Submitted:
20 December 2023
Posted:
21 December 2023
You are already at the latest version
Abstract
Star copolymer films were studied for confirming the role of film morphology in antimicrobial activity previously reported. With this scope, films of a two-branches copolymer, namely m-PEG-(MMA-ran-DMAEMA)2, containing ≈ 40 % in mol of non-quaternized 2-(dimethylamino)ethyl methacrylate, were produced by using spin-coating, drop-casting and casting deposition techniques, thus obtaining ultra-thin, thin and thick films, respectively. The morphology is generally flat for thin and thick films, but it becomes substrate dependent for ultra-thin films where the film planarization effect is not efficient. Mechanical properties of such films were investigated by Force Volume Maps in both air and liquid. In air, ultra-thin films are in the substrate-dominated zone and thus the elastic modulus E is overestimated, while E reaches its bulk value for thin and thick films. In liquid (water), E follows an exponential decay for all films with a minimum soaked time t0 of 0.37 and 2.65 h for ultra-thin and thin and thick films, respectively. After this time, E saturates to a value in average 92 % smaller than that measured in air due to films swelling. Such results confirm the role of morphology envisaged in literature, suggesting also an additional role of mechanical properties in the antimicrobial activity.
Keywords:
star copolymers
; films
; morphology
; mechanical properties
; AFM
; force volume maps
1. Introduction
Star copolymers have the ability to form films with physical properties modulated by their topology [1,2,3], albeit those films are usually amorphous or semi-crystalline due to the low degree of crystallinity of star copolymers [2,4]. Amongst their possible applications, biomedical uses are intensely investigated to date [5]. For instance, the antimicrobial activity of films was recently increased by synthesizing novel star copolymers [6,7], surpassing the drop of the capacity to kill bacteria over time obtained with other antimicrobial strategies [8,9]. The best results were obtained with two-branches copolymers, namely m-PEG-(MMA-ran-DMAEMA)2, insoluble in water and containing ≈ 40 % in mol of non-quaternized 2-(dimethylamino)ethyl methacrylate (DMAEMA), from which films were prepared. Such efficient antimicrobial activity was mainly attributed to enhanced protonation of DMAEMA pendants sustained by the dimerization of vicinal ammonium/amino groups [6,7,10,11,12]. Authors suggest also a morphological explanation for the increased antimicrobial activity, ascribable to the “…volume of internal cavities or channels. The latter idea finds strong support in the water uptake data and in the Tg (glass transition temperature) values after sorption of water, indicating a less compact of the A(BC)2 (two-branches copolymers) structure” [6].
This work aims to study morphological and mechanical aspects of m-PEG-(MMA-ran-DMAEMA)2 films by modulating both the substrate where films are deposited and their thicknesses. Morphological and mechanical measurements were performed in air and in liquid, and compared to films with high antimicrobial activity analyzed in Ref. [6,7].
2. Materials and Methods
2.1. Polymeric materials
The star copolymer m-PEG-(MMA-ran-DMAEMA)n with n = 2 was synthesized at 70 °C in toluene [6]. A 50 ml glass flask was charged, under nitrogen atmosphere, with 0.1 g of m-PEG-Br2 macro initiator and 15 ml of dry toluene. After the dissolution of the macroinitiator, 0.03 g of CuBr, 0.05 g of bpy, 5 ml of MMA, and 2.5 ml of DMAEMA were added. The mixture, maintained at 70 °C, was magnetically stirred for 18 h and then the reaction was stopped with n-hexane. The copolymer was recovered, dissolved in the minimum amount of chloroform, and passed over a column of activated Al2O3 to remove the catalyst. The solution was dried in vacuum, the copolymer was recovered, washed with cold methanol, and then dried in vacuum. As measured by Gel Permeation Chromatography, the copolymer molecular weight, Mn, and its polydispersity index, PDI, are 89 kDa and 1.4, respectively.
From now on, m-PEG-(MMA-ran-DMAEMA)2 is briefly termed A(BC)2 where the block A, m-PEG, is bound to the two blocks BC composed of methylmethacrylate (MMA) and nonquaternized 2-(dimethylamino)ethyl methacrylate (DMAEMA).
The A(BC)2 powder was dissolved in chloroform (CHCl3) in order to obtain two solutions with concentrations c of 1 and 4 mg·ml-1 and polymer mass fraction wt% of 0.067 and 0.268, respectively (see Supplementary Materials).
2.2. Silicon substrates
Substrates are ≈ 1×1 cm2 chips prepared by cleaving manually a Si (111) wafer coated with native SiOx (p-type, ρ = 10 Ω·cm) [13]. Both sides of the Si wafer were mechanically polished (MP), obtaining optically specular surfaces. Finally, one side was finished by chemical mechanical polishing (CMP), obtaining an atomically flat defect-free surface [14]. Before their use, substrates are cleaned by acetone vapors to remove possible physical/chemical contaminants.
2.3. Preparation of ultra-thin polymeric films by spin-coating
Ultra-thin polymeric films were prepared spun-coating 300 µl of A(BC)2 solution (c = 1 mg·ml-1) on silicon substrates. The spin process consists of two steps: i) the solution was deposited on the substrate by using a mechanical air-cushion pipette (100 – 1000 µl, Eppendorf Research, Stevenage, UK) placed near the substrate surface (≈ 2 cm). In order to obtain a homogeneous fluid film on the substrate surface, the solution was deposited after the acceleration stage of the spin-coater when the final rotational speed ω is reached (specifically, ω is 3000, 3200, 3500, 3750 and 4000 rpm) [15]; and ii) the fluid film is gradually thinned up to its final thickness hw by keeping the rotational speed ω for additional 10 s.
Spin-coated samples were closed within plastic petri dishes and placed under a chemical hood for 20 h in order to evaporate completely CHCl3 at room temperature from the fluid film and thus obtain solid, transparent, and insoluble (in water) ultra-thin films [16].
The final thickness hf when the film is solid increases with c and decreases with ω, depending also on the adopted solvent [17]. Since c was assumed constant during the spin-coating process, hf can be evaluated by using Meyerhofer’s equation [18]:
where k is the mass transfer coefficient, i.e. the amount of polymer transferred from the solution to the substrate [19], η0 (in cgs, cP = 10-2 g·cm-1·s-1) is the solution viscosity and ρ (in g·cm-3) is its density.
The high rotational speeds adopted herein (ω ≥ 3000 rpm) should produce ultra-thin films with hf almost independent of ω [23]. To confirm this, hf calculated from Equation 1 needs additional physical parameters characterizing the A(BC)2 solution (see Table 1). Since η0 and ρ are unknown for A(BC)2, they are assumed equal to those obtained for the polymer MEH-PV which has similar Mn, 86 kDa, and PDI, 1.52 (MEH-PV is also dissolved in CHCl3) [23]. Specifically, the A(BC)2 solution has ρ = 0.99 g·cm-3 and η0 ≈ 0.61 cP = 0.61·10-2 g·cm-1·s-1 for wt% = 0.067 (see Supplementary Materials). The first term in the cube root of Equation 1, i.e. 3η0/2ρ, is ≈ 0.92·10-2 cm2·s-1, while the second term k is ≈ 1.25·10-9 cm·s-½ (as calculated from Equation 8 of Ref. [20] with data of Table 1), so the cube root of Equation 1 is ≈ 2.3·10-4 cm·s-½. Accordingly, hf ranges from ≈ 11 to ≈ 9 nm for ω = 3000 and 4000 rpm, respectively (rpm was expressed in Hz for dimensional analysis, by using the equivalence 1 rpm = 1/60 Hz). These calculated thicknesses confirm the slight dependence of hf vs. ω for high rotational speeds.
2.4. Preparation of thin and thick polymer films by drop-casting and casting
Thin and thick polymeric films were prepared by drop-casting [24]. Thin films, ≈ 200 nm thick, were obtained by depositing 1 ml of solution on a TEM grid (mesh 300) placed on CMP substrates. Samples were placed within a Teflon Petri dish under a chemical hood for 24 h so as to evaporate completely CHCl3 at room temperature. Thick films, ≈ 400 μm thick, are self-standing films prepared by dissolving 200 mg of copolymer in 50 ml of CHCl3 at room temperature, i.e. c = 4 mg·ml-1. The solution was cast in a Teflon Petri dish (diameter 3 cm), and the solvent was evaporated at room temperature. The film was removed from the Petri dish and stored in a vacuum oven at 30 °C for three days [7]. Self-standing polymeric films are prepared in the same way reported in the literature [12] and used as data reference.
2.5. X-ray reflectivity measurements
X-ray reflectivity (XRR) measurements were performed using a SmartLab-Rigaku diffractometer equipped with a rotating anode (Cu Kα, λ = 1.54180 Å), followed by a parabolic mirror to collimate the incident beam and a series of variable slits (placed before and after the sample position) to reach an acceptance of 0.01°.
2.6. Atomic Force Microscopy imaging
The microscope used for all measurements was a JPK Nanowizard III equipped with Vortex electronics (Bruker Nano GmbH, Berlin, DE). All polymeric films were firstly topographically investigated by using the amplitude modulation atomic force microscopy technique (AM-AFM) under ambient conditions. All three available MikroMash NSC35 cantilevers with nominal resonant frequency ω0 of ≈ 150, ≈ 200 and ≈ 300 kHz and correspondent nominal spring constant k of ≈ 6, ≈ 9 and ≈ 16 N·m-1 were employed for AM-AFM (when necessary, the real k was calculated through the Sader method [25]).
The mechanical properties of the polymeric films were evaluated by Force Volume Maps (FVM) obtained by using the Quantitative Imaging (QI) mode developed by JPK Instruments [26]. In FVM mode, multiple force curves are acquired at points (pixel, px) of a defined grid pattern of 128 x 128 px2 for our experiments. The interactions between the tip and sample are measured locally and mapped point-by-point for a defined 3D region using force−distance curves. In particular, the tip is moved towards (approach curve) and away from (retraction curve) the sample surface at each point of the grid pattern, while the cantilever deflection (in V) is continually registered with respect to the position of the piezoelectric actuator (in µm, termed “height”) [27]. Prior measurements, the elastic constant k of the cantilever was calibrated in air on bare thermal SiO2 substrate by performing a force curve on a single point of the SiO2 surface [28]. The slope of the linear part after the jump-to-contact point is reciprocal to the cantilever sensitivity s (in nm·V-1) and is useful to convert in nm the cantilever deflection measured from the photodiode (in V). Once measured s, k was calculated by using the thermal tune method (see Supplementary Materials of Ref. [29]). FVMs were obtained by fixing the maximum applied force Fmax (in nN) calculated from Hook’s law k·U·s, where the cantilever deflection U (in V) was kept constant at 0.5 V for all measurements [30]. Force curves composing the FVM have a fixed maximum path length of 50 nm, which is travelled in 200 ms (approach and retraction paths). QI experiments were performed in both air and liquid (mQ water) where, in liquid, the sample was placed in the centre of a home-made pool built by fixing a polypropylene tube 5 mm long (outer dimeter Ø = 24 mm, inner Ø = 23 mm) on a glass microscope slide. Both the tube and sample were fixed on the glass slide by using the JPK bio-compatible glue [31]. The total volume of the pool is about 1.5 mL, which grants up to 8 hours of consecutive measurements (for longer measurements the pool was refilled). QI measurements employed Bruker RTESP, LTESP and MikroMash NSC35 silicon cantilevers with ω0 ≈ 180, 190 and ≈ 290 kHz, respectively, and calibrated elastic constants k of ≈ 35, ≈ 46, ≈ 32 N·m-1.
Topographic images were analyzed with the software Gwyddion [32], while QI images by the JPK Data Processing software (version spm-5.1.8).
3. Results and Discussions
3.1. Morphological characterization of silicon substrates
The morphology of wafer sides surfaces, i.e. mechanical polished (MP) and chemical mechanical polished (CMP), are characterized by AM-AFM. The MP surface shows features in the order of tens of nm due to mechanical finishing (see Figure 1a), while the CMP surface is flat with details below a nm (see Figure 1b). Accordingly, the root mean square roughness Rq reduces from (10.7 ± 1.2) to (0.10 ± 0.025) nm for MP and CMP, respectively.
Such Rq values are comparable to those reported in the literature [33] where CMP wafers were polished with different abrasive SiC papers and velvet rugs imbued with Al2O3 slurry for assessing the evolution of the roughness parameters vs. progressively finer polishing. The Rq value of the MP side is consistent with a surface polished by SiC papers with a grit higher than 400 (possibly 1200 [34]), while the CMP side has an Rq value even lower than that reported in the literature and defined “not machined surfaces” [33] due to a higher cleanliness (compare Figure 1b and Figure 1d of Ref. [33]).
To evaluate roughness parameters of the MP surface, a one-dimensional analysis of averaged topographic profiles is used [32,35]. The average profile is obtained by averaging 90 adjacent profile lines along the direction orthogonal to polishing features. Then, one-dimensional analysis splits the averaged topographic profile into waviness (the low-frequency components, correspondent to the polynomial background of the image) and roughness (the high-frequency components) [36]. Such analysis measures a sort of surface oscillations with specific amplitudes and wavelengths albeit, in principle, the MP surface has a non-periodic profile (see Supplementary Materials). Such a splitting procedure depends critically on the cut-off C that, set to 0.0098, correctly splits the MP surface profile (see Figure 2 and C calculations in Supplementary Materials).
The profile of the surface roughness obtained by one-dimensional analysis on 10 x 10 µm2 topographic images (blue dashed line in Figure 2) has a roughness Rq1 of (8.5 ± 0.1) nm and a root mean square wavelength λq, i.e. the average peak-to-valley distance [37], of (0.72 ± 0.03) µm. The waviness, the red dashed line in Figure 2, is characterized by a root mean square amplitude Wq of (1.8 ± 0.6) nm. Adding Wq to Rq1 gives a result of (10.3 ± 0.7) nm that is equal, within experimental error, to the roughness Rq calculated from the height distribution [38].
3.2. X-ray characterization of ultra-thin and thin polymeric films
Two distinct behaviors are clearly visible in XRR curves on MP and CMP substrates (see Figure 3). Polymeric films deposited on CMP substrates, at ω = 3000 and 3200 rpm, exhibit Kiessig fringes generated by the constructive interference of the reflected X-ray beam by both the polymeric film surface and the film/substrate interface [39]. Such fringes are indicative of a smooth film surface and a smooth film/substrate interface, in agreement with data obtained by AFM. The thickness of the polymeric films can be estimated from Kiessig periodicity, obtaining an estimated range of [10,12] nm for both films. Notably, such thickness values are similar to those theoretically calculated in Section 2.3. The reduction of Kiessig amplitude intensity for the film deposited at ω = 3000 rpm indicates an increased roughness of the film surface with respect to that deposited at ω = 3200 rpm, in line with the smoothing effect expected for increasing ω on films deposited on CMP substrates. Conversely, XRR curves of polymeric films deposited on MP substrates at ω ranging from 3500 to 4000 rpm do not show Kiessig fringes and the XRR signal is damped. This is typical of ultra-thin films deposited on (relatively) rough surfaces [40], as observed by AFM.
3.3. Morphological characterization of ultra-thin, thin and self-standing polymeric films
The morphology of polymeric films depends strongly on the deposition technique.
In spin-coated films, it depends on the substrate, CMP or MP, and the rotational speed ω. This latter dependence is lost in the case of CMP substrates where films are flat with an average roughness Rq of ≈ 0.17 nm (see Table 2) and featureless even at large scale (see Figure 4a and its inset).
Otherwise the film morphology depends on ω due to the morphology of MP substrates (see Figure 4b). By comparing Figure 1a and Figure 4b, polymeric films clearly smooth the topographical features of bare MP substrates, although relatively large scratches are still present. The roughness of polymeric films, measured both by one-dimensional analysis, Rq1 as well as height distribution, Rq, are progressively reduced vs. ω from Rq1 ≈ 4.1 to ≈ 2.6 nm for 3500 and 4000 rpm, respectively (see Table 2). Such a reduction, but less pronounced, is also observed on Wq. Within experimental errors, λq remains, on average, constant at (0.74 ± 0.30) µm and independent of ω (see Table 2).
For understanding the morphological evolution of polymeric films vs. ω, one-dimensional parameters summarized in Table 2 are compared with those obtained on bare MP substrates (λq ≈ 0.72 µm, Wq ≈ 1.8 nm and Rq1 ≈ 8.5 nm). The wavelength λq, which is determined by surface scratches, is unaffected by the presence of films and invariant with ω. Since scratches are deeper, or at most comparable, to the film thickness hf (in average ≈ 11 nm, cp. to Section 3.2), their modulations are preserved even after the film deposition. results. The amplitude Wq also depends on scratches, but it is reduced with respect to the bare MP substrate for films deposited at ω = 4000 rpm. The roughness Rq1 is lower than the roughness of the bare MP substrate, also for increasing ω. Since Rq1 is governed by small height variations around the oscillating roughness profile (see Figure 2), its reduction means that such height modulations are progressively filled by the film for increasing rotational speed ω.
These experimental observations can be rationalized with a single parameter termed surface planarization P (in %) [41]. Mathematically, P is defined as:
where sh and d are the (average) peak-to-valley roughness, viz. Rz (ISO) [42], for the polymeric film and the bare MP substrate, respectively. If the film is conformal to substrate features, sh → d and P → 0 %. Vice versa, if the film is flat sh → 0 and P → 100 %. For bare MP substrates, d is (35 ± 6) nm and sh ranges from ≈ 18 to ≈ 9 nm for 3500 and 4000 rpm, respectively (see Table 2). Accordingly, P runs from ≈ 49 to ≈ 73 %. In the case of spin-coated films on CMP substrates, they are flat with a small d of (0.15 ± 0.05) Å. The same for sh that is ≈ 0.15 nm and ≈ 0.2 nm for 3000 and 3200 rpm, respectively (see Table 2). Substrates and films have comparable Rz (ISO), so films are flat (P = 100 %) as well as the CMP substrate.
Polymeric films on CMP substrates deposited by drop-casting are flat and featureless with an Rq of (0.25 ± 0.025) nm, even at large scale size (see Figure 4c and its inset). Similarly, self-standing polymeric films S-S have a surface roughness Rq of (0.20 ± 0.025) nm (see Figure 4c and its inset).
In view of the P values reported in Table 2, MP substrate planarization through the polymeric film is affected by both substrate corrugations and ω. Such nanometer corrugations are also expected to locally change the film thickness.
The fluid film formed on the substrate surface during the spin-coating deposition is pivotal for the planarization effect. The A(BC)2 solution is a non-Newtonian fluid due to the high volatility of CHCl3 and, also, it is a low viscosity fluid due to the low concentration of the solution (c = 1 mg·ml-1) and the low polymer mass fraction dissolved in CHCl3 (wt% = 0.067). Such a fluid easily fills completely scratches independently of ω [43]. Such filling is also facilitated by the average width of scratches (few hundreds of nm); indeed, the lowest critical width at which trench filling is impeded is about 5 cm (as calculated from the spin-coating theory in our experimental conditions [44]), several orders of magnitude larger than the average width of scratches. Accordingly, the liquid film spin-coated on the substrate fills the scratches completely and, after solvent evaporation, surface planarization is obtained although it will be not perfect due to the non-Netwonian behavior of the solution [44].
The (relatively) flat regions between scratches show a different behavior. The liquid film thickness hw is thinned for increasing ω similarly to flat substrate like CMP. The solid film thickness hf is reduced from 10 to 9 nm passing from ω = 3500 to 4000 rpm (cp. Section 2.3), a thickness comparable to small height variations determining Rq1 (≈ 8.5 nm). In these conditions, height variations are smoothed by the film [45,46] and Rq1 is reduced from ≈ 8.5 nm (bare substrate) to ≈ 4.1 nm or less (see Table 2). The liquid film spin-coated on the substrate is governed by capillary forces (Ω2 ≈ 10-7 [47]) and the solution moves towards roughness valleys (≈ 100 nm wide, as evaluated by Height–Height Correlation Function [48]) rather than on top of hills due to their high aspect ratio [49]. Since hf is larger for lower ω, the dried film on roughness hills, hf (H), will be thicker at 3500 to 4000 rpm while the roughness valleys, like scratches, will be filled completely by the solution and hf (V) will be independent to ω (see Figure 5a,b). Consequently, hf (H) obtained at ω1, hf (H)|ω1, is thicker than hf (H)|ω2 if ω1 < ω2 while hf (V)|ω1 = hf (V)|ω2 regardless ω. As reported by Table 2, Rq1|ω1 > Rq1|ω2 for ω1 < ω2, explaining why P|ω1 < P|ω2. These observations and results suggest that polymeric films on MP substrates have a final thickness hf comparable to the substrate roughness in agreement to X-ray results and the literature [50]. Other films on the CMP substrate (Figure 5c,d) and self-standing (S-S, Figure 5e) are featureless and do not need additional morphological descriptions.
3.4. Elastic modulus of polymeric films measured in air
The mechanical properties of polymeric films were measured by FVM [51,52]. Raw force-height curves composing the FVM were vertically aligned to the x-axis (baseline subtraction, y = 0) and horizontally shifted to the y-axis by setting the height value to x = 0 at F = 0, i.e. where the tip-sample interaction starts to be in repulsive regime (also termed “contact point”, the measured height is therefore rescaled). To perform quantitative measurements of mechanical properties, force-height curves have to be converted into force-tip-sample separation (TSS) curves [53] by subtracting the bending of the cantilever to the height (see Figure 6a). As reported by Cappella [28], the approach curve is used to measure indentation δ and elastic modulus E, while the retraction curve is used to measure the adhesion force Fadh and the work required to separate the tip from the sample, i.e. the work of adhesion Wadh (see Figure 6a).
To measure E of polymeric films the Hertz model was adopted wherein the tip is approximated to a sphere. This approximation is valid for a tip indentation δ smaller than the radius of curvature of the tip Ξ. In these experiments, Ξ = 10 nm is calculated by averaging the maximum nominal Ξ reported in datasheets (12, 12 and 8 nm for Bruker RTESP, LTESP and MikroMash NSC35, respectively), so δ < Ξ for all measurements (Table 3). The choice of the Hertz model is also validated by the adhesion force Fadh measured as the difference between the minimum force, Fmin, and the baseline, i.e. F = 0 (see Figure 6a) [54,55]. The calculation of E through the Hertz model is precise if the maximum applied force Fmax is much larger than Fadh [56,57,58]. In our films, Fadh runs from a minimum of ≈ 6 nN (CMP-DC sample) to a maximum of ≈ 19 nN (CMP-SC sample) with Fmax ≈ 120 nN and ≈ 260 nN, respectively (see Table 3). The ratio Fadh/Fmax is within the range [0.05, 0.07] hence E is measured correctly.
The inset of Figure 6b shows a small hysteresis between the approach and retraction curves, typical of an elastoplastic deformation of the films [28]. The indentation δ, measured as the difference between TSS values at Fmin and Fmax (see Figure 6a) [60], shows two slopes indicated by two dashed lines in Figure 6b. The portion of the approach curve from the Fmin plateau to the intersection T is the elastic deformation of the film, useful to measure E (first few nm, the red dashed line is the fitting curve obtained by using the Hertz model). Then, the film is plastically deformed by the tip for additional few nm, as indicated by the pink dashed line (guide to the eye) [61]. The last parameter adopted in the Hertz model fitting is the Poisson’ ratio of polymeric films ν that is fixed to 0.33 from the literature [62]. This choice is supported by experimental results on similar amorphous polymeric films (see SI of Ref. [62]) where the magnitude of E shows slight changes within a realistic ν interval, i.e. 0 < ν < 0.5 and, also, the trend of E vs. film thickness hf is preserved for all ν.
As shown in Figure 7, thicker films have comparable E (≈ 3 GPa, see Table 3), in agreement with the results obtained on similar bulk films (1-10 µm thick) [64]. Our polymeric films reach the bulk value for hf ≥ 200 nm, independently of c (S-S and CMP-DC were obtained from solutions with c = 4 and 1 mg·ml-1, respectively). For ultra-thin films, E increases to ≈ 12 GPa with a variance of ≈ 0.3 and ≈ 7 for CMP-SC and MP-SC, respectively. Due to the high variance, E for MP-SC samples spans from ≈ 7 to ≈ 20 GPa, suggesting that hf is locally not homogeneous by reason of the high local roughness Rq1 with respect to the flatness of CMP substrates.
The film thickness hf plays a key role in the E interpretation; E is accurate if the ratio δ/hf is ≤ 0.025 (film-affected zone) otherwise it is overestimated if δ/hf > 0.15 (substrate-dominated zone).
CMP-DC and S-S films are ≈ 200 nm and ≈ 400 µm thick, respectively. The tip indentation δ is ≈ 4 and ≈ 6 nm obtained by applying a maximum force Fmax of ≈ 120 nN and ≈ 240 nN, respectively (see Table 3). S-S samples are definitely in the film-affected zone because δ/hf ≈ 1.5·10-5. Similarly, CMP-DC samples have δ/hf ≈ 0.02, hence in both cases E measurements are accurate. In the case of ultra-thin films prepared by spin-coating on CMP and MP substrates, E was measured in flat regions between MP substrate scratches, which are morphologically similar to flat CMP substrates (but with higher roughness). CMP-SC films are flat with constant thickness hf ≈ 12 nm; δ is ≈ 2.6 nm by applying Fmax of ≈ 260 nN, so δ/hf ≈ 0.22 > 0.15 and E is overestimated (substrate-dominated zone). In MP-SC samples, ultra-thin films are thinner than those prepared on CMP substrates because they are deposited at higher rotational speed (ω = 3500 rpm compared to ω = 3200 rpm). The thickness hf is < 12 nm, δ is ≈ 1.6 nm for Fmax ≈ 120 nN and δ/hf > 0.13 (at minimum). This value of δ/hf is between film- and substrate-dominated zones (transition zone), but the measured E is comparable to CMP-SC samples therefore MP-SC samples are in substrate-dominated zone. Such overestimation of E on ultra-thin films is reported in the literature [64,65,66,67], and it is associated with the supporting substrate [65] and the polymer molecular weight [68]. In addition, it can also be explained by using an extreme case-study termed “contact-induced stiffening” [69], i.e. when the substrate is elastically deformed by the tip after a fully plastic deformation of the film [55].
The adhesion between the tip and the sample increases for increasing interaction time, i.e. for increasing indentation δ [70]. This phenomenon is due to the increase of the effective surface area of the tip interacting with the sample, resulting in an increase of the overall adhesion between the tip and the sample. During sample indentation (approach curve), the tip interacts with the sample by van der Waals forces and H-bond [71]. The sum of such interactions increase with increasing effective surface area therefore the adhesion force Fadh is expected to increase with an increase in the maximum applied force Fmax (see Table 3) [70]. Once indentation is complete, the tip is retracted from the surface (retraction curve) and the work to detach the tip from the sample (adhesion work, in J) is the work necessary to break van der Waals forces and H-bond (material dependent), and then to overcome capillary forces [72]. As shown in Table 3, Fadh and Wadh depend on film thickness with higher values for ultra-thin films possibly because their thickness is close to the critical one (≈ 10 nm) [73]. By comparing data in Table 3 with the literature, Fadh is comparable to the one obtained on PMMA films [74] suggesting that MMA branches might be exposed at the film surface.
3.5. Elastic modulus of polymeric films measured in liquid
When polymeric films are immersed in mQ water, a certain amount of water is soaked up into the film over time. As shown in Figure 8, E decreases exponentially for increasing immersion time ti with a time constant t0, defining the minimum soaked time after which the mechanical properties of wet samples saturate to ES [75]. As expected, t0 and ES depend on the thickness hf (see Table 4): i) ultra-thin films show a shorter minimum soaked time t0 ≈ 0.37 h (Figure 8a) with respect to thick and thin films that take more time to soak up water, t0 ≈ 2.65 h (Figure 8b); ii) wet samples reduce their elastic modulus by about 92 % and notably by 98 % for S-S samples. By comparing ultra-thin and thin films deposited on the same substrate, viz. CMP-SC and CMP-DC samples, ES for the former is about four time larger than the latter (see Table 4), and thus the E ratio observed in air is preserved in water (cp. to Table 3).
Films on CMP substrates were used to test how indentation δ changes for a fixed immersion time (ti ≈ 2 h). In air, CMP-SC films show a δ of ≈ 2.6 nm by applying a maximum force Fmax of ≈ 260 nN whereas, after ≈ 2 h of immersion, the same indentation (δ ≈ 2.8 nm) is obtained with one fifth of the force (Fmax ≈ 45 nN). On CMP-DC films, δ is doubled after ti ≈ 2 h, increasing from ≈ 5.8 nm (in air) to ≈ 10.6 nm (in water) by applying half of the force (240 vs 110 nN). Such mechanical behavior is caused by the films swelling [76]. On featureless surfaces like CMP-SC and CMP-DC samples, swelling is observable only by X-ray or ellipsometry measurements [76,77] whereas a surface rich of morphological features is necessary for AFM measurements [78]. This is the case of MP-SC samples that are characterized in flat regions between deep scratches (cp. Section 3.3) where swelling depends on the substrate morphology: it is large in flat regions and small within scratches due to the confinement effect of scratch walls [79,80]. Such local film expansions produce an increase of the surface roughness Rq for all immersion times [80,81]. The roughness grows and saturates following an exponential saturating curve characterized by a time constant tR = (0.44 ± 0.16) (Figure 9, blue dashed line). Thanks to in situ FVMs, the same topographic profile crossing a deep scratch (> 20 nm, taken as reference) was collected in two consecutive FVM at ti ≈ 1.03 and 1.1 h, i.e. where Rq starts to saturate. As shown in the inset of Figure 9, film swelling in the flat region is clearly visible. In situ FVMs performed in liquid confirm also that the film is water-insoluble (see sequence of images in Figure 9) [7]. As expected in liquid [72], Fadh and Wadh are largely reduced and constant for all samples within experimental errors (see Table 4), confirming that capillary forces give the main contribution to the tip-sample adhesion.
In view of these results, the morphological interpretation reported in the introduction and envisaged in Ref. [6] appears to be correct. Swelling of the star copolymer network causes a stretching of the A, B and C components. Depending on the cross-link density, the network architecture, and the polymer–solvent interaction, the swelling equilibrium is reached at different amounts of solvent uptake [80], making film softer at the surface or in the first 10 nm at most. Notably, the minimum soaked time t0 for thick films (2.65 h) includes the 1.5 h for having high effectiveness of antimicrobial activity due to charges [7] and the stress time of bacteria membranes [12]. Lastly, the large reduction of E for S-S samples might promotes a conformal contact between bacteria and film, thus enhancing all chemical/physical phenomena related to antimicrobial activity.
4. Conclusions
Star copolymer films with antimicrobial activity were produced by spin-coating, drop-casting and casting deposition techniques obtaining ultra-thin, thin and thick films, respectively. Thin and thick films are morphologically flat, while ultra-thin films have a morphology dependent on the substrate. In the case of a rough substrate, polymer films smoothed the substrate surface except for (relatively) deep scratches. Mechanical properties of such films were investigated by FVMs in both air and liquid. In air, ultra-thin films are in the substrate-dominated zone and thus the elastic modulus E is overestimated, while E reaches its bulk value for thin and thick films, specifically for thicknesses > 200 nm. Surface adhesion is correlated to the film thickness showing larger adhesion in ultra-thin films with respect to thin and thick films. In liquid (water), E follows an exponential decay for all films with a minimum soaked time t0 of 0.37 and 2.65 h for ultra-thin and thin and thick films, respectively. After this time, E saturates to a value that is reduced by about 92 % or more for all films. Such films softening is caused by swelling. These results are consistent with the morphological picture envisaged in Ref. [6] and, moreover, seems suggest a role of mechanical properties in the antimicrobial activity. Since t0 are short with respect to the timescale of standard FVMs, Fast Force Mapping Mode [82] is indispensable for investigating the first two hours of the swelling process that are crucial for understanding changes in mechanical properties.
Supplementary Materials
The following supporting information can be downloaded at the website of this paper posted on Preprints.org, Figure S1: Viscosity η0 of the A(BC)2 solution vs. the mass fraction x of A(BC)2 dissolved in the solution.; Figure S2: Intersections of adjacent peaks and valleys (purple horizontal lines) for a typical MP topographic profile.
Author Contributions
Conceptualization, C.A., L.I. and F.B.; methodology, C.A.; validation, C.A.; formal analysis, C.A.; investigation, C.A. G.V. and F.L.; resources, L.I., G.V. and F.B; data curation, C.A. and F.L.; writing—original draft preparation, C.A. and F.L.; writing—review and editing, C.A., L.I., G.V. and F.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Not applicable.
Acknowledgments
C.A. wish to thank Maria Letizia Focarete, Francesco Valle and Marco Brucale for useful suggestions and discussions and John B. Stephen for proofreading the manuscript. Data were analysed by the GNU General Public Licensed Software QtiPlot and figures are prepared by the GNU General Public Licensed Software Veusz.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gorrasi, G.; Stanzione, M.; Izzo, L. Synthesis and Characterization of Novel Star-like PEO-PMMA Based Copolymers. React. Funct. Polym. 2011, 71, 23–29. [Google Scholar] [CrossRef]
- Choi, Y.K.; Bae, Y.H.; Kim, S.W. Star-Shaped Poly(Ether-Ester) Block Copolymers: Synthesis, Characterization, and Their Physical Properties. Macromolecules 1998, 31, 8766–8774. [Google Scholar] [CrossRef]
- Izzo, L.; Pappalardo, D. “tree-Shaped” Copolymers Based on Poly(Ethylene Glycol) and Atactic or Isotactic Polylactides: Synthesis and Characterization. Macromol. Chem. Phys. 2010, 211, 2171–2178. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, M.; Li, H.; Li, H. The Degree of Crystallinity Exhibiting a Spatial Distribution in Polymer Films. Eur. Polym. J. 2018, 107, 303–307. [Google Scholar] [CrossRef]
- Wu, W.; Wang, W.; Li, J. Star Polymers: Advances in Biomedical Applications. Prog. Polym. Sci. 2015, 46, 55–85. [Google Scholar] [CrossRef]
- Vigliotta, G.; Mella, M.; Rega, D.; Izzo, L. Modulating Antimicrobial Activity by Synthesis: Dendritic Copolymers Based on Nonquaternized 2-(Dimethylamino)Ethyl Methacrylate by Cu-Mediated ATRP. Biomacromolecules 2012, 13, 833–841. [Google Scholar] [CrossRef]
- Matrella, S.; Vitiello, C.; Mella, M.; Vigliotta, G.; Izzo, L. The Role of Charge Density and Hydrophobicity on the Biocidal Properties of Self-Protonable Polymeric Materials. Macromol. Biosci. 2015, 15, 927–940. [Google Scholar] [CrossRef] [PubMed]
- Francolini, I.; Ruggeri, V.; Martinelli, A.; D’Ilario, L.; Piozzi, A. Novel Metal-Polyurethane Complexes with Enhanced Antimicrobial Activity. Macromol. Rapid Commun. 2006, 27, 233–237. [Google Scholar] [CrossRef]
- Sun, Y.; Sun, G. Novel Refreshable N-Halamine Polymeric Biocides: Grafting Hydantoin-Containing Monomers onto High Performance Fibers by a Continuous Process. J. Appl. Polym. Sci. 2003, 88, 1032–1039. [Google Scholar] [CrossRef]
- Mella, M.; Mollica, L.; Izzo, L. Influence of Charged Intramolecular Hydrogen Bonds in Weak Polyelectrolytes: A Monte Carlo Study of Flexible and Extendible Polymeric Chains in Solution and near Charged Spheres. J. Polym. Sci. Part B Polym. Phys. 2015, 53, 650–663. [Google Scholar] [CrossRef]
- Mella, M.; Izzo, L. Structural Properties of Hydrophilic Polymeric Chains Bearing Covalently-Linked Hydrophobic Substituents: Exploring the Effects of Chain Length, Fractional Loading and Hydrophobic Interaction Strength with Coarse Grained Potentials and Monte Carlo Simulations. Polymer (Guildf). 2010, 51, 3582–3589. [Google Scholar] [CrossRef]
- Izzo, L.; Matrella, S.; Mella, M.; Benvenuto, G.; Vigliotta, G. Escherichia Coli as a Model for the Description of the Antimicrobial Mechanism of a Cationic Polymer Surface: Cellular Target and Bacterial Contrast Response. ACS Appl. Mater. Interfaces 2019, 11, 15332–15343. [Google Scholar] [CrossRef] [PubMed]
- Stanford Nanofabrication Facility Cleaving Wafers and Substrates Available online: https://www.youtube.com/watch?v=IRoIXjxIcBQ.
- Xia, J.; Yu, J.; Lu, S.; Huang, Q.; Xie, C.; Wang, Z. Surface Morphology Evolution during Chemical Mechanical Polishing Based on Microscale Material Removal Modeling for Monocrystalline Silicon. Materials (Basel). 2022, 15. [CrossRef] [PubMed]
- Tyona, M.D. A Comprehensive Study of Spin Coating as a Thin Film Deposition Technique and Spin Coating Equipment. Adv. Mater. Res. 2013, 2, 181–193. [Google Scholar] [CrossRef]
- Mella, M.; Tagliabue, A.; Vaghi, S.; Izzo, L. Evidences for Charged Hydrogen Bonds on Surfaces Bearing Weakly Basic Pendants: The Case of PMMA–Ran–PDMAEMA Polymeric Films. Colloids Surfaces A Physicochem. Eng. Asp. 2021, 620, 126525. [Google Scholar] [CrossRef]
- Extrand, C.W. Spin Coating of Very Thin Polymer Films. Polym. Eng. Sci. 1994, 34, 390–394. [Google Scholar] [CrossRef]
- Meyerhofer, D. Characteristics of Resist Films Produced by Spinning. J. Appl. Phys. 1978, 49, 3993–3997. [Google Scholar] [CrossRef]
- Koryta, J. Diffusion. Mass Transfer in Fluid Systems; Cambridge university press, 1985; Vol. 194; ISBN 0521871212.
- Bornside, D.E.; Macosko, C.W.; Scriven, L.E. Spin Coating of a PMMA/Chlorobenzene Solution. J. Electrochem. Soc. 1991, 138, 317–320. [Google Scholar] [CrossRef]
- Hall, D.B.; Underhill, P.; Torkelson, J.M. Spin Coating of Thin and Ultrathin Polymer Films. Polym. Eng. Sci. 1998, 38, 2039–2045. [Google Scholar] [CrossRef]
- Bank, D.D. Vapor Pressure of Chloroform Available online: http://www.ddbst.com/en/EED/PCP/VAP_C47.php.
- Chang, C.C.; Pai, C.L.; Chen, W.C.; Jenekhe, S.A. Spin Coating of Conjugated Polymers for Electronic and Optoelectronic Applications. Thin Solid Films 2005, 479, 254–260. [Google Scholar] [CrossRef]
- Cavallini, M.; Albonetti, C.; Biscarini, F. Nanopatterning Soluble Multifunctional Materials by Unconventional Wet Lithography. Adv. Mater. 2009, 21, 1043–1053. [Google Scholar] [CrossRef]
- Sader, J.E.; Chon, J.W.M.; Mulvaney, P. Calibration of Rectangular Atomic Force Microscope Cantilevers. Rev. Sci. Instrum. 1999, 70, 3967–3969. [Google Scholar] [CrossRef]
- Smolyakov, G.; Formosa-Dague, C.; Severac, C.; Duval, R.E.; Dague, E. High Speed Indentation Measures by FV, QI and QNM Introduce a New Understanding of Bionanomechanical Experiments. Micron 2016, 85, 8–14. [Google Scholar] [CrossRef] [PubMed]
- Garcia, R. Nanomechanical Mapping of Soft Materials with the Atomic Force Microscope: Methods, Theory and Applications. Chem. Soc. Rev. 2020, 49, 5850–5884. [Google Scholar] [CrossRef] [PubMed]
- Cappella, B.; Dietler, G. Force-Distance Curves by Atomic Force Microscopy. Surf. Sci. Rep. 1999, 34, 1–104. [Google Scholar] [CrossRef]
- Chiodini, S.; D’Avino, G.; Muccioli, L.; Bartolini, L.; Gentili, D.; Toffanin, S.; Albonetti, C. Self-Organization of Complete Organic Monolayers via Sequential Post-Deposition Annealing. Prog. Org. Coatings 2020, 138, 105408. [Google Scholar] [CrossRef]
- D’Costa, N.P.; Hoh, J.H. Calibration of Optical Lever Sensitivity for Atomic Force Microscopy. Rev. Sci. Instrum. 1995, 66, 5096–5097. [Google Scholar] [CrossRef]
- Bruker Corporation JPK Bio-Compatible Glue Available online: https://www.bruker.com/en/products-and-solutions/microscopes/bioafm/bioafm-accessories/jpk-bio-compatible-glue.html.
- Nečas, D.; Klapetek, P. Gwyddion: An Open-Source Software for SPM Data Analysis. Cent. Eur. J. Phys. 2012, 10, 181–188. [Google Scholar] [CrossRef]
- Gualtieri, E.; Pugno, N.; Rota, A.; Spagni, A.; Lepore, E.; Valeri, S. Role of Roughness Parameters on the Tribology of Randomly Nano-Textured Silicon Surface. J. Nanosci. Nanotechnol. 2011, 11, 9244–9250. [Google Scholar] [CrossRef]
- Technologies, P. Abrasive Grinding Paper; 2011.
- Gadelmawla, E.S.; Koura, M.M.; Maksoud, T.M.A.; Elewa, I.M.; Soliman, H.H. Roughness Parameters. J. Mater. Process. Technol. 2002, 123, 133–145. [Google Scholar] [CrossRef]
- Dagnall, H. Exploring Surface Texture; Rank Taylor Hobson, 1986; ISBN 090192007X.
- De, R.R.L.; Albuquerque, D.A.C.; Cruz, T.G.S.; Yamaji, F.M.; Leite, F.L. Measurement of the Nanoscale Roughness by Atomic Force Microscopy: Basic Principles and Applications. In Atomic Force Microscopy - Imaging, Measuring and Manipulating Surfaces at the Atomic Scale; Bellitto, V., Ed.; IntechOpen: Rijeka, 2012; p. Ch. 7. [Google Scholar]
- Simpson, G.J.; Sedin, D.L.; Rowlen, K.L. Surface Roughness by Contact versus Tapping Mode Atomic Force Microscopy. Langmuir 1999, 15, 1429–1434. [Google Scholar] [CrossRef]
- Wu, W.; Wallace, W.E. Characterization of Planarity of Polymer Thin Films on Rough Surfaces. Scatt. Surf. Rough. II 1998, 3426, 222–228. [Google Scholar] [CrossRef]
- Garoff, S.; Sirota, E.B.; Sinha, S.K.; Stanley, H.B. The Effects of Substrate Roughness on Ultrathin Water Films. J. Chem. Phys. 1989, 90, 7505–7515. [Google Scholar] [CrossRef]
- Wu, P.; Chou, F. Complete Analytical Solutions of Film Planarization during Spin Coating. J. Electrochem. Soc. 1999, 146, 3819–3826. [Google Scholar] [CrossRef]
- Precision Devices, I. Surface Roughness Terminology and Parameters Available online: www.predev.com/pdffiles/surface_roughness_terminology_and_parameters.pdf.
- Wei, J.; Verhaar, T.M.; Sarro, P.M. Pattern Transfer on a Vertical Cavity Sidewall Using SU8. J. Micromechanics Microengineering 2009, 19, 74018. [Google Scholar] [CrossRef]
- Stillwagon, L.E.; Larson, R.G.; Taylor, G.N. Planarization of Substrate Topography by Spin Coating. J. Electrochem. Soc. 1987, 134, 2030–2037. [Google Scholar] [CrossRef]
- Park, S.; Tsarkova, L.A. Surface Roughness-Mediated Ordering in Block Copolymer Films toward Spatially Controlled Patterns. Macromolecules 2017, 50, 6840–6848. [Google Scholar] [CrossRef]
- Zheng, W.; Yu, X.; Jin, Y. Considering Surface Roughness Effects in a Triangular Pore Space Model for Unsaturated Hydraulic Conductivity. Vadose Zo. J. 2015, 14, 1–13. [Google Scholar] [CrossRef]
- C. Grant Willson Spincoating. Available online: https://willson.cm.utexas.edu/Research/Sub_Files/Planarization/simulation.php (accessed on 4 September 2023).
- Valle, F.; Brucale, M.; Chiodini, S.; Bystrenova, E.; Albonetti, C. Nanoscale Morphological Analysis of Soft Matter Aggregates with Fractal Dimension Ranging from 1 to 3. Micron 2017, 100, 60–72. [Google Scholar] [CrossRef] [PubMed]
- Henry, C.; Minier, J.P.; Lefèvre, G. Numerical Study on the Adhesion and Reentrainment of Nondeformable Particles on Surfaces: The Role of Surface Roughness and Electrostatic Forces. Langmuir 2012, 28, 438–452. [Google Scholar] [CrossRef] [PubMed]
- Yu, Z.; Hwu, J.; Liu, Y.; Gauzner, G.; Lee, K.; Kuo, D. Study of Spin-Coated Resist Coverage on Nanoscale Topography Using Spectroscopic Ellipsometry. J. Appl. Phys. 2011, 110, 14303. [Google Scholar] [CrossRef]
- Hoffman, D. Measuring the Elastic Modulus of Polymers Using the Atomic Force Microscope. 2010, 43.
- Olubowale, O.H.; Biswas, S.; Azom, G.; Prather, B.L.; Owoso, S.D.; Rinee, K.C.; Marroquin, K.; Gates, K.A.; Chambers, M.B.; Xu, A.; et al. “may the Force Be with You!” Force-Volume Mapping with Atomic Force Microscopy. ACS Omega 2021, 6, 25860–25875. [Google Scholar] [CrossRef] [PubMed]
- Franz, C.M.; Taubenberger, A.; Puech, P.H.; Muller, D.J. Studying Integrin-Mediated Cell Adhesion at the Single-Molecule Level Using AFM Force Spectroscopy. Sci. STKE 2007, 2007, pl5–pl5. [Google Scholar] [CrossRef] [PubMed]
- Lin, Z.; Yu, Z.; Wei, Y. Measurement of Nanoindentation Properties of Polymers Considering Adhesion Effects between AFM Sharp Indenter and Material. J. Adhes. Sci. Technol. 2020, 34, 1591–1608. [Google Scholar] [CrossRef]
- Zak, S.; Trost, C.O.W.; Kreiml, P.; Cordill, M.J. Accurate Measurement of Thin Film Mechanical Properties Using Nanoindentation. J. Mater. Res. 2022, 37, 1373–1389. [Google Scholar] [CrossRef]
- Dokukin, M.E.; Sokolov, I. On the Measurements of Rigidity Modulus of Soft Materials in Nanoindentation Experiments at Small Depth. Macromolecules 2012, 45, 4277–4288. [Google Scholar] [CrossRef]
- Tranchida, D.; Piccarolo, S.; Soliman, M. Nanoscale Mechanical Characterization of Polymers by AFM Nanoindentations: Criticalr Approach to the Elastic Characterization. Macromolecules 2006, 39, 4547–4556. [Google Scholar] [CrossRef]
- Griepentrog, M.; Krämer, G.; Cappella, B. Comparison of Nanoindentation and AFM Methods for the Determination of Mechanical Properties of Polymers. Polym. Test. 2013, 32, 455–460. [Google Scholar] [CrossRef]
- Bruker QITM Makes AFM Easy - Perfect for Non-Experts, Beginners and Occasional Users. Available online: https://www.jpk.com/products/atomic-force-microscopy/qi-mode/pid4448 (accessed on 18 September 2023).
- Butt, H.-J.; Cappella, B.; Kappl, M. Force Measurements with the Atomic Force Microscope: Technique, Interpretation and Applications. Surf. Sci. Rep. 2005, 59, 1–152. [Google Scholar] [CrossRef]
- Chang, Y.R.; Raghunathan, V.K.; Garland, S.P.; Morgan, J.T.; Russell, P.; Murphy, C.J. Automated AFM Force Curve Analysis for Determining Elastic Modulus of Biomaterials and Biological Samples. J. Mech. Behav. Biomed. Mater. 2014, 37, 209–218. [Google Scholar] [CrossRef]
- Stafford, C.M.; Vogt, B.D.; Harrison, C.; Julthongpiput, D.; Huang, R. Elastic Moduli of Ultrathin Amorphous Polymer Films. Macromolecules 2006, 39, 5095–5099. [Google Scholar] [CrossRef]
- Bassous, E. Fabrication of Novel Three-Dimensional Microstructures by the Anisotropic Etching of (100) and (110) Silicon. IEEE Trans. Electron Devices 1978, 25, 1178–1185. [Google Scholar] [CrossRef]
- Miyake, K.; Satomi, N.; Sasaki, S. Elastic Modulus of Polystyrene Film from near Surface to Bulk Measured by Nanoindentation Using Atomic Force Microscopy. Appl. Phys. Lett. 2006, 89, 31925. [Google Scholar] [CrossRef]
- Geng, K.; Yang, F.; Druffel, T.; Grulke, E.A. Nanoindentation Behavior of Ultrathin Polymeric Films. Polymer (Guildf). 2005, 46, 11768–11772. [Google Scholar] [CrossRef]
- Oommen, B.; Van Vliet, K.J. Effects of Nanoscale Thickness and Elastic Nonlinearity on Measured Mechanical Properties of Polymeric Films. Thin Solid Films 2006, 513, 235–242. [Google Scholar] [CrossRef]
- Dimitriadis, E.K.; Horkay, F.; Maresca, J.; Kachar, B.; Chadwick, R.S. Determination of Elastic Moduli of Thin Layers of Soft Material Using the Atomic Force Microscope. Biophys. J. 2002, 82, 2798–2810. [Google Scholar] [CrossRef] [PubMed]
- Torres, J.M.; Stafford, C.M.; Vogt, B.D. Impact of Molecular Mass on the Elastic Modulus of Thin Polystyrene Films. Polymer (Guildf). 2010, 51, 4211–4217. [Google Scholar] [CrossRef]
- Liu, H.; Liu, W.; Fujie, T.; Nakajima, K. Contact-Induced Stiffening in Ultrathin Amorphous Polystyrene Films. Polymer (Guildf). 2018, 153, 521–528. [Google Scholar] [CrossRef]
- Viville, P.; Deffieux, A.; Schappacher, M.; Leclère, P.; Brédas, J.L.; Lazzaroni, R. Influence of Tip Indentation Depth on the Adhesive Behavior of Viscoelastic Polydimethylsiloxane Networks Studied by Atomic Force Microscopy. Macromol. Symp. 2001, 167, 189–199. [Google Scholar] [CrossRef]
- Rezende, C.A.; Lee, L.T.; Galembeck, F. Surface Mechanical Properties of Thin Polymer Films Investigated by AFM in Pulsed Force Mode. Langmuir 2009, 25, 9938–9946. [Google Scholar] [CrossRef]
- Weisenhorn, A.L.; Hansma, P.K.; Albrecht, T.R.; Quate, C.F. Forces in Atomic Force Microscopy in Air and Water. Appl. Phys. Lett. 1989, 54, 2651–2653. [Google Scholar] [CrossRef]
- Tanaka, K.; Takahara, A.; Kajiyama, T. Film Thickness Dependence of the Surface Structure of Immiscible Polystyrene/Poly(Methyl Methacrylate) Blends. Macromolecules 1996, 29, 3232–3239. [Google Scholar] [CrossRef]
- Jiang, Y.; Turner, K.T. Measurement of the Strength and Range of Adhesion Using Atomic Force Microscopy. Extrem. Mech. Lett. 2016, 9, 119–126. [Google Scholar] [CrossRef]
- Chen, J.; Hu, H.; Li, S.; He, Y. Evolution of Mechanical Properties of Polypropylene Separator in Liquid Electrolytes for Lithium-Ion Batteries. J. Appl. Polym. Sci. 2018, 135, 46441. [Google Scholar] [CrossRef]
- Singh, A.; Mukherjee, M. Swelling Dynamics of Ultrathin Polymer Films. Macromolecules 2003, 36, 8728–8731. [Google Scholar] [CrossRef]
- Ogieglo, W.; Wormeester, H.; Eichhorn, K.J.; Wessling, M.; Benes, N.E. In Situ Ellipsometry Studies on Swelling of Thin Polymer Films: A Review. Prog. Polym. Sci. 2015, 42, 42–78. [Google Scholar] [CrossRef]
- Benaglia, S.; Drakopoulou, S.; Biscarini, F.; Garcia, R. In Operando Nanomechanical Mapping of PEDOT:PSS Thin Films in Electrolyte Solutions with Bimodal AFM. Nanoscale 2022, 14, 14146–14154. [Google Scholar] [CrossRef] [PubMed]
- Vasil’eva, V.I.; Kranina, N.A.; Malykhin, M.D.; Akberova, E.M.; Zhiltsova, A. V. The Surface Inhomogeneity of Ion-Exchange Membranes by SEM and AFM Data. J. Surf. Investig. 2013, 7, 144–153. [Google Scholar] [CrossRef]
- Metze, F.K.; Sant, S.; Meng, Z.; Klok, H.A.; Kaur, K. Swelling-Activated, Soft Mechanochemistry in Polymer Materials. Langmuir 2023, 39, 3546–3557. [Google Scholar] [CrossRef]
- Bonaccurso, E.; Graf, K. Nanostructuring Effect of Plasma and Solvent Treatment on Polystyrene. Langmuir 2004, 20, 11183–11190. [Google Scholar] [CrossRef]
- Murphy, J.G.; Raybin, J.G.; Ansay, G.E.; Sibener, S.J. Spatiotemporal Mapping of Hole Nucleation and Growth during Block Copolymer Terracing with High-Speed Atomic Force Microscopy. ACS Nano 2023, 17, 5644–5652. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Topographic AFM images 10 x 10 µm2 of mechanical (a, MP) and chemical mechanical (b, CMP) polished wafer surfaces. The maximum value of false color map ruler is reduced by two orders of magnitude from MP to CMP, stressing roughness differences.
Figure 1.
Topographic AFM images 10 x 10 µm2 of mechanical (a, MP) and chemical mechanical (b, CMP) polished wafer surfaces. The maximum value of false color map ruler is reduced by two orders of magnitude from MP to CMP, stressing roughness differences.
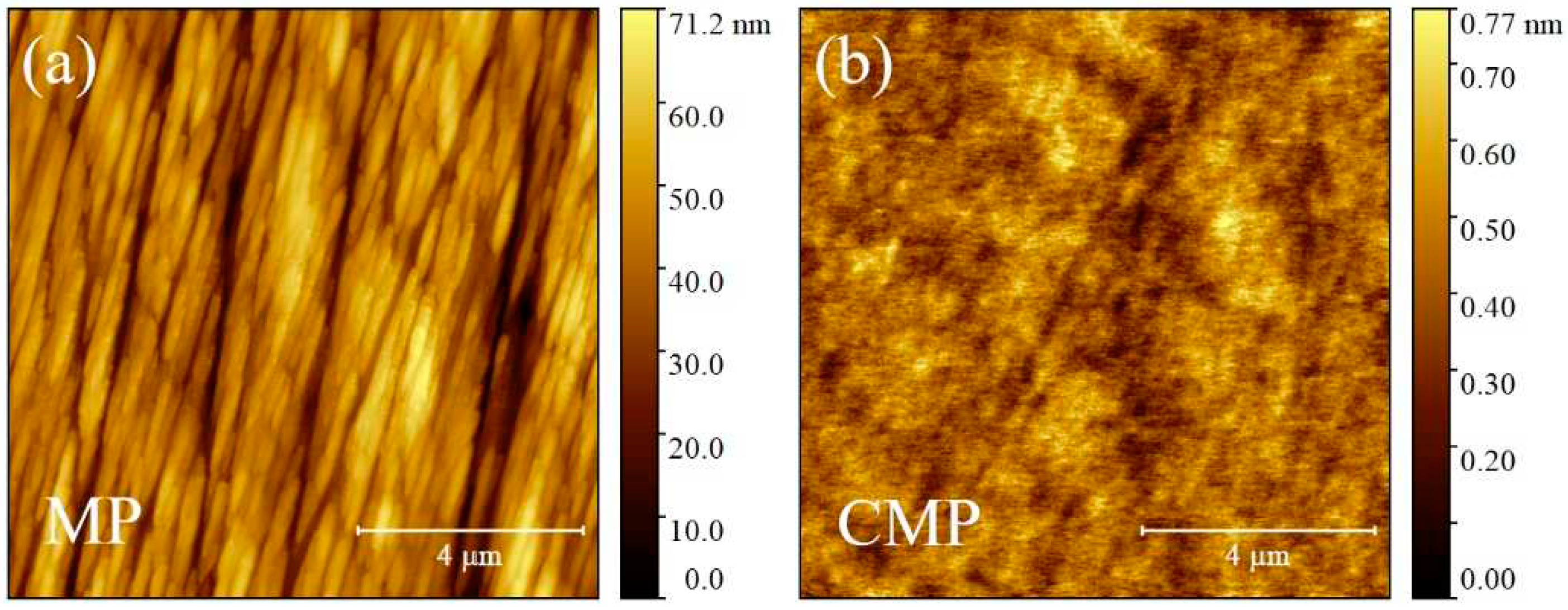
Figure 2.
Typical topographic profile in the z – x plane, z is the height variations and x is the direction orthogonal to polishing features, obtained by averaging 90 adjacent profiles from MP AFM images (continuous green line). One-dimensional analysis splits the profile into waviness (red fine dashed line) and roughness (blue dashed line) profiles that are characterized by an average amplitude Wa and wavelength λa and a root mean square roughness Rq, respectively.
Figure 2.
Typical topographic profile in the z – x plane, z is the height variations and x is the direction orthogonal to polishing features, obtained by averaging 90 adjacent profiles from MP AFM images (continuous green line). One-dimensional analysis splits the profile into waviness (red fine dashed line) and roughness (blue dashed line) profiles that are characterized by an average amplitude Wa and wavelength λa and a root mean square roughness Rq, respectively.
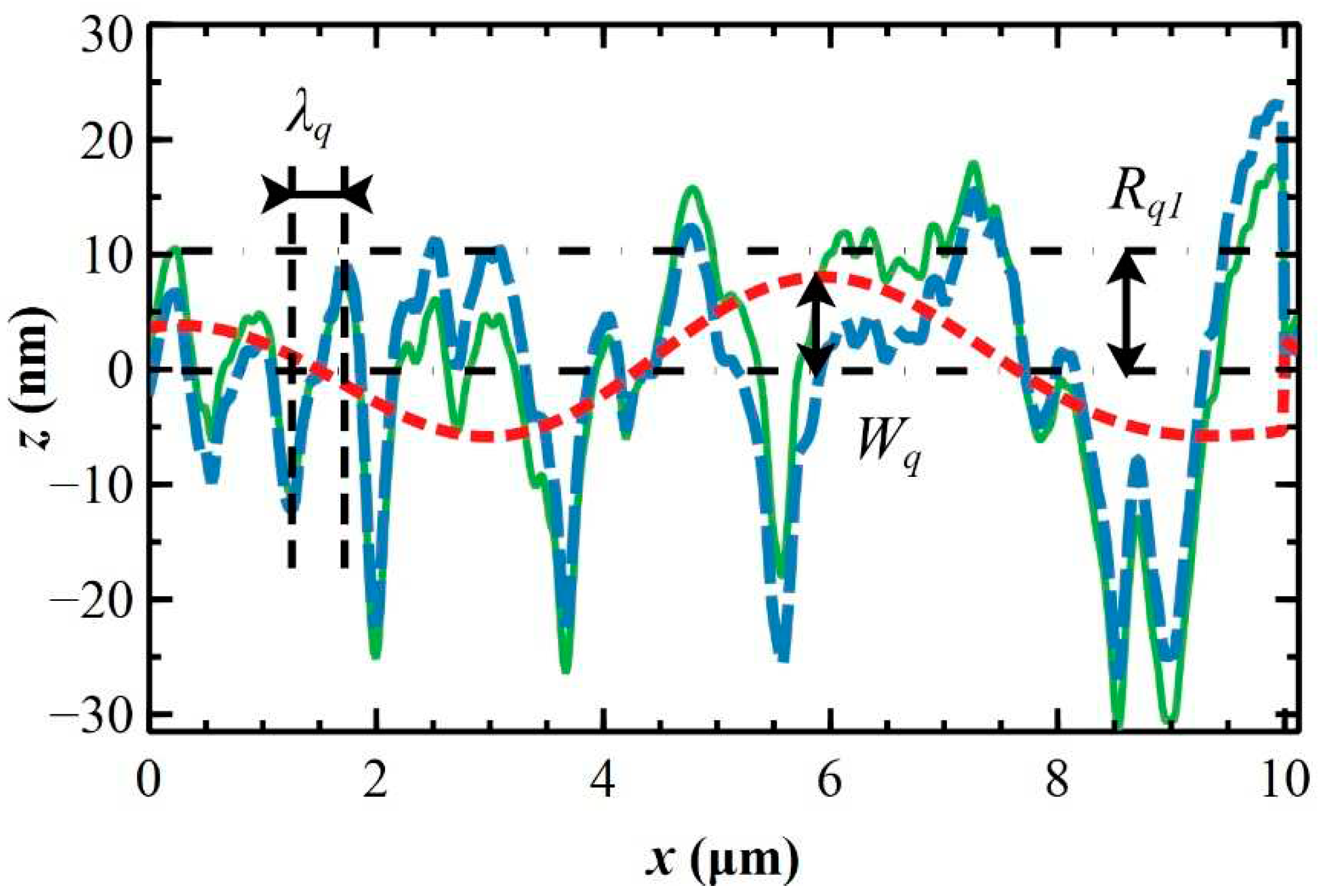
Figure 3.
XRR scans of ultra-thin polymeric films deposited on CMP and MP substrates at 3000, 3200 rpm and 3500, 3750, 4000 rpm, respectively.
Figure 3.
XRR scans of ultra-thin polymeric films deposited on CMP and MP substrates at 3000, 3200 rpm and 3500, 3750, 4000 rpm, respectively.
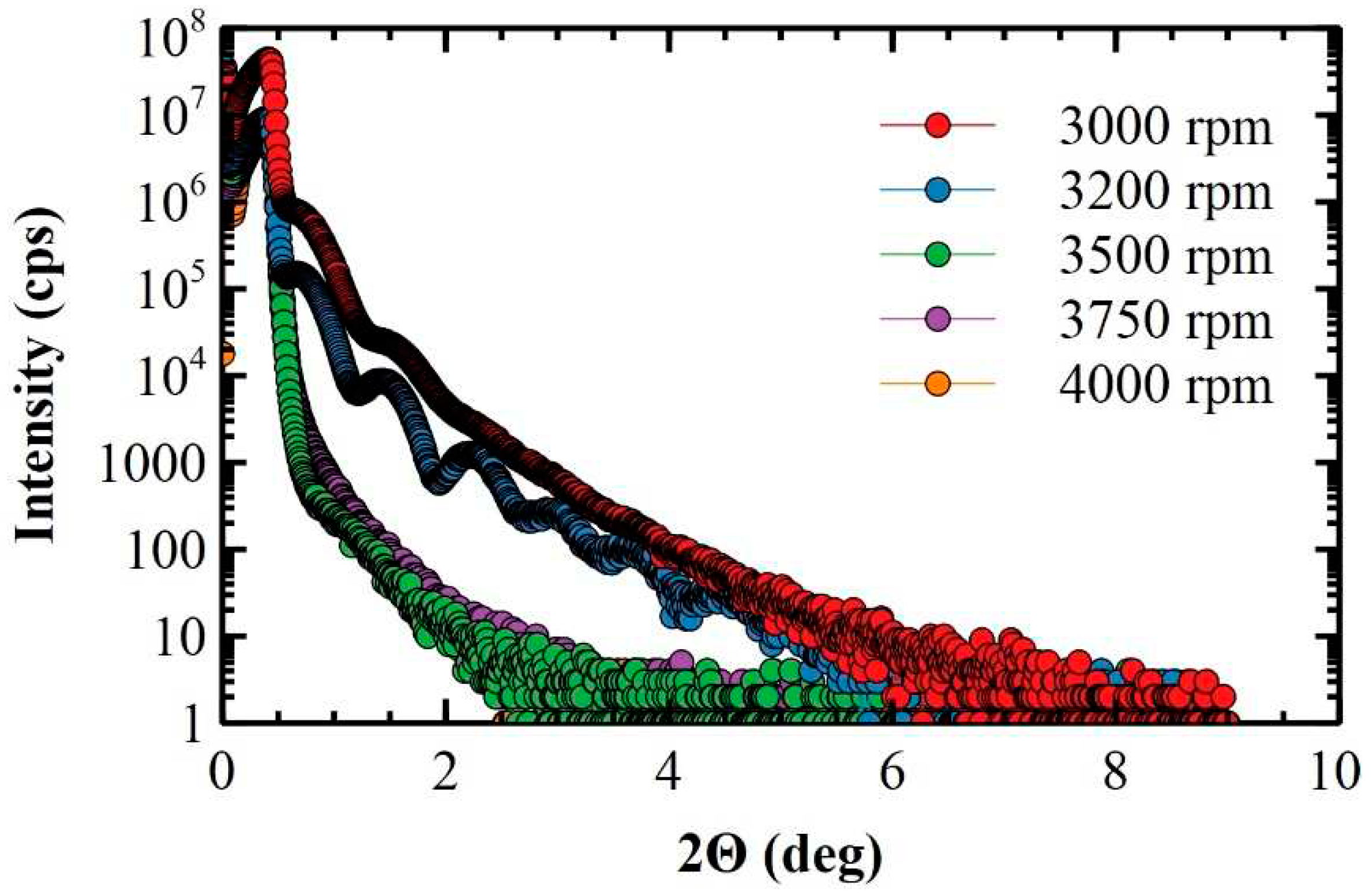
Figure 4.
Topographic AFM images of polymeric films deposited by: (i) spin-coating on CMP (a) and MP (b) substrates at 3200 and 4000 rpm, respectively; (ii) drop-casting on CMP substrates (c); and (iii) self-standing films, S-S, obtained by casting (d). All images are 1 x 1 µm2. Insets: Topographic images at larger scale (3.5 x 3.5 µm2) to show morphological features of films (a) or their flatness (b – d).
Figure 4.
Topographic AFM images of polymeric films deposited by: (i) spin-coating on CMP (a) and MP (b) substrates at 3200 and 4000 rpm, respectively; (ii) drop-casting on CMP substrates (c); and (iii) self-standing films, S-S, obtained by casting (d). All images are 1 x 1 µm2. Insets: Topographic images at larger scale (3.5 x 3.5 µm2) to show morphological features of films (a) or their flatness (b – d).
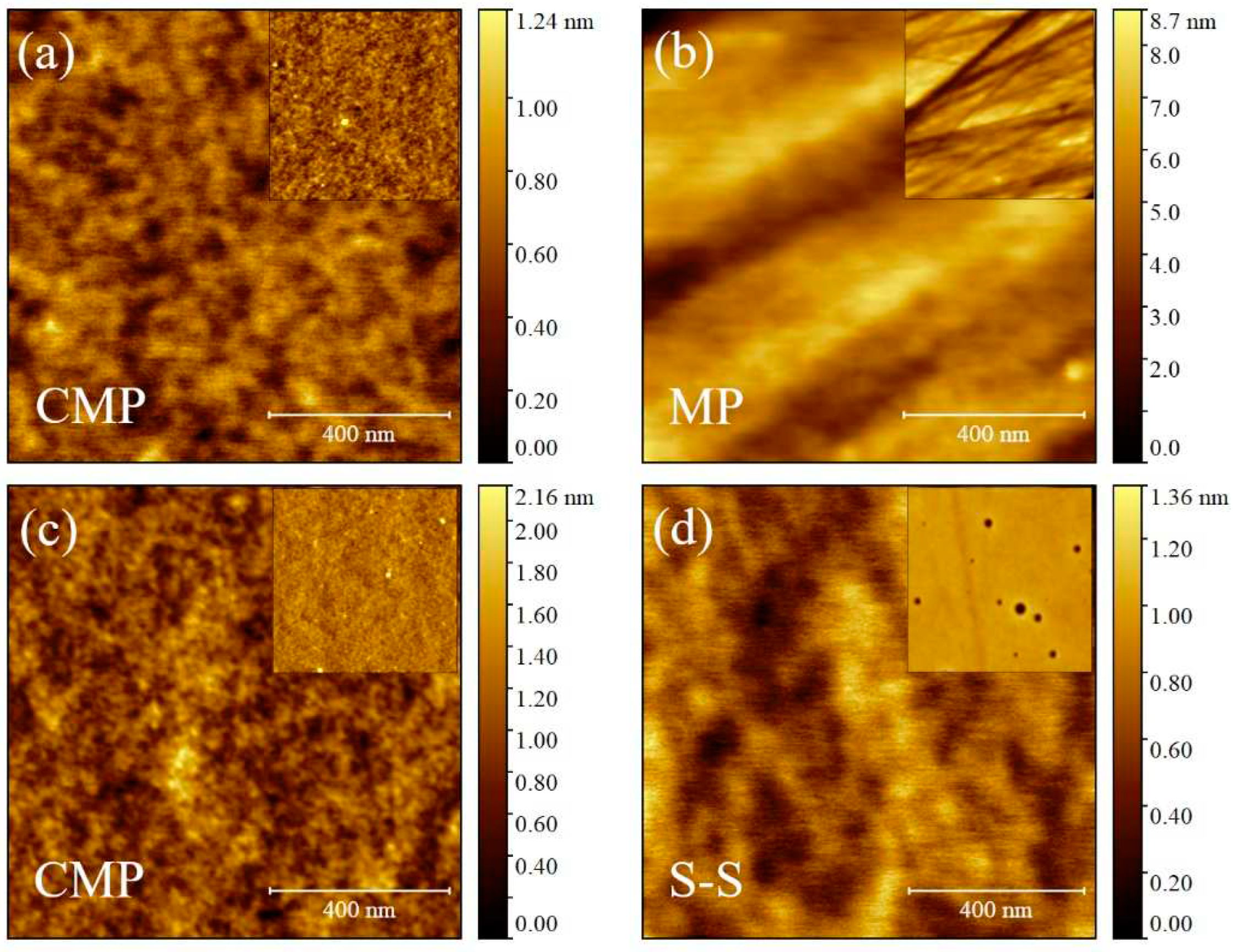
Figure 5.
Sketches of solid films (green regions) cross-sections obtained by: spin-coating on MP substrates (red regions) at ω = 3500 rpm (a) and 4000 rpm; (c) spin-coating on CMP substrates (c); (d) drop-casting on CMP substrates; and (e) casting on Teflon Petri dish (self-standing film – S-S –, cp. to Section 2.4). Polymeric films on MP substrates present several details on valleys, hf (V), and hills, hf (H), due to wetting that modulates locally the final film thickness hf. On flat regions, hf is thicker for low ω (a) and thinner for high ones (b), while in valleys it remains constant.
Figure 5.
Sketches of solid films (green regions) cross-sections obtained by: spin-coating on MP substrates (red regions) at ω = 3500 rpm (a) and 4000 rpm; (c) spin-coating on CMP substrates (c); (d) drop-casting on CMP substrates; and (e) casting on Teflon Petri dish (self-standing film – S-S –, cp. to Section 2.4). Polymeric films on MP substrates present several details on valleys, hf (V), and hills, hf (H), due to wetting that modulates locally the final film thickness hf. On flat regions, hf is thicker for low ω (a) and thinner for high ones (b), while in valleys it remains constant.
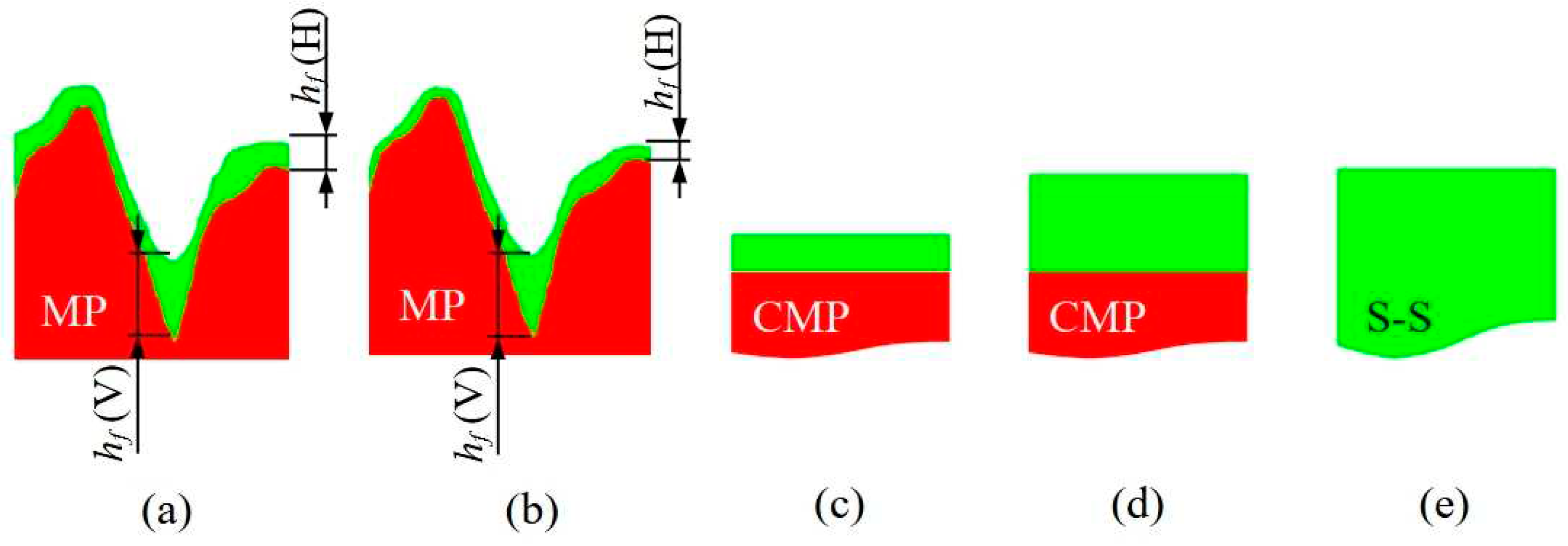
Figure 6.
(a) Typical force F vs. Tip Sample Separation (TSS) obtained on polymeric films with all measurable parameters: Fmax, Fadh, δ and Wadh; (b) Zoom of the approach curve in the tip-sample contact region. In the first few nm, from 5 to -2 nm, the sample is plastically deformed by the tip and Hertz model fits properly the curve (red dashed line). Then, the sample begins to be plastically deformed at point T, where the curve changes its slope (pink dashed line). Inset: Zoom of F vs. TSS curve near TSS = 0 for highlighting the small curve hysteresis symptomatic of an elastoplastic behavior of the film.
Figure 6.
(a) Typical force F vs. Tip Sample Separation (TSS) obtained on polymeric films with all measurable parameters: Fmax, Fadh, δ and Wadh; (b) Zoom of the approach curve in the tip-sample contact region. In the first few nm, from 5 to -2 nm, the sample is plastically deformed by the tip and Hertz model fits properly the curve (red dashed line). Then, the sample begins to be plastically deformed at point T, where the curve changes its slope (pink dashed line). Inset: Zoom of F vs. TSS curve near TSS = 0 for highlighting the small curve hysteresis symptomatic of an elastoplastic behavior of the film.
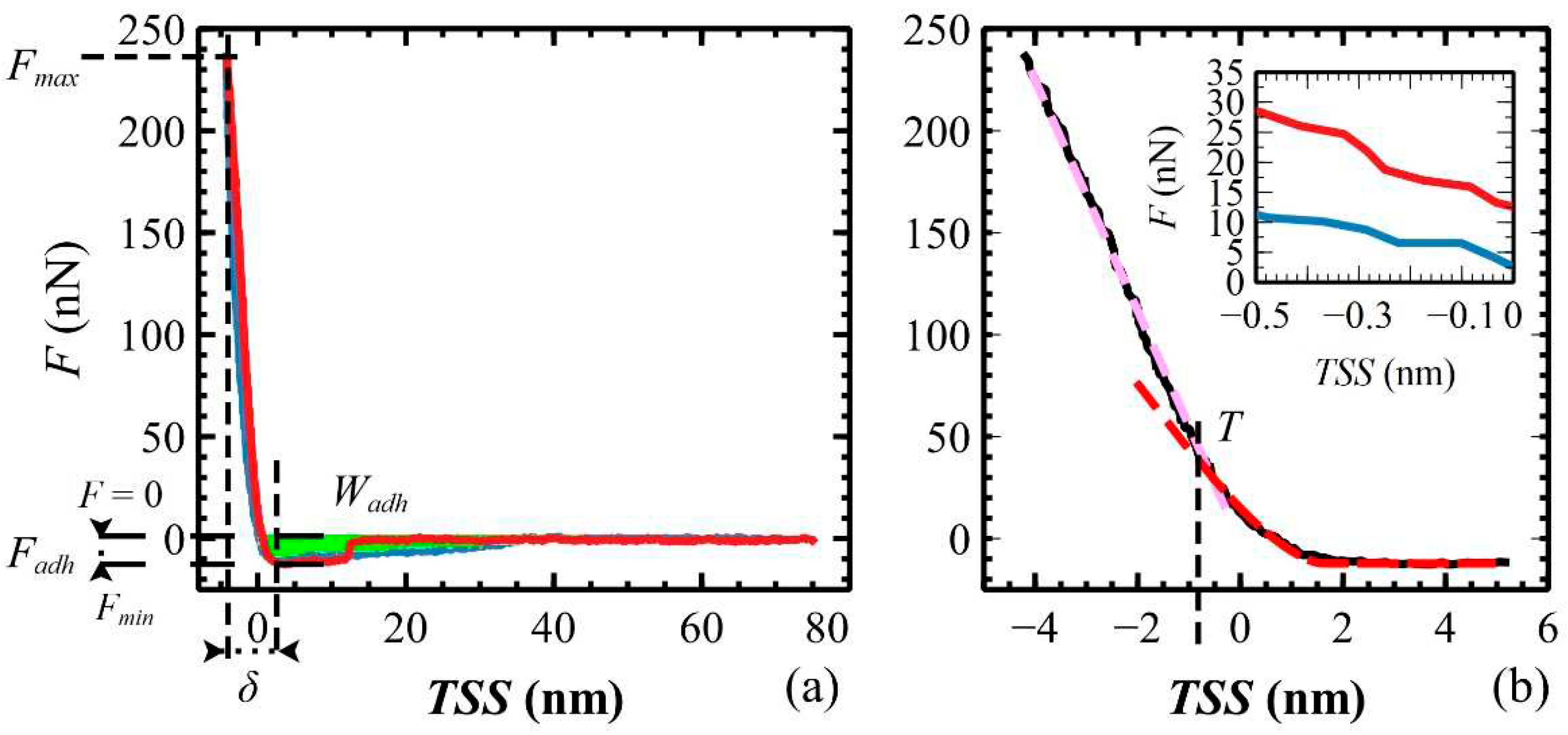
Figure 7.
Young moduli E of polymeric films deposited by casting, drop-casting (DC) and spin-coating (SC) on CMP and MP substrates, except for self-standing films (S-S). Such values are compared to E of SiOx [63].
Figure 7.
Young moduli E of polymeric films deposited by casting, drop-casting (DC) and spin-coating (SC) on CMP and MP substrates, except for self-standing films (S-S). Such values are compared to E of SiOx [63].
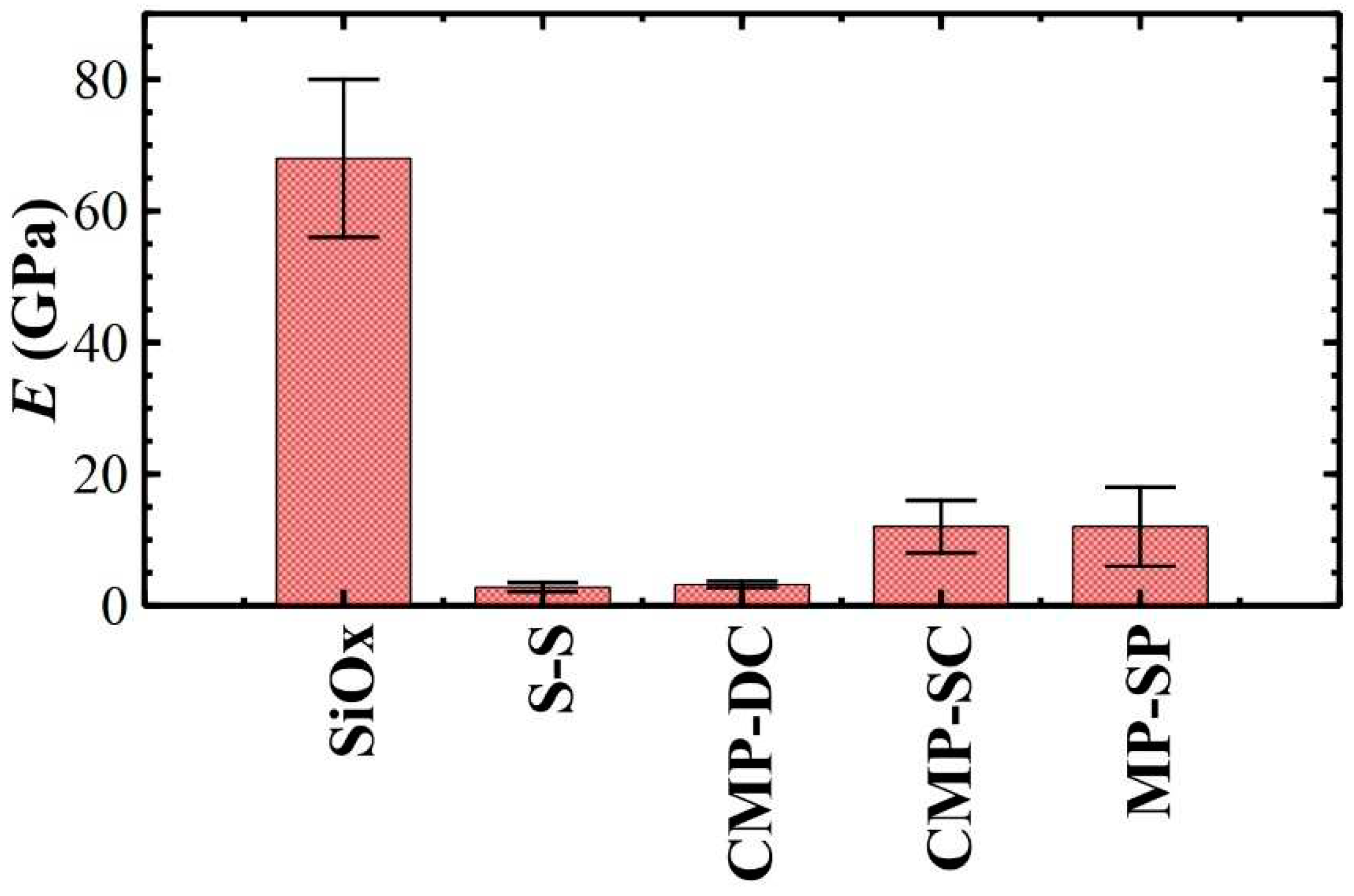
Figure 8.
Exponential decay (dashed lines) of E vs ti for thin (a) and thick (b) films. For convenience, ti measured in sexagesimal was converted in centesimal.
Figure 8.
Exponential decay (dashed lines) of E vs ti for thin (a) and thick (b) films. For convenience, ti measured in sexagesimal was converted in centesimal.
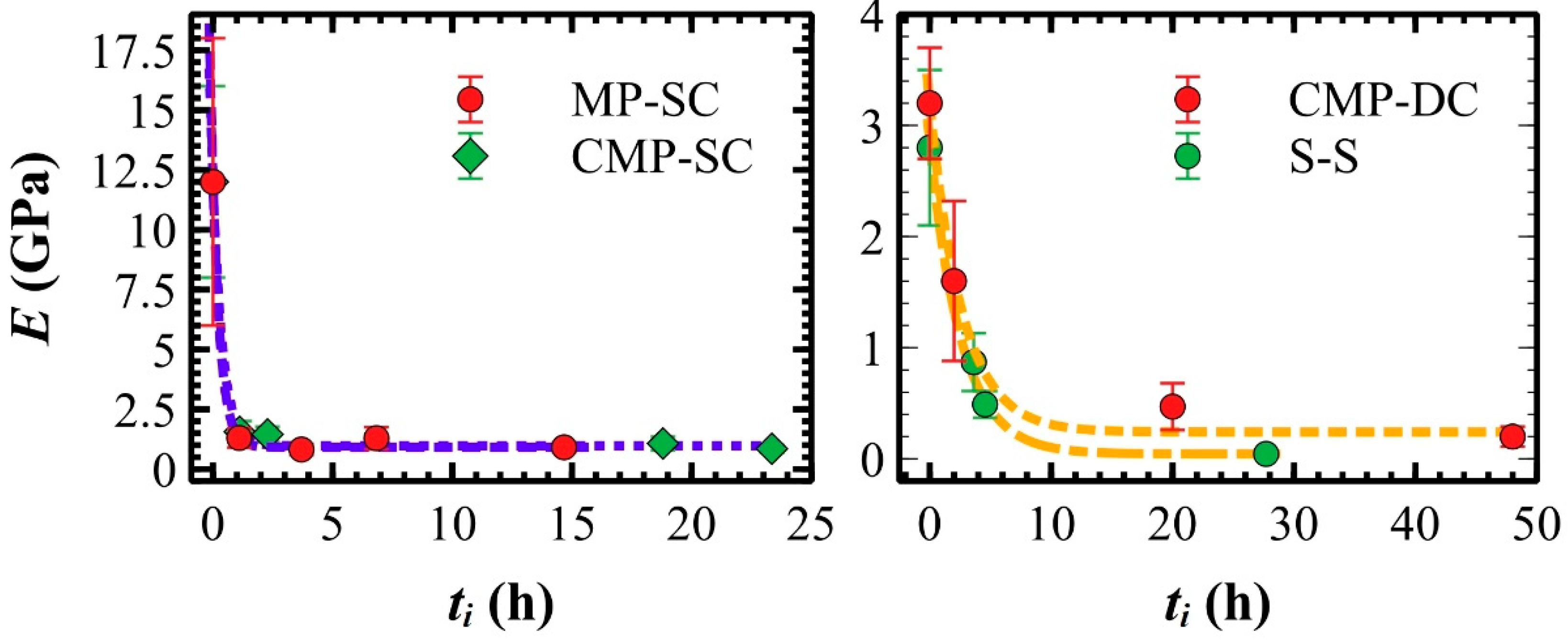
Figure 9.
Exponential growth of Rq vs ti. The Rq value at ti = 0 was measured in air on the same sample but not in situ. For convenience, ti measured in sexagesimal was converted in centesimal. Inset: Cross-sections across a flat region measured in the same position of the surface from two consecutive images (1.03 and 1.1 h). Below: Sequence of topographic images collected for increasing ti in the same position (in situ, except the first one at ti = 0).
Figure 9.
Exponential growth of Rq vs ti. The Rq value at ti = 0 was measured in air on the same sample but not in situ. For convenience, ti measured in sexagesimal was converted in centesimal. Inset: Cross-sections across a flat region measured in the same position of the surface from two consecutive images (1.03 and 1.1 h). Below: Sequence of topographic images collected for increasing ti in the same position (in situ, except the first one at ti = 0).
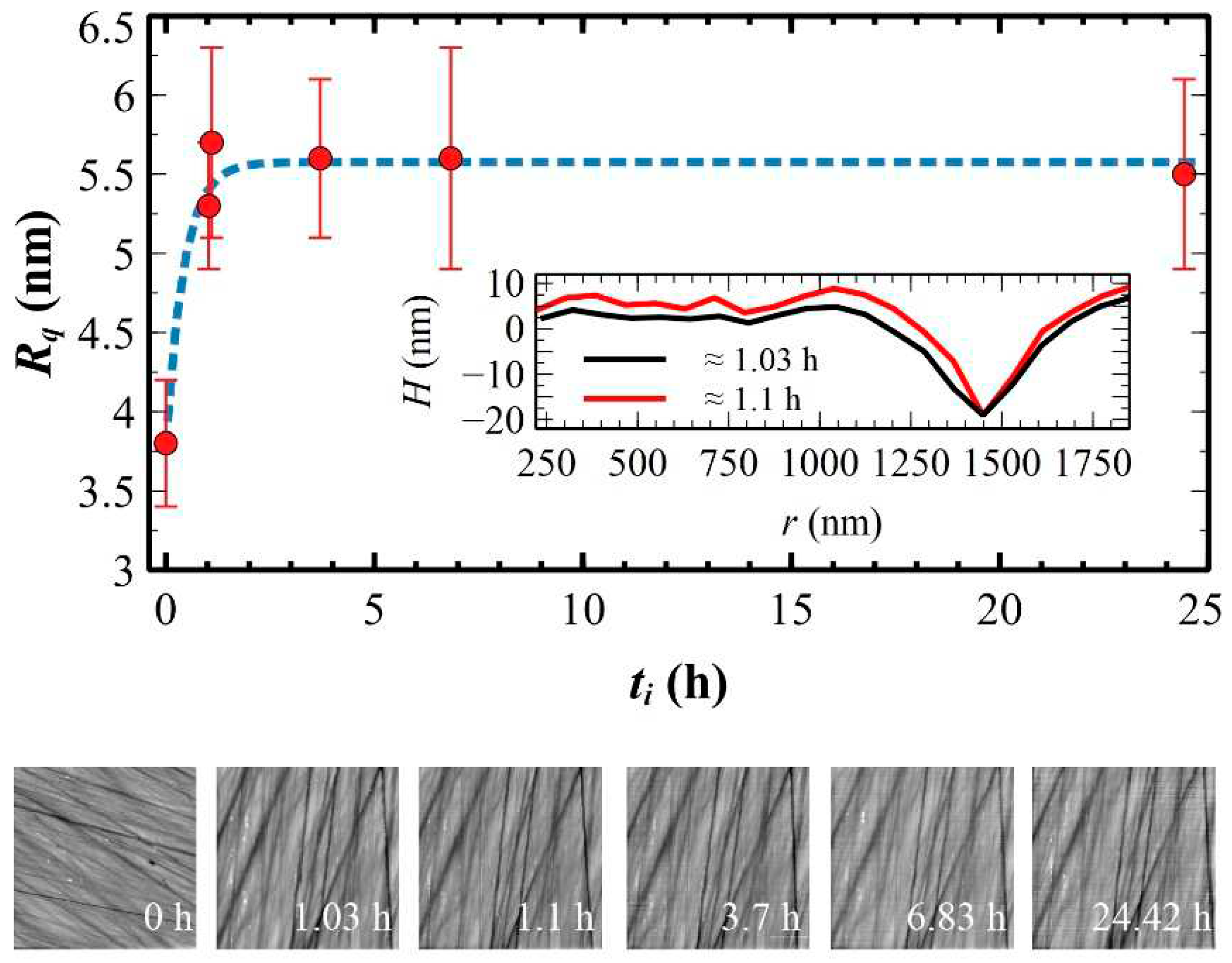

Table 1.
Physical parameters of the A(BC)2 solution useful to calculate k from Equation 8 of Ref. [20].
Table 1.
Physical parameters of the A(BC)2 solution useful to calculate k from Equation 8 of Ref. [20].
| A(BC)2 data |
|---|
|
T = 298.15 K R = 82.06 atm·cm3·mol-1·K-1 |
|
Dg = 0.106·10-6 cm2·s-1 a νg = 0.1553 cSt = 0.1553·10-2 cm2·s-1 b PCHCl3 = 26.271 kPa ≈ 0.26 atm c MCHCl3 = 119.38 g·mol-1 d ρ0 = 1.49 g·cm-3 e C = 0.5474 f |
a Dg is the binary diffusivity of the solvent in the overhead gas phase [21]; b νg is the kinematic viscosity of the overlying gas [21]; c PCHCl3 is the vapor pressure of pure chloroform (CHCl3) at temperature T [22]; d MCHCl3 is the molecular weight of chloroform; e ρ0 is the density of pure chloroform; f C depends on the Schmidt number of the overlying gas [20,21].
Table 2.
Surface roughness parameters obtained by one-dimensional analysis of polymeric films deposited on MP and CMP substrates.
Table 2.
Surface roughness parameters obtained by one-dimensional analysis of polymeric films deposited on MP and CMP substrates.
| ω (rpm) | Sub | Rq (nm) | Wa (nm) | λa (µm) | Rq1 (nm) | sh (nm) | P (%) |
|---|---|---|---|---|---|---|---|
| 3000 | CMP | 0.15 ± 0.025 | / | / | / | ≈ 0.14 | ≈ 100 |
| 3200 | CMP | 0.19 ± 0.125 | / | / | / | ≈ 0.19 | ≈ 100 |
| 3500 | MP | 6.4 ± 0.4 | 2.5 ± 1.9 | 0.60 ± 0.15 | 4.1 ± 0.8 | 18 ± 3 | 49 ± 17 |
| 3750 | MP | 4.5 ± 0.9 | 2.1 ± 0.7 | 0.98 ± 0.36 | 3.0 ± 1.3 | 13 ± 3 | 63 ± 25 |
| 4000 | MP | 4.0 ± 0.5 | 1.2 ± 0.2 | 0.65 ± 0.29 | 2.6 ± 0.4 | 9.3 ± 0.1 | 73 ± 13 |
Table 3.
Sample properties extracted from F-TSS curves analysis: tip indentation δ, maximum force exercises by the tip Fmax, adhesion force Fadh and work of separation Wsep [59].
Table 3.
Sample properties extracted from F-TSS curves analysis: tip indentation δ, maximum force exercises by the tip Fmax, adhesion force Fadh and work of separation Wsep [59].
| Sample | δ (nm) | Fmax (nN) | Fadh (nN) | Wsep (·10-17 J) | E (GPa) |
|---|---|---|---|---|---|
| MP-SC | 1.6 ± 0.3 | 121 ± 5 | 14 ± 1 | 6.8 ± 0.7 | 12 ± 6 |
| CMP-SC | 2.6 ± 0.5 | 257 ± 4 | 16.8 ± 1.6 | 8 ± 1 | 12 ± 4 |
| CMP-DC | 4.2 ± 0.3 | 120.4 ± 0.6 | 7.7 ± 0.1 | 3.6 ± 0.8 | 3.2 ± 0.5 |
| S-S | 5.8 ± 0.5 | 240 ± 1 | 8.2 ± 1.6 | 3.3 ± 0.6 | 2.8 ± 0.7 |
Table 4.
Mechanical properties of films immersed in water.
| Sample | t0 (h) | ES (GPa) | Fadh (nN) | Wadh (·10-17 J) |
|---|---|---|---|---|
| MP-SC | 0.33 ± 0.08 | 0.91 ± 0.09 | 0.7 ± 0.2 | 1.1 ± 0.3 |
| CMP-SC | 0.41 ± 0.13 | 0.97 ± 0.15 | 0.8 ± 0.2 | 1.3 ± 0.3 |
| CMP-DC | 2.7 ± 0.8 | 0.24 ± 0.1 | 1.3 ± 0.6 | 1.2 ± 0.5 |
| S-S | 2.6 ± 0.3 | 0.044 ± 0.005 | 0.7 ± 0.3 | 1.1 ± 0.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



