
Submitted:
13 December 2023
Posted:
14 December 2023
You are already at the latest version
Abstract
Printed Circuit Boards (PCBs) are essential to most electronic devices. Digitalization and upgradation of gadget generates lots of PCB-containing electronic waste. Conserving resources and protecting the environment requires recycling such e-waste. The present paper is focused on the recovery of metals from PCBs by physical pretreatment and hydrometallurgical processes. Initially, the waste PCBs were pre-treated to separate metallic and non-metallic fractions. The metallic concentrate was leached using nitric acid (strong oxidative agent) for dissolution of metals. The system was fully jacketed with scrubber and condenser so that no emission of toxic gases to the environment. The process parameters viz. effect of acid concentration, pulp density, temperature, time, etc. were optimized and the obtained data were scientifically validated. Kinetics leaching fitted well with the Shrinking core model, XB = kc.t for Cu, (1-(1-XB)1/2) for Ni and 1-3(1-XB)2/3 + 2(1-XB) for Pb. The optimized conditions derived from these studies will be useful for recovery of metals from waste PCBs, and tin left in the residue could be further treated for the purpose of safe disposal or the utilization in an environmentally friendly manner. The developed process provides environmental benefits and has potential to be commercialized after scale-up studies.
Keywords:
PCBs
; E-waste
; Recycling
; Leaching
1. Introduction
The production and utilization rate of electronic devices are increasing at a concerning pace due to decreased longevity of most electronic devices, which has subsequently led to the generation of electronic waste (e-waste) at a rapid rate. Development of the electronics sector and disposal of massive amount of electronic trash have a major impact on the environment. Such trash is growing 5-10% annually [1]. E-waste disposal raises a number of health concerns, due to emission of harmful and dangerous substances which also contaminates water, land, and the atmosphere. Many countries, especially developing ones, lack e-waste management rules. Open burning, dumping, and acid digestion are common methods of extraction in the informal sector of e-waste. These poor recycling methods produce large amounts of byproducts and toxins, which harms human health [2].
Electronic devices are heterogeneous collection of materials and the constant improvements in the features and aesthetics of electronic items cause a dynamic shift in the content. Most of the electronic equipment relies heavily on PCBs, which are typically highly complex. Therefore, majority of e-waste contains PCBs. However, they only account for about 3-6 % of total e-waste. Effective recycling can turn e-waste into a valuable metal resource. Electronics manufacturers employ precious metals in huge amounts due to their chemical stability, corrosion resistance, and electrical conductivity. These metals often act as contacts, electrodes, or connectors. Mining for these metals takes a lot of land, energy, and water, and also releases harmful gases like sulfur dioxide and carbon dioxide, and generates a lot of secondary solid and liquid pollutants. Primary resource production of these metals has a substantial environmental impact. Due to a significant increase in the number of electronic products manufactured, the demand for valuable metals used in electrical and electronic equipment has increased dramatically [3]. PCBs contain a number of valuable metals, often in much higher concentrations than are found in ores containing those metals [4,5]. PCBs typically comprise of PVC polymers, heavy metals, brominated flame retardants, soldering materials and valuable metals of interest. Hence, the waste PCBs turn out to be a lucrative option for metal extraction. Research shows that PCBs have distinct components and mainly consists of 20.13% copper (Cu), 3.59% aluminum (Al), 2.78% zinc (Zn), 2.10% lead (Pb), 3.27% tin (Sn), 7.1% iron (Fe), and 0.6% nickel (Ni) [6,7,8]. Thus, the utilization of waste PCBs for the extraction of metals can be essential component in the process of satisfying demand.
Addressing the dual challenge of environmental degradation and resource scarcity has driven the exploration of sustainable methods for recovering valuable metals from waste PCBs. Several routes have been reported in the literature to treat waste PCBs. These employ mechanical processing, pyro-metallurgy, bio-leaching, and hydrometallurgical processes [9,10,11,12]. The pyro-metallurgical techniques have detrimental effect on the environment due to emission of hazardous gases during the high temperature operations. Additionally, it demands substantial amount of energy [13]. The majority of research on bio-leaching has been limited to laboratory settings, and scaling it up for a commercial operation is difficult due to its slow reaction kinetics process [14]. On the other hand, the hydrometallurgical method of recovering metal is less harmful to the environment, has a lower capital cost than other methods, and is easy to control.
Hydrometallurgy, as a branch of metallurgy, is characterized by its use of aqueous solutions and selective chemical reactions to extract metals from their primary ores or secondary sources [2]. Hydrometallurgical techniques have emerged as a prospective method for metal recovery due to their potential for high metal extraction rates, reduced environmental footprint, and relatively low energy consumption [15,16]. Most prior studies have concentrated on methods for recovering precious metals like Au and Ag and remaining base metals are precipitated as their hydroxides and disposed of in landfills [17]. The economic viability of the recycling process is heavily influenced by the recovery of base metals (Pb, Sn, and Cu) since these elements are predominant constituents of PCBs. The efficiency of recovering precious metals, such as gold and silver, is significantly enhanced when there is a preliminary removal of base metals. The literature reports numerous hydrometallurgical processes that are employed for recycling of waste PCBs to recover metals using range of chemical reagents in the processes for the recovery of metals [10,18,19]. However, the economic viability of the process is compromised due to the need for numerous supplementary stages involving multiple chemical reagents, including unreacted acid, neutralizing agents, and metal salts. There have been few research articles reported on nitric acid leaching of waste PCBs, the process is time and energy consuming [20,21]. Table 1 summarizes hydrometallurgical processes for metal extraction using various chemical reagents and their pros and cons [22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39,40,41,42,43].
Present research reports the use of nitric acid (HNO3) which is strong oxidative agent. Nitric acid is used in a controlled manner to selectively leach and dissolve metals from the waste PCBs. This helps in the efficient recovery of valuable metals while implement recirculation systems where nitric acid will be recirculated in the system. Closed-loop systems can help contain and reuse chemicals, reducing the overall environmental impact.
The systematic basic study with characterization on various setup were carried out. The system was fully jacketed with the scrubber and condenser. The use of closed system captured the generated nitrogen oxides (NOx) and prevent to release in the environment. The research work was carried out to optimize various experimental parameters for effective extraction of metals. Kinetic model and Arrhenius plot have also been reported. The plot fits well with the established scientific models with satisfactory validations. The reported basic studies were carried out using all safety measures keeping in view of environmental norms. The developed process has potential to be employed in industry after scale-up studies. Additionally, this study aims to promote more sustainable recycling process. Recycling of waste PCBs is a step toward a circular economy where materials are reused, recycled and lessening the environmental impact of e-waste. Leaching with nitric acid in a closed-loop system helps in the efficient recovery of valuable metals and contributes to overall energy savings and sustainable development.
2. Materials and Methodology
2.1. Raw Material and Chemical reagents
PCBs of discarded computers were employed as a source of raw material for the investigation. PCBs were collected from a local computer repairing center. The combined weight of eight PCBs was approximately 3.2 Kg.
For the chemical treatment, laboratory-grade chemicals such as HCl, H2SO4 and HNO3 were used. Chemicals used for experimental purposes were supplied from Merck, Mumbai, India. In order to make the diluted solutions, distilled water was utilized. Raw material used for the experiment consist of 21.19% Cu, 0.068% Ni, 1.90% Pb and 2.39% Sn.
2.2. Pre-treatment Processes
Pre-treatment refers to the step in which a manual, semi-automatic, or automatic method is used to separate parts from the e-waste that cannot be used for the extraction of any valuable metals because they are typically toxic or containing epoxy. By disassembling a computer or mobile device from which the PCBs are taken, three different sorts of materials can be found in PCBs: organic materials, metals, and ceramics. Organic materials in PCBs are mainly made of plastics with flame retardants [44].
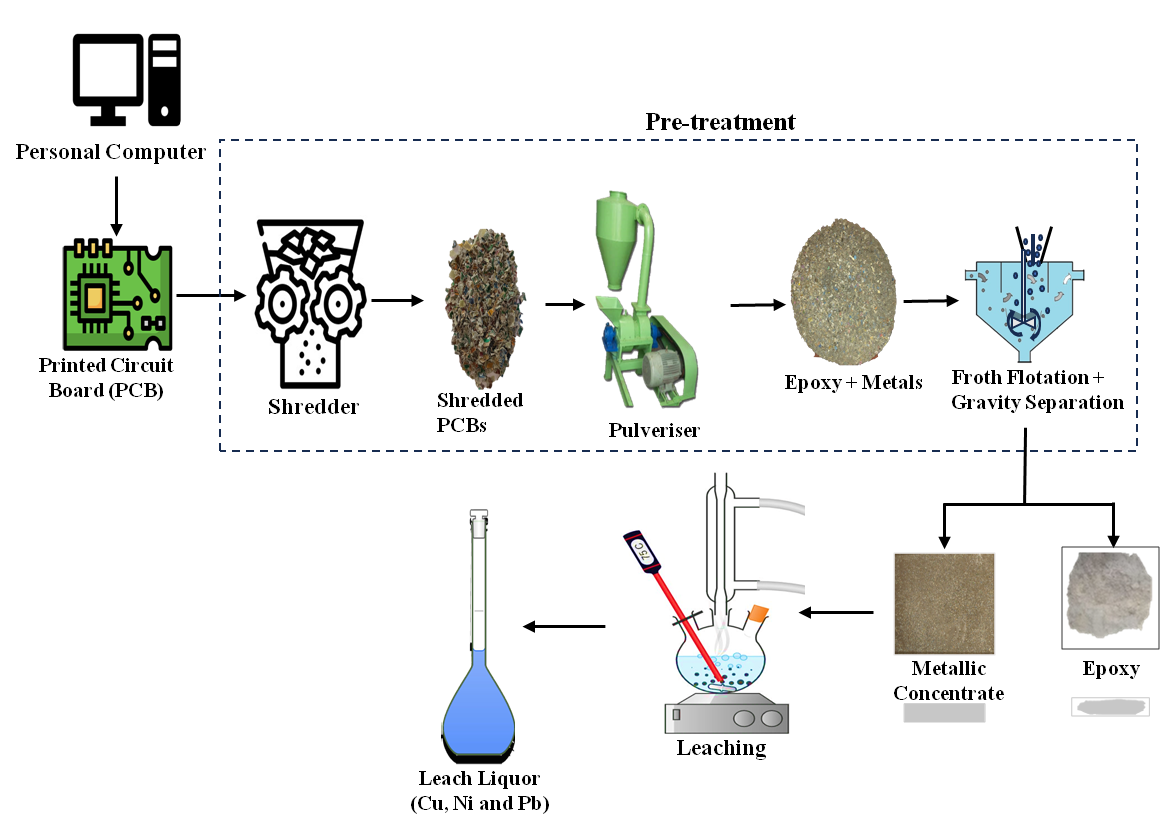
Regardless of brand, waste PCBs were collected from the local computer shop and weighed about 3.2 Kg. PCBs were subjected to pre-treatment processes such as mechanical and chemical pre-treatment. Mechanical pre-treatment is commonly referred to as physical pre-treatment. Populated components were manually separated from the PCBs such as diode, resistors, capacitors and plastic components which are physically disassembled and removed. After that, the shredder was used to shred the PCBs for size reduction, weighing up to 3.04 Kg and have a thickness of 5 mm. The shredded PCBs were pulverized using pulverizer to produce powdered PCBs containing epoxy and valuable metals. Six distinct portions were identified as: +32, -32, +150, -150, and +14, -14 µ by sieving with vibratory screen mounted on the sieve shaker. The component mixtures were subjected to froth flotation with a varying impeller speed and mixing time 15 min for separation process. Gravity separation was also used to separate the ground PCBs into light and heavy fractions, which resulted in two separate components: epoxy (wt. 1.65 Kg), metallic concentrate (wt. 1.26 Kg) as shown in Figure 1. The enriched metallic concentrate was further utilized as feed material during the extraction processes.
2.3. Methodology
PCBs have been treated via hybrid mineral and metallurgical approaches, including physical pre-treatment followed by chemical leaching. A systematic process flow-sheet was developed for the recovery of metals from waste PCBs. All the experiments were carried out in this study for the efficient extraction of metals present in PCBs. The pretreated PCBs were subjected to leaching with varying process parameters such as temperature, pulp density, concentration and time. The generated leach liquor could further be processed by solvent extraction (SX) and electrowinning (EW) processes to get purified metals.
2.4. Analytical procedure
To explore the fresh specimen of PCBs and leach residue, the chemical analysis and characterization were performed using an Atomic Absorption Spectrophotometer (AAS) (AA240, VARIAN Agilent Technologies, USA), X-ray Powder Diffraction (XRD) (Rigaku Ultima IV), and a Scanning Electron Microscope (SEM-EDS) (JXA-8230 Electron Probe micro-Analyzer, JEOL, Japan).
3. Results and Discussion
The exponential rise in electronic gadget, along with PCBs brought the rapid generation of e-waste and risk on the environment. To maximize recovery of metals from waste PCBs while maintaining the excellent selectivity and low cost of the hydrometallurgical techniques, systematic studies have been conducted to obtain an efficient optimum condition for the recovery of metals from waste PCBs. Pretreated waste PCBs have been used to explore the hydrometallurgical method.
3.1. Leaching Studies
Studies on leaching were performed in order to recover metals in a three-neck round-bottom flask with a condenser. A temperature-controlled magnetically stirring hot plate was used, and the stirring speed was kept at 350 rpm. The leaching process was carried out using a variety of different leachants with varying concentration (1-6 M), time (5-60 min), temperature (35-90°C), and pulp density (50-200 g/L) in order to optimize various process parameters for the purpose of efficient metal recovery. Figure 2 represents the schematic diagram of leaching experimental setup.
3.1.1. Selection of leachant
Maximum metal solubilization is highly recommended from an ecological perspective. Therefore, three distinct leachants (HCl, H2SO4, and HNO3) were used to examine the selection of leachant to maximize the percentage extraction of metals present in the PCBs. The leaching procedure was conducted using HCl, H2SO4, and HNO3 as leachants, under similar experimental conditions. It was discovered that HCl (Cu 3.09%, Ni 0.32%, Sn 76.89% and Pb 44.89%) and H2SO4 media (Cu 2.18%, Ni 1.07%, Sn 33.74% and Pb 2.24%) leached the least amount of metals compared to HNO3 medium presented in Figure 3. Thus, HNO3 media is suitable for the efficient recovery of metals (Cu 90.58%, Ni 96.19% and Pb 99.72%) from waste PCBs. Since, HNO3 is a strong oxidizing agent, it dissolves most metals with general liberation of lower oxides of nitrogen rather than hydrogen. The leaching efficiency of Cu was calculated using the following equation:
where, Msolution (g) and Mresidue (g) represent the mass of metal in the leach solution and residue, respectively [45].
The leaching efficiency of metals (%) = Msolution/ (Msolution + Mresidue) × 100
3.1.2. Effect of leachant concentration
To ensure that the experiments are conducted in a sustainable manner, the emission of poisonous gases and the effluent discharge must be appropriately managed. Therefore, studies were conducted to determine the effect of acid concentration on the percentage of metals extracted using HNO3 acid with varying concentrations, ranging 1M - 6M concentrations, at 75 °C, 350 rpm and 100 g/L for 60 min. It was discovered that leachant concentration from 1M to 6M, leaching percentage increases from 15.99% to 90.58% for Cu, 2.61% to 96.19% for Ni and 9.56% to 99.72% for Pb as shown in Figure 4. Increase in the leachant concentration, enhances the extraction because it provides more reactive species for the dissolution of the target substance [7]. The dissolution of metals in HNO3 typically involves a redox reaction. HNO3 is a strong oxidizing agent, and it can oxidize certain metals to form metal nitrates and other products. The specific reaction can depend on the metal being dissolved. The general representation of the dissolution of a metal (M) in HNO3:
M + nHNO3 → Metal Nitrate + n/2 NO2 + n/2 H2O
n, represents the stoichiometric coefficient for the number of moles of nitric acid reacting with one mole of the metal. One mole of Cu, Ni and Pb reacts with four moles of HNO3, chemical reaction are as follows:
Cu + 4HNO3 → Cu (NO3)2 + 2NO2 + 2H2O
Ni + 4HNO3 → Ni (NO3)2 + 2NO2 + 2H2O
Pb + 4HNO3 → Pb (NO3)2 + 2NO2 + 2H2O
Hence, a 6M concentration of HNO3 medium is adequate for the efficient recovery of metals from PCBs.
3.1.3. Effect of temperature
To study the effect of temperature on percentage extraction of metals, leaching process were carried out at varying temperatures ranging from 35°C to 90°C using HNO3 leachant of 6M concentration, maintaining stirring speed 350 rpm and pulp density 100 g/L. It was found that the leaching of metals increased from 59.22 to 91.56% for Cu, 30.88 to 97.11% for Ni and 24.39 to 99.76% for Pb with increase in temperature from 35 to 90°C. As temperature increases, the mass transfer between liquid and solid enhances which leads to percentage leaching [46]. It was observed that maximum leaching occurred at 75°C and a slight increase at 90°C as shown in Figure 5. So, it is feasible to consider 75°C as the best condition in view of energy conservation.
3.1.4. Effect of time
To study the effect of time on percentage extraction of metals, the experiment was conducted for 60 min using HNO3 leachant of 6M concentration, at 75°C, stirring speed 350 rpm and pulp density 100 g/L. The samples were collected at different interval (5-60 min) of time during the leaching process. It is found that the recovery of metals increases from 24.39 to 90.58% for Cu, 30.88 to 96.19% for Ni and 29.31 to 99.72% for Pb with increase in time from 5 to 60 min as shown in Figure 6. The rate of mass transfer and diffusion of the solute through solids and into the liquid are influenced by time. Longer contact time allow for more extensive diffusion and mass transfer leading to increase leaching efficiency [1]. The maximum recovery of metals (Cu 90.58%, Ni 96.19% and Pb 99.89%) occurred at 60 min. Hence, 60 min of leaching time were considered for further studies.
3.1.5. Effect of pulp density
Pulp density, also known as solid-liquid ratio, plays an essential role in the leaching process, especially in hydrometallurgical processes in which solid materials are extracted or get dissolved in a liquid (leachant). The effect of pulp density on the percentage extraction during the leaching process can vary depending on the specific system and the minerals or metals being extracted. Here are some general observations regarding the effect of pulp density. To study the effect of pulp density on percentage extraction of metals, leaching process were carried out with varying pulp density from 50 – 200 g/L HNO3 acid of 6M concentration, at 75°C, stirring speed 350 rpm, 60 min leaching time. It is found that the recovery of metals was decreasing from 90.58 to 85.27 % for Cu, 96.19 to 90.30% for Ni, 99.72 to 96.72% for Pb with increase in pulp density from 100 to 200 g/L but the extraction percentage decreases above 100 g/L as shown in Figure 7. Lower pulp densities are often associated with improved mixing and agitation. Better mixing can lead to more efficient mass transfer and increased contact between the solid material and the leachant. This can, in turn, enhance extraction rates [46]. Therefore, pulp density of 100 g/L was optimized for the efficient recovery process.
3.2. Characterization studies
3.2.1. X-ray Powder Diffraction (XRD)
Rapid phase composition of the powdered samples of PCBs and leached residue were scanned from 5 to 90°, 2ϴ to acquire XRD spectra and is shown in Figure 8. The XRD pattern indicates that Cu, Ni, Pb and Sn were present in powdered PCBs sample, that the concentration or peak of Cu, Ni and Pb decreases post leaching.
3.2.2. Scanning Electron Microscopy (SEM-EDS)
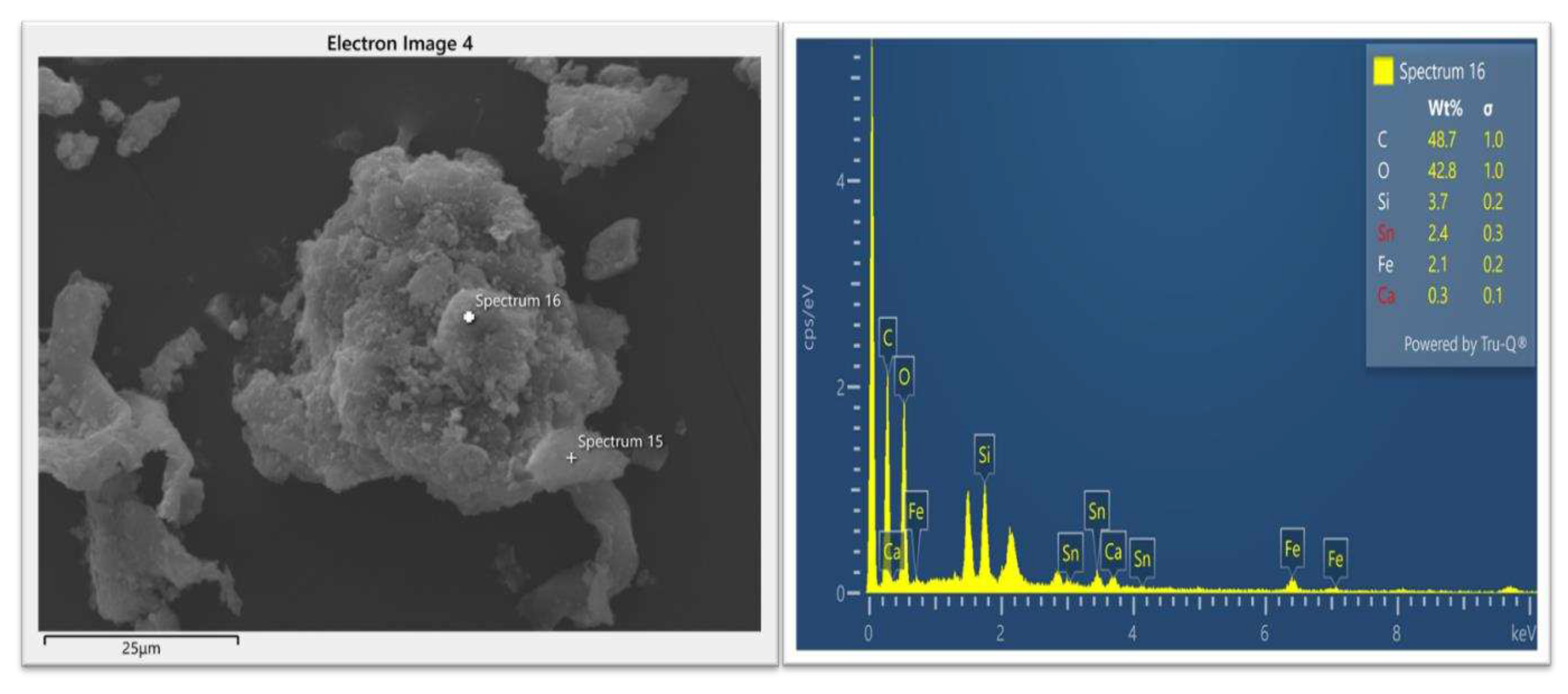
Powdered PCBs and the leach residue samples were analyzed by scanning electron microscopy- energy dispersive x-ray spectroscopy (SEM-EDS) to determine the structural and compositional features of the metals present. The PCBs seen as spherical shape and metals were identified in the powdered sample of PCBs. As illustrated in Figure 9(a) and 9(b). The observations indicate that the structural and compositional features of powdered PCBs changed after leaching.
Figure 9 (a).
Structural and compositional analysis of crushed PCBs (SEM-EDS).
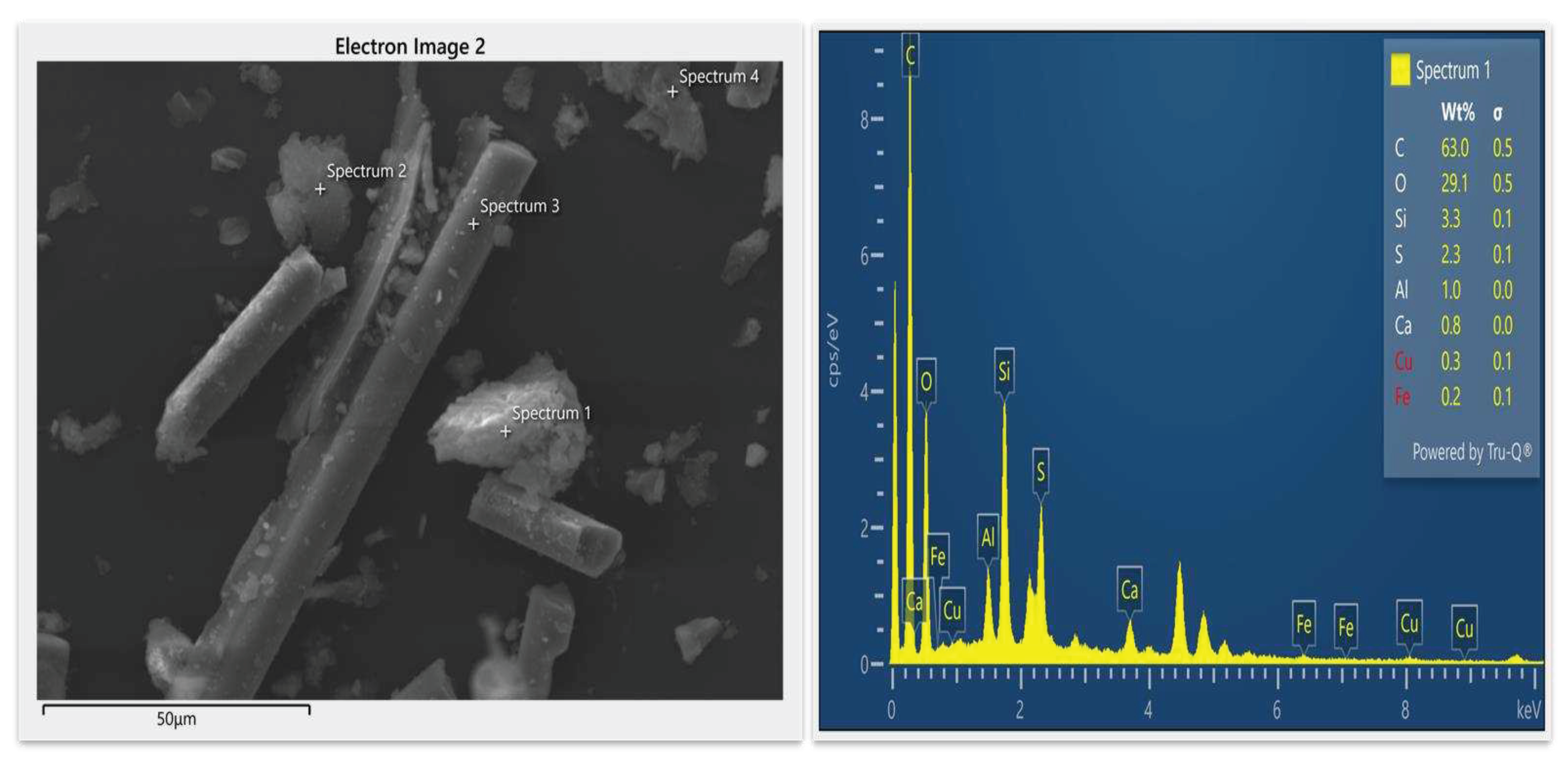
Figure 9 (b).
Structural and compositional analysis of leach residue (SEM-EDS).
3.3. Scientific validation of leaching
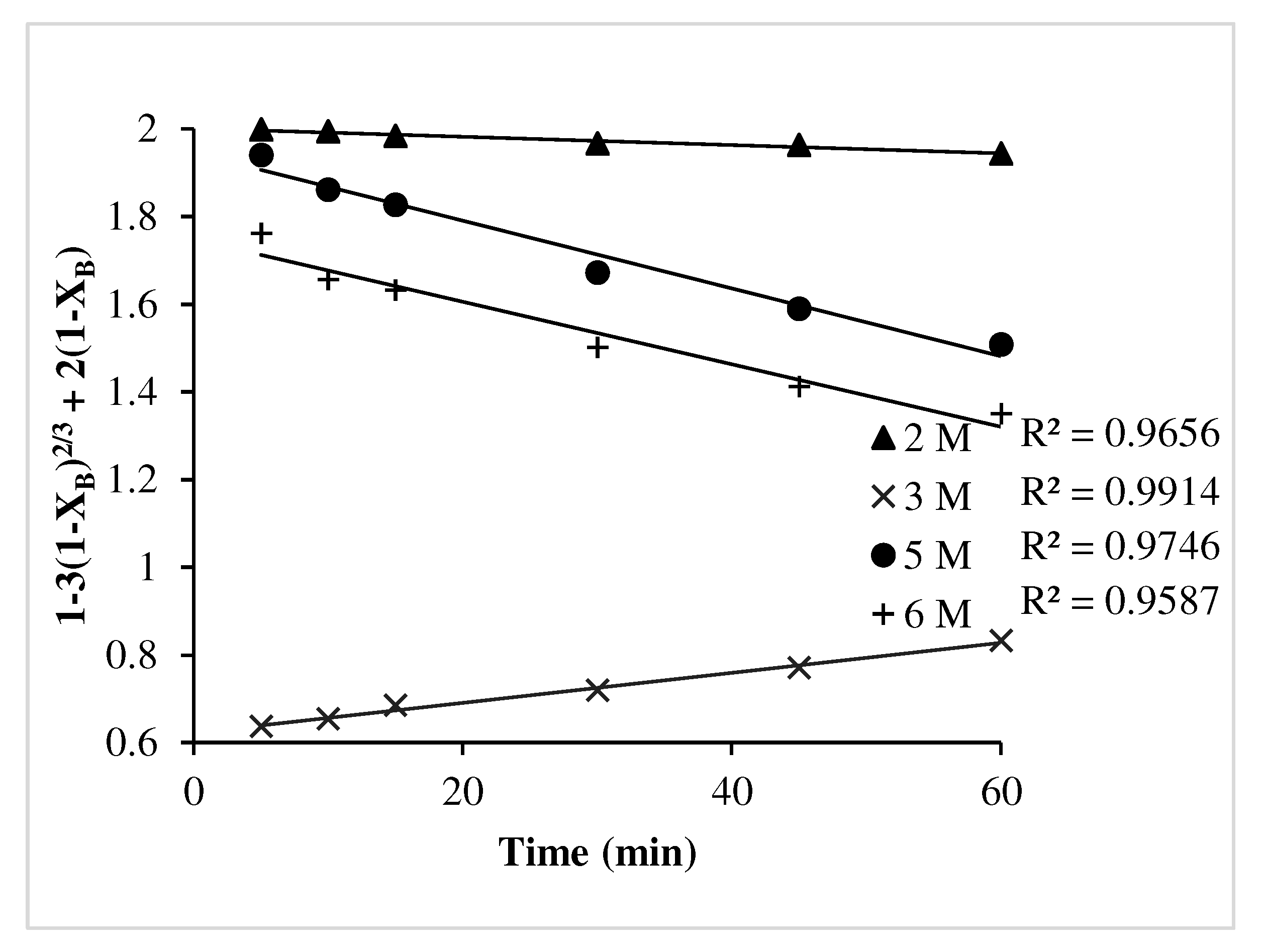
According to reports, leaching reactions take place at the interface between the solid-liquid phases and then the lixiviant moves from the bulk solution to the boundary layer, leading to the chemical reactions occurring at this interface [25]. Hence, the leaching mechanism was investigated by studying the kinetics of metal dissolution from the waste PCBs by altering the concentration. The metal leaching data acquired with variable concentration and time at a constant pulp density of 100 g/L and temperature of 75°C was fitted with several standard equations of the shrinking core models and evaluated for reaction kinetics (Figure 10-12).
Figure 10.
Regression Co-efficient R2 values for Cu of shrinking core model for leaching kinetics of waste PCBs.
Figure 10.
Regression Co-efficient R2 values for Cu of shrinking core model for leaching kinetics of waste PCBs.
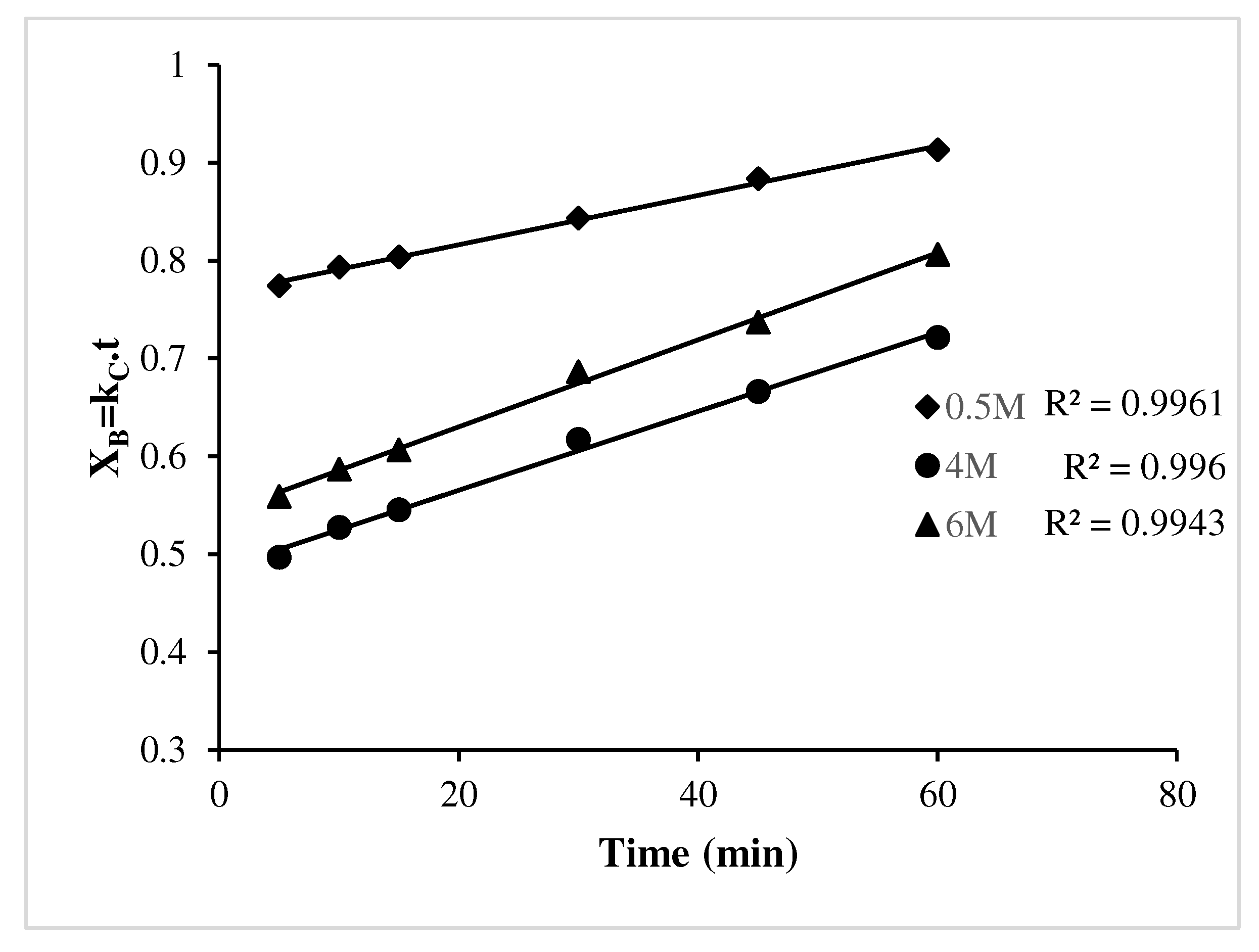
Figure 11.
Regression Co-efficient R2 values of Ni of shrinking core model for leaching kinetics of waste PCBs.
Figure 11.
Regression Co-efficient R2 values of Ni of shrinking core model for leaching kinetics of waste PCBs.
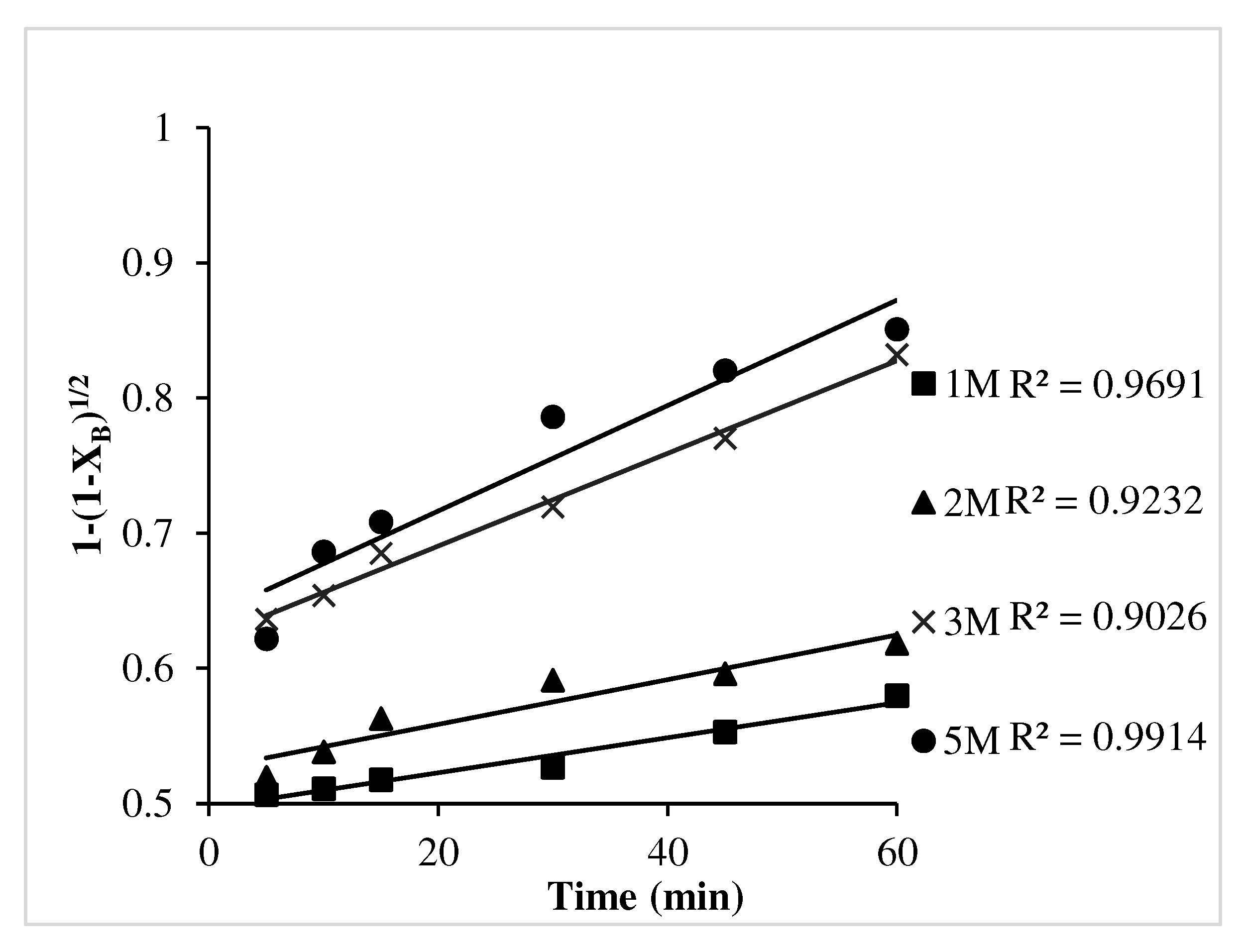
Figure 12.
Regression Co-efficient R2 values for Pb of shrinking core model for leaching kinetics of waste PCBs.
Figure 12.
Regression Co-efficient R2 values for Pb of shrinking core model for leaching kinetics of waste PCBs.
The standard kinetic equations for the shrinking core model are as follows [19]:
Film diffusion control of constant size particles
XB = kc.t
Reaction control constant size cylindrical particles
1-(1-XB)1/2 = kc.t
Ash diffusion control of constant size spherical particles
1-3(1- XB)2/3 + 2(1-XB) = kc.t
Film diffusion control of small size shrinking sphere particles
1-(1-XB)2/3= kc.t
Reaction control of large size shrinking sphere particles
1-(1-XB)1/3= kc.t
All the equations were tested from the obtained experimental data. It was found that the data has excellent fit with Film diffusion control dense constant size small particles-all geometries; i.e. XB = kc.t, Chemical reaction control dense constant size model (1-(1-XB)1/2), Ash diffusion control dense constant size model (1-3(1-XB)2/3 + 2(1-XB)) for Cu, Ni and Pb respectively.
The regression coefficient R² was calculated for each model according to the following formula
where = experimental value, = calculated value, = mean experimental value, and = mean calculated value.
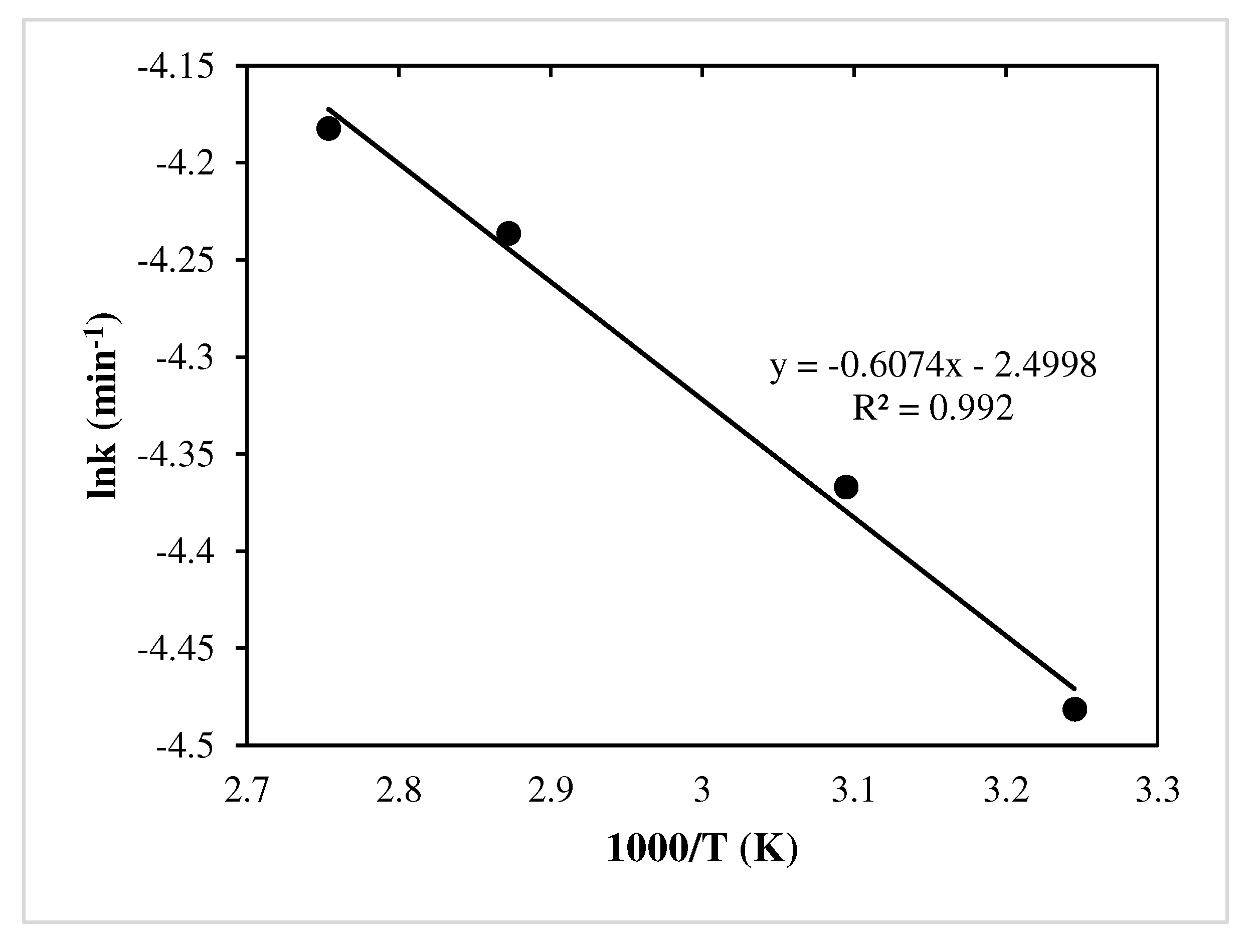
Arrhenius Equation:
The kinetics of leaching can be influenced by temperature in multiple ways. Temperature has the potential to increase the diffusion rate, expedite chemical reaction rates, impact the solubility of both reactants and products, and alter the direction of reversible reactions. The relationship between temperature and the rate of leaching can be mathematically described using the Arrhenius equation [47]:
where k represents is the leaching rate constant, Ea represents activation energy, T denotes absolute temperature, R is the universal gas constant and represents pre-exponential factor.
Activation energy has found to be 19.42 kJ/ mol with the help of equation (12) and ln k Vs 1000/T graph as shown in figure 13.
Figure 13.
Arrhenius Plot (Ea= 19.42 kJ/mol).
Based on the experimental studies a process flow-sheet has been proposed and presented as Figure 14.
4. Conclusion
The following findings are based on a systematic investigation that were carried out in order to recover value-added metals from the waste PCBs of personal computers.
- The metals liberation was found to be ~ 99.90%. However, epoxy resins or plastic were removed 99.99%.
- The optimum condition for recovery or dissolution of 90.58% Cu, 96.19% Ni and 99.72% Pb were found at 6M Nitric acid, temperature 75°C, pulp density 100 g/L and time 60 min.
- Film diffusion control dense constant size small particles-all geometries (XB = kc.t) was found to be fitted well with the leaching kinetics for Cu.
- Chemical reaction control dense constant size model (1-(1-XB)1/2) was found to be fitted well with the leaching kinetics for Ni.
- Ash diffusion control dense constant size model (1-3(1-XB)2/3 + 2(1-XB)) was found to be fitted well with the leaching kinetics for Pb.
- The activation energy is found 19.42 kJ/ mol for Cu.
- Nitric leaching in close-loop system can result in high metal recovery rates or a larger percentage of the target metal could be leached without emitting obnoxious gases. Since nitric acid is a strong oxidizing agent that can facilitate metal dissolution faster. The efficiency is crucial for economic and environmental reasons, as it reduces waste and increases the overall yield of valuable metals.
- The generated leach liquor could further be processed using solvent extraction, cementation and electrowinning process to get purified metal product. The complete process flow-sheet is shown in figure 14.
- The process is viable and eco-friendly at laboratory scale and has potential for commercial exploitation. The leached residues and effluents produced during the experiment will be properly treated and can be reused or using standard procedure before their final disposal to the environment.
- Whereas the complete recycling will not only reduce the loss of valuable metals but will also aid in the establishment of an organized sector for e-waste recycling, taking into account environmental regulations, and raising public awareness about the loss of valuables caused by the dumping of such wastes into the environment.
Acknowledgments
This paper is based on the work supported by CSIR-NML, Jamshedpur (India). Authors are thankful to the Director, CSIR-NML, Jamshedpur for the permission to publish this article. One of the authors Ms. Suruchi Kumari would like to extend gratitude towards CSIR-NML, Jamshedpur for providing research facility to carry out this research work.
Disclosure statement
The authors declare that there is no conflict of interest.
References
- Gande, V. V.; Vats, S.; Bhatt, N.; & Pushpavanam, S. Sequential recovery of metals from waste printed circuit boards using a zero-discharge hydrometallurgical process. Cleaner Engineering and Technology, 2021, 4, 100143. [CrossRef]
- Ahirwar, R.; Tripathi, A. K. E-waste management: A review of recycling process, environmental and occupational health hazards, and potential solutions. Environmental Nanotechnology, Monitoring & Management, 2021, 15, 100409. [CrossRef]
- Hao, J.; Wang, Y.; Wu, Y.; Guo, F. Metal recovery from waste printed circuit boards: A review for current status and perspectives. Resources, Conservation and Recycling, 2020, 157, 104787. [CrossRef]
- Chancerel, P., & Rotter, S. Recycling-oriented characterization of small waste electrical and electronic equipment. Waste Management, 2009, 29(8), 2336–2352. [CrossRef]
- Zhang, X.; Tang, J.; Gao, P.; Ding, Y. A review on hydrometallurgical recovery of precious and base metals from waste printed circuit boards. Journal of Hazardous Materials, 2020 ,400, 123051.
- Rocchetti, L.; Amato, A.; Beolchini, F. Printed circuit board recycling: A patent review. Journal of Cleaner Production, 2018, 178, 814–832. [CrossRef]
- Choubey, P. K.; Panda, R.; Jha, M. K.; Lee, J. C.; Pathak, D. D. Recovery of copper and recycling of acid from the leach liquor of discarded Printed Circuit Boards (PCBs), Separation and Purification Technology, 2015, 156, 269-275.
- Jha, M. K., Choubey, P. K., Jha, A. K., Kumari, A., Lee, J., Kumar, V., & Jeong, J. Leaching studies for tin recovery from waste e-scrap. Waste Management, 2012, 32(10), 1919–1925. [CrossRef]
- Cui, H; Anderson, C. G. Literature Review of Hydrometallurgical Recycling of Printed Circuit Boards (PCBs). J Adv Chem Eng, 2016, 6, 142. [CrossRef]
- Barragan, J. A.; Ponce de León, C.; Alemán Castro, J. R.; Peregrina-Lucano, A.; Gómez-Zamudio, F.; & Larios-Durán, E. R. Copper and Antimony Recovery from Electronic Waste by Hydrometallurgical and Electrochemical Techniques. ACS Omega, 2020, 5(21), 12355–12363. [CrossRef]
- Elbashier, E.; Mussa, A.; Hafiz, M.; & Hawari, A. H. Recovery of rare earth elements from waste streams using membrane processes: An overview. Hydrometallurgy, 2021, 204, 105706. [CrossRef]
- Nekouei, R. K.; Pahlevani, F; Mayyas, M; Maroufi, S; Sahajwalla, V. Direct transformation of waste printed circuit boards into high surface area t-SnO2 for photocatalytic dye degradation, Journal of Environmental Chemical Engineering, 2019, 7( 3),103133, . [CrossRef]
- Chen, Y.; Liang, S.; Xiao, K.; Hu, J.; Hou, H.; Liu, B.; Yang, J. A cost-effective strategy for metal recovery from waste printed circuit boards via crushing pretreatment combined with pyrolysis: Effects of particle size and pyrolysis temperature. Journal of Cleaner Production, 2021, 280, 124505. [CrossRef]
- Erust, C.; Akcil, A.; Tuncuk, A.; Panda, S. Intensified acidophilic bioleaching of multi-metals from waste printed circuit boards (WPCBs) of spent mobile phones. Journal of Chemical Technology & Biotechnology, 2020. [CrossRef]
- Tuncuk, A.; Stazi, V.; Akcil, A.; Yazici, E. Y.; Deveci, H. Aqueous metal recovery techniques from e-scrap: Hydrometallurgy in recycling. Minerals Engineering, 2012, 25(1), 28–37. [CrossRef]
- Ippolito, N.M.; Passadoro, M.; Ferella, F.; Pellei, G.; Vegliò, F. Recovery of Metals from Printed Circuit Boards by Gold-REC 1 Hydrometallurgical Process. Sustainability, 2023, 15, 7348. [CrossRef]
- Panda, R.; Jha, M.K.; Dinkar, O.S.; Pathak, D.D. Reclamation of Precious Metals from Small Electronic Components of Computer Hard Disks. Rare Metal Technology 2020. The Minerals, Metals & Materials Series. Springer, Cham. [CrossRef]
- Gámez, S.; Garcés, K.; de la Torre, E.; Guevara, A. Precious metals recovery from waste printed circuit boards using thiosulfate leaching and ion exchange resin. Hydrometallurgy. 2019. [CrossRef]
- Gulliani, S.; Volpe, M.; Messineo, A.; Volpe, R. Recovery of metals and valuable chemicals from waste electric and electronic materials: a critical review of existing technologies. Royal Society of Chemistry RSC Sustainability, 2023, 1, 1085–1108. [CrossRef]
- Rao, M. D.; Singh, K. K.; Morrison, C. A.; Love, J. B. Optimization of process parameters for the selective leaching of copper, nickel and isolation of gold from obsolete mobile phone PCBs, Cleaner Engineering and Technology, 2021, 4, 100180. [CrossRef]
- Kumar, M.;Lee, J. C.;Kim, M.S.; Jeong, J.;Yoo, K. Leaching of metals from waste printed circuit boards (WPCBs) using sulfuric and nitric acids. Environmental engineering and management journal, 2014, 13. 2601-2607. [CrossRef]
- Birloaga, I. De Michelis, F. Ferella, M. Buzatu, F. Veglio, Study on the influence of various factors in the hydrometallurgical processing of waste printed circuit boards for copper and gold recovery, Waste Manag., 2013, 33 (4), 935–941, . [CrossRef]
- Y. Yazici and H. A. Deveci, Extraction of metals from waste printed circuit boards (WPCBs) in H2SO4 CuSO4 NaCl solutions, Hydrometallurgy, 2013, 139, 30–38. [CrossRef]
- Behnamfard, M. Mehdi and F. Veglio, Process development for recovery of copper and precious metals from waste printed circuit boards with emphasize on palladium and gold leaching and precipitation, Waste Manage., 2013, 33(11), 2354–2363. [CrossRef]
- D. Bas, H. Deveci and E. Y. Yazici, Treatment of manufacturing scrap TV boards by nitric acid leaching, Sep. Purif. Technol., 2014, 130(2), 151–159. [CrossRef]
- Y. J. Park and D. J. Fray, Recovery of high purity precious metals from printed circuit boards, J. Hazard. Mater., 2009, 164(2–3), 1152–1158, . [CrossRef]
- Ashiq, J. Kulkarni, M. Vithanage, Hydrometallurgical Recovery of Metals from E-waste, Electron. Waste Manage. Treat. Tech, 2019, l., 225–246. [CrossRef]
- Akcil, C. Erust, C.S. Gahan, M. Ozgun, M. Sahin, A. Tuncuk, Precious metal recovery from waste printed circuit boards using cyanide and non-cyanide lixiviants–A review, Waste Manag., 2015, 45, 258–271, . [CrossRef]
- Birloaga, V. Coman, B. Kopacek, F. Veglio, An advanced study on the hydrometallurgical processing of waste computer printed circuit boards to extract their valuable content of metals, Waste Manage., 2014, 34 (12), 2581– 2586, . [CrossRef]
- J. Li and J. D. Miller, Reaction kinetics of gold dissolution in acid thiourea solution using ferric sulfate as oxidant, Hydrometallurgy, 2007, 89(3), 279–288. https://www.sciencedirect.com/science/article/pii/S0304386X07001697.
- M. Gurung, B. Adhikari, H. Kawakita, K. Ohto, K. Inoue and S. Alam, Selective Recovery of Precious Metals from Acidic Leach Liquor of Circuit Boards of Spent Mobile Phones Using Chemically Modified Persimmon Tannin Gel, Ind. Eng. Chem. Res., 2012, 51, 11901–11913, . [CrossRef]
- Tesfaye, F., Lindberg D. and Hamuyuni, J., Valuable Metals and Energy Recovery from Electronic Waste Streams, Energy Technology, 2017, 103-116. [CrossRef]
- G. Liu, De’an Pan, Y. Wu, H. Yuan, L.u. Yu, W. Wang, An integrated and sustainable hydrometallurgical process for enrichment of precious metals and selective separation of copper, zinc, and lead from a roasted sand, Waste Manage., 2021, 132, 133–141, . [CrossRef]
- Gulliani, Sahil and Volpe, Maurizio and Messineo, Antonio and Volpe, Roberto, Recovery of metals and valuable chemicals from waste electric and electronic materials: a critical review of existing technologies, RSC Sustain.,2023,1,5,1085-1108", RSC. [CrossRef]
- F.-R. Xiu, H. Weng, Y. Qi, G. Yu, Z. Zhang, F.-S. Zhang, M. Chen, A novel recovery method of copper from waste printed circuit boards by supercritical methanol process: Preparation of ultrafine copper materials, Waste Manage., 2017, 60, 643–651, . [CrossRef]
- J. Li, T. Xu, J. Liu, J. Wen and S. Gong, A review of current progress of supercritical fluid technologies for e-waste treatment, Environ. Sci. Pollut. Res., 2021, 28(33), 44622– 44637. [CrossRef]
- Wang and F.-S. Zhang, Degradation of brominated flame retardant in computer housing plastic by supercritical fluids, J. Hazard. Mater., 2012, 205–206, 156–163. [CrossRef]
- Z.Y. Zhang, F.S. Zhang (Eds.). A green process for copper recovery from waste printed circuit boards. Adv. Mater. Res. Trans Tech Publ., 2014, . [CrossRef]
- P. Jadhao, G. Chauhan, K. Pant, K. Nigam, Greener approach for the extraction of copper metal from electronic waste, Waste Manage., 2016, 57, 102–112, . [CrossRef]
- G. Chauhan, K. K. Pant and K. D. P. Nigam, Environmental Science Processes & Impacts Chelation technology: a promising green approach for resource management and waste minimization, Environ. Sci. Technol., 2015, 17, 12–40, . [CrossRef]
- Altansukh, K. Haga, N. Ariunbolor, K. Shigeru and A. Shibayama, Leaching and Adsorption of Gold from Waste Printed Circuit Boards Using Iodine-Iodide Solution and Activated Carbon, Eng. J., 2016, 20, 29–40, . [CrossRef]
- Chaurasia, K. Singh, T. Mankhand, Extraction of tin and copper by acid leaching of PCBs, Int. J. Metall. Eng., 2013, 2, 243–248.
- E. Hsu, K. Barmak, A.C. West, A.-H.-A. Park, Advancements in the treatment and processing of electronic waste with sustainability: a review of metal extraction and recovery technologies, Green Chem., 2019, 21 (5), 919–936, . [CrossRef]
- Kumar, V.; Lee, J.; Jeong, J.; Jha, M. K.; Kim, B.; Singh, R. Recycling of printed circuit boards (PCBs) to generate enriched rare metal concentrate. Journal of Industrial and Engineering Chemistry, 2015, 21, 805–813. [CrossRef]
- Park, Y.; Eom, Y.; Yoo, K.; Jha, M.K. Leaching of copper from waste-printed circuit boards (PCBs) in sulfate medium using cupric ion and oxygen. Metals, 2021, 11, 1369. [CrossRef]
- Jha, M. K.; Kumari, A.; Choubey, P. K.; Lee, J.; Kumar, V.; fJeong, J. Leaching of lead from solder material of waste printed circuit boards (PCBs). Hydrometallurgy, 2012, 28–34. [CrossRef]
- Ronald William Missen, Charles A. Mims, Bradley A. Saville - MISSEN, R. W.: Introduction to Chemical Reaction Engineering and Kinetics, 2002.
Figure 1.
Flow-sheet of Pre-treatment process of PCBs for sample preparation.
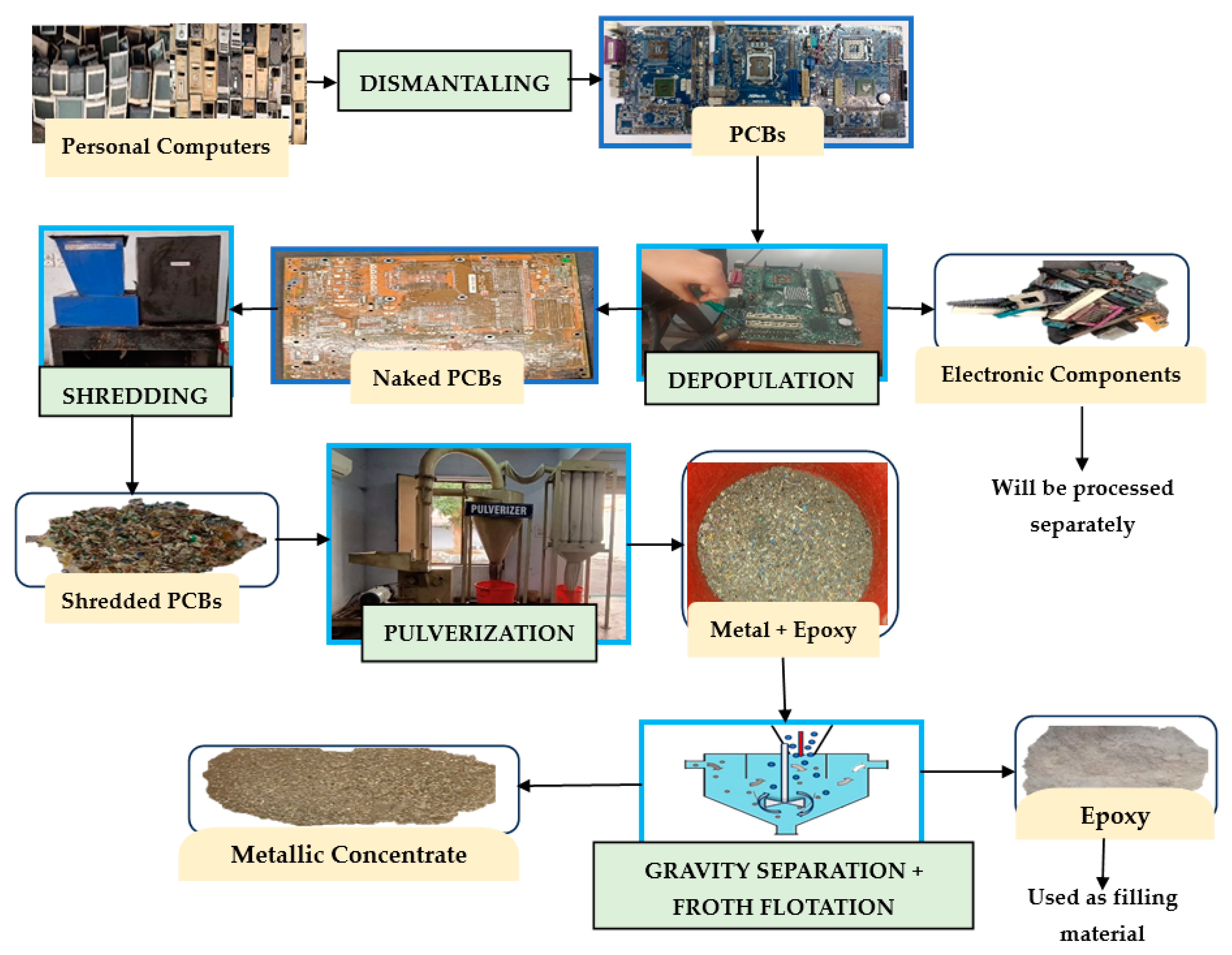
Figure 2.
Experimental set up for leaching.
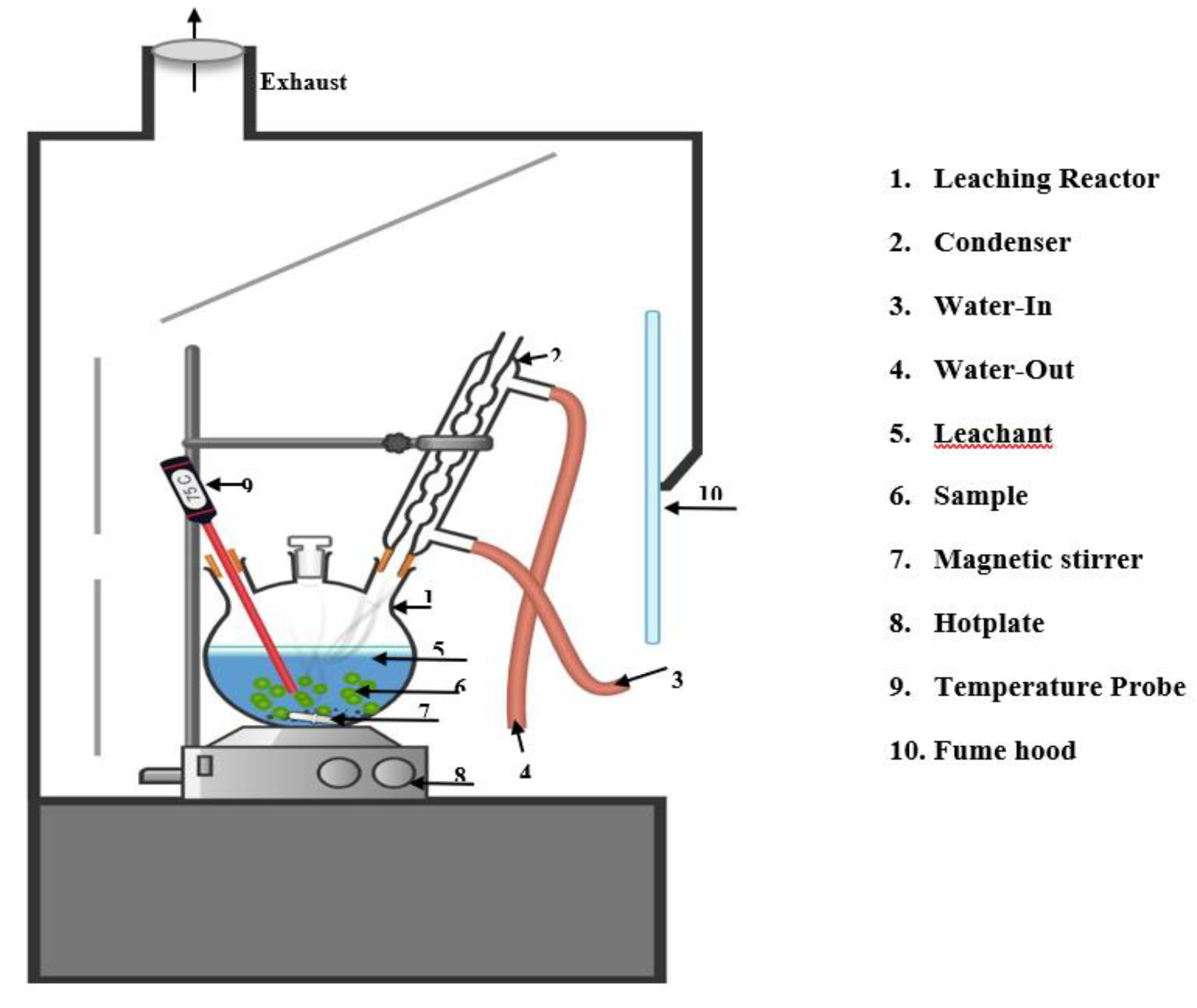
Figure 3.
Selection of leachant. (Leachant concentration: 6M; Leaching time: 60 min; Temperature: 75°C; Pulp density: 100 g/L; Stirring speed: 350 rpm).
Figure 3.
Selection of leachant. (Leachant concentration: 6M; Leaching time: 60 min; Temperature: 75°C; Pulp density: 100 g/L; Stirring speed: 350 rpm).
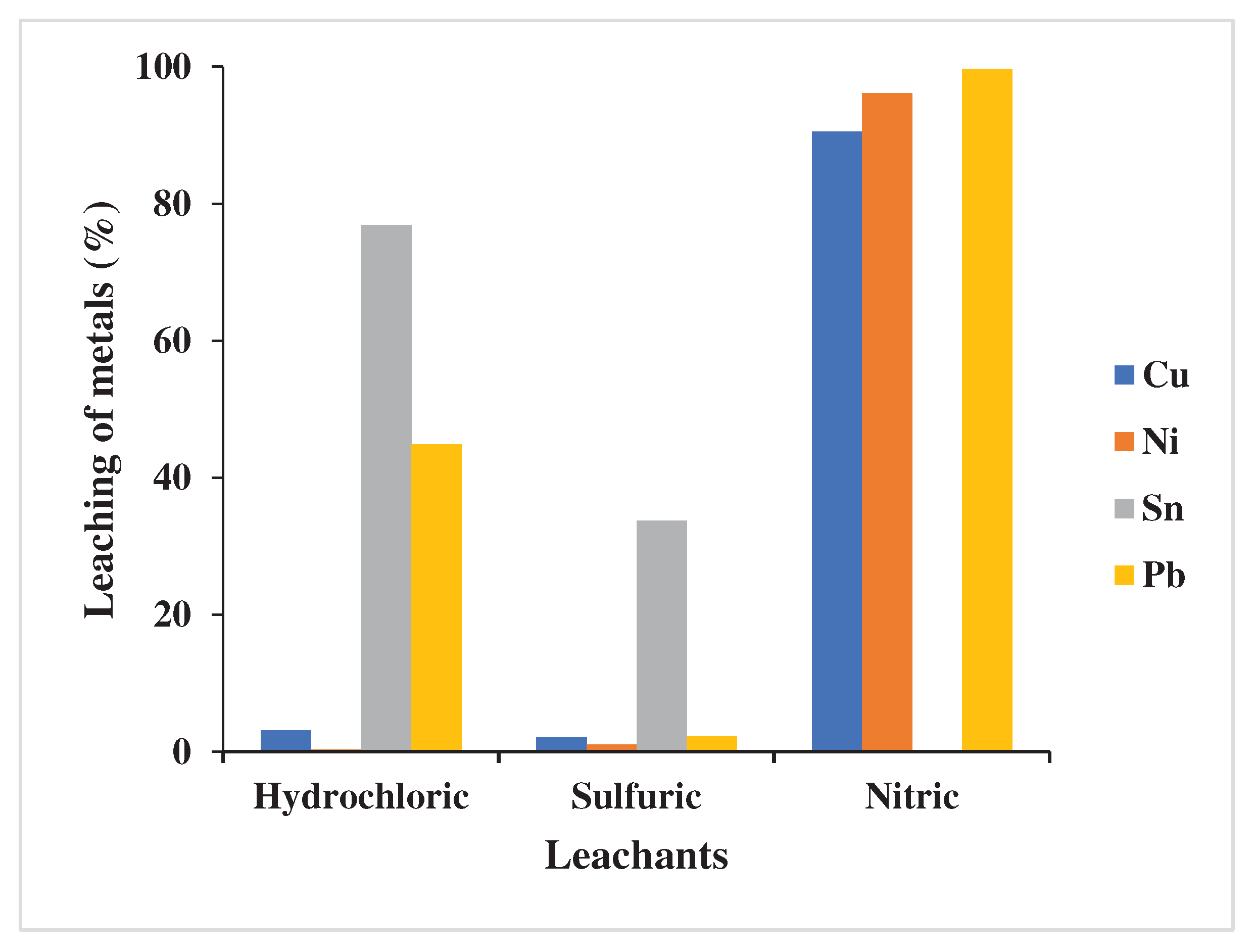
Figure 4.
Selection of leachant Concentration, (Leachant: HNO3, Leaching time: 60 min, Temperature: 75°C, Stirring speed: 350 rpm, Pulp density:100g/L).
Figure 4.
Selection of leachant Concentration, (Leachant: HNO3, Leaching time: 60 min, Temperature: 75°C, Stirring speed: 350 rpm, Pulp density:100g/L).
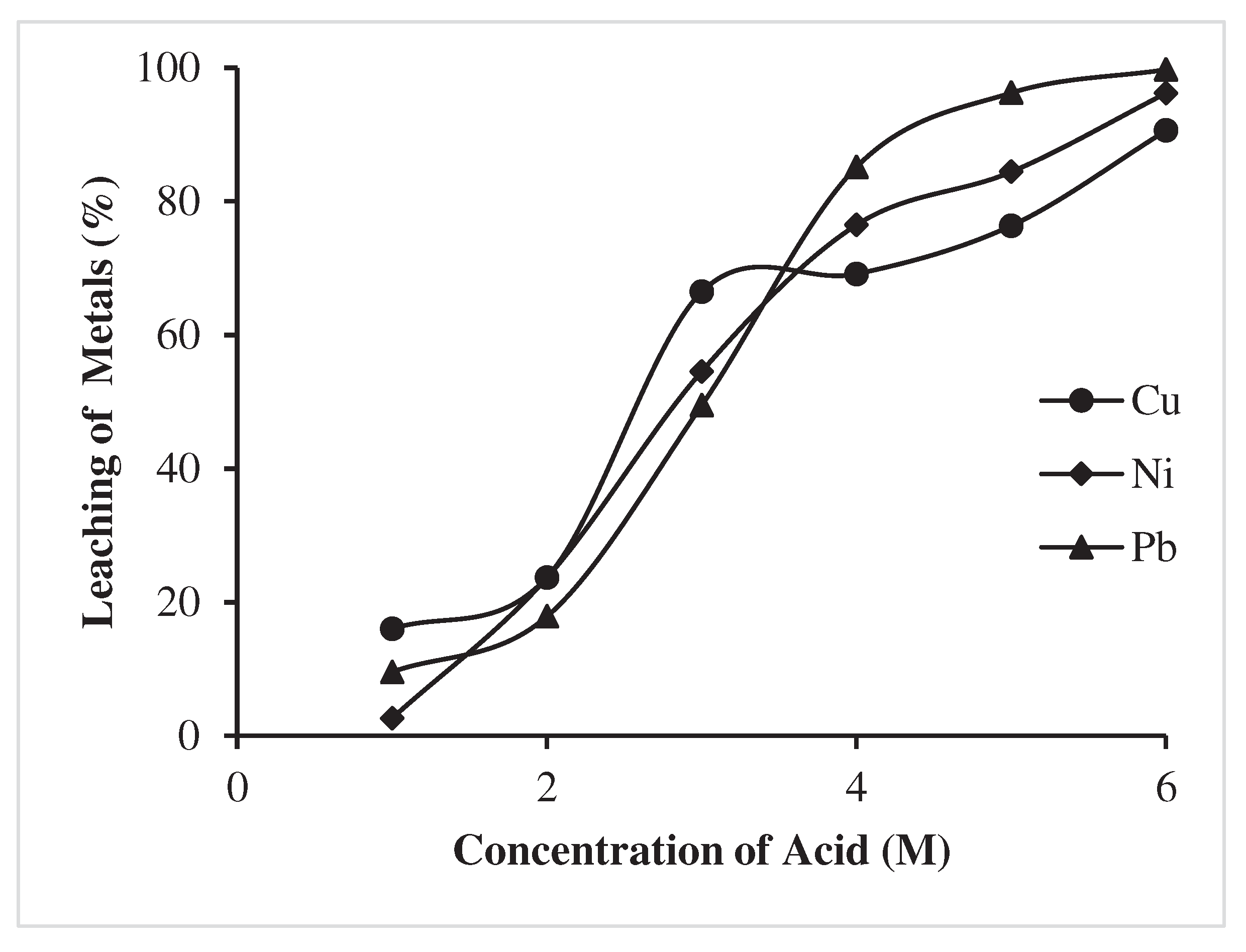
Figure 5.
Effect of temperature. (Leachant: HNO3, Leaching time: 60 min, Acid Concentration: 6M, Stirring speed: 350 rpm, Pulp density:100g/L).
Figure 5.
Effect of temperature. (Leachant: HNO3, Leaching time: 60 min, Acid Concentration: 6M, Stirring speed: 350 rpm, Pulp density:100g/L).
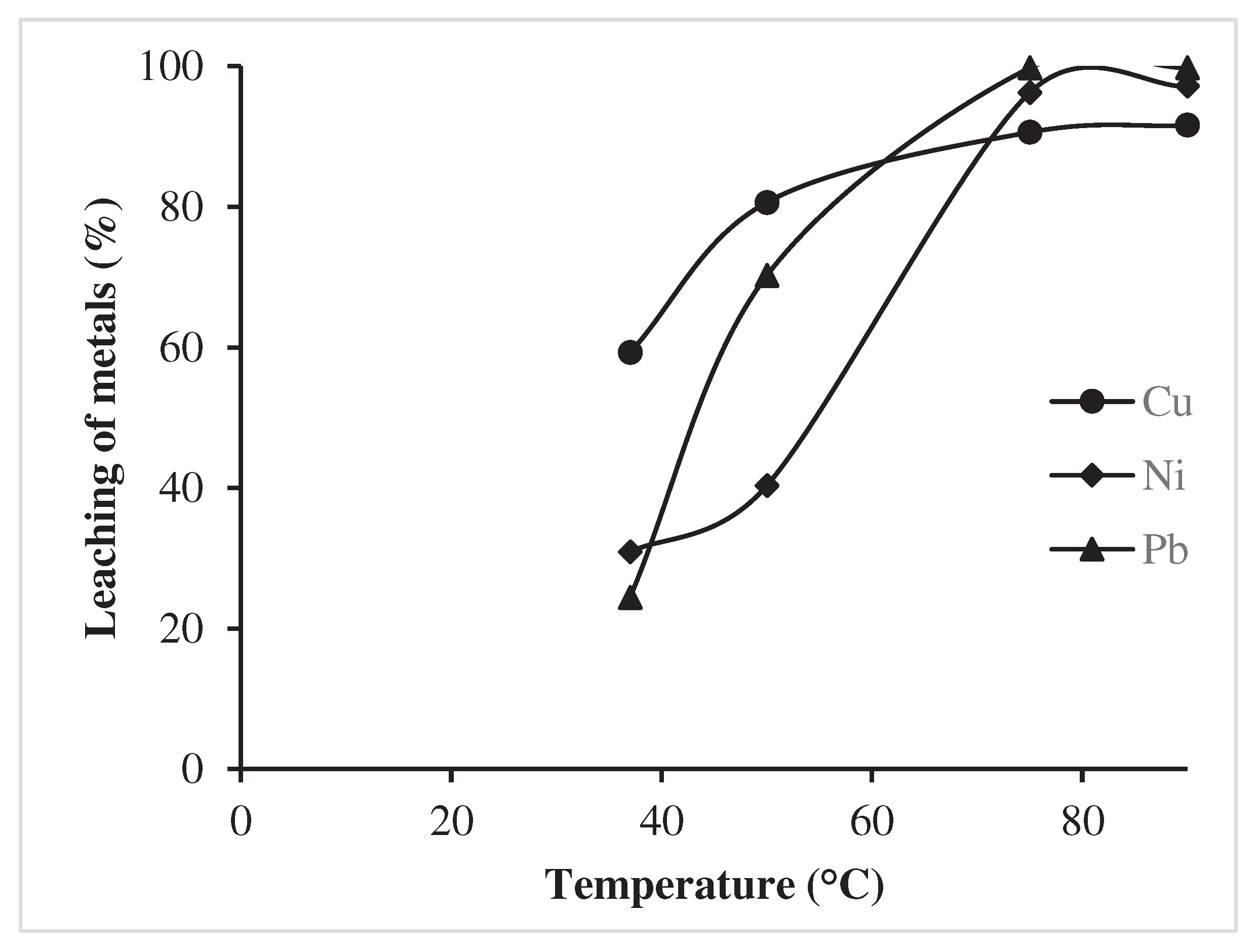
Figure 6.
Effect of time. (Leachant: HNO3, Acid Concentration: 6M Temperature: 75°C, stirring speed: 350 rpm, pulp density:100g/L).
Figure 6.
Effect of time. (Leachant: HNO3, Acid Concentration: 6M Temperature: 75°C, stirring speed: 350 rpm, pulp density:100g/L).

Figure 7.
Effect of pulp density. (Leachant: HNO3, Leaching time: 60 min, Acid Concentration: 6M, Temperature: 75°C, Stirring speed: 350 rpm).
Figure 7.
Effect of pulp density. (Leachant: HNO3, Leaching time: 60 min, Acid Concentration: 6M, Temperature: 75°C, Stirring speed: 350 rpm).
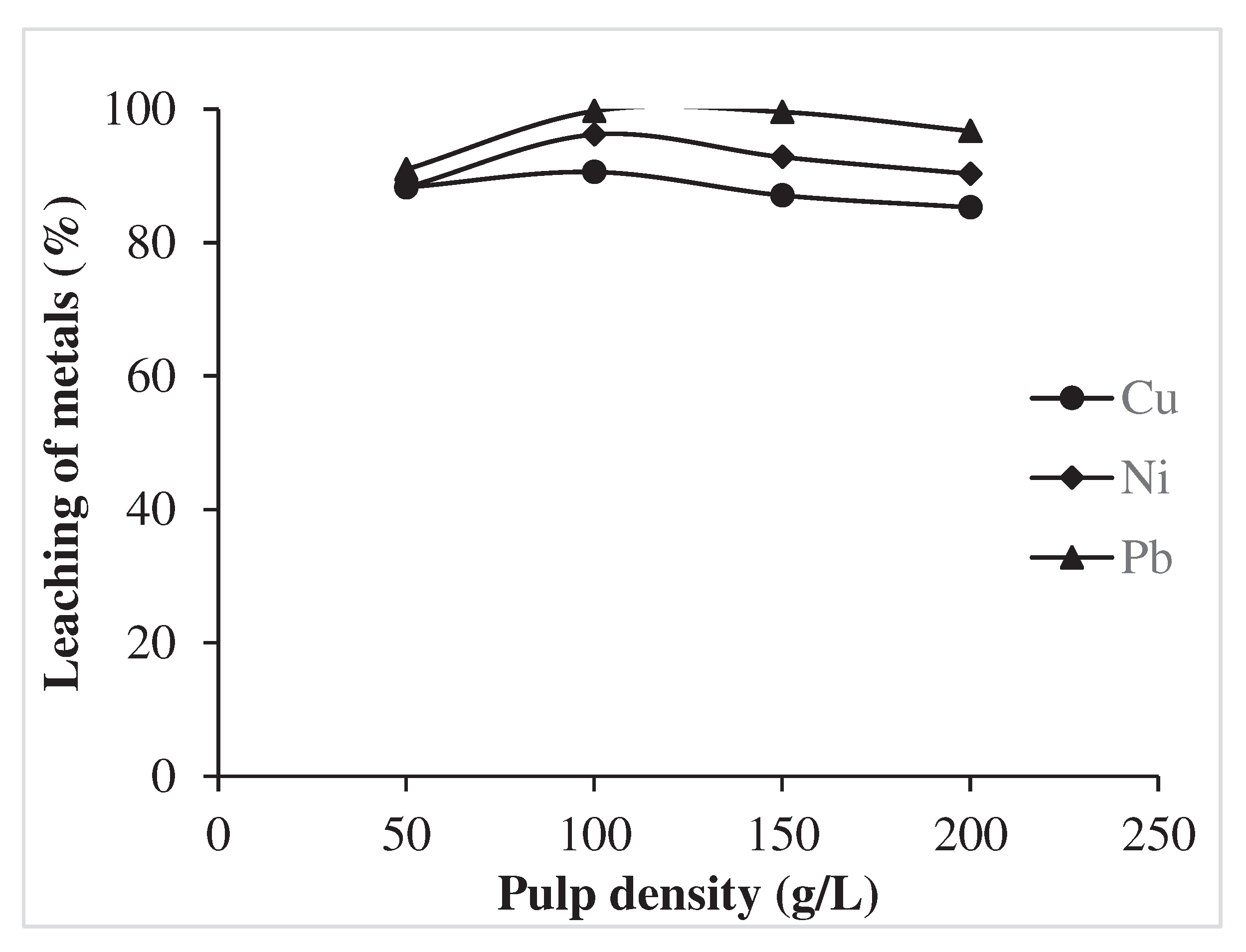
Figure 8.
XRD analysis pulverized PCBs and leached residue.
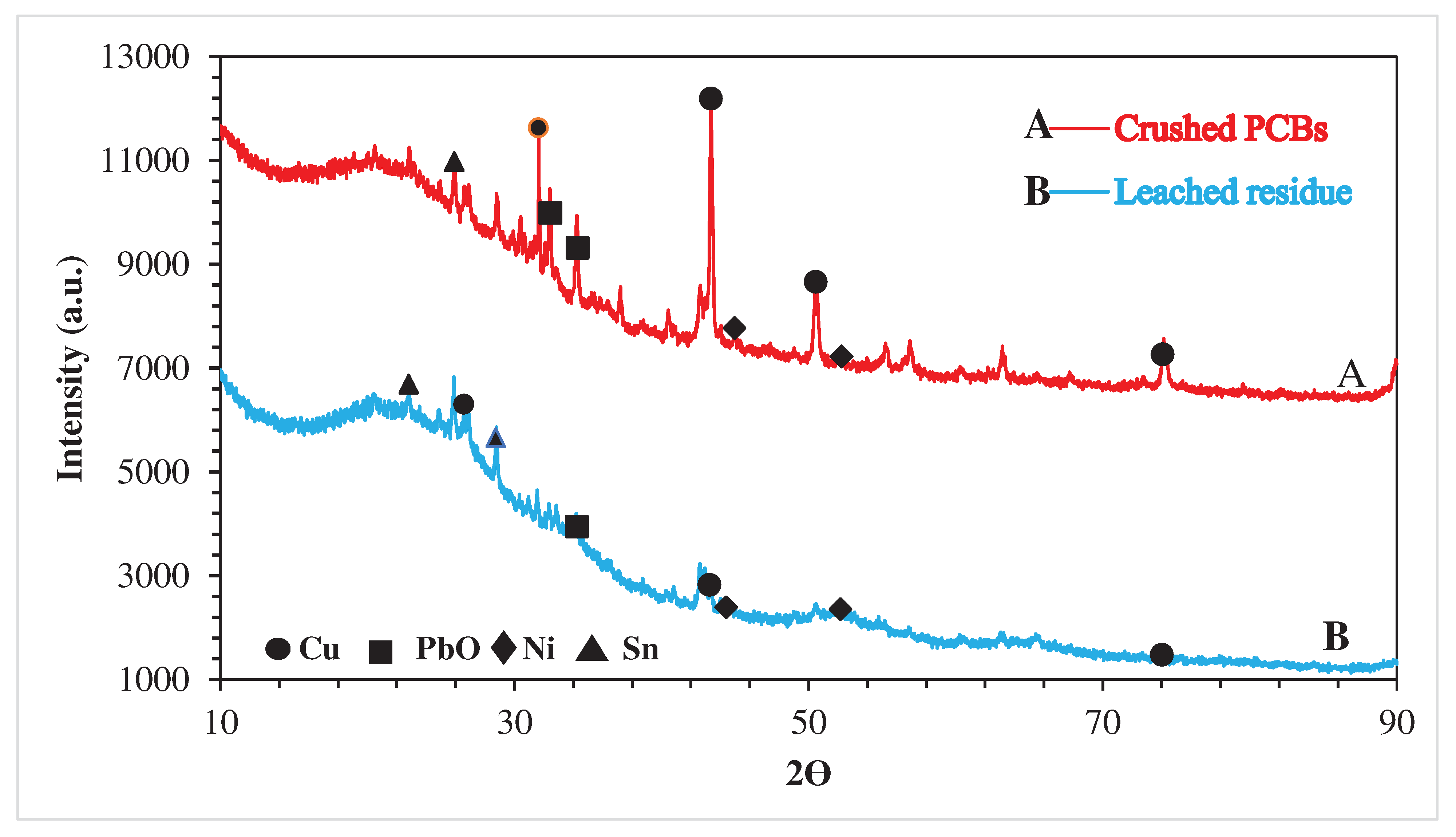
Figure 14.
Process flow-sheet for the recovery metal from printed circuit board (PCBs).
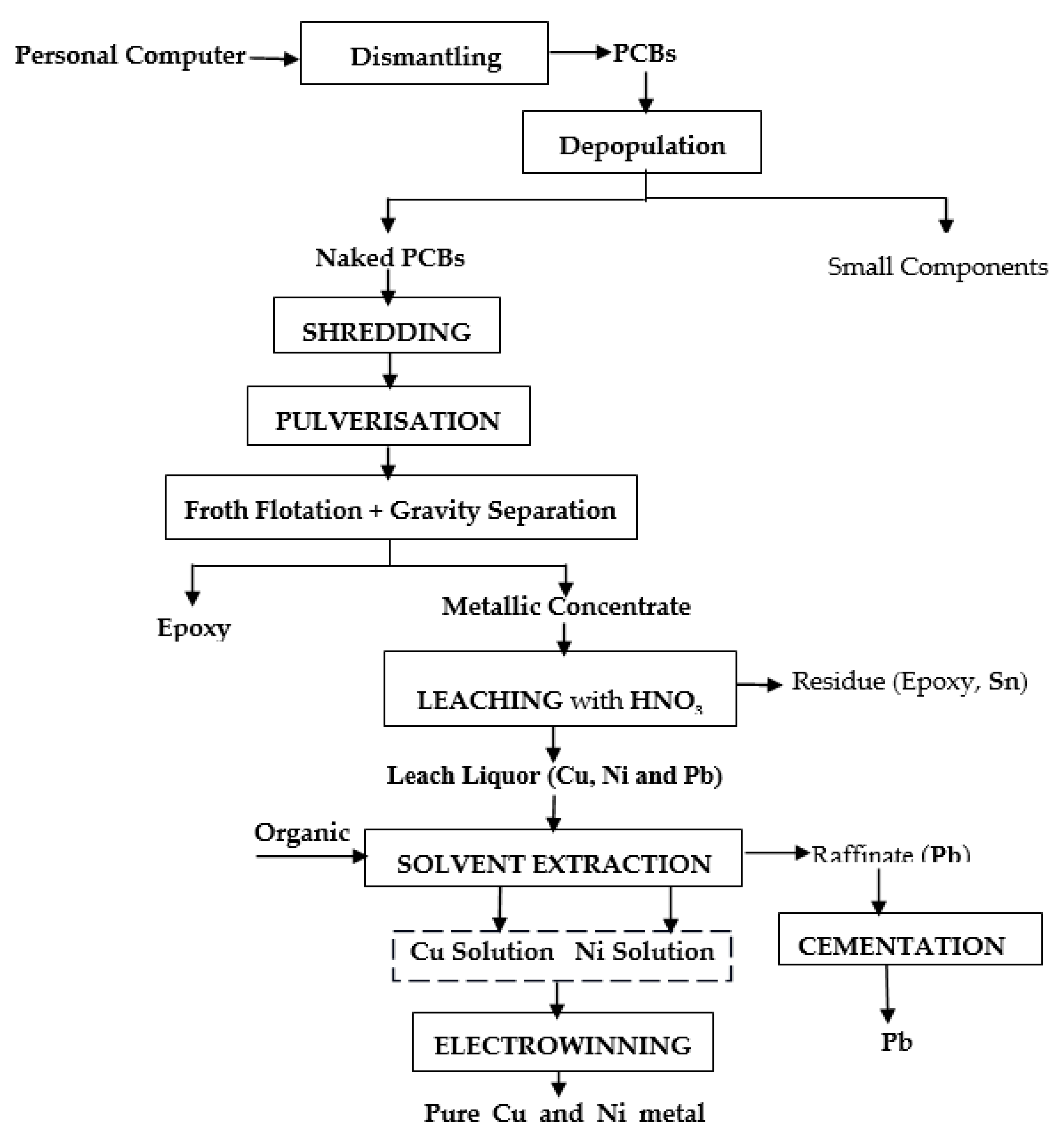

Table 1.
Hydrometallurgical processes using various chemical reagents.
| Leaching Details |
Targeted Metals | Remarks | References |
|---|---|---|---|
| Sulfuric acid Leaching With oxidizing agent H2O2 |
Cu |
Pros: Higher leaching efficiency; Reduced Corrosivity; Enables selective leaching Cons:
|
22-24 |
| Aqua regia | Au, Ag |
Pros: Specificity for metals leaching Cons:
|
21, 25-26 |
| Cyanide leaching | Au, Ag, Pd and Pt |
Pros: Highly efficient to recover gold Cons: Toxicity; Regulatory Challenges; Limited Selectivity |
27-28 |
| Thiourea Leaching CS(NH2)2 |
Au, Ag |
Pros: High selectivity of gold and silver Cons:
|
22, 29-30 |
| Thiosulphate Leaching |
Au, Ag |
Pros: Less toxicity; Lower environmental impact and non-corrosivity Cons:
|
22, 28-29,31-32 |
| Halide Leaching |
Au |
Pros: Higher recovery of base metal as well as precious metal Cons: Emission of toxic gases like chlorine gas |
33-34 |
| Supercritical methanol (SCM) process |
Cu |
Pros: Ease of implementation; no additional reducing agents required Cons:
|
35-37 |
| Cuprous Chloride synthesis |
Cu |
Pros: Non-corrosive acids applicability during the process Cons: Limited to copper recovery. |
23, 38 |
| Chelation technology |
Cu |
Pros: Effective in extracting toxic metals Cons: Expensive and lack of selectivity |
39-40 |
| Iodine Leaching |
Precious metals |
Pros: Iodine/iodide is a superior substitute for chlorine/chloride due to its rapid kinetics, non-toxicity, and high selectivity towards precious metals. Cons: Iodine elevated cost and high consumption rate prevent the industrialization. |
41 |
| Nitric acid leaching |
Cu, Pb, Sn |
Pros: Dissolution percent is higher; Versatile in extracting more metals. Cons:
|
25, 42-43 |
|
HNO3 Leaching (Our work) |
Cu, Pb, Ni | Fast Kinetic reaction due to powerful oxidizing agent; facilitating the dissolution of various metal; Maximum recovery and less time consumption;Closed-loop systems curbs NOx formation and helps to reuse chemicals by reducing the overall environmental impact | Present Research |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



