar] [CrossRef]
- J. Freiding, F.C. Patcas, B. Kraushaar-Czarnetzki, Extrusion of zeolites: Properties of catalysts with a novel aluminium phosphate sintermatrix. Applied Catalysis A: General 2007, 328, 210–218. [Google Scholar] [CrossRef]
- G. T. Whiting, S.H. Chung, D. Stosic, A.D. Chowdhury, L.I. van der Wal, D. Fu, J. Zecevic, A. Travert, K. Houben, M. Baldus, Multiscale Mechanistic Insights of Shaped Catalyst Body Formulations and Their Impact on Catalytic Properties. ACS Catalysis 2019, 9, 4792–4803. [Google Scholar] [CrossRef]
- V. G. Baldovino-Medrano, M.T. Le, I. Van Driessche, E. Bruneel, C. Alcázar, M.T. Colomer, R. Moreno, A. Florencie, B. Farin, E.M. Gaigneaux, Role of shaping in the preparation of heterogeneous catalysts: Tableting and slip-casting of oxidation catalysts. Catalysis Today 2015, 246, 81–91. [Google Scholar] [CrossRef]
- S. Y. Devyatkov, A. Al. Zinnurova, A. Aho, D. Kronlund, J. Peltonen, N. V. Kuzichkin, N.V. Lisitsyn, D. Y. Murzin, Shaping of Sulfated Zirconia Catalysts by Extrusion: Understanding the Role of Binders. Industrial & Engineering Chemistry Research 2016, 55, 6595–6606. [Google Scholar] [CrossRef]
- M. Absi-Halabi, A. Stanislaus, H. Al-Zaid, Effect of acidic and basic vapors on pore size distribution of alumina under hydrothermal conditions. Applied Catalysis A: General 1993, 101, 117–128. [Google Scholar] [CrossRef]
- Rogala, K.A. Tarach, L. Lakiss, A. Kordek, V. Valtchev, J.P Gilson, K. Góra-Marek, Shaped zeolites Y for polypropylene cracking. Applied Catalysis B: Environment and Energy 2025, 365, 124893. [Google Scholar] [CrossRef]
- M. W. Kasture, P.S. Niphadkar, V.V. Bokade, P.N. Joshi, On the catalytic performance in isopropylation of benzene over H/β zeolite catalysts: Influence of binder. Catalysis Communications 2007, 8, 1003–1008. [Google Scholar] [CrossRef]
- X. Kong, J. Liu, Influence of alumina binder content on catalytic performance of Ni/HZSM-5 for hydrodeoxygenation of cyclohexanone. PLoS ONE 2014, 9, 5–10. [Google Scholar] [CrossRef]
- D. Bazer-Bachi, B. Harbuzaru, E. Lecolier, Zeolite Formed by Extrsion and Pelleting with a Hydraulic Binder Having Improved Mechanical Properties and Process and Preparing Same. U.S. Patent 20,160,288,109A1, 6 October 2016.
- D. Bika, G.I. Tardos, S. Panmai, L. Farber, J. Michaels, Strength and morphology of solid bridges in dry granules of pharmaceutical powders. Powder Technology 2005, 150, 104–116. [Google Scholar] [CrossRef]
- Amir Charkhi, M. Kazemeini, S. J. Ahmadi, H. Kazemian, Fabrication of granulated NaY zeolite nanoparticles using a new method and study the adsorption properties. Powder Technology 2012, 231, 1–6. [Google Scholar] [CrossRef]
- N. Li, W. Liu, L. Liu, P. Gao, Q. Wu, X. Ma, G. K. Li, Evaluation of gas adsorption and separation performance of binder-free Y zeolite particles prepared by the rotary pelletization method. Separation and Purification Technology 2025, 361, 3–131520. [Google Scholar] [CrossRef]
- E. Luzzi, P. Aprea, M. Salzano de Luna, D. Caputo, G. Filippone, Mechanically Coherent Zeolite 13X/Chitosan Aerogel Beads for Effective CO2 Capture. ACS Applied Materials & Interfaces 2021, 13, 20728–20734. [Google Scholar] [CrossRef]
- S. Krishnamurthy, R. Roelant, R. Blom, B. Arstad, Z. Li, M. Rombouts, V. Middelkoop, A. B. Borras, L. Naldoni, Scaling up 3D printed hybrid sorbents towards (cost) effective post-combustion CO2 capture: A multiscale study. International Journal of Greenhouse Gas Control 2024, 132, 104069. [Google Scholar] [CrossRef]
- S. Wang, P. Bai, M. Sun, W. Liu, D. Li, W. Wu, W. Yan, J. Shang, J. Yu, Fabricating mechanically robust binder-free structured zeolites by 3D printing coupled with zeolite soldering: a superior configuration for CO2 capture. Advanced Science 2019, 6, 1901317. [CrossRef]
- [Wears, Kedar Bharat Jivrakh et []]K. B. Jivrakh, A. M. Varghese, S. Ehrling, S. Kuppireddy, K. Polychronopoulou, R. K. Abu Al-Rub, N. Alamoodi, G. N. Karanikolos, 3D-printed zeolite 13X gyroid monolith adsorbents for CO2 capture. Chemical Engineering Journal 2024, 497, 1385–8947. [Google Scholar] [CrossRef]
- Rianjanu, T. Taher, F. Desriani, R.O. Delmita, A.G.N. Sianturi, S.A. Muhtar, B. Ariwahjoedi, N. I. Khamidy, D.R. Adhika, M.F. Arif, Examining the influence of sintering temperatures on the efficiency of 3D-printed natural zeolite for methylene blue dye adsorption. Results in Surfaces and Interfaces 2024, 17, 2666–8459. [Google Scholar] [CrossRef]
- D. M. D'Alessandro, B. Smit, J.R. Long, Carbon Dioxide Capture: Prospects for New Materials. A Jornal of the German Chemisal Society 2010, 49, 35–6058. [Google Scholar] [CrossRef]
- Michaiko, E. Method for Producing Molecular Sieves Zeolite Particles. U.S. Patent 3,348,911A, 24 December 1967. [Google Scholar]
- Michaiko, E. Preparation of Crystalline Zeolite Particles. U.S. Patent 3,359,068A, 19 December 1967. [Google Scholar]
- P. Vasiliev, F. Akhtar, J. Grins, J. Mouzon, C. Andersson, J. Hedlund, L. Bergstrom, Strong hierarchically porous monoliths by pulsed current processing of zeolite powder assemblies. ACS Appl. Mater. Interfaces 2010, 2, 732–737. [Google Scholar] [CrossRef] [PubMed]
- B. T Holland, L. Abrams, A. Stein, Dual Templating of Macroporous Silicates with Zeolitic Microporous Frameworks. Journal of the American Chemical Society 1999, 121, 4308–4309. [Google Scholar] [CrossRef]
- Dong, Y. Wang, Y. Tang, Y. Zhang, N. Ren, Z. Gao, Mechanically Stable Zeolite Monoliths with Three-Dimensional Ordered Macropores by the Transformation of Mesoporous Silica Spheres. Advanced Materials 2002, 14, 1506–1510. [Google Scholar] [CrossRef]
- W. C Li, A.H. Lu, R. Palkovits, W. Schmidt, B. Spliethoff, F. Schüth, Hierarchically Structured Monolithic Silicalite-1 Consisting of Crystallized Nanoparticles and Its Performance in the Beckmann Rearrangement of Cyclohexanone Oxime. Journal of the American Chemical Society. 2005, 127, 12595–12600. [Google Scholar] [CrossRef]
- US 3114603 e, P.A. Howell, Process for synthetic zeolite A.
- US 3515511 e, W.H. Flank, Faujasite production.
- US 5001098 e, B. Pacaud, M. Mercier, 5A zeolite/kaolinite adsorbent for gas purification.
- D. P. Costa, A. Fernandes, E. F. S.-Aguiar, C. Alves, P. Ferreira, J. C.B. Lopes, B. F. Machado, M. F. Ribeiro, Exploring the influence of zeolite textural properties on the production of sustainable fuels through the Fischer-Tropsch process. Applied Catalysis A: General 2025, 692, 120095. [Google Scholar] [CrossRef]
- B. J Zeng, S.M Wu, M. Antonietti, C. Janiak, O. Terasaki, X.Y. Yang, Hierarchy design of zeolite mesocrystals. Chemical Engineering Journal 2025, 505, 159282. [Google Scholar] [CrossRef]
- X. Gao, A. Feng, L. Mi, Y. Yu, Y. Yu, Fabrication and adsorption properties of hierarchical NaY zeolite with mesopores in the range of 2–5 nm. Chemical Physics Letters 2025, 858, 141732. [Google Scholar] [CrossRef]
- D. Bazer-Bachi, L. Assié, V. Lecocq, B. Harbuzaru, V. Falk,Towards industrial use of metal-organic framework: Impact of shaping on the MOF properties. Powder Technology 2014, 255, 52–59. [Google Scholar] [CrossRef]
- R. Panek, M. Wdowin, L. Bandura, E. Wisła-Walsh, P. Gara, W. Franus, Changes in the Textural Parameters of Fly Ash-Derived Na-P1 Zeolite During Compaction Processes. Mineralogia 2017, 40, 1–4. [Google Scholar] [CrossRef]
- N. Marinko, I. Sedlářová, S. Römerová, M. Gajdošová, V. Zvoníček, P.r Zámostný, Method to determine envelope density for roller compacted ribbons by solid displacement of glass microspheres. Powder Technology 2024, 444, 120014. [Google Scholar] [CrossRef]
- P. Kleinebudde, Improving Process Understanding in Roll Compaction. Journal of Pharmaceutical Sciences 2022, 111, 552–558. [Google Scholar] [CrossRef]
- H. L. Reimer, P. Kleinebudde, Hybrid modeling of roll compaction processes with the Styl'One Evolution. Powder Technology 2019, 341, 66–74. [Google Scholar] [CrossRef]
- A. K. Vadaga, S.S. Gudla, G.S.K. Nareboina, H. Gubbala, B. Golla, Comprehensive review on modern techniques of granulation in pharmaceutical solid dosage forms. Intelligent Pharmacy 2024, 2, 5–609. [Google Scholar] [CrossRef]
- N. Patil, S.C. Khadse, P. P. Ige, Review on novel granulation techniques. World Journal of Pharmaceutical Research 2016, 5, 7. [Google Scholar]
- R.W. Miller, Roller Compaction Technology, Handbook of Pharmaceutical Granulation Technology 2005, 32. [CrossRef]
- Y. Teng, Z. Qiu, H. Wen, Systematical approach of formulation and process development using roller compaction. European Journal of Pharmaceutics and Biopharmaceutics 2009, 72. [Google Scholar] [CrossRef]
- Y. A. Yusof, A. C. Smith, B. J. Briscoe, Roll compaction of maize powder. Chemical Engineering Science 2005, 60, 3919–3931. [Google Scholar] [CrossRef]
- P. García-Triñanes, M. Morgeneyer, J.J. Casares, M. Bao, Use of organic byproducts as binders in the roll compaction of caustic magnesia. Powder Technology 2012, 226, 173–179. [Google Scholar] [CrossRef]
- S. H Lim, S.I Kim, J.S Song, K.H Kim, A study on the pelletizing condition for roll compaction of powdered radioactive wastes. Powder Technology 2021, 284, 554–563. [Google Scholar] [CrossRef]
- ISO 13320 Particle size analysis — Laser diffraction methods.
- PN-EN 933-1 Examination of Geometric Properties of Aggregates; Part 1 Determination of Grain Composition.
- EN 1097-7 Tests for mechanical and physical properties of aggregates - Part 7: Determination of the particle density of filler - Pyknometer method.
- EN 1097-3, Tests for mechanical and physical properties of aggregates - Part 3: Determination of loose bulk density and voids.
- Pabiś-Mazgaj, E.; Gawenda, T. Ciśnieniowa aglomeracja pyłu zeolitowego w prasie walcowej wysokociśnieniowej. Surowce I Masz. Bud. 2021, 1, 68–73. [Google Scholar]
- EN 933-1, Tests for geometrical properties of aggregates - Part 1: Determination of particle size distribution - Sieving method.
- E. Pabiś-Mazgaj, T. Gawenda, P. Pichniarczyk, A. Stempkowska, Mineral Composition and Structural Characterization of the Clinoptilolite Powders Obtained from Zeolite-Rich Tuffs. Minerals 2021, 11, 1030. [Google Scholar] [CrossRef]
- M. Thommes, K. Kaneko, A. Neimark, J. Olivier, F. Rodriguez-Reinoso, J. Rouquerol, K.S.W. Sing, Physisorption of gases, with special reference to the evaluation of surface area and pore size distribution (UPAC Technical Report). Pure and Applied Chemistry. 2015, 87, 9–10. [Google Scholar] [CrossRef]
- Journal of Laws of the Republic of Poland, No. 85, item 553. Polish Public Procurement Office: Warsaw, Poland, 2010.
Figure 1.
X-ray diffraction (XRD) analysis of the natural zeolite powder (by-product) for agglomeration.
Figure 1.
X-ray diffraction (XRD) analysis of the natural zeolite powder (by-product) for agglomeration.
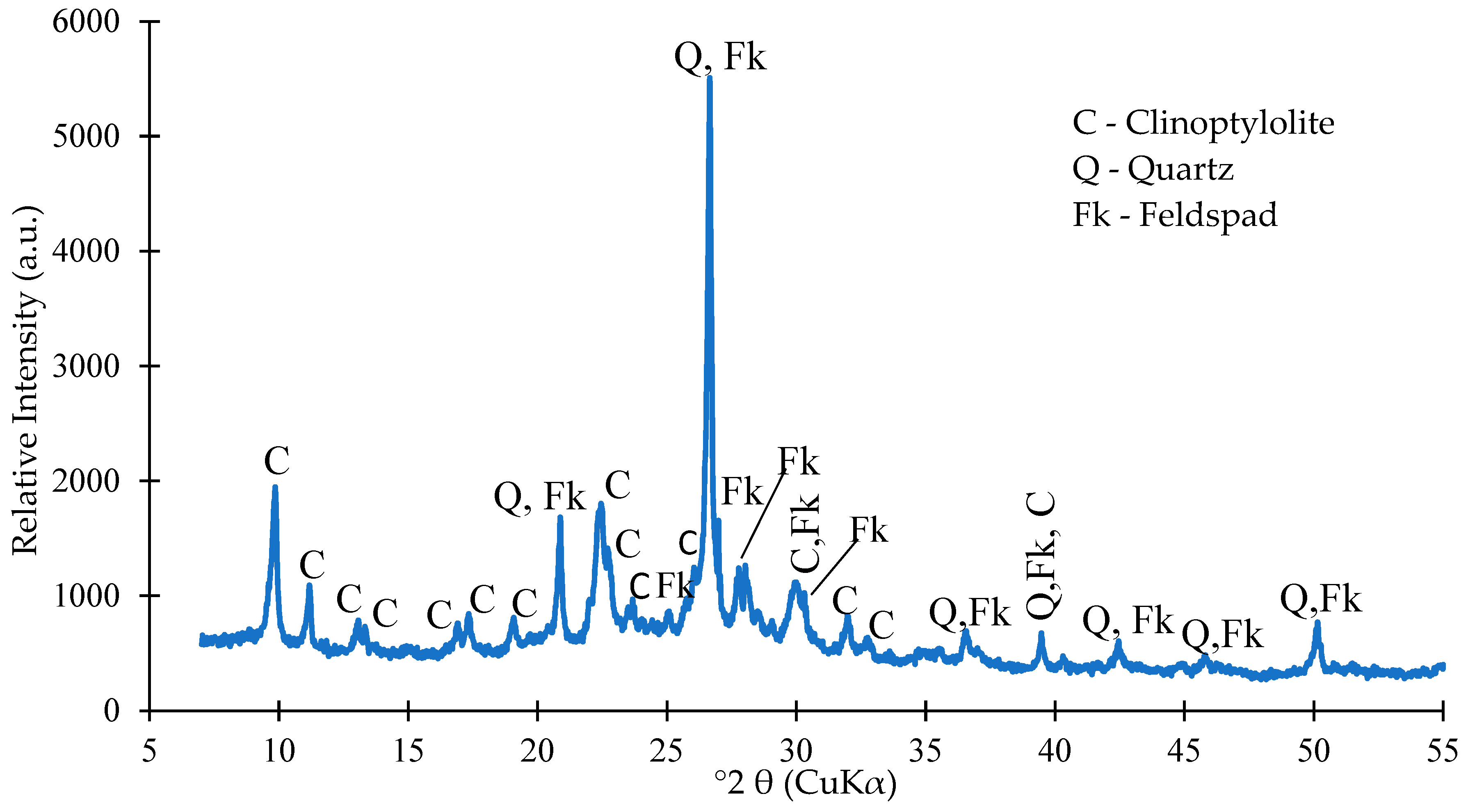
Figure 2.
X-ray diffraction (XRD) analysis of the binder for the natural zeolite powder (by-product) agglomeration.
Figure 2.
X-ray diffraction (XRD) analysis of the binder for the natural zeolite powder (by-product) agglomeration.
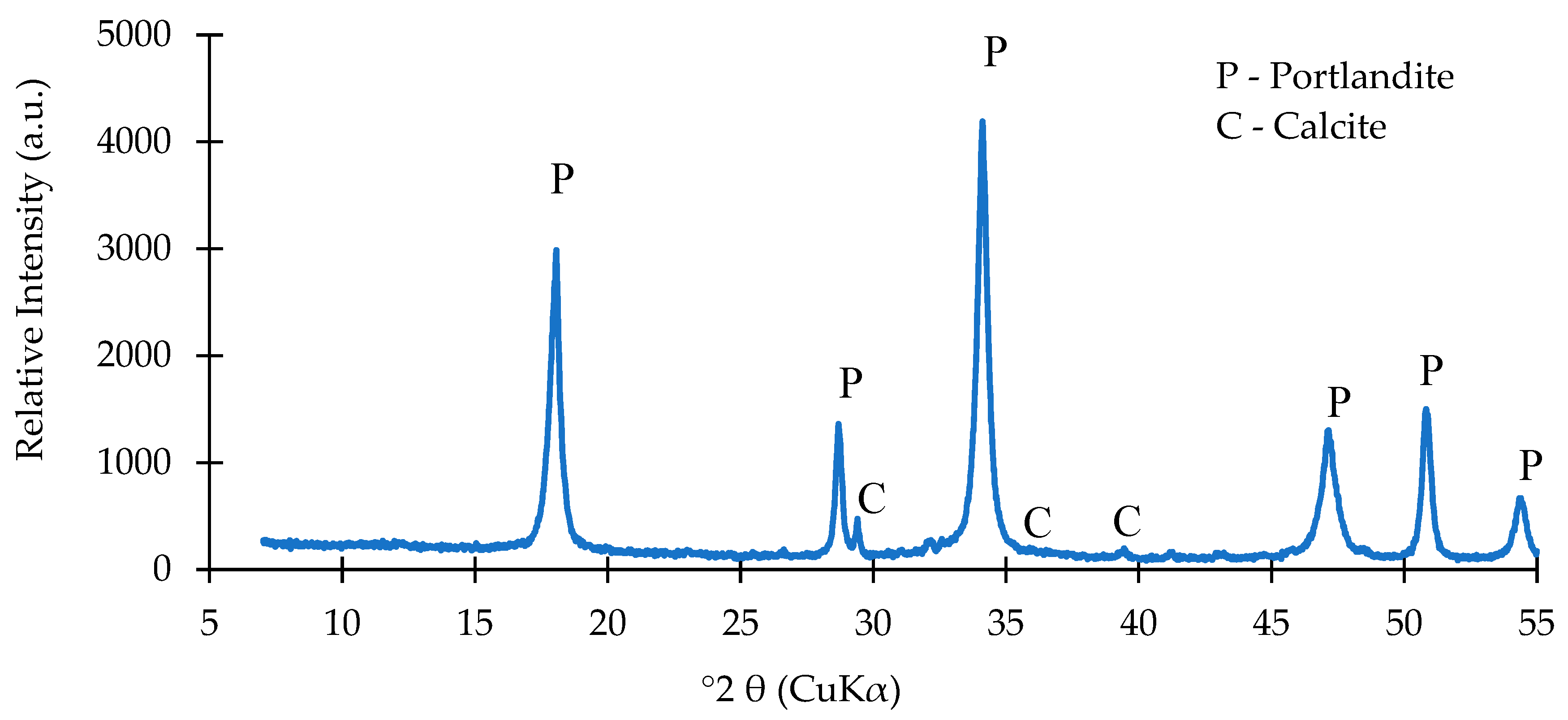
Figure 3.
Particle size distribution (PDS) for feed powder materials for agglomeration experiments (Laser diffraction analysis).
Figure 3.
Particle size distribution (PDS) for feed powder materials for agglomeration experiments (Laser diffraction analysis).
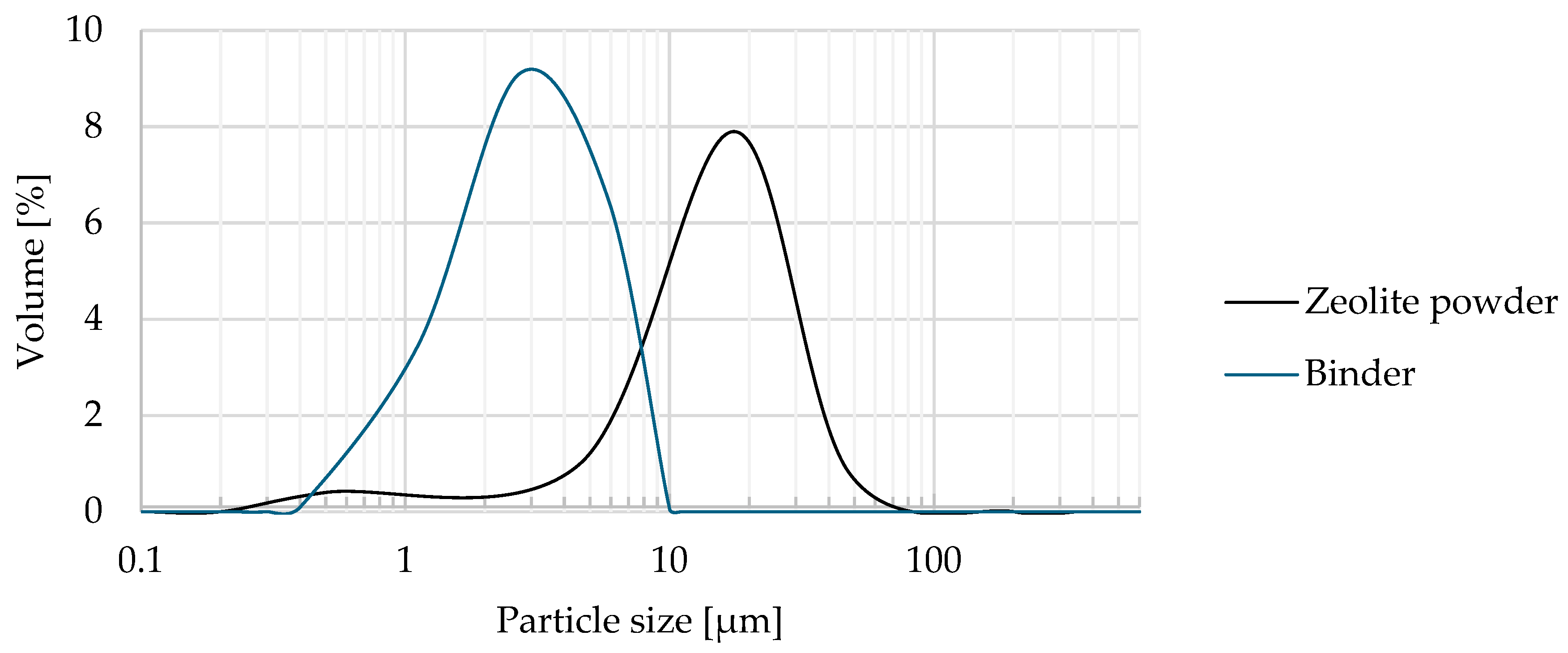
Figure 4.
SEM images of the natural zeolite powder (Figure 4A -B) and binder (Figure 4C-D) for agglomeration.
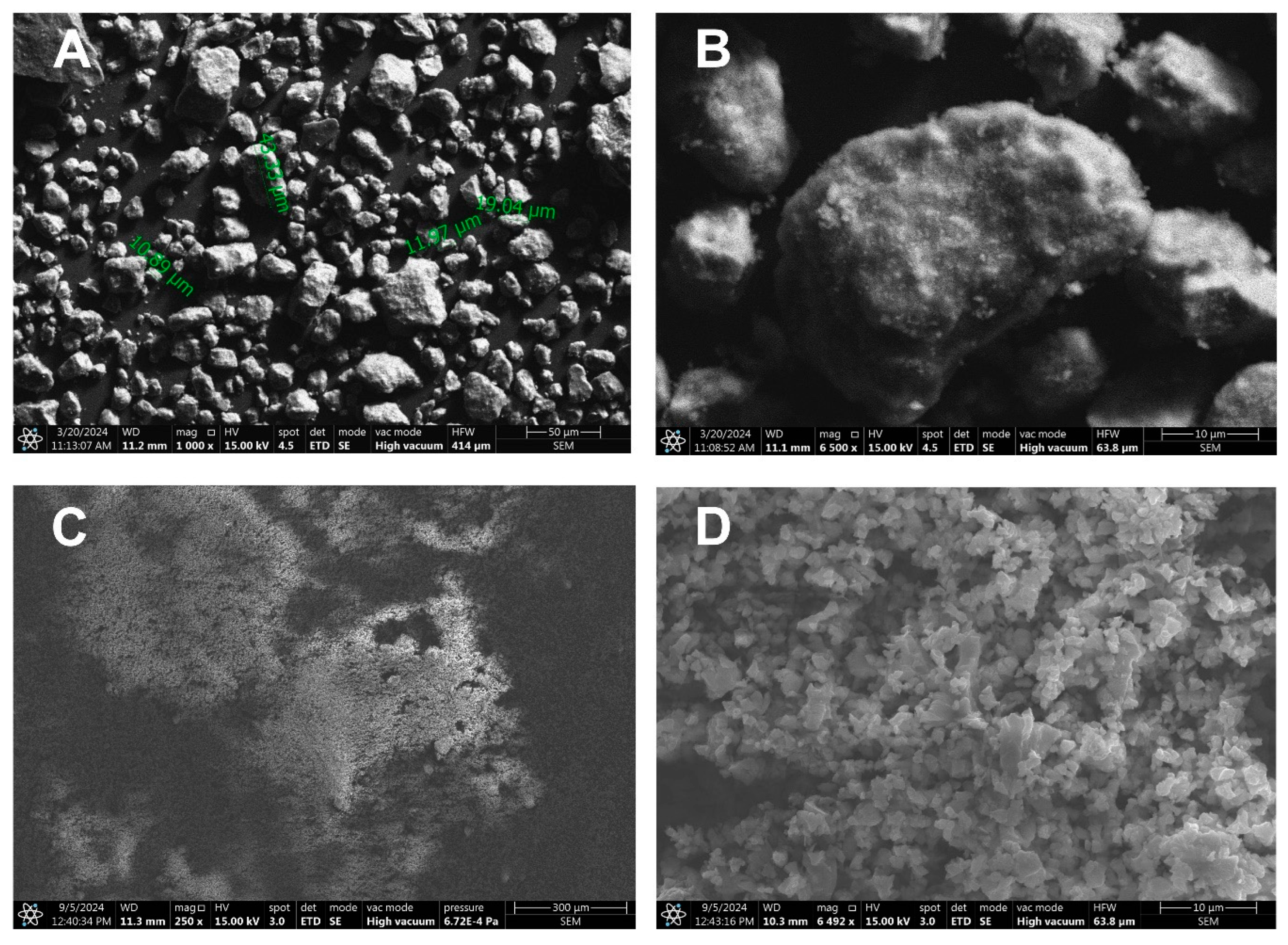
Figure 5.
N2 adsorption isotherms of the natural zeolite powder for agglomeration.
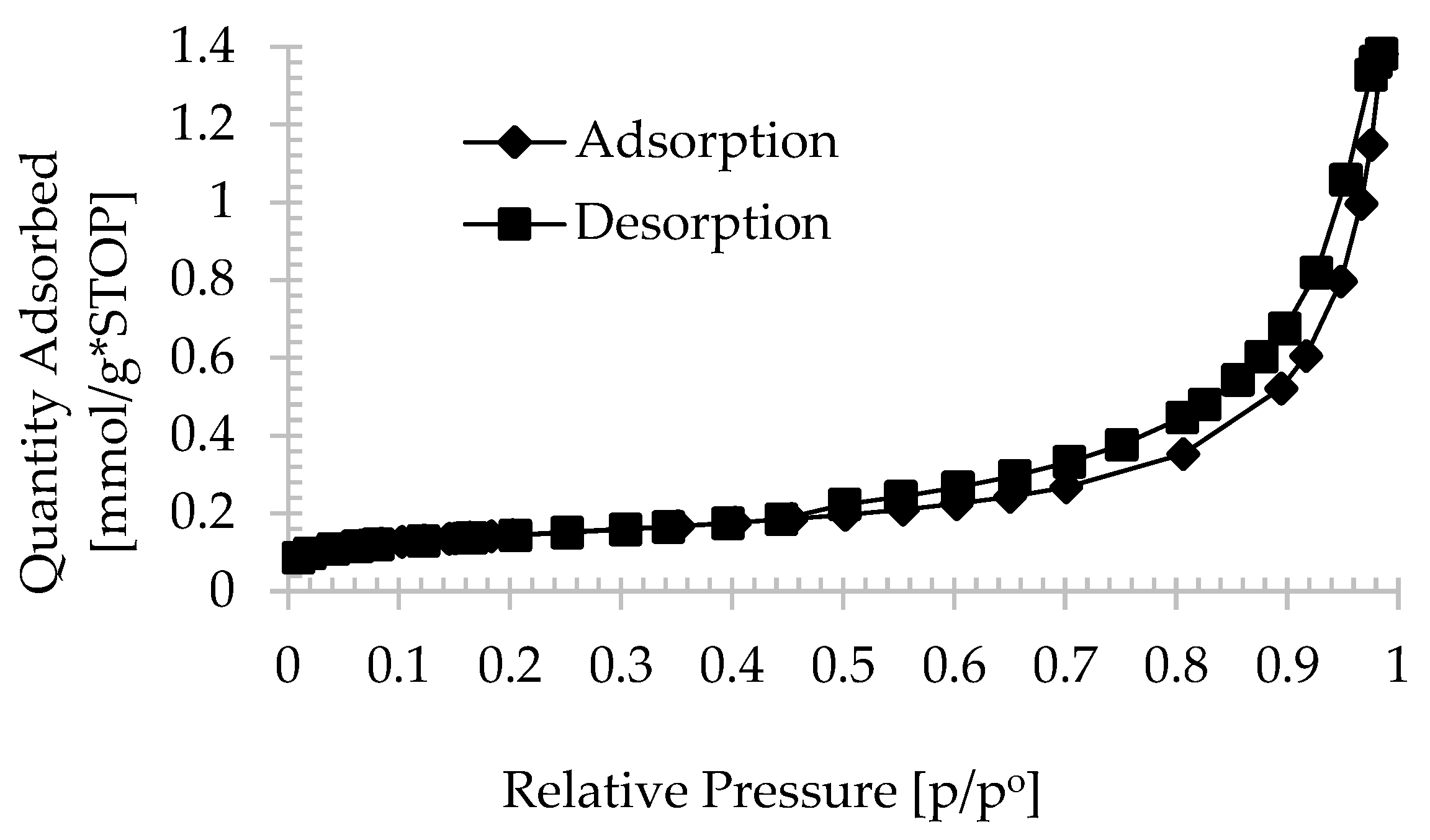
Figure 6.
The structural morphology of the studied zeolite as observed through Scanning Electron Microscopy (SEM).
Figure 6.
The structural morphology of the studied zeolite as observed through Scanning Electron Microscopy (SEM).
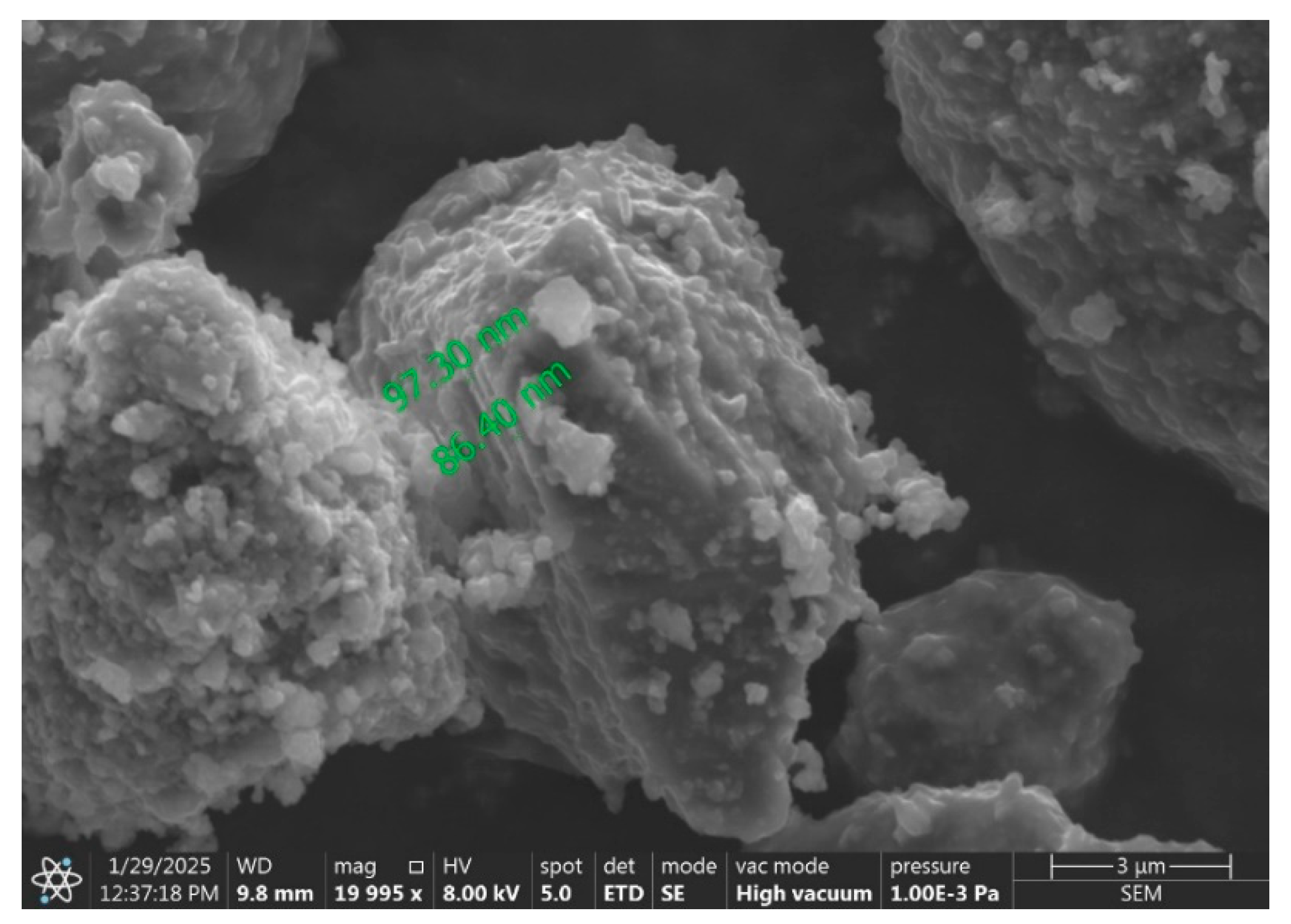
Figure 7.
BJH pore size distribution for zeolite powder.
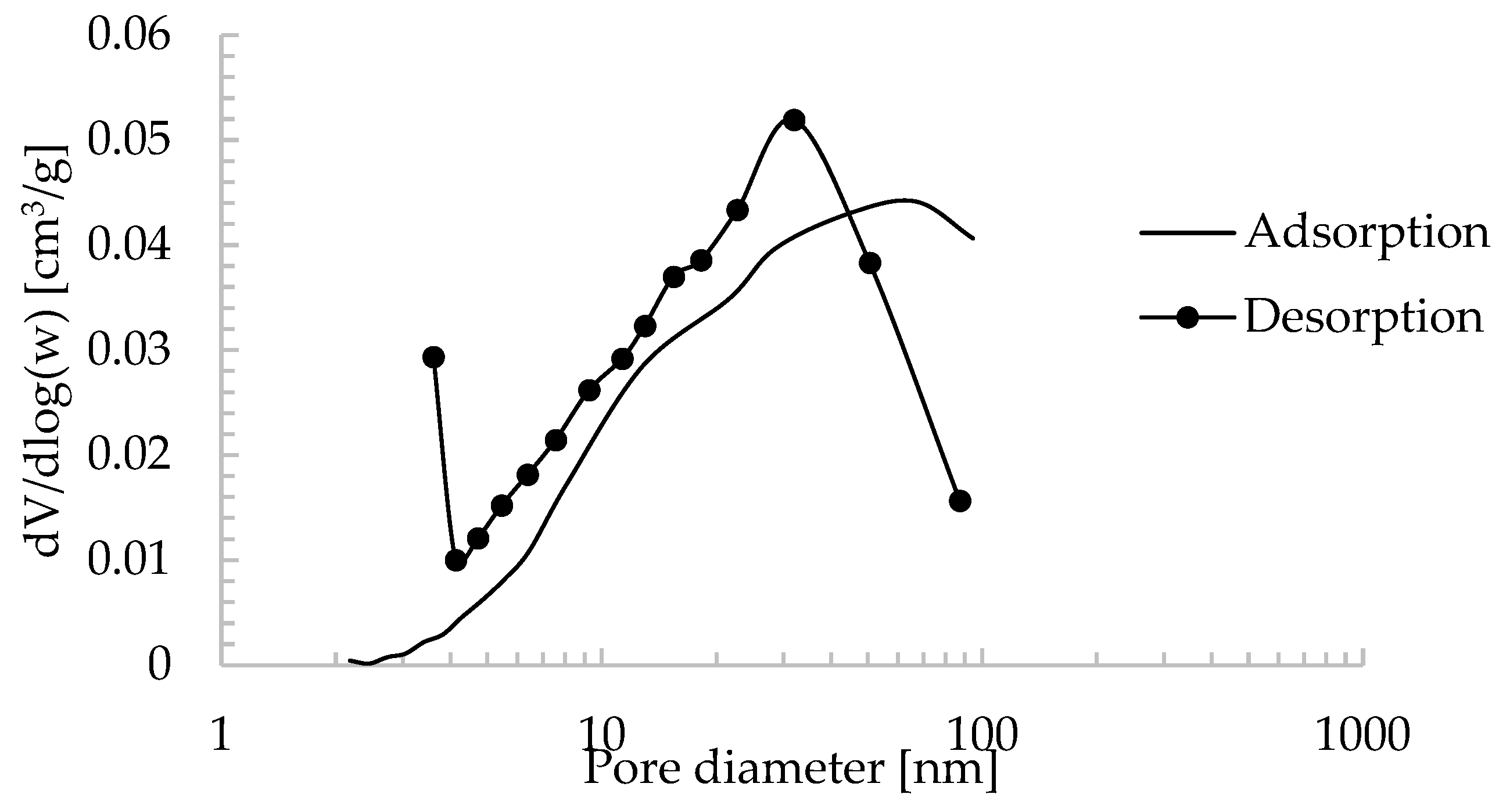
Figure 8.
Schematic diagram of agglomeration process via roller compaction of zeolite powder.
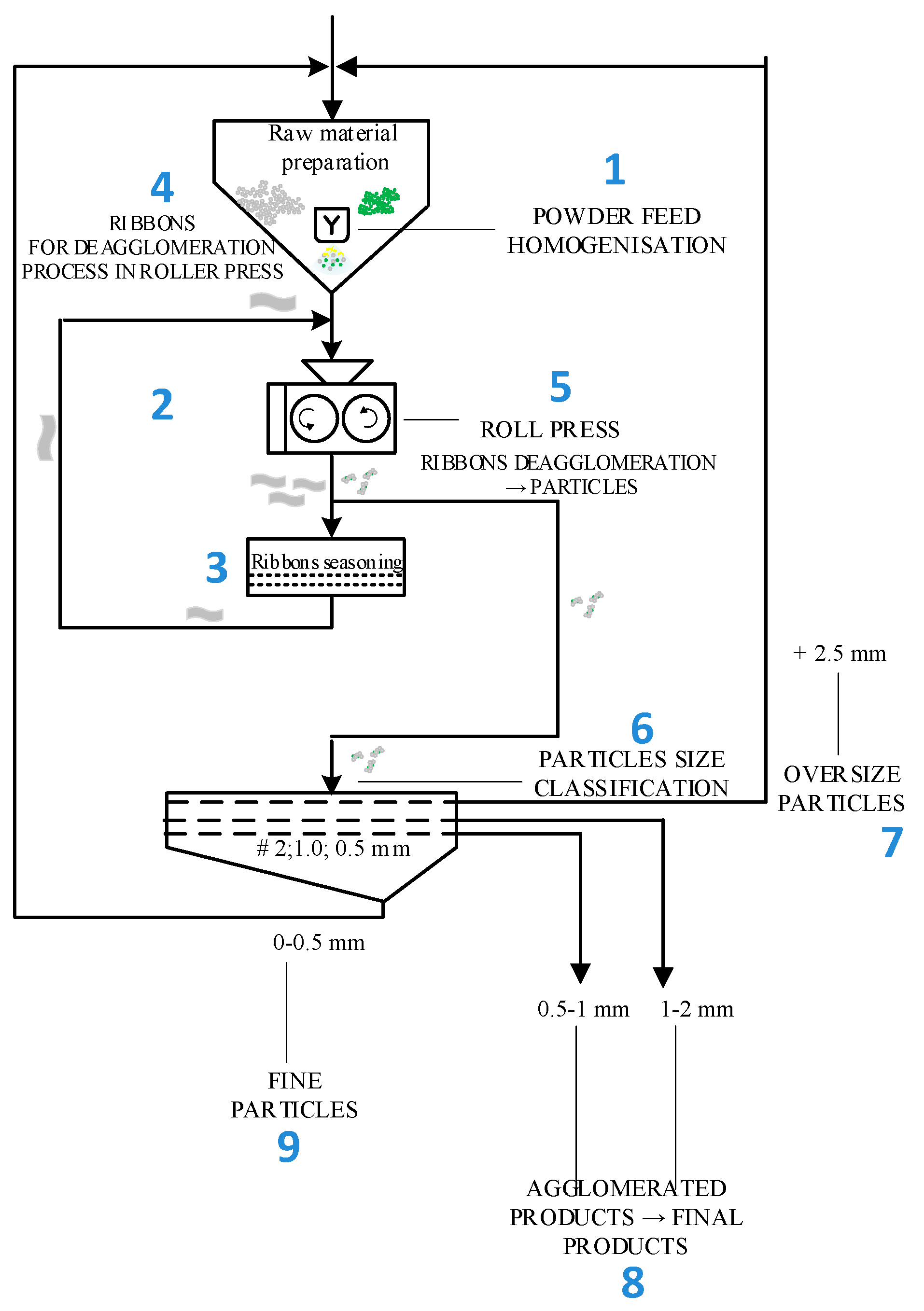
Figure 9.
Photographs of the feed materials for compaction after homogenization (Figure 9A) and the fabricated ribbons after roller compaction of feed materials (Figure 9B).
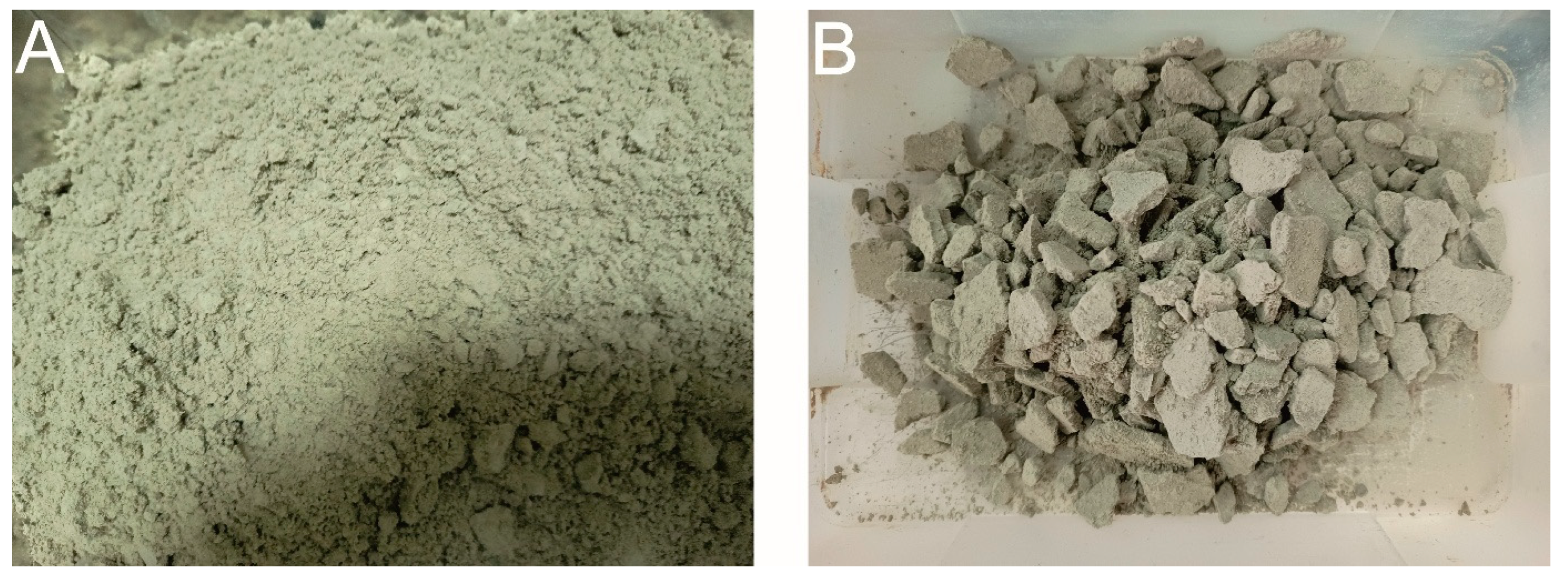
Figure 10.
Stereoscopic microscope photographs of the fabricated ribbons.
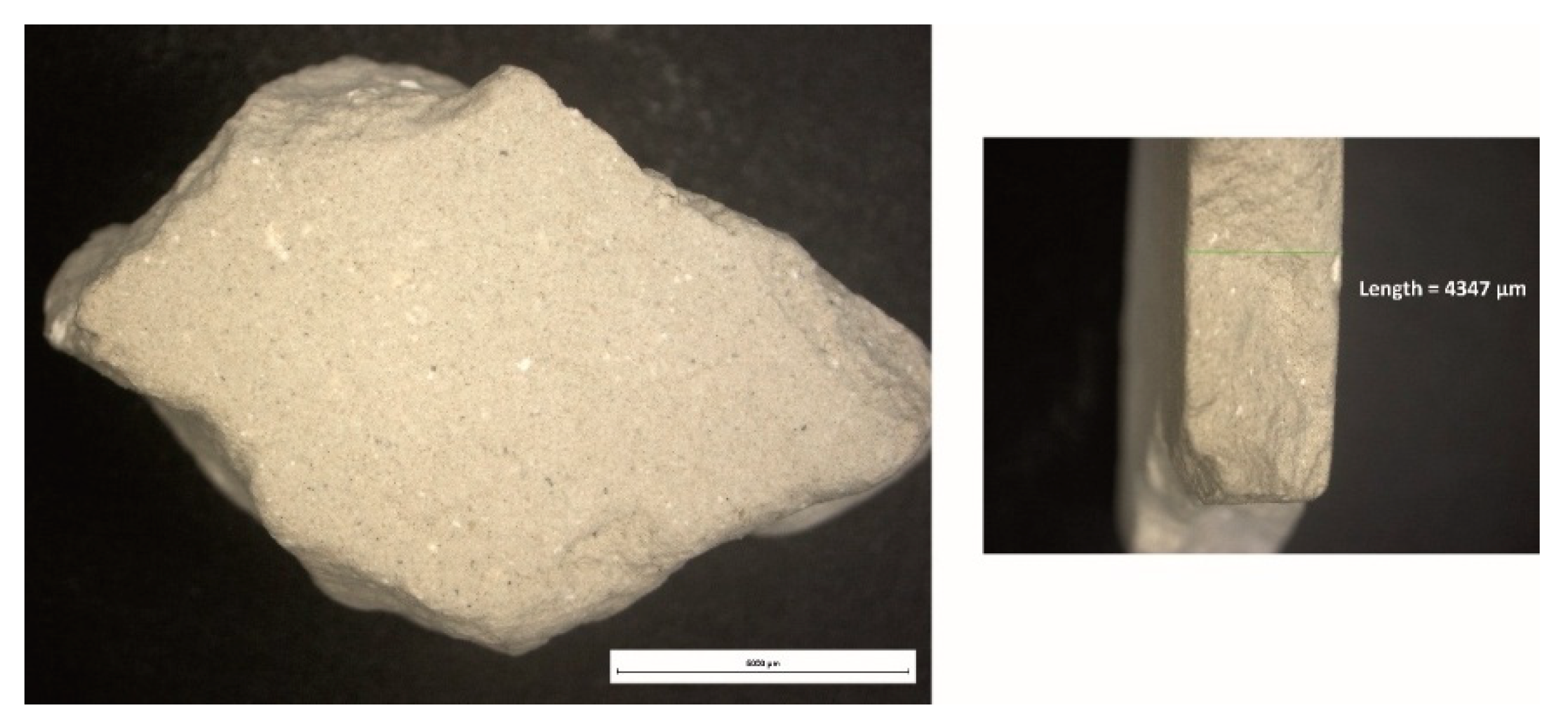
Figure 11.
Stereoscopic microscope photographs of the fabricated zeolite-based agglomerates size of 1-2 mm (Figure 11A) and size of 0.5-1 mm (Figure 11B).
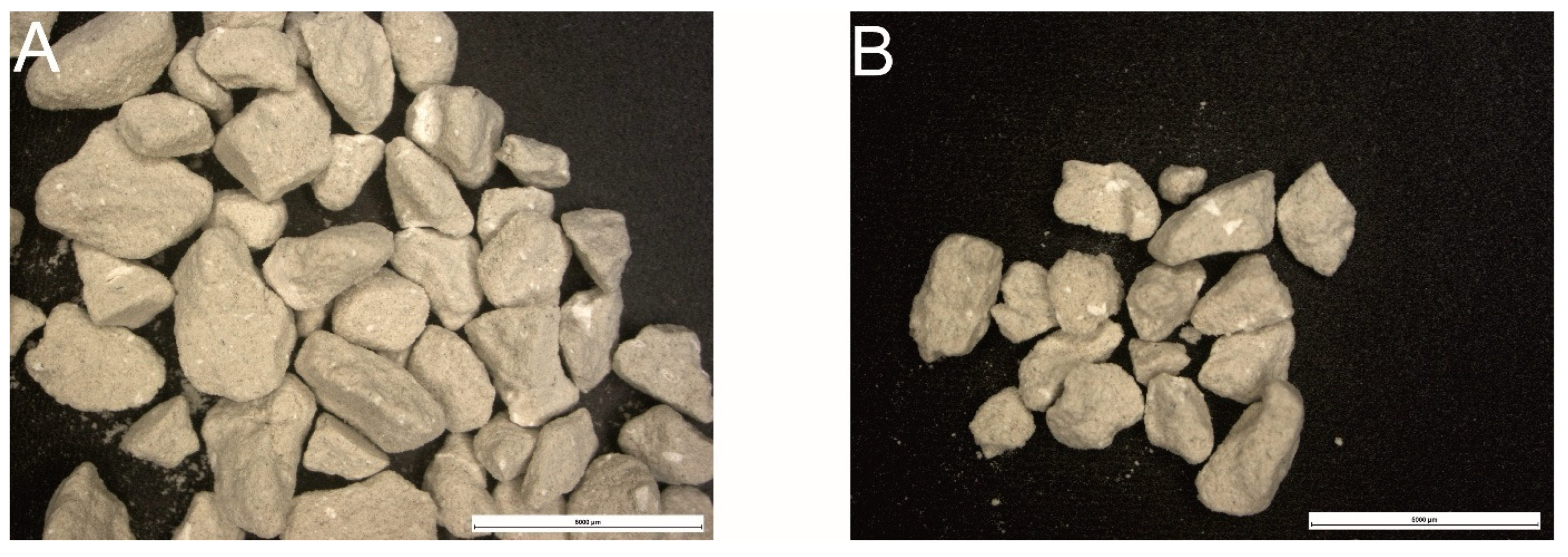
Figure 12.
Photographs of fabricated zeolite-based ribbons immerse in water for 72h.
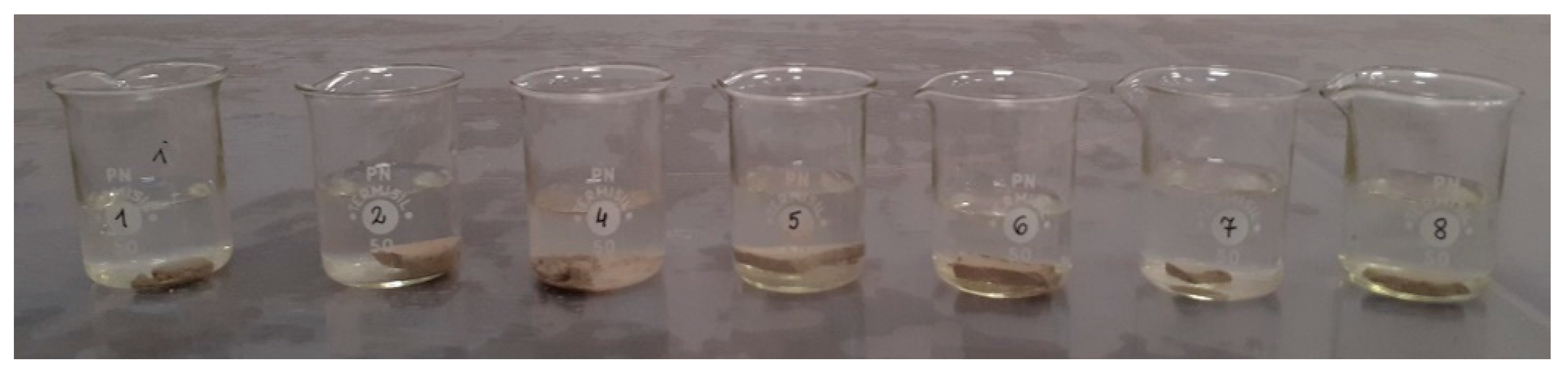
Figure 13.
Photographs of diatomite sorbents immerse in water for 72h (1 – uncalcined diatomite sorbent, 2- calcined zeolite sorbents).
Figure 13.
Photographs of diatomite sorbents immerse in water for 72h (1 – uncalcined diatomite sorbent, 2- calcined zeolite sorbents).
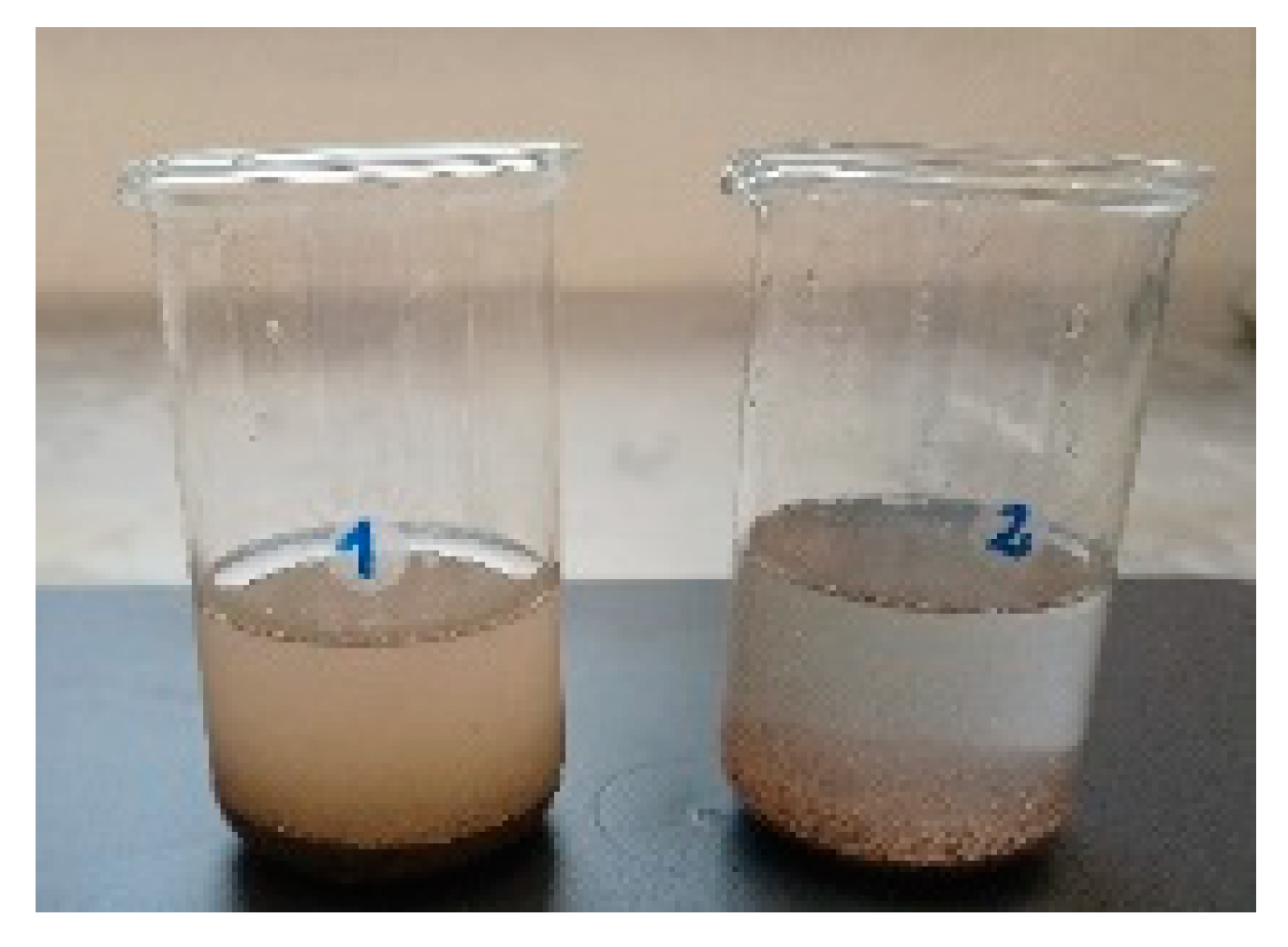
Figure 14.
the particle size distribution of produced granular zeolites through roll compaction dry granulation.
Figure 14.
the particle size distribution of produced granular zeolites through roll compaction dry granulation.
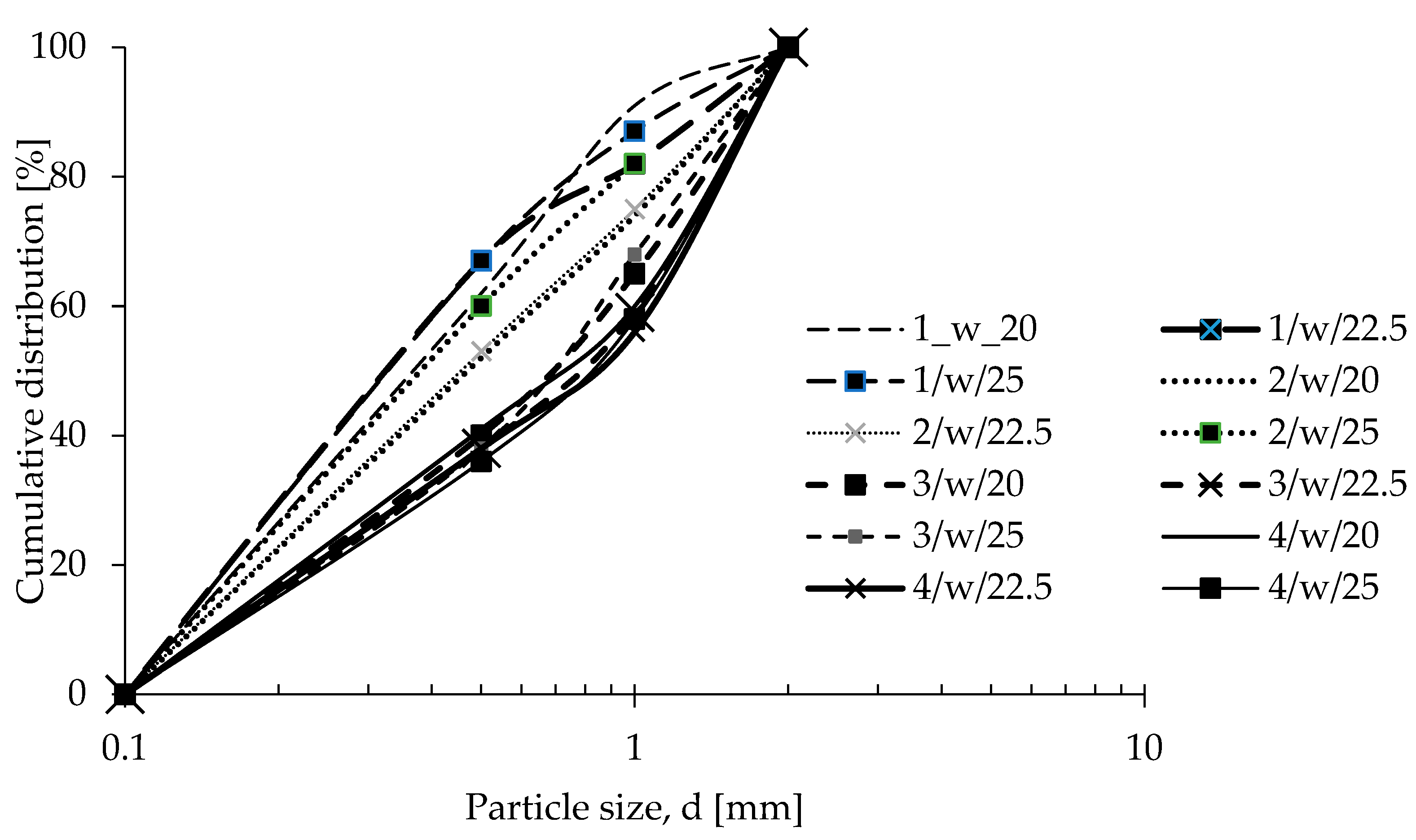
Figure 15.
Oil sorption (Westinghouse method) for the fabricated zeolite-based agglomerates and diatomite granular sorbents. Particle size 1-2 mm.
Figure 15.
Oil sorption (Westinghouse method) for the fabricated zeolite-based agglomerates and diatomite granular sorbents. Particle size 1-2 mm.
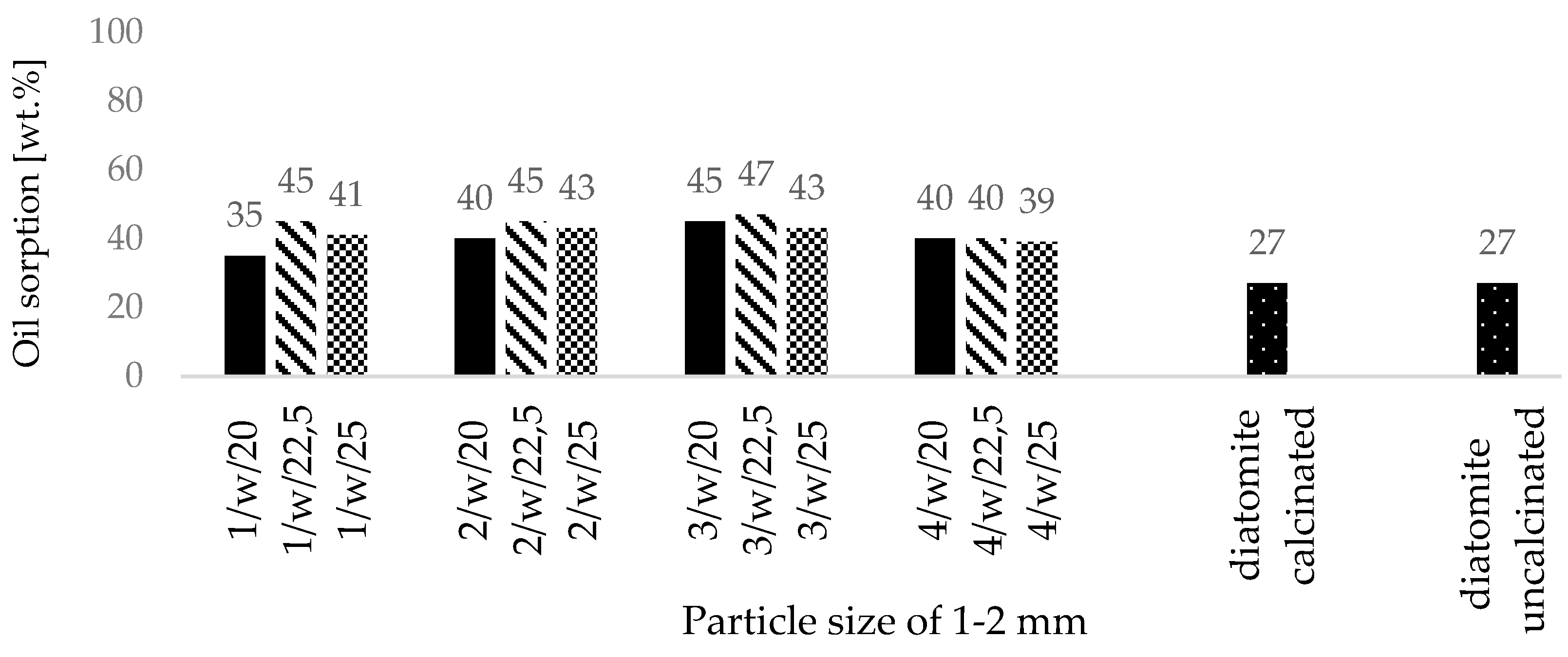
Figure 16.
Oil sorption (Westinghouse method) for the fabricated zeolite-based agglomerates and diatomite granular sorbents. Particle size of 0.5-1 mm.
Figure 16.
Oil sorption (Westinghouse method) for the fabricated zeolite-based agglomerates and diatomite granular sorbents. Particle size of 0.5-1 mm.
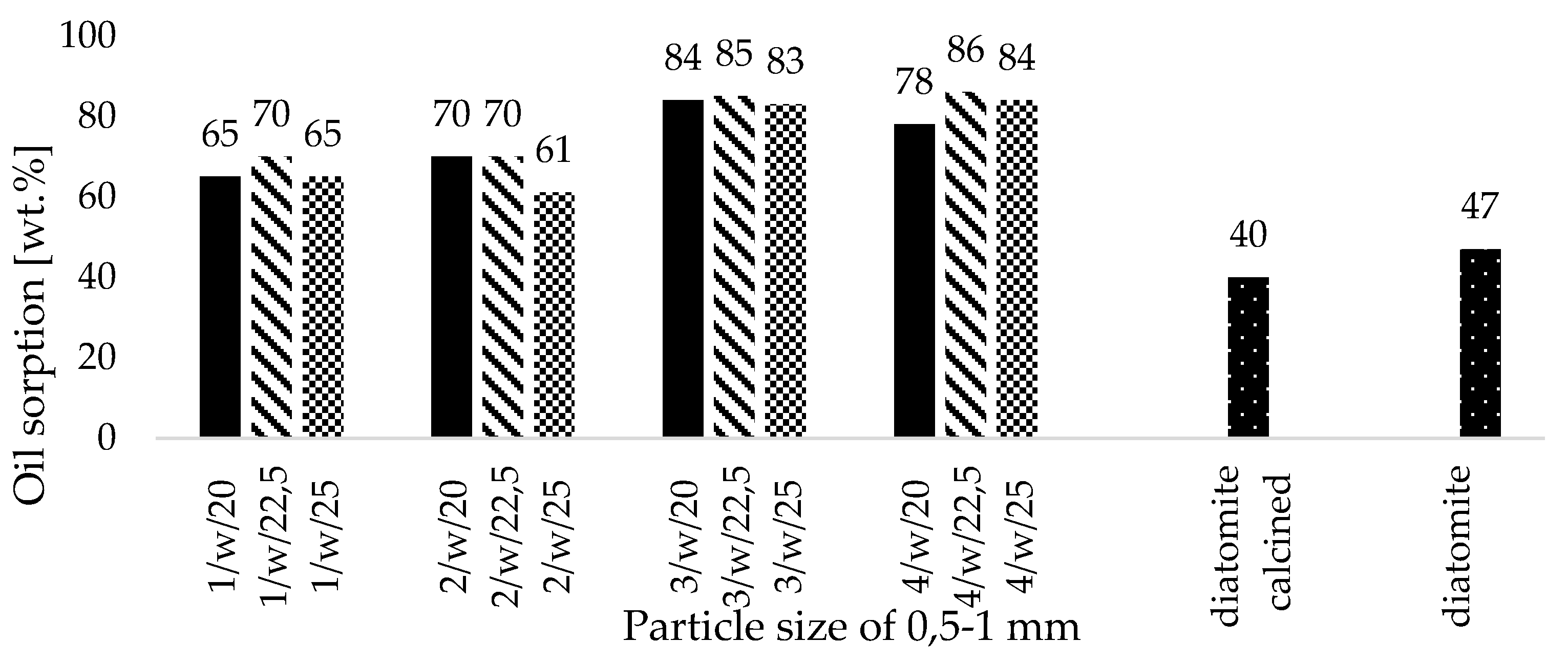
Figure 17.
Oil sorption test using Westerhouse method (A –general view, B- top view).
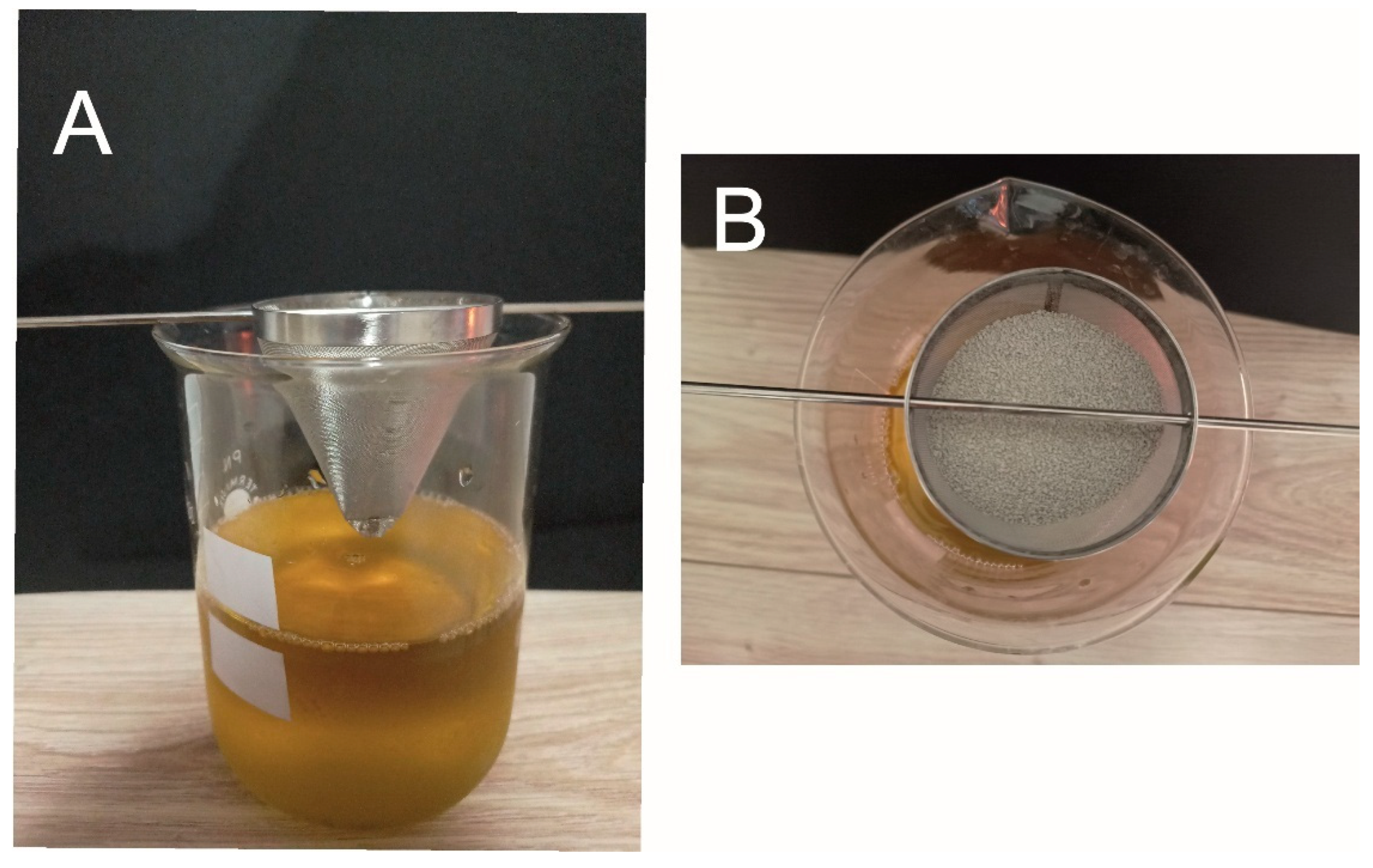
Figure 18.
Water sorption (Westinghouse method) for the fabricated zeolite-based agglomerates and diatomite granular sorbents. Particles size of 1-2 mm.
Figure 18.
Water sorption (Westinghouse method) for the fabricated zeolite-based agglomerates and diatomite granular sorbents. Particles size of 1-2 mm.
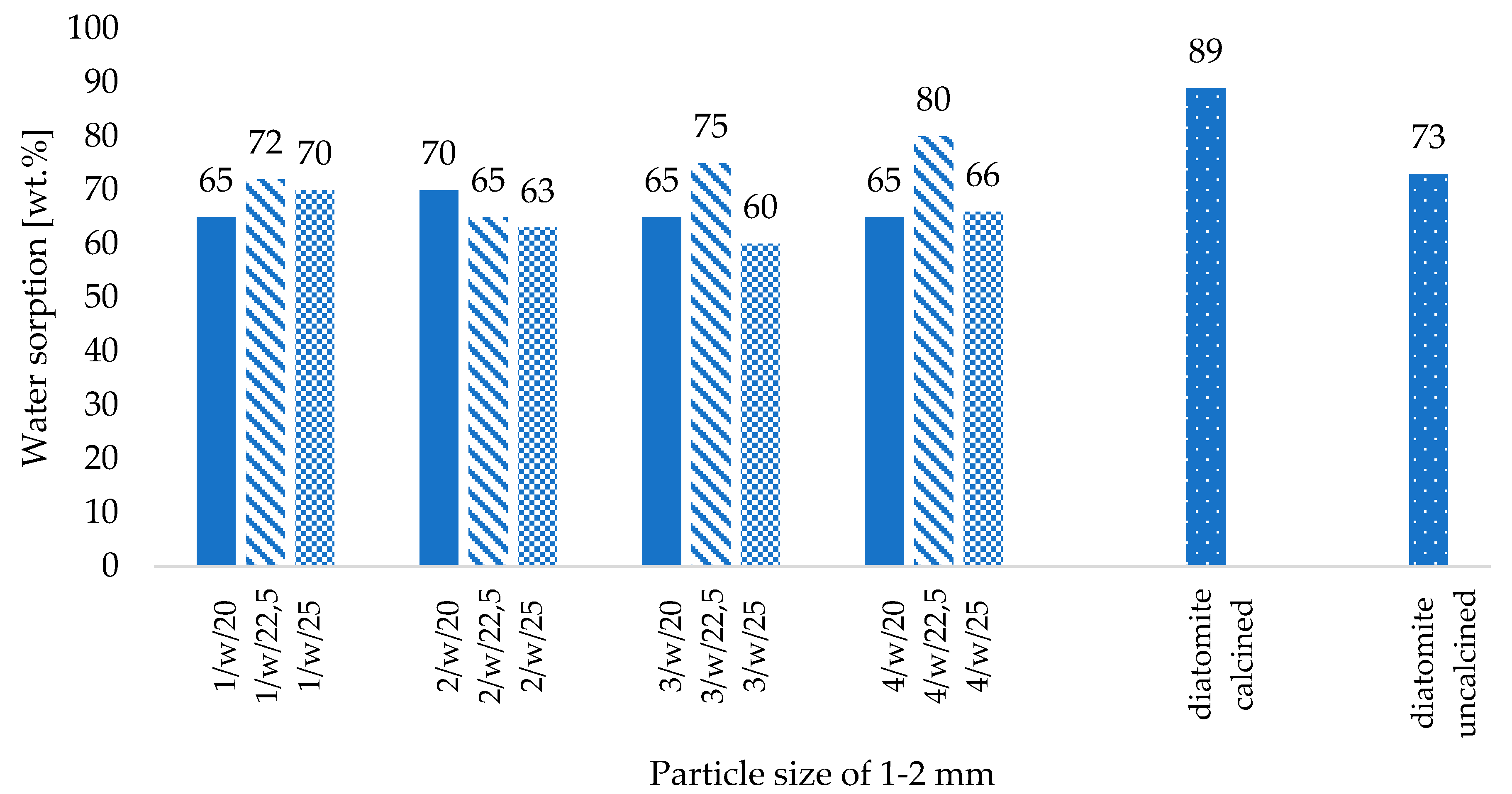
Figure 19.
Water sorption (Westinghouse method) for the fabricated zeolite-based agglomerates and diatomite granular sorbents. Particle size of 0.5-1 mm.
Figure 19.
Water sorption (Westinghouse method) for the fabricated zeolite-based agglomerates and diatomite granular sorbents. Particle size of 0.5-1 mm.
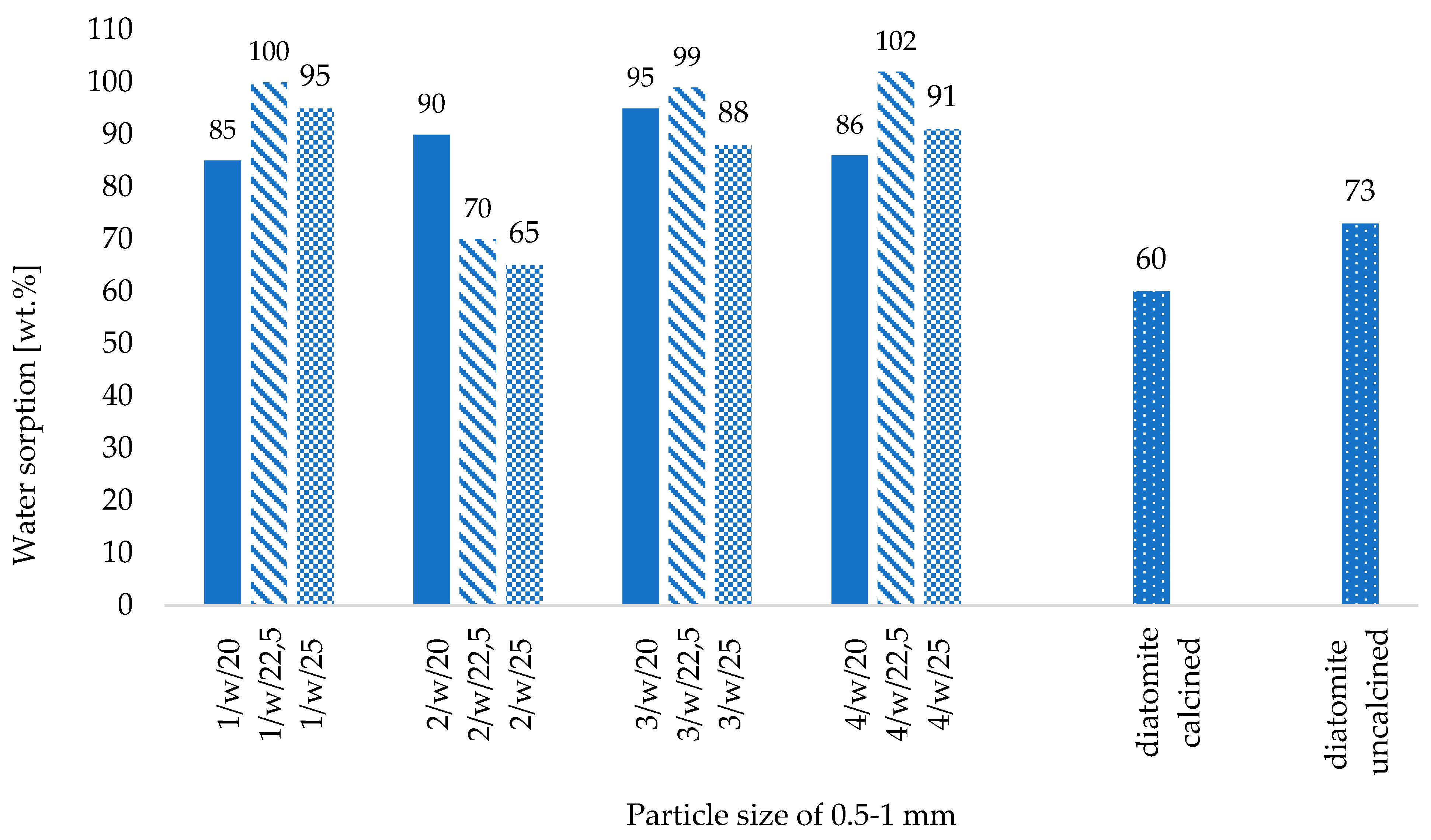
Figure 20.
Water sorption test using Westerhouse method (A –general view, B- top view).
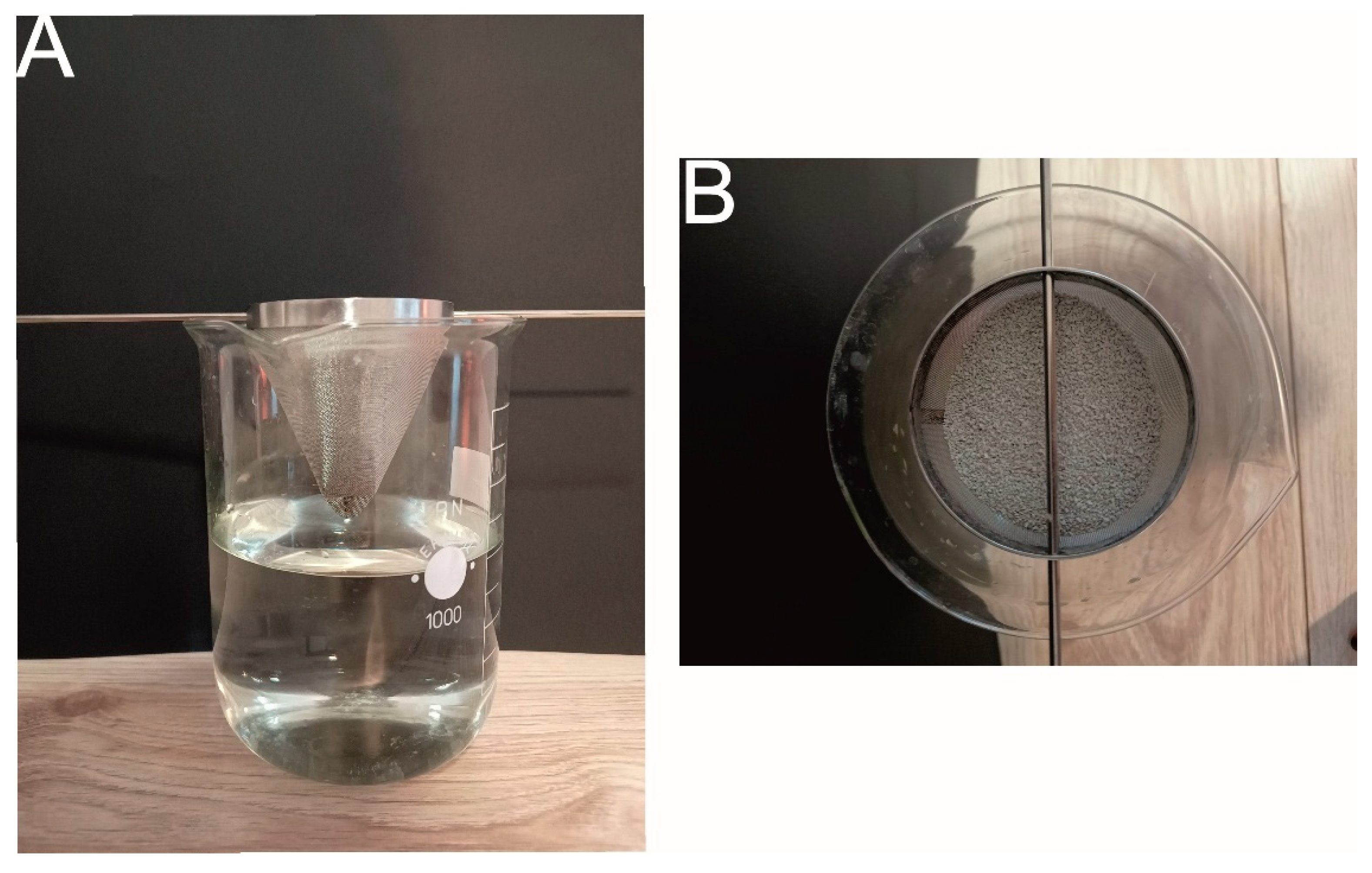
Figure 21.
Used engine oil sorption (Westinghouse method) for selected fabricated zeolite-based agglomerates and granular diatomite sorbents.
Figure 21.
Used engine oil sorption (Westinghouse method) for selected fabricated zeolite-based agglomerates and granular diatomite sorbents.
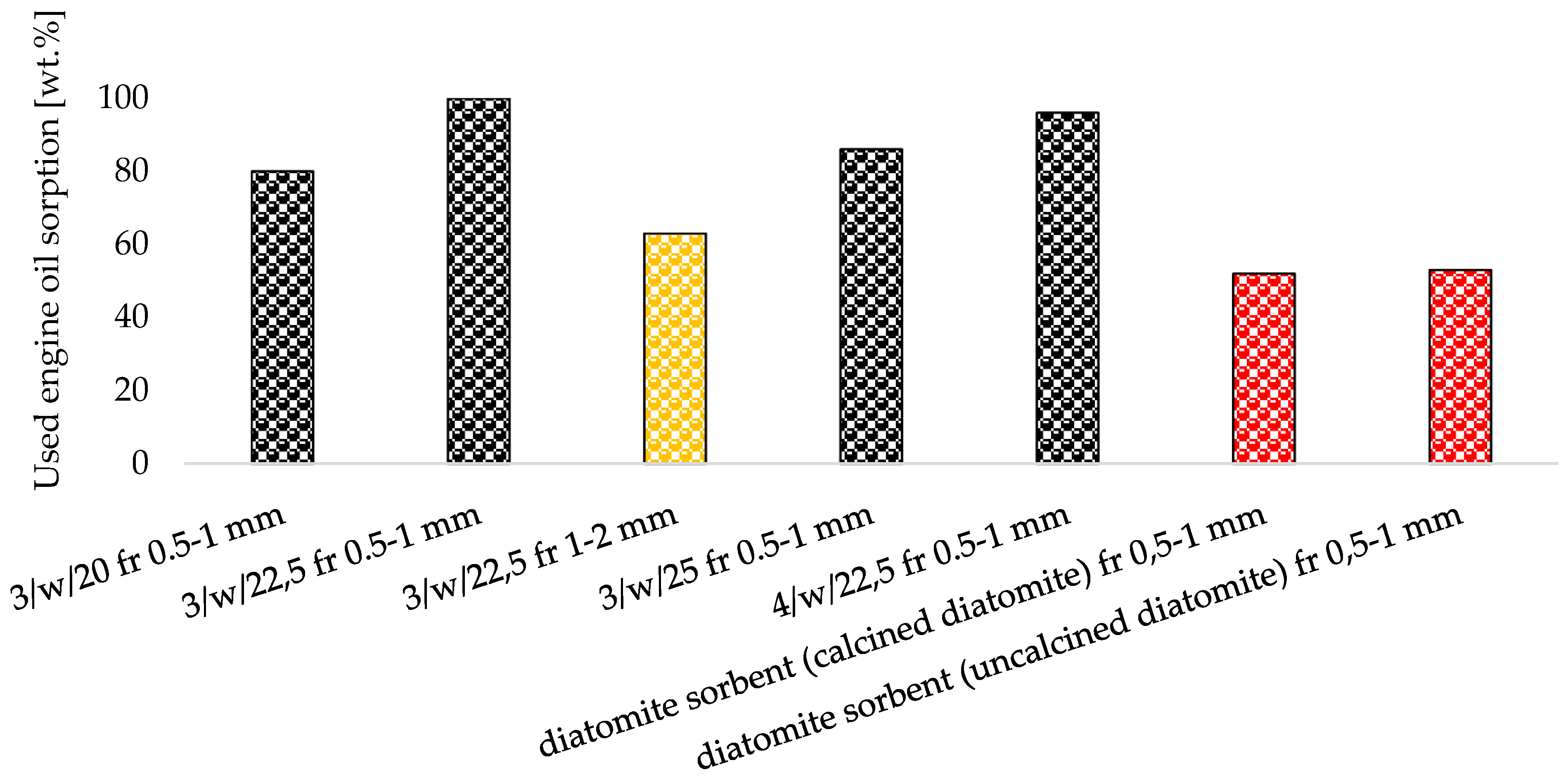
Figure 22.
Maximum sorption capacity for petrochemical compounds (test method adapted from [16]) on selected samples.
Figure 22.
Maximum sorption capacity for petrochemical compounds (test method adapted from [16]) on selected samples.
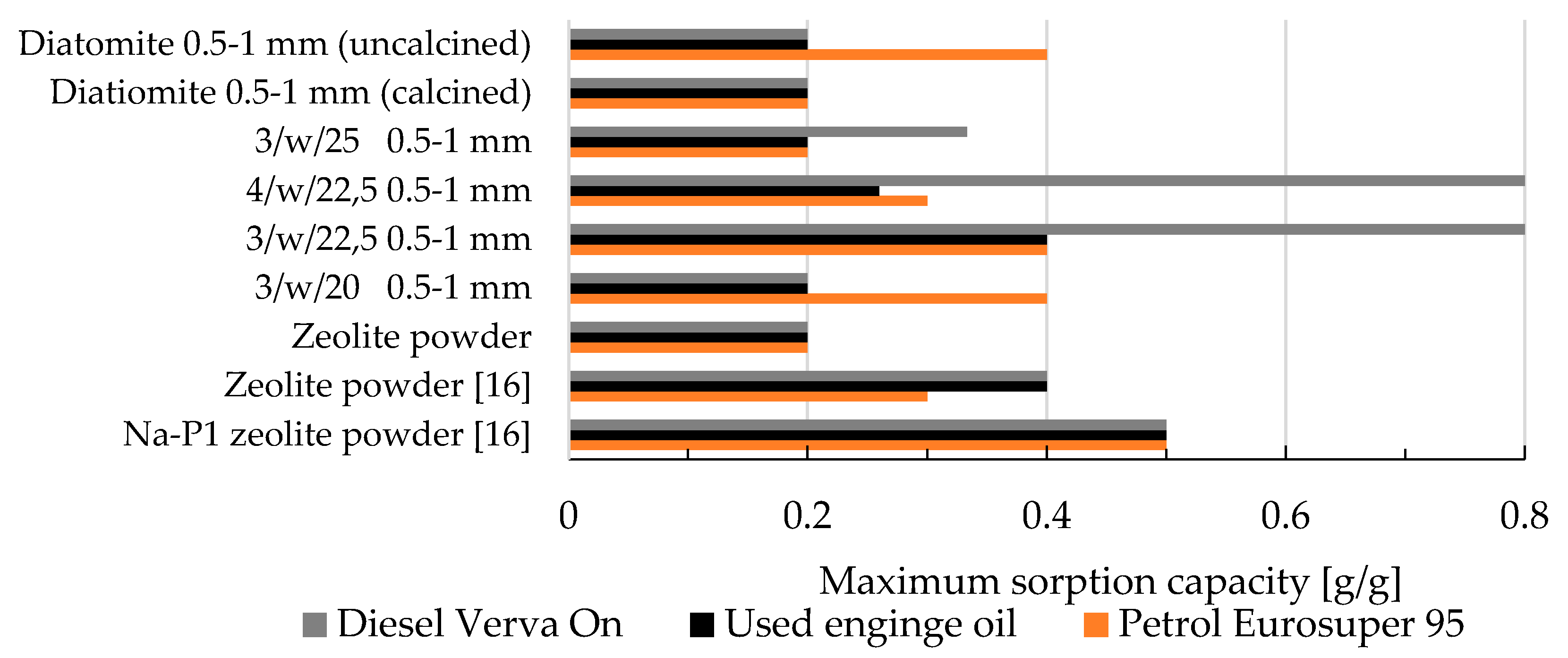
Figure 23.
Cumulative pore volumes for the fabricated selected zeolite-based agglomerates size of 0.5–1 mm (based on MPI).
Figure 23.
Cumulative pore volumes for the fabricated selected zeolite-based agglomerates size of 0.5–1 mm (based on MPI).
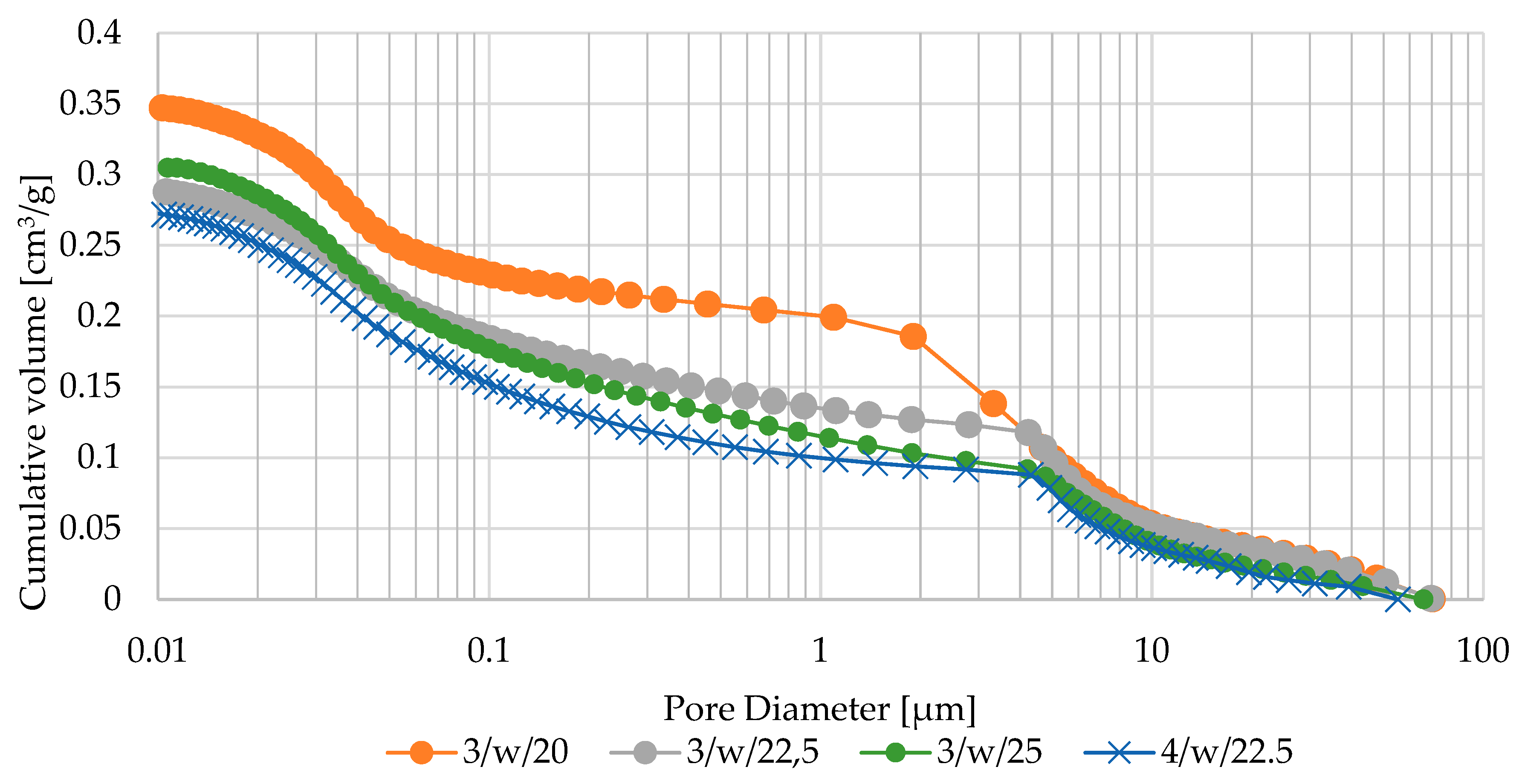
Figure 24.
Cumulative pore volumes for the 3/w/22.5 agglomerates size of 0.5-.1 mm and 1-2 mm for comparison (based on MPI).
Figure 24.
Cumulative pore volumes for the 3/w/22.5 agglomerates size of 0.5-.1 mm and 1-2 mm for comparison (based on MPI).
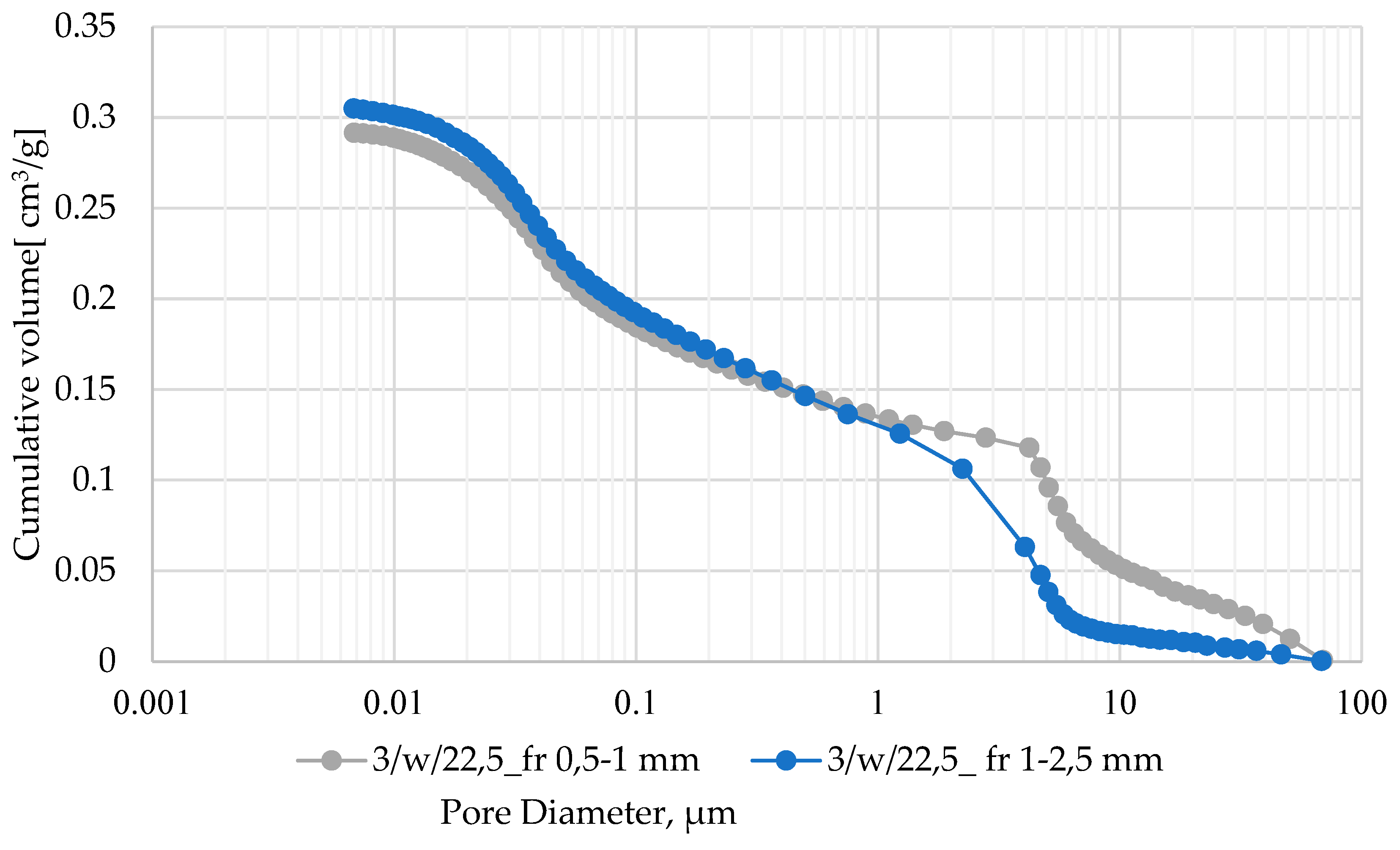
Figure 25.
Pore 10-100 um content (based on MDPI) vs oil sorption efficiency (Westinghouse method).
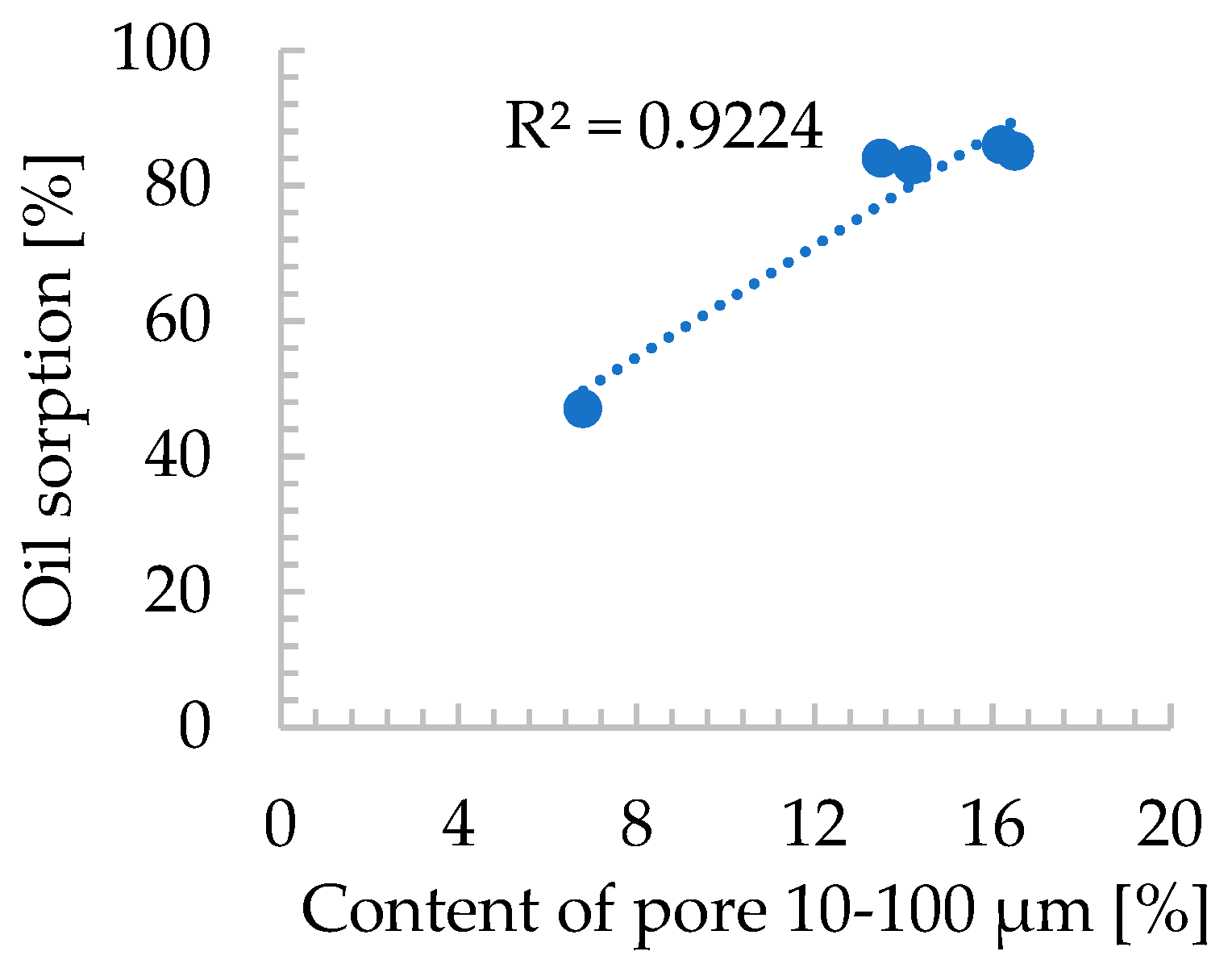
Figure 26.
Pore 10-100 um content (based on MDPI) vs used oil sorption efficiency (Westinghouse method).
Figure 26.
Pore 10-100 um content (based on MDPI) vs used oil sorption efficiency (Westinghouse method).
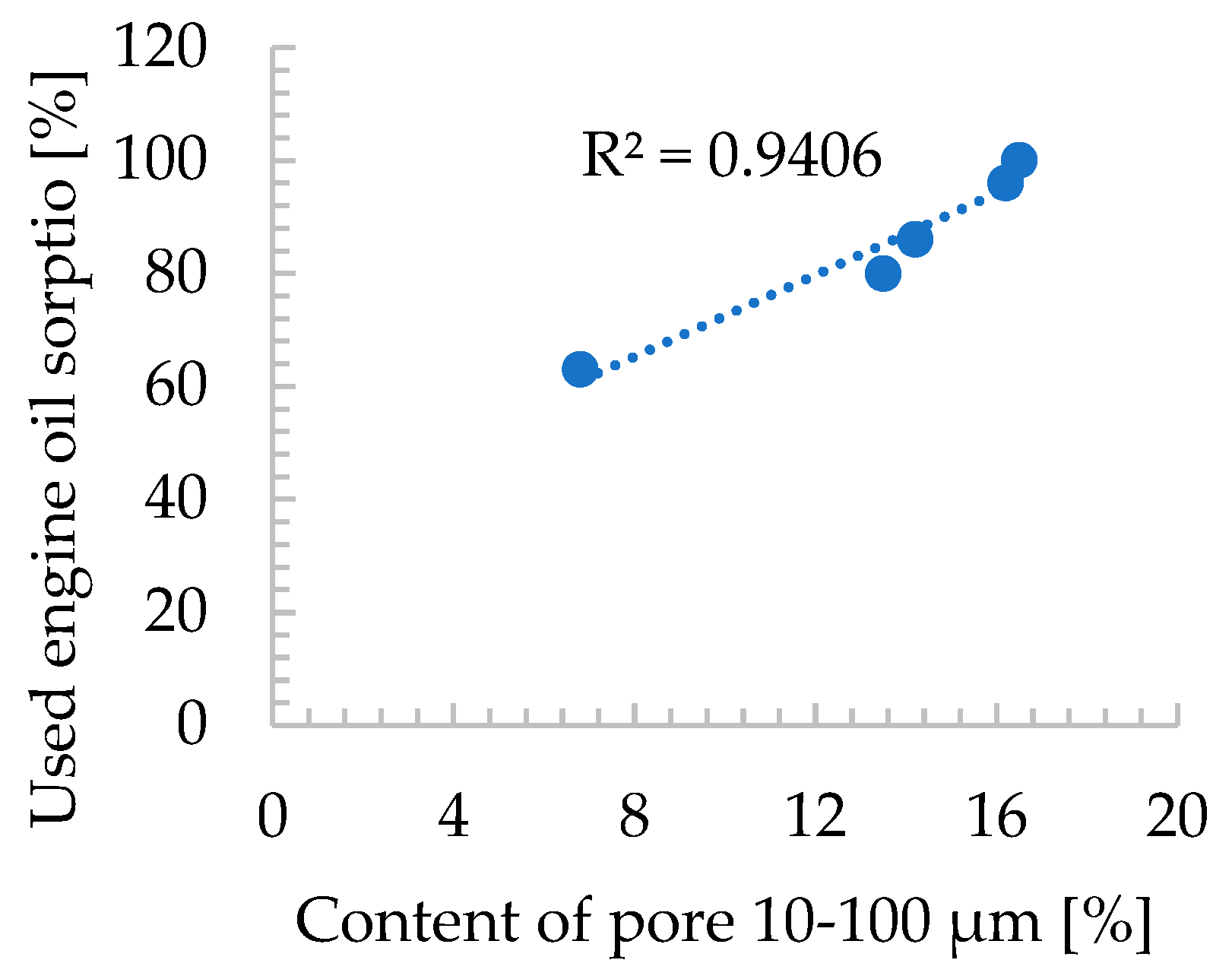
Figure 27.
SEM images of the structure and secondary-porosity generated via roller compaction of the fabricated zeolite-based agglomerates (Figure 27A-B – 3/w/22.5 sample; Figure 27C-D – 4/w/22.5 sample).
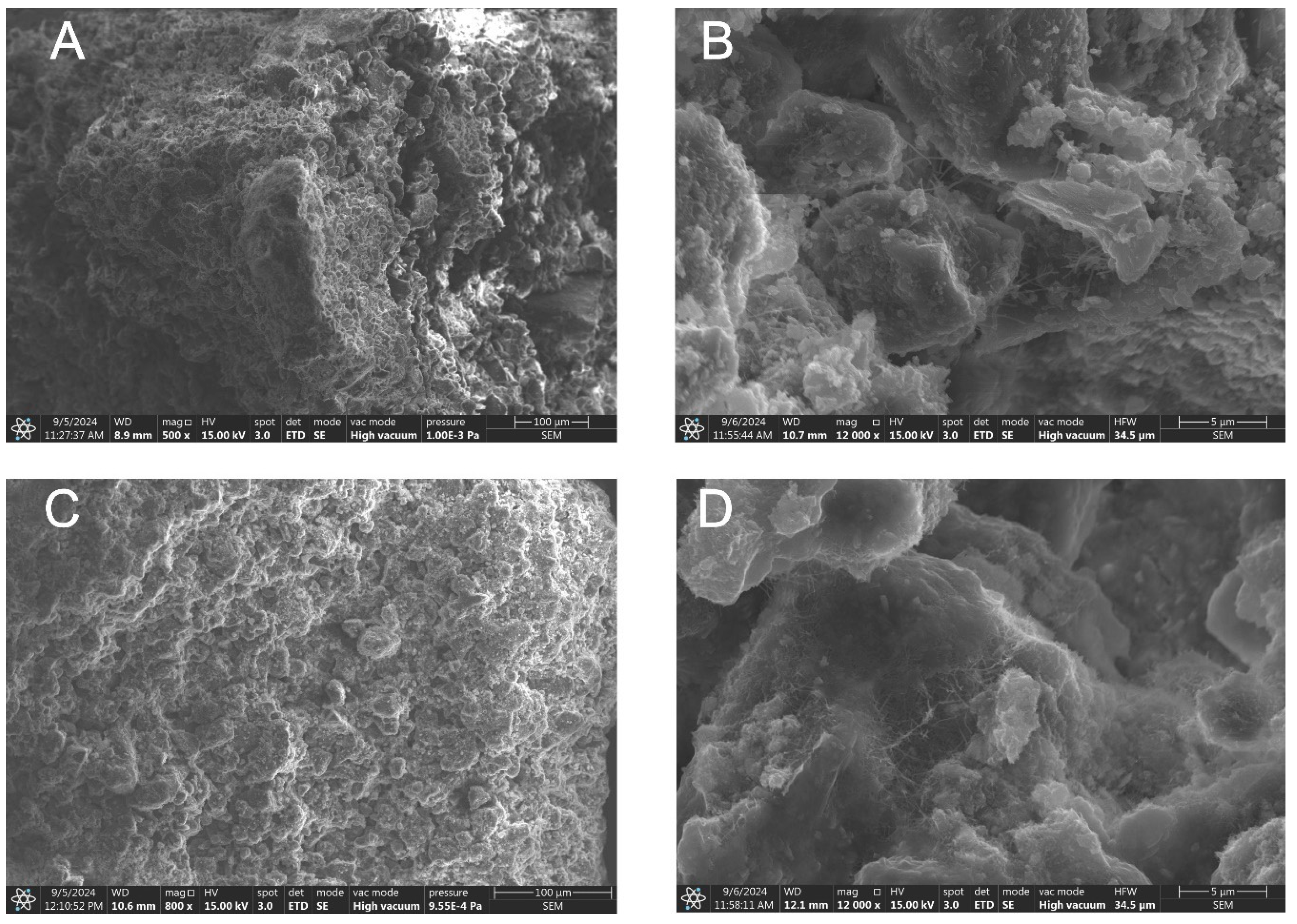
Figure 28.
Microstructure with marked pore size of the fabricated zeolite-based agglomerates 3/w/22.5. Polarizing microscope.
Figure 28.
Microstructure with marked pore size of the fabricated zeolite-based agglomerates 3/w/22.5. Polarizing microscope.
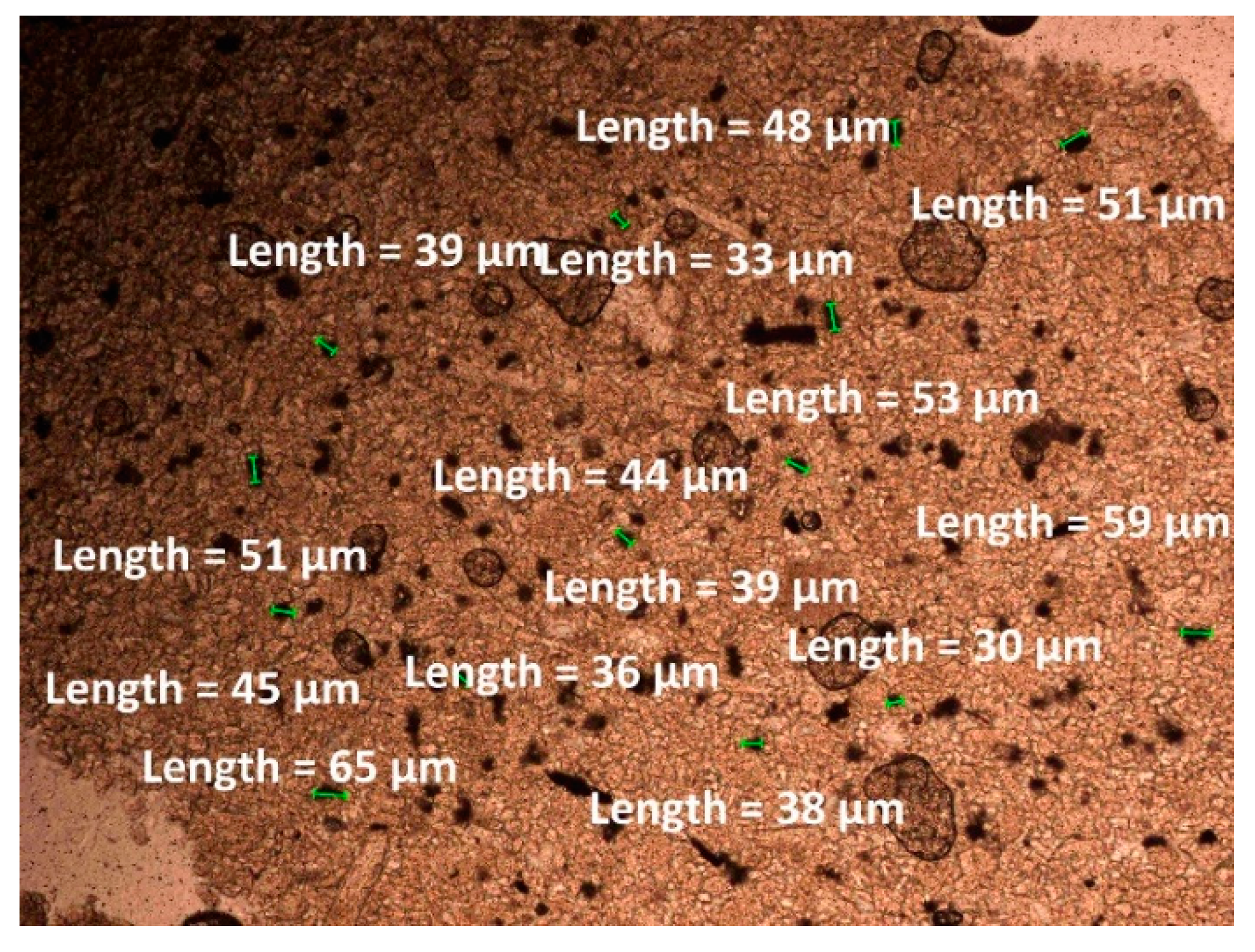
Figure 29.
Microstructure with marked pore size of the fabricated zeolite-based agglomerates 4/w/22.5. Polarizing microscope.
Figure 29.
Microstructure with marked pore size of the fabricated zeolite-based agglomerates 4/w/22.5. Polarizing microscope.
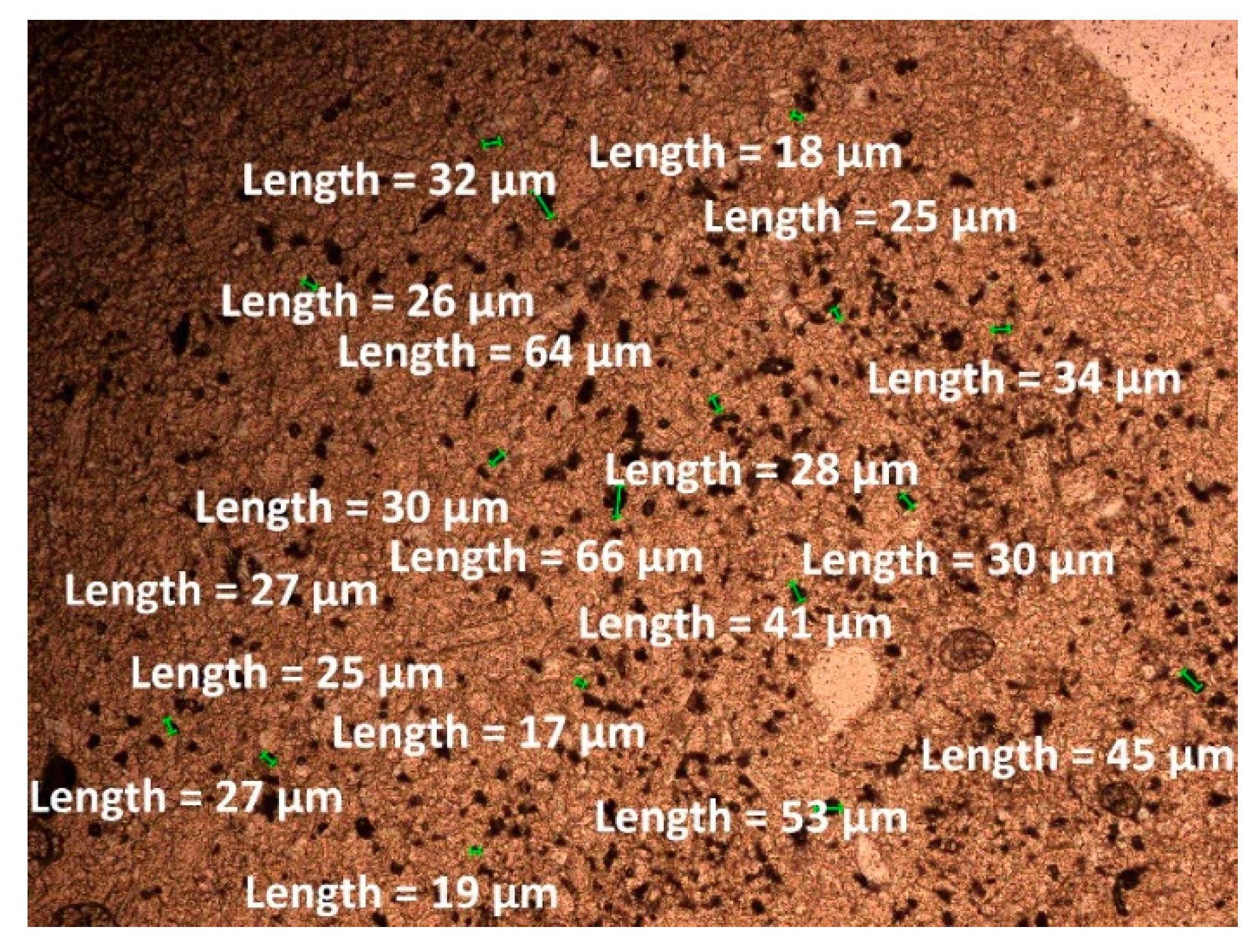

Table 1.
X-ray fluorescence (XRF) analysis of natural zeolite powder (by-product) for agglomeration.
Table 1.
X-ray fluorescence (XRF) analysis of natural zeolite powder (by-product) for agglomeration.
| Oxide composition (wt %) | |||||||||||||
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | Na2O | K2O | P2O5 | TiO2 | Mn2O3 | SrO | ZnO | LOI |
| 68,76 | 11,7 | 1,98 | 2,58 | 0,72 | 0,25 | 3,28 | 1,21 | 0,02 | 0,16 | 0,01 | 0,04 | 0,01 | 9,28 |
Table 2.
Bulk properties of the natural zeolite powder (by-product) and binder for agglomeration.
| Powder Type | BET (m2/g) | Specific gravity (g/cm3) | Loos bulk density (g/cm3) |
Tapped bulk density (g/cm3) |
Compaction (%) |
Moisture content (%) |
Avg. grain size (µm) |
|---|---|---|---|---|---|---|---|
| Zeolite | 11.58 | 2.31 | 0.97 | 1.190 | 18.5 | 0.70 | 17.75 |
| Binder | 9.94 | 2.2 | 0.47 | 0.78 | 39.7 | 0.53 | 2,91 |
Table 3.
Textural parameters of the natural zeolite powder for agglomeration.
| Sample | SBET (m2/g) | Vtot 0.99 (cm3/g) |
V BJHmes (cm3/g) |
VmicBJH (cm3/g) |
Vmac (cm3/g) |
Average pore diameter 4V/A by BET (nm) |
Average pore width 4V/A by BJH (nm) |
| Zeolite powder | 11.58 | 0.048 | 0.043 | 0.001 | 0.0041 | 1.01 | 20.11 |
Table 4.
Composition of feed materials for roller compaction agglomeration.
| Fabricated Zeolite-based agglomerates |
Binder (%) |
Zeolite Powder (%) |
Water (%) |
|---|---|---|---|
| 1/w/20 | 2,5 | 97,5 | 20 |
| 2/w/20 | 5,0 | 95,0 | |
| 3/w/20 | 7,5 | 92,5 | |
| 4/w/20 | 10,0 | 90,0 | |
| 1/w/22,5 | 2,5 | 97,5 | 22,5 |
| 2/w/22,5 | 5,0 | 95,0 | |
| 3/w/22,5 | 7,5 | 92,5 | |
| 4/w/22,5 | 10,0 | 90,0 | |
| 1/w/25 | 2,5 | 97,5 | 25 |
| 2/w/25 | 5,0 | 95,0 | |
| 3/w/25 | 7,5 | 92,5 | |
| 4/w/25 | 10,0 | 90,0 |
Table 5.
General properties of the fabricated ribbons.
| Fabricated Zeolite-based agglomerates |
Ribbon moisture (%) | Ribbons Fragility | Ribbons powdering | Ribbons Water resistant |
|---|---|---|---|---|
| 1/w/20 | 17.6 | + | P | Ribbons Water resistance |
| 2/w/20 | 16.7 | ++ | P | |
| 3/w/20 | 19.5 | ++++ | PP | |
| 4/w/20 | 17.6 | ++++ | PPP | |
| 1/w/22,5 | 19.4 | + | P | |
| 2/w/22,5 | 18.9 | +++ | P | |
| 3/w/22,5 | 19.0 | +++++ | PP | |
| 4/w/22,5 | 18.2 | +++++ | PPP | |
| 1/w/25 | 22.0 | + | P | |
| 2/w/25 | 22.9 | ++ | P | |
| 3/w/25 | 23.3 | ++++ | PP | |
| 4/w/25 | 23.1 | ++++ | PPP |
Table 6.
Mechanical strength of the produced granular zeolites via roll compaction dry granulation (RCDG) and granular diatomite manufactured via traditional wet granulation (pan granulation with/without calcination).
Table 6.
Mechanical strength of the produced granular zeolites via roll compaction dry granulation (RCDG) and granular diatomite manufactured via traditional wet granulation (pan granulation with/without calcination).
|
Fabricated Zeolite-based agglomerates |
Loose bulk density | Drop strength (%) | |
| Granule size (mm) | |||
| 0.5-1 | 1-2.5 | ||
| 1/w/20 | 881 | 87 | 84 |
| 2/w/20 | 860 | 95 | 93 |
| 3/w/20 | 853 | 99 | 98 |
| 4/w/20 | 824 | 98 | 98 |
| 1/w/22,5 | 875 | 88 | 86 |
| 2/w/22,5 | 850 | 95 | 93 |
| 3/w/22,5 | 921 | 98 | 97 |
| 4/w/22,5 | 854 | 99 | 98 |
| 1/w/25 | 879 | 90 | 88 |
| 2/w/25 | 865 | 95 | 95 |
| 3/w/25 | 877 | 98 | 98 |
| 4/w/25 | 850 | 98 | 98 |
|
Uncalcined granular diatomite |
- | 100 | 94 |
| Calcined granular diatomite | - | 100 | 100 |
Table 7.
Textural parameters for fabricated zeolite-based agglomerates for petroleum sorption based on MPI.
Table 7.
Textural parameters for fabricated zeolite-based agglomerates for petroleum sorption based on MPI.
| Fabricated Zeolite-based agglomerates |
Particle Fraction (mm) |
Total volume of intrusion (cm3/g) |
Total pore Surface (m2/g) |
Average Pore radius (2V/A) |
Apparent density (g/cm3) |
Specific surface area (m2/g) |
|---|---|---|---|---|---|---|
| 3/w/20 | 0.5-1 | 16.1056 | 7.8984 | 4.0782 | 1.23 | 18.33 |
| 3/w/25 | 13.5428 | 7.0563 | 3.8385 | 1.17 | 19.59 | |
| 4/w/22.5 | 12.1479 | 6.788 | 3.579 | 1.31 | 18.72 | |
| 3/w/22.5 | 13.1967 | 5.6687 | 4.656 | 1.20 | 16.15 | |
| 3/w/22.5 | 2-1 | 11.952 | 6.8599 | 3.485 | 1.31 | 17.12 |
Table 8.
Porosity and pore size distribution in the fabricated zeolite-based agglomerates (based on MPI).
Table 8.
Porosity and pore size distribution in the fabricated zeolite-based agglomerates (based on MPI).
|
Fabricated Zeolite-based agglomerates |
Particle Fraction [mm] |
Porosity | Pore size | ||||
| 1-10 nm | 10-100 nm |
100nm-1µm | 1-10 µm |
10-100µm | |||
| Pore content (%) | |||||||
| 3/w/20 | 0,5-1 | 43.09 | 2,1 | 33,6 | 7,8 | 42,9 | 13,5 |
| 3/w/25 | 36.02 | 1,2 | 41,3 | 20,4 | 24,2 | 14,2 | |
| 4/w/22.5 | 36.26 | 1,5 | 39,8 | 18,8 | 23,7 | 16,2 | |
| 3/w/22.5 | 35.10 | 2,3 | 35,6 | 16,3 | 29,4 | 16,5 | |
| 3/w/22.5 | 2-1 | 40.07 | 0,7 | 35,1 | 17,5 | 39,9 | 6,8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



