
Submitted:
28 November 2023
Posted:
29 November 2023
You are already at the latest version
Abstract
The paper presents research results on biocomposites made from a combination of extruded apple pomace (EAP) and potato starch (SP). The products were manufactured by hot pressing using a hydraulic press with a mold for producing samples. The prepared biocomposites were subjected to strength tests, surface wettability was determined and color analysis was carried out. Thermogravimetric analysis (TGA), Fourier transform infrared spectroscopy (FTIR) and cross section observed in Scanning electron microscope (SEM) were also performed. The obtained test results showed that the combination of apple pomace (EAP) and starch (SP) enabled the production of compact bicomposite materials. At the same time, it was found that each increase in the share of starch in the mixture for producing biocomposites increased the strength parameters of the obtained materials. With the highest share of starch in the mixture, 40%, and a raw material moisture content of 14%, the material had the best strength parameters and was even characterized by hydrophobic properties. It was also found that materials with a high content of starch are characterized by increased temperature resistance. Analysis of SEM microscopic photos showed well-glued particles of apple pomace, pectin, gelatinized starch and a smooth external structure of the samples. Research and analyzes have shown that apple pomace reinforced only with the addition of starch can be a promising raw material for the production of simple, biodegradable biocomposite materials.
Keywords:
Extruded apple pomace
; biocomposites
; starch potato
; mechanical properties
; thermal analysis.
1. Introduction
In the era of concern for the natural environment around us, finding ways to reduce the extraction of fossil fuels, from which traditional plastics are also made, is crucial. This can be supported by the production of modern biodegradable materials based on plant raw materials, which in many cases can provide an alternative to plastics [1]. Such materials are appreciated by the public; previous research has confirmed their usefulness in many areas, e.g. packaging, disposable tableware, car upholstery components, structural boards and beams, etc. [2,3]. Various plant based raw materials rich in cellulose, pectin and proteins can be used to manufacture such materials, as research has confirmed [4]. This opens up new possibilities for the application of such plant raw materials, the management of which is difficult or economically unjustifiable. Among such raw materials is apple pomace, which is a massive by-product of processing apples into juice. It is estimated that more than 20 million tonnes of apple pomace are produced worldwide each year [5]. Factors supporting their use include large-scale production and a chemical composition that is favourable, both for the production of food and non-food raw materials [6]. On average, apple pomace contains cellulose (7-22%), lignin (15%-20%), starch (14%-17%), pectin (4-14%), and small quantities of protein [7,8]. Due to its pectin, sugar and insoluble fibre content, much of it is used for the production of nutritional supplements or animal feed [9]. Pomace can also be processed into pellets and used as fuel [10,11]. Apple pomace is also used as a natural organic fertiliser [12]. The remainder of the apple pomace produced is usually composted (intensive fermentation processes take place in this raw material), which is not beneficial to the environment and, in particular, to groundwater [13,14]. This particularly argues for an even wider use of apple pomace, especially for non-food purposes.
One interesting area in which apple pomace could potentially be used is the packaging industry, which is currently focused on the search for innovative biodegradable materials. Interest in pomace as feedstock for biodegradable materials is still low and is mainly limited to the use of pomace as an additive of a few percent. Studies have been carried out, among others, on biodegradable active film packaging in which apple pomace or apple pomace extracts acted as an antioxidant released during food storage [15,16]. Attempts have also been made to enrich TPS starch with apple pomace [17]. Overall, researchers mainly point to the positive aspects of incorporating apple pomace (and other types of pomace) into a polymer matrix [18,19]. Reports from scientific literature indicate that pelletisation of apple pomace is feasible, so it is possible to thicken apple biomass to obtain a compact structure [20]. Other authors report that increasing the functionality of similar products is possible by obtaining pectin bonds (gel) in the product, but this requires strictly defined heating as well as cooling conditions. The same authors also claim that the pectin contained in apple pomace enables the formation of membranes and allows mixing with other polymers. It has also been found that monosaccharide content in the pomace allows pomace molecules to stick together, but the resulting material is hygroscopic and, consequently, can quickly lose its mechanical properties in the presence of water [21].
Literature review confirms that apple pomace can be used as an additive in the manufacture of biocomposites. However, the literature lacks precise information on how and under what conditions the particles of this raw material are combined during compaction. Based on data from the literature, it also appears that one of the main problems in producing a biodegradable material from apple pomace is obtaining adequate strength of such a material. Author [22] argue that this is usually related to poor bonding quality between the particles that make up the pomace. This is particularly the case when biocomposites are produced by pressure compacting. For this reason, many authors attempt to increase press force, which improves strength properties of the materials obtained, allowing more efficient use of van der Waals forces in the material being pressed [23]. However, in order to achieve the right mechanical properties, the use of Van der Walls forces alone requires adequate material fragmentation and relatively high contact forces, up to 500 MPa [20], to allow material molecules to approach one another sufficiently. When such contact forces are applied, unit energy required to produce the material increases significantly, which is mainly related to intermolecular friction [24].
Therefore, addition or activation of natural adhesive substances contained in plant products in order to naturally reinforce the materials obtained seems to be a more promising method. The extrusion process which, as a result of temperature and pressure, can modify the structure of both starch based and non-starch based raw materials, may be used for this purpos [25]. Such experiments have not been performed so far and, therefore, they fill the gap in biocomposite research. In the case of apple pomace, pectin is the most promising gluing component. Other interesting components are lignin and cellulose, found in the composition of apple pomace, which can also reinforce biocomposites. Despite their presence in apples, studies carried out to date have shown relatively low strength of materials made exclusively from apple pomace [26]. Therefore, a promising addition could be the introduction of starch as a reinforcing substance. In its crystalline form, starch forms an amorphous structure under the influence of temperature and in the presence of a plasticiser, which significantly facilitates moulding, while acting as a binding agent as well. Depending on the type of plasticiser used and the ratio of amylose to amylopectin contained in the starch, different properties of processed starch can be obtained [27]. Research into the use of starch as an additive in the manufacture of apple pomace films was carried out by Gustafsson et al. [28]. Unfortunately, their research is difficult to relate to solid materials. The production of films takes advantage of the phenomenon of dissolution of components contained in pomace. In the process of pressure moulding, the bonding of molecules by using pressure and temperature forces is exploited.
Given the above, the aim of the present study was to investigate the basic properties of biocomposites obtained from extruded apple pomace reinforced with potato starch.
2. Materials and Methods
2.1. Materials
The research material was wet apple pomace (moisture content 60% (±2%)) purchased on the local market (Greenherb, Łancut, Poland). Before being used, the pomace was stored under refrigeration at a temperature of +1°C. The basic chemical composition of the pomace was: raw ash 2.4%, total protein 5.47%, crude fat 3.92%, crude fibre 58.25% of dry mass. SP potato starch was purchased from a local producer (Superior, Poland). Primary chemical composition of the starch was as follows: crude ash 0.4%, total protein 0.06%, crude fat 0.05%, amylose 21.2, amylopectin 79.1% of dry mass.
2.1.1. Pre-Treatment of apple pomace and biocomposite production
The pomace was rinsed in water at 16 °C to remove soluble compounds. After draining excess water in a piston press, moisture content of the pomace was 50 % (±0.2%). The pomace with this moisture content was pretreated in a high temperature extruder. The purpose of this method was to prejellify the starch and pectin contained in the pomace and to homogenise the apple pomace. A modified single-screw extruder (Insta Pro 600) with an L:D ratio of 12:1, retrofitted with electric heaters, was used in the tests. Temperature distribution in the extruder was, respectively: 120/100/80/80 °C. The resulting extruded (EAP) apple pomace was dried in a convection dryer to a moisture content of 10%. The dry material was crushed in a beater shredder (Bak, Poland) equipped with 1 mm hole diameter sieves. The final material was obtained by sieving the dry apple pomace in a sifter through 0.5 mm hole sieves. The mixes used in the tests were prepared in a ribbon mixer by adding water to dry matter to obtain a raw material with a moisture content of, respectively: 10, 12 and 14% (±0.2%). A detailed test plan showing the raw material composition of the biocomposites is shown in Table 1. The material thus obtained was conditioned in a sealed container for 1 h at room temperature.
The material obtained in this way was then compacted by hot pressing on a test stand, which consisted of a hydraulic press (FR - 5014, manufacturer: Farys, Poland) with a maximum pressure of 150 kN. Electrically heated plates were installed on the piston pin and at the bottom of the press, with heaters with a total power of 1.600W installed inside the plates. The temperature was controlled by heater controllers with the accuracy of ± 0.1 °C. Plate wall thickness was 15mm (±0.1 mm) on both sides of the heater. A metal mould was inserted between the plates, which allowed a 81 cm2 sample to be moulded/compressed to a thickness of 5mm (± 0.1 mm) (Figure 1).
The weight of a single sample poured into the mould at a time was 80 g. The value of stress during the pressing process that was applied during the tests was 20 MPa. The biocomposite moulding tests were carried out at the temperature of 140°C (±0.1°C). The pressing time for each sample was 4.5 minutes.
2.2. Mechanical Properties
Strength tests were carried out in accordance with ISO 178:2019 [29]. The standard describes testing of mechanical properties of plastics. The basic assumption underlying this standard is homogeneity of the material. In order to carry out the strength tests, the AXIS 500 stress testing device with an FA 500N load cell was used. Samples in the form of a 5×15×90mm rectangular beam were placed on two supports (distance between the supports: 40 mm), and then subjected to a static bending load (Figure 2). The bending force was concentrated in the sample symmetry axis. The strength test was continued until the sample broke. The bending head displacement rate was calculated according to the following equation:
Where: a - deformation rate of the outer fiber (mm×min-1), l - distance between supports, h - sample thickness.
The test was completed when the sample deformation reached 5%, which meant a deformation of 7 mm.
Based on the tests performed, the bending strength and Young's modulus were determined.
Bending strength Rg as the highest stress value was calculated according to the following relationship:
where:
Fg – bending force (the greatest force recorded during bending);
l – distance between supports (constant value in our case);
Wg – bending strength index;
Wg for a beam with a rectangular cross-section:
Where:
b – beam width;
h – beam height.
Next, Young's Modulus (YM) was calculated using the following relationships:
where:
F0,2 – bending force corresponding to a deformation equal to 0.2% of the total deformation of the extreme fibers of the beam;
l – distance between supports (constant value in our case);
f0,2 – deflection arrow corresponding to a deformation equal to 0.2% of the total deformation of the extreme fibers of the beam;
f0,2 for a beam with a rectangular cross-section:
ε = 0,2%
Iy – moment of inertia of the cross-section;
Iy for a beam with a rectangular cross-section:
2.4. Water Contact Angle
The wetting angle was measured using the sitting drop method. In this method, the wetting angle was determined by analysing the drop shape (the internal angle of inclination of the tangent to the horizontal projection of the drop outline at its point of contact with the tested surface). The shape of the drop was recorded with a A2500-14uc digital camera, 5 Mpix (16.2 Mpix matrix) with 18 mm–105 mm lens (manufacturer: Basler, Ahrensburg, Germany) attached to an adjustable measuring table. Drops of distilled water with the volume of more than 15 µl were applied from a syringe fixed in a holder onto the surface of the biocomposite to be analysed. The same height of syringe attachment was maintained when delivering the droplet onto the biocomposite surface. The choice of drop size was based on the need to minimise drop spreading under gravitational forces, which underestimates the wetting angle. Images were taken 1s after the drop was placed. The wetting angle was measured by subjecting the drop images to analysis using the Autodesk Autocad Mechanical 2019 software, product version: 23.0.46.0.2.5.
2.3. Colour Analysis
Colour analyses were carried out on the basis of images of the sample surface taken with a STX OPTA-TECH stereo microscope equipped with a 5 megapixel (Mpix) camera, (manufacturer: OPTA-TECH, Warsaw, Poland). The area photographed was illuminated with a circular LED illuminator with the colour temperature of 7000 K. The camera was calibrated before photographing by performing the white balance on a Minolta reference plate, no. 1863310. The colour tests were performed using CorelDRAW X7 Version 17.1.0.572 software, where the L*a*b* space was selected for the analysis of colour changes. The individual letters stand for: L*-brightness; a*- colour from green to magenta; b*- colour from blue to yellow.
2.4. Scanning Electron Microscope (SEM)
A HITACHI S-3400N scanning electron microscope (SEM), (manufacturer: Hitachi, Tokyo, Japan) w was used to take images of the fractures and the outer surface of the samples. The following parameters were set in the microscope: accelerating voltage of 20 kV and low vacuum of 70 Pa.
2.5. Thermogravimetry Analysis (TGA) and Derivative Differential Thermal Analysis (DTA)
The samples tested were subjected to a thermogravimetric analysis using TGA and DTA methods. The tests were carried out on a TGAQ50 V20. 13. Build 39 thermogravimetric analyser. The TGA tests were carried out for analytical samples weighing app. 10 mg. Sample mass changes were measured in an inert atmosphere (N2). Temperature change took place at a rate of 10°C×min-1. The temperature change range was from 30 to 795°C. As a result of the performed analyses, a so-called thermogravimetric curve (TGA) was obtained in the following system: sample mass – temperature. The differential thermal analysis (DTA) was carried out in parallel to the TGA measurements. As a result, the derivative of the thermogravimetric curve of mass versus temperature was obtained. In this way, the temperature dependent change in reaction rate is shown. The maxima on the differential curve define the points at which the rate of temperature decrease due to reaction progress and the rate of temperature increase are maximum. Application of the DTA method facilitates the analysis of thermal effects including determination of the temperature of onset and extremes of the thermal effect. A summary of the TGA/DTA curves for each sample is shown in the chart.
2.6. FTIR infrared spectrum analysis
The (FTIR) infrared spectrum analysis was performed with the FTIR Nicolet 8700 spectrophotometer (producer: Thermo Electron Corporation, USA). The spectra were recorded with the resolution of 2 cm-1 in the range of 400–4000 cm-1. The tests were performed at room temperature.
3. Statistical Analysis
The results obtained from the empirical data were statistically processed using the following statistical software: StatSoft, Inc. (2013), STATISTICA, version 13.1 (TIBCO Software Inc., Palo Alto, CA, USA), (Table 1). For statistical analyses, the DOE experiment planning module (compositional master plans) was used, where significance was determined by the ANOVA test. The confidence level that indicated significant differences between samples was set at 95% (p < 0.05). Next, three-dimensional plots (response areas) were made from the data obtained. The above empirical test plan was applied to present the results: bonding strength, Young’s modulus, wetting angle, L*a*b* colour parameters. In order to present results of the (TGA) and (FTIR) analyses, extreme measurement points from the model were selected (moisture: 10 and 14%). The tests were performed in 3 replicates.
3. Results
3.1. Bending strength and Young’s modulus
Strength tests showed that it was possible to reinforce (EAP) apple pomace biocomposites with SP potato starch. The results obtained show that an increase in the share of SP starch in the mixture resulted in an increase in bending strength of the materials obtained from 6.1 to 12.6 (MPa). Furthermore, it was found that an increase in the moisture content of the raw material also caused an increase in strength, with these changes being noticeable for the sample with a 100% content of apple pomace and for samples with up to 30 wt% starch (Figure 2a). The significance of the above data was confirmed by results of the ANOVA variance analysis in Table 2. The increase in strength of the obtained materials can be attributed to the gelling properties of (SP) potato starch which, in the presence of polysaccharides (e.g. pectin, inulin), further increased its viscosity properties; this phenomenon was observed by [30] Other researchers have observed that heat treatment of e.g. pectin increases the hardness and gumminess of gels [31]. This observation also justifies the purpose of treating apple pomace in the extrusion process, which interacts favourably with starch during pressing (compression) of biocomposites. The use of (EAP) extruded apple pomace in the study, therefore, may increase strength of the materials obtained, particularly those with an addition of (SP) starch. Studies by other authors also indicate that the crosslinking properties of both starch and pectin also influence the increase in strength [32]. Furthermore, in addition to the presence of pectin, apple pomace is also rich in lignocellulosic compounds, dietary fibre and other substances which, under elevated temperature conditions, combine with the matrix of gelled starch to reinforce the final structure of the product during hot pressing of the material. This further justifies the increase in strength as the proportion of (SP) starch in the biocomposite mixture increases. A surprising observation is the highest strength of the biocomposite with a starch share of 40%, with a 10% moisture content in the raw material. Despite obtaining the best strength parameters, in this case the starch may not have been fully jellied and acted mainly as reinforcement. Granules of non-jellied starch were observed in SEM microscopic examinations. In this case, strengthening of the material may also have been related to the greater influence of Maillard reactions, which positively influence the crosslinking of starch and proteins contained in the apple pomace [33]. This may also explain the highest resilience modulus (0.72 GPa), which was also obtained at a 40 wt% (SP) starch share in the mixture and raw material moisture content of 10% (Figure 2b). However, one can conclude that Young's modulus increased almost linearly with increasing the addition of starch. An interesting observation is that the highest Young’s Modulus (YM) values were also achieved at 10% and 14% raw material moisture content, which may indicate that in these cases two different phenomena may have taken place that affected the resilience and strength of the biocomposites obtained. The first is jellification and subsequent stiffening of the matrix/carcass of the biocomposite after cooling. The other is strengthening of the carcass by granules of non-jellied starch due to insufficient moisture content in the raw material. When comparing the results obtained to studies by other authors, one can conclude that the parameters obtained are sufficient for the manufacture of selected products that do not require high loads, e.g. plates, cups, saucers, packaging, decorative elements, etc. However, in order to extend these possibilities, it is therefore necessary to increase the strength parameters to at least 20-40 (MPa), as indicated in the work by [34]. Yet, this requires the use of more advanced additives, which was done in the work of Picard et al. (2020) [22].
3.3. Water Contact Angle
Analysis of the wetting angle of the obtained biocomposites revealed that all samples with (SP) starch addition (up to 30%) constituted hydrophilic materials (their wetting angle did not exceed (0° < θ < 90°), (Figure 2c). On the other hand, further increases in the share of (SP) starch resulted in the limit (>90°) being exceeded, which, according to Grylewicz et al. (2019) [35], indicates an increase in the hydrophobicity of these materials. The highest wetting angle values (104°) were observed at the starch share of 40 wt% and mixture moisture content of 14%. These properties can be justified by better jellification of added starch under conditions of increased material moisture content up to 14%. For example, a wetting angle in the range of 117-120° was obtained in the study of thermoplastic starch by Bastos et al. (2009) [36]. It can therefore be concluded that the addition of starch to extruded apple pomace increases hydrophobicity of the biocomposites obtained, even without the addition of commonly used plasticisers. It was also observed that biocomposites obtained from apple pomace alone without the addition of starch were characterised by a wetting angle of 45°, which indicates that it is a hydrophilic material, as pointed out by researchers such as Andrade et al. (2005) [37]. This high hydrophilicity of apple pomace may be related to its high content of soluble pectin, representing one of the biocomposite matrix elements. This only highlights the fact that apple pomace should be combined with other additives to increase the hydrophobicity of such materials. The results obtained are promising and indicate that it is possible to produce a biodegradable material exclusively from plant-based raw materials with hydrophobic properties. Although the results obtained in the studies only slightly exceed the wetting angle values, this opens up new possibilities to refine biodegradable products exclusively with natural methods. In light of other studies into natural biodegradable materials, the most hydrophobic material has a wetting angle of 158° [38]. In the case of the popular PLA, the wetting angle is only 64° [39]. This explains why biodegradable plastics are readily used as a structural material for e.g. disposable tableware, etc.
3.4. Colour Analysis
The colour analysis performed showed that the samples obtained were characterised by a dark colour grading towards shades of brown and violet – Figure 2 def. This is directly related to values of the a* and b* parameters, which range from -1.01 to 3.93 in the L*a*b* colour space. Figure 3 shows images of the produced biocomposite samples. It was furthermore found that values of the a* factor increased with the share of (SP) starch up to 30 wt% and then decreased strongly. As this phenomenon is observed over the entire moisture range, it may be related to the intensely progressive non-enzymatic browning reaction (Maillard reaction) of jellified starch in particular, as well as pectin and dietary fibre [40]. It may also be related to the migration of water and, at the same time, liquid gel to the sample surface [41], where it is exposed to direct contact with mould elements heated up to 140 °C. The above claim is confirmed by the observed changes in L* brightness, which clearly decreases with the share of starch in the biocomposite. From a technological point of view, such a phenomenon may favourably influence formation of the internal and external structure of the biocomposite, resulting in a smooth surface. In this case, the water (bound in the extruded gel) evaporates quickly from outer parts of the material, resulting in reduced boiling within the material structure [42]. This can therefore significantly reduce internal porosity of the biocomposites. Figure 4 below shows, as an example, samples of biocomposites made from apple pomace with added starch. Dark colour of the obtained samples is characteristic of many kinds of thermally treated fruit pomace [43].
3.5. Scanning Electron Microscope (SEM)
SEM microscopic photographs were taken to investigate the internal and external structure of the fabricated biocomposites (Figure 4a–f). The utilitarian aim was to identify characteristic features of the biocomposite structure that could have an indirect effect on cracking of the samples during strength tests. The SEM microscopic analysis showed that samples produced from extruded apple pomace were characterised by an irregular structure, which consisted of agglomerated material particles combined with jellified starch and pectin gel, as can be observed in Figure 4d. A characteristic feature of these materials was also found to be flattened material particles to varying extents, as shown in Figure 3a. In addition, various elongations can be observed at sample fracture surfaces, which are indicative of a violation of the consistency of the biocomposite and pulling out of the fibres due to mechanical force [22]. Sample consistency, on the other hand, could be affected by hydrophilic or hydrophobic reactions as indicated by Mofokeng et al. (2012) [44]. Meanwhile, increasing the share of SP starch in the sample could result in improved interfacial interactions, which could result in better energy dissipation during sample breakage [45]. In the analysed samples produced from a raw material with a moisture content of 10-14%, starch granules embedded in the gel could also be observed (Figure 4c). The observed granules are non-jellified starch in samples from raw material with a moisture content of 10%, or resistant starch. Starch granules show flattening indicating direct contact between the starch and the matrix heated to 140 °C. This may indicate a lack of availability of the water necessary for starch jellification. A comparison of the surface of samples refined with the addition of starch (40%) with those made at 10 and 14% moisture content showed that a smoother surface was characteristic of the samples made from the raw material with the higher moisture content.
3.6. Thermogravimetry Analysis (TGA) and Derivative Differential Thermal Analysis (DTA)
Table 3 shows the percentage mass loss for each temperature range during thermogravimetric analysis. Figures 5a,b then show exact progression of the TGA and DTA analysis. The diagrams present the five main stages of mass loss. In the first zone of 30-150 °C, which illustrates mainly water evaporation, the weight loss was 2.93-4.22% and was proportionally lower for samples that were prepared from a raw material with a moisture content of 14%. In the second range of 150-220 °C, the weight loss ranged from 15.79 to 32.09% and decreased with the share of starch in the biocomposite. Thus, one can conclude that, in this case, the addition of starch was crucial for temperature resistance of the materials tested. In this temperature range, degradation of low molecular weight components and initial degradation (softening) of cellulose are usually responsible for the weight loss [46]. Weight loss found in the 250-350 °C temperature range could be related to degradation of polysaccharides contained in the sample. For example, according to Lin et al. (2007) [47], cellulose degradation usually occurs in this temperature range. Further degradation of the material in the temperature range of 350-600 °C is related to acetylated degradation of high molecular weight components, depolymerisation and other transformations as indicated by Yang et al. (2007) [48,49]. The analysis carried out showed that the first 5% weight loss occurred at 142.1 °C, which was observed for the sample with a 20% starch addition (raw material moisture content of 10%). In contrast, the latest 5% weight loss was observed for samples with a 40% starch addition. In this case, weight loss was observed at 166.5 °C (sample made from raw material with a 10% moisture content) and 171.4 °C for the sample made from raw material with a 14% moisture content. Weight loss of 50% usually occurred between 301.1 - 330.1 °C and was lowest for samples with 40% starch for the two extremes of raw material moisture content used.
3.7. FTIR infrared spectrum analysis
Figure 6 shows the spectra of FTIR spectrum analyses performed for biocomposite samples obtained from raw material with a 14% moisture content. All spectra were found to have a typical waveform and represent characteristic vibrational types for biological materials rich in dietary fibre. It was also observed that all spectra had a similar waveform, with variations mainly involving a slight shift in spectral transmittance distribution. When observing the individual spectra, three main areas can be distinguished: the first area is in the range of 3450-3000 cm-1, indicating the presence of stretching vibrations of the 0-H methyl group bonds, the second area occurs in the range of 2200-1500 cm-1 and indicates the presence of compounds containing double bonds (C=O, C=C) [50] Eleutério et al. 2020. The third area includes the fingerprint region, where bands originate from single C-O bonds and bands responsible for deformational vibrations [51] (Fardioui 2021]. When analysing the results obtained, it can also be seen that the transmittance value increases with an increase in starch addition, with the highest values achieved for hydroxyl (-OH) bonds. The analyses carried out also showed that the transmittance value was higher for biocomposites obtained from raw material with a moisture content of 10%.
4. Conclusion
Research has shown that it is possible to produce a biocomposite from (EAP) apple pomace reinforced with (SP) potato starch. It was found that the pomace processed by extrusion in combination with the starch allows the production of a biocomposite with a compact structure and a smooth surface, as shown by SEM microscopic images. The colour of extruded apple pomace biocomposites is dark brown and darkens with growing starch content. Furthermore, it was found that the addition of (SP) potato starch in each case contributed to improving strength parameters of the biocomposites obtained. The study showed that the strongest materials were the biocomposites produced with the highest share of SP starch and with extreme moisture contents of 10% and 14%. This may suggest that two technologies can be adopted in the manufacture of such biodegradable materials. The first is the "dry" one, where materials are bonded mainly by pressure and the van der Waals forces present in the material. In this case, non-jellified starch can act as a natural reinforcement, with some of the jellified starch and pectin providing an additional natural binder. The other technology, promoting an increase in moisture content, where the vast majority of the starch is jellified and the pectin presumably interacts with the gel, also contributing to strengthening of the biocomposite. The advantage of the second method lies in obtaining a smoother surface using a moisture content of 14%. On the other hand, better temperature resistance will be obtained by manufacturing the product from raw material with a moisture content of 10%, as confirmed by the TGA tests. Finally, FTiR studies reveal that the transmittance value is higher for biocomposites obtained from raw material with a moisture content of 10%. The hydroxyl bond values also increase with the addition of starch. The research shows that extruded apple pomace combined with potato starch is a promising raw material that can be used to produce biodegradable materials that do not require a high stress transfer, e.g. household items, plates, cups, etc. For a wider application of apple pomace, however, further development of this technology towards the search for even more advanced biodegradable additives is necessary.
Author Contributions
Conceptualization, A.E., T.Ż.; methodology, A.E. T.Ż.; software, A.E, T.Ż; formal analysis, A.E T.Ż. A.K.; investigation, T.Ż, A.E.; resources, A.E T.Ż.; data curation, T.Ż.; writing—original draft preparation, A.E., T.Ż. R.K., A.K.,; writing—review and editing, A.E., T.Ż. R.K, A.K.; visualization, T.Ż.; supervision, A.E.; project administration, A.E.; funding acquisition, A.E, T.Ż. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Asgher, M.; Qamar, S. A.; Bilal, M.; Iqbal, H. M. Bio-based active food packaging materials: Sustainable alternative to conventional petrochemical-based packaging materials. Food Research International 2020, 137, 109625. [Google Scholar] [CrossRef] [PubMed]
- Yaradoddi, J. S.; Banapurmath, N. R.; Ganachari, S. V.; Soudagar, M. E. M.; Mubarak, N. M. , Hallad, S., S, Hugar.; Fayaz, H. (Biodegradable carboxymethyl cellulose based material for sustainable packaging application. Scientific reports 2020, 10, 21960. [Google Scholar] [CrossRef] [PubMed]
- Loureiro, N. C.; Esteves, J. L. Green composites in automotive interior parts: A solution using cellulosic fibers. In Green composites for automotive applications. 2019 (pp. 81-97). Woodhead Publishing.
- Moreno, A. G.; Guzman-Puyol, S.; Domínguez, E.; Benítez, J. J.; Segado, P.; Lauciello, S.; Ceseracciu, L.; Porras-Vázquez, J.M. ; Leon-Reina, L,; Heredia, A.; Heredia-Guerrero, J. A. Pectin-cellulose nanocrystal biocomposites: Tuning of physical properties and biodegradability. International Journal of Biological Macromolecules 2021, 180, 709-717.
- Dhillon, G. S.; Kaur, S.; Brar, S. K. Perspective of apple processing wastes as low-cost substrates for bioproduction of high value products: A review. Renewable and sustainable energy reviews 2013, 27, 789–805. [Google Scholar] [CrossRef]
- Gowman, A. C.; Picard, M. C.; Lim, L. T.; Misra, M.; Mohanty, A. K. Fruit waste valorization for biodegradable biocomposite applications: A review. BioResources 2019, 14, 10047–10092. [Google Scholar] [CrossRef]
- Perussello, C.A.; Zhang, Z.; Marzocchella, A.; Tiwari, B.K. Valorization of Apple Pomace by Extraction of Valuable Compounds. Compr. Rev. Food Sci. Food Saf. 2017, 16, 776–796. [Google Scholar] [CrossRef]
- Nawirska, A.; Kwaśniewska, M. Dietary fibre fractions from fruit and vegetable processing waste. Food Chem. 2005, 91, 221–225. [Google Scholar] [CrossRef]
- Bhushan, S. , Gupta, M. (). Apple pomace: source of dietary fibre and antioxidant for food fortification. In Handbook of Food Fortification and Health 2013, (pp. 21-27). Humana Press, New York, NY.
- Hejft, R.; Obidziński, S.; Jałbrzykowski, M.; Markowski, J. Production of heating pellets with apple pomace content. Journal of Research and Applications in Agricultural Engineering 2016, 61, 29–34. [Google Scholar]
- Chojnacki, J.; Zdanowicz, A.; Ondruška, J.; Šooš, Ľ.; Smuga-Kogut, M. The Influence of apple, carrot and red beet pomace content on the properties of pellet from barley straw. Energies, 2021, 14(2), 405.
- Jiang, J.; Huang, Y.; Liu, X.; Huang, H. The effects of apple pomace, bentonite and calcium superphosphate on swine manure aerobic composting. Waste management 2014, 34, 1595–1602. [Google Scholar] [CrossRef] [PubMed]
- Lyu, F.; Luiz, S. F.; Azeredo, D. R. P.; Cruz, A. G.; Ajlouni, S.; Ranadheera, C. S. Apple pomace as a functional and healthy ingredient in food products: A review. Processes 2020, 8, 319. [Google Scholar] [CrossRef]
- Choudhury, A. G.; Roy, P.; Kumari, S.; Singh, V. K. Utility of Fruit-Based Industry Waste. In Handbook of Solid Waste Management: Sustainability through Circular Economy 2022 (pp. 757-784). Singapore: Springer Nature Singapore.
- Bhargava, N.; Sharanagat, V. S.; Mor, R. S.; Kumar, K. Active and intelligent biodegradable packaging films using food and food waste-derived bioactive compounds: A review. Trends in Food Science & Technology 2020, 105, 385-401.
- Riaz, A.; Lei, S.; Akhtar, H. M. S.; Wan, P.; Chen, D.; Jabbar, S.; Abid, M.; Hashim, M.M.; Zeng, X. Preparation and characterization of chitosan-based antimicrobial active food packaging film incorporated with apple peel polyphenols. International journal of biological macromolecules 2018, 114, 547–555. [Google Scholar] [CrossRef]
- Zdybel, E.; Tomaszewska-Ciosk, E.; Gertchen, M.; Drożdż, W. Selected properties of biodegradable material produced from thermoplastic starch with by-products of food industry addition. Polish Journal of Chemical Technology 2017, 19, 51–55. [Google Scholar] [CrossRef]
- Jiang, Y.; Simonsen, J.; Zhao, Y. Compression-molded biocomposite boards from red and white wine grape pomaces. J. Appl. Polym. Sci. 2011, 119, 2834–2846. [Google Scholar] [CrossRef]
- Gaikwad, K. K.; Lee, J. Y.; Lee, Y. S. Development of polyvinyl alcohol and apple pomace bio-composite film with antioxidant properties for active food packaging application. Journal of food science and technology 2016, 53, 1608–1619. [Google Scholar] [CrossRef] [PubMed]
- Wojdalski, J.; Grochowicz, J.; Ekielski, A.; Radecka, K.; Stępniak, S.; Orłowski, A.; Florczak, I. ; Drożdż,B.; Żelaziński,T.; Kosmala, G. Production and Properties of Apple Pomace Pellets and their Suitability for Energy Generation Purposes. Annual Set The Environment Protection Rocznik Ochrona Środowiska 2016, 18(1), 89-111.
- Gouw, V. P. (). Investigation of Bioactive Compounds in Different Types of Fruit Pomace and Their Applications as Bulk Materials for Creating Biocomposite. Master of Science thesis of Virginia, presented on March 2016, 11, 2016. [Google Scholar]
- Picard, M. C.; Rodriguez-Uribe, A.; Thimmanagari, M.; Misra, M.; Mohanty, A. K. Sustainable biocomposites from poly (butylene succinate) and apple pomace: A study on compatibilization performance. Waste and biomass valorization 2020, 11, 3775–3787. [Google Scholar] [CrossRef]
- Gouw, V. P.; Jung, J.; Simonsen, J.; Zhao, Y. Fruit pomace as a source of alternative fibers and cellulose nanofiber as reinforcement agent to create molded pulp packaging boards. Composites Part A: Applied Science and Manufacturing 2017, 99, 48–57. 99.
- Park, J. Y.; Salmeron, M. Fundamental aspects of energy dissipation in friction. Chemical reviews 2014, 114, 677–711. [Google Scholar] [CrossRef] [PubMed]
- Schmid, V.; Trabert, A.; Schäfer, J.; Bunzel, M.; Karbstein, H. P.; Emin, M. A. Modification of apple pomace by extrusion processing: Studies on the composition, polymer structures, and functional properties. Foods 2020, 9, 1385. [Google Scholar] [CrossRef] [PubMed]
- Choudhary, P.; Suriyamoorthy, P.; Moses, J. A.; Anandharamakrishnan, C. Bio-composites from food wastes. Composites for Environmental Engineering 2019, 319–345. [Google Scholar]
- Vanier, N. L.; Vamadevan, V.; Bruni, G. P.; Ferreira, C. D.; Pinto, V. Z.; Seetharaman, K.; Zavareze, E.D.; Elias, M.C.; Berrios, J. D. J. (). Extrusion of rice, bean and corn starches: Extrudate structure and molecular changes in amylose and amylopectin. Journal of Food Science 2016, 81, E2932–E2938. [Google Scholar] [CrossRef]
- Gustafsson, J.; Landberg, M.; Bátori, V.; Åkesson, D.; Taherzadeh, M.J.; Zamani, A. Development of Bio-Based Films and 3D Objects from Apple Pomace. Polymers 2019, 11, 289. [Google Scholar] [CrossRef]
- PN-EN ISO 178:2019-06; Plastics—Determination of Bending Properties. Polish Committee for Standardization: Warsaw, Poland, 2019.
- Gonzalez-Tomás, L.; Coll-Marqués, J.; Costell, E. Viscoelasticity of inulin–starch-based dairy systems. Influence of inulin average chain length. Food Hydrocolloids 2008, 22, 1372–1380. [Google Scholar] [CrossRef]
- Jia, T.; Zeng, J.; Gao, H.; Jiang, J.; Zhao, J.; Su, T.; Sun, J. Effect of pectin on properties of potato starch after dry heat treatment. Tropical Journal of Pharmaceutical Research 2019, 18. [Google Scholar] [CrossRef]
- Shpigelman, A.; Kyomugasho, C.; Christiaens, S.; Van Loey, A. M.; Hendrickx, M. E. Thermal and high pressure high temperature processes result in distinctly different pectin non-enzymatic conversions. Food Hydrocolloids 2014, 39, 251–263. [Google Scholar] [CrossRef]
- Su, J.F.; Huang, Z.; Yuan, X.Y.; Wang, X.Y.; Li, M. Structure and properties of carboxymethyl cellulose/soy protein isolate blend edible films crosslinked by Maillard reactions. Carbohydr. Polym. 2010, 79, 145–153. [Google Scholar] [CrossRef]
- Rahman, A.; Fehrenbach, J.; Ulven, C.; Simsek, S.; Hossain, K. Utilization of wheat-bran cellulosic fibers as reinforcement in bio-based polypropylene composite. Industrial Crops and Products 2021, 172, 114028. [Google Scholar] [CrossRef]
- Grylewicz, A.; Spychaj, T.; Zdanowicz, M. Thermoplastic starch/wood biocomposites processed with deep eutectic solvents. Compos. Part A Appl. Sci. Manuf. 2019, 121, 517–524. [Google Scholar] [CrossRef]
- Bastos, D. C.; Santos, A. E.; da Silva, M. L.; Simão, R. A. Hydrophobic corn starch thermoplastic films produced by plasma treatment. Ultramicroscopy 2009, 109, 1089–1093. [Google Scholar] [CrossRef] [PubMed]
- Andrade, C. T.; Simão, R. A.; Thiré, R. M.; Achete, C. A. Surface modification of maize starch films by low-pressure glow 1-butene plasma. Carbohydrate polymers 2005, 61, 407–413. [Google Scholar] [CrossRef]
- Wang, X.; Pan, Y.; Yuan, H.; Su, M.; Shao, C.; Liu, C.; Guo, Z.; Shen, C.; Liu, X. Simple fabrication of superhydrophobic PLA with honeycomb-like structures for high-efficiency oil-water separation. Chin. Chem. Lett. 2020, 31, 365–368. [Google Scholar] [CrossRef]
- Ortega-Toro, R.; López-Córdoba, A.; Avalos-Belmontes, F. Epoxidised sesame oil as a biobased coupling agent and plasticiser in polylactic acid/thermoplastic yam starch blends. Heliyon 2021, 7. [Google Scholar] [CrossRef]
- Lopez, O.; Garcia, M. A.; Villar, M. A.; Gentili, A.; Rodriguez, M. S.; Albertengo, L. (). Thermo-compression of biodegradable thermoplastic corn starch films containing chitin and chitosan. LWT-Food Science and Technology 2014, 57, 106–115. [Google Scholar] [CrossRef]
- Liu, Y.; Chao, C.; Yu, J.; Wang, S.; Wang, S.; Copeland, L. New insights into starch gelatinization by high pressure: Comparison with heat-gelatinization. Food Chemistry 2020, 126493. [Google Scholar] [CrossRef]
- Nguyen, D. M.; Diep, T. M. H.; da Silva, Y. F.; Vu, T. N.; Hoang, D.; Thuc, C. N. H.; Bui, Q.B.; Perré, P. Three-dimensional pore characterization of poly (lactic) acid/bamboo biodegradable panels. International Journal of Biological Macromolecules 2022, 221, 16–24. [Google Scholar] [CrossRef] [PubMed]
- Mohd Basri, M. S.; Abdul Karim Shah, N. N.; Sulaiman, A.; Mohamed Amin Tawakkal, I. S.; Mohd Nor, M. Z.; Ariffin, S. H.; Abdul Ghani, N.H. , Mohd Salleh, F. S. Progress in the valorization of fruit and vegetable wastes: Active packaging, biocomposites, by-products, and innovative technologies used for bioactive compound extraction. Polymers 2021, 13, 3503. [Google Scholar] [CrossRef]
- Mofokeng, J.P.; Luyt, A.S.; Tábi, T.; Kovács, J. Comparison of injection moulded, natural fibre-reinforced composites with PP and PLA as matrices. J. Thermoplast. Compos. Mater. 2012, 25, 927–948. [Google Scholar] [CrossRef]
- Muthuraj, R.; Misra, M.; Mohanty, A.K. Biodegradable biocomposites from poly (butylene adipate-co-terephthalate) and miscanthus: Preparation, compatibilization, and performance evaluation. J. Appl. Polym. Sci. 2017, 134, 45448. [Google Scholar] [CrossRef]
- Kamdem, D.P.; Shen, Z.; Nabinejad, O.; Shu, Z. Development of biodegradable composite chitosan-based films incorporated with xylan and carvacrol for food packaging application. Food Packag. Shelf Life 2019, 21, 100344. [Google Scholar] [CrossRef]
- Lin, Z.; Renneckar, S.; Hindman, D.P. Nanocomposite-based lignocellulosic fibers 1. Thermal stability of modified fibers with clay-polyelectrolyte multilayers. Cellulose 2007, 15, 333.
- Yang, H.; Yan, R.; Chen, H.; Lee, D.H.; Zheng, C. Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 2007, 86, 1781–1788. [Google Scholar] [CrossRef]
- Ekielski, A. , Żelaziński, T., Mishra, P. K., Skudlarski, J. Properties of biocomposites produced with thermoplastic starch and digestate: Physicochemical and mechanical characteristics. Materials 2021, 14(20), 6092.
- Eleutério, T.; Sério, S.; Teodoro, O. M.; Bundaleski, N.; Vasconcelos, H. C. XPS and FTIR studies of DC reactive magnetron sputtered TiO2 thin films on natural based-cellulose fibers. Coatings 2020, 10, 287. [Google Scholar] [CrossRef]
- Fardioui, M.; Mekhzoum, M. E. M.; Bouhfid, R. (). Photoluminescent biocomposite films of chitosan based on styrylbenzothiazolium-g-cellulose nanocrystal for anti-counterfeiting applications. International Journal of Biological Macromolecules 2021, 184, 981-989.
Figure 1.
Technological diagram for preparation of the raw material and moulding of biocomposites: 1 - single-screw extruder, 2- convection dryer, 3 - hammer mill, 4 - band mixer, 5 - hydraulic press with a matrix for forming samples.
Figure 1.
Technological diagram for preparation of the raw material and moulding of biocomposites: 1 - single-screw extruder, 2- convection dryer, 3 - hammer mill, 4 - band mixer, 5 - hydraulic press with a matrix for forming samples.
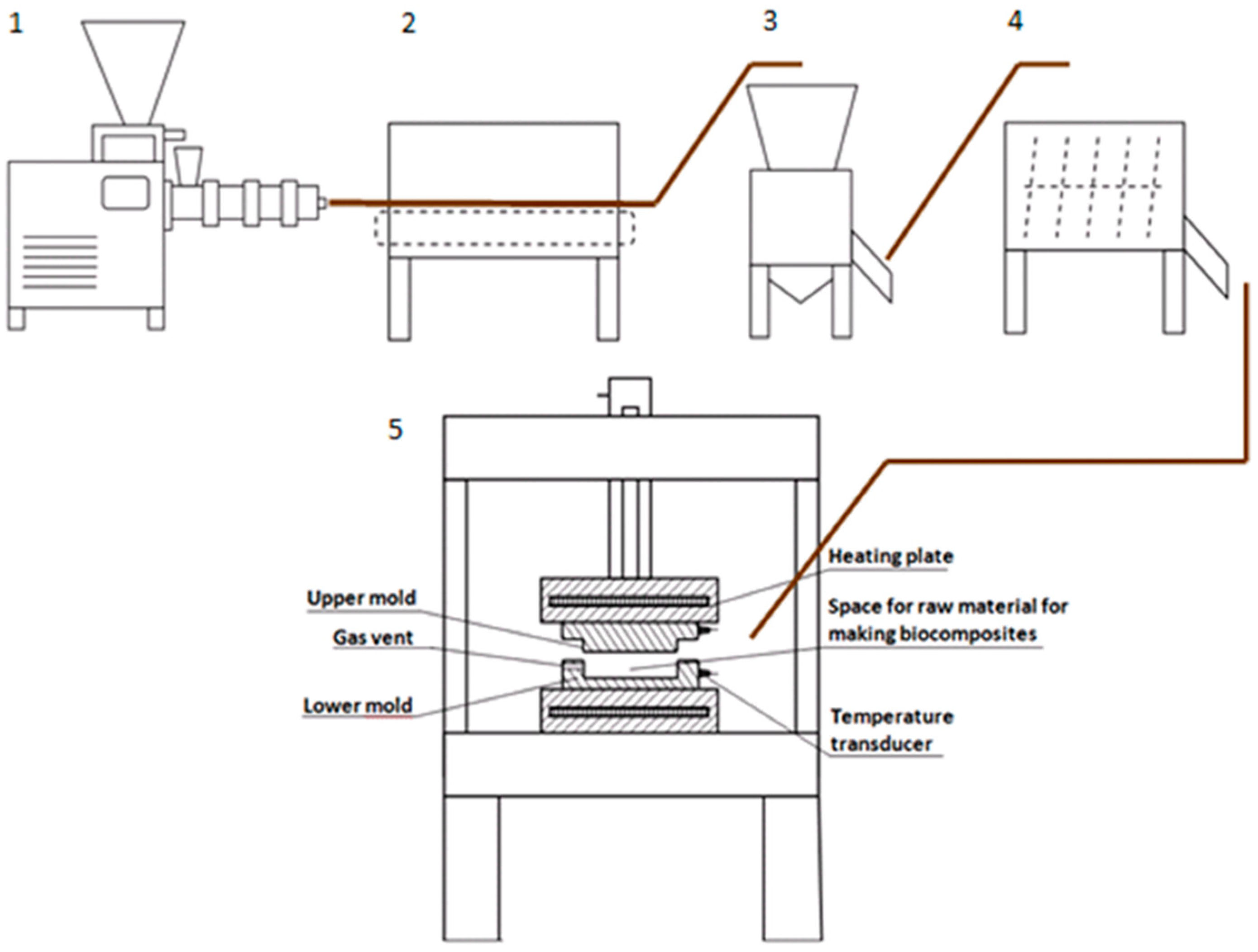
Figure 2.
Bending strength tests.
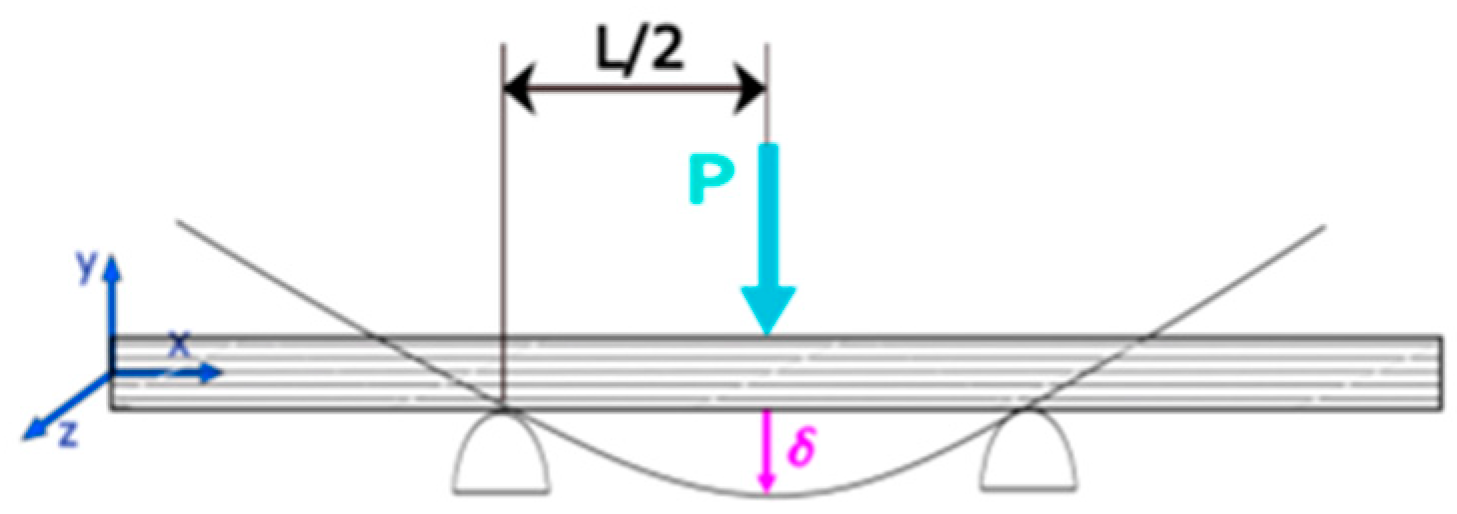
Figure 2.
Influence of potato starch (SP) addition and raw material moisture content on parameter changes: (a) bending strength, (b) Young Modulus (YM), (c) water contact angle, (d) color component L*, (e) color component a*, (d) color component b*.
Figure 2.
Influence of potato starch (SP) addition and raw material moisture content on parameter changes: (a) bending strength, (b) Young Modulus (YM), (c) water contact angle, (d) color component L*, (e) color component a*, (d) color component b*.
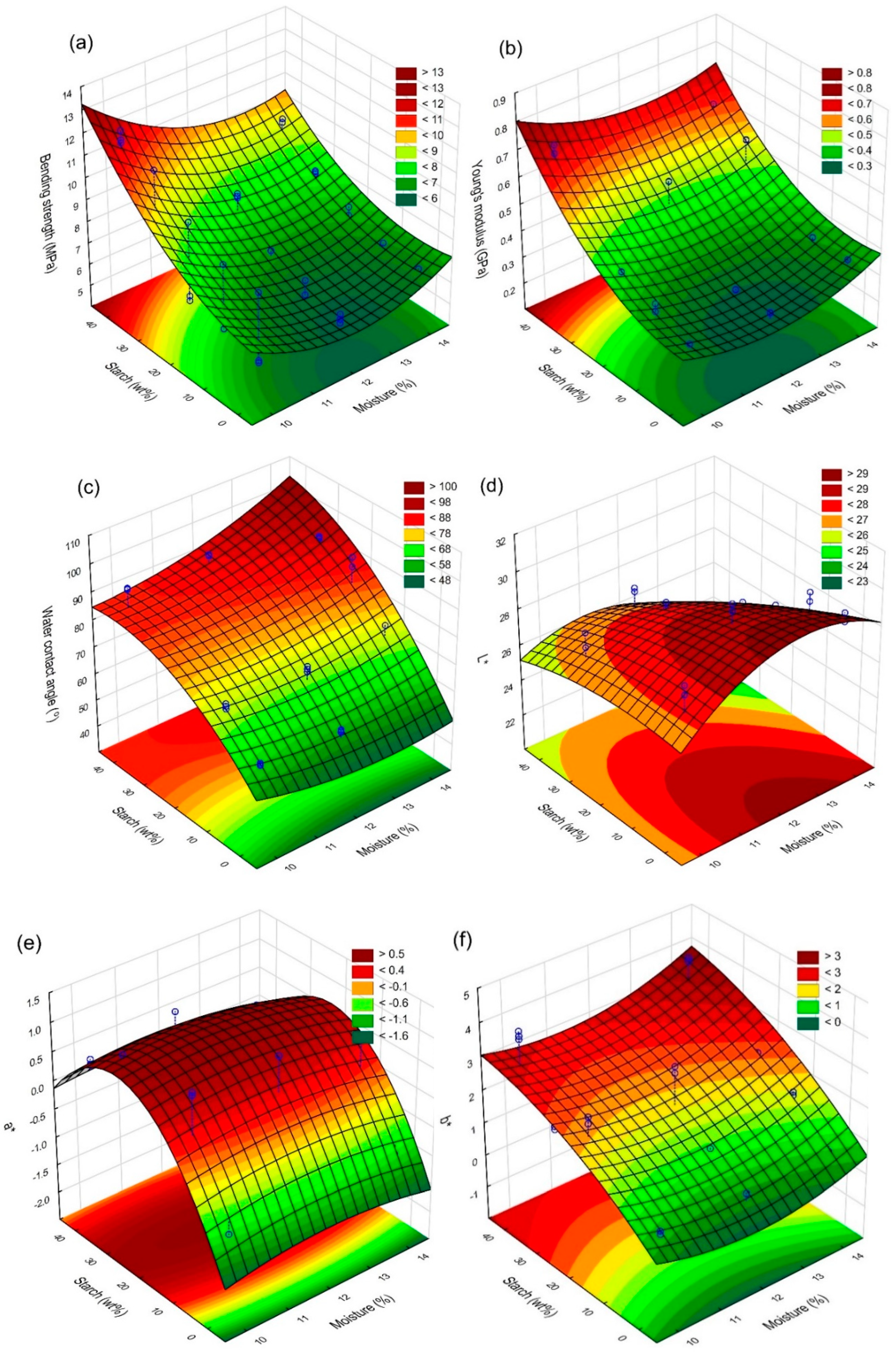
Figure 3.
Figure 3: Biocomposites from extruded apple pomace (EAP) and: (a) - 40, (b) - 30, (c) - 20, (d) - 10 and (e) - 0% addition of potato starch (SP). Moisture content in the raw material 12%.
Figure 3.
Figure 3: Biocomposites from extruded apple pomace (EAP) and: (a) - 40, (b) - 30, (c) - 20, (d) - 10 and (e) - 0% addition of potato starch (SP). Moisture content in the raw material 12%.
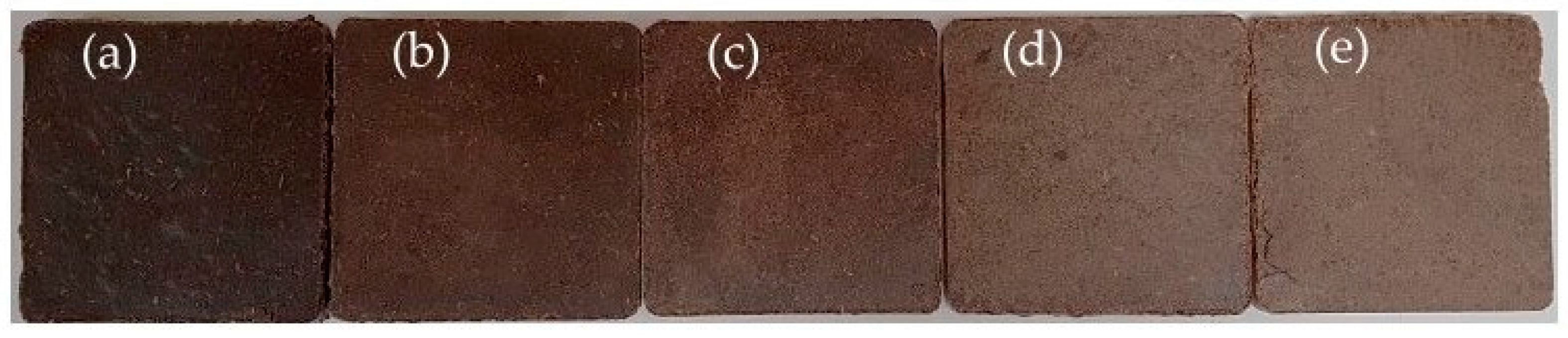
Figure 4.
SEM scanning microscopy images of the biocomposites: (a, b) - "breakthrough" of the sample; (c)-starch granules of non-gelatinized starch, d-gelatinized starch, (d) and e and (f)- surface area comparisons of samples produced at 10 and 14% raw material moisture. Samples( a-d): starch addition 40%, raw material moisture 10%).
Figure 4.
SEM scanning microscopy images of the biocomposites: (a, b) - "breakthrough" of the sample; (c)-starch granules of non-gelatinized starch, d-gelatinized starch, (d) and e and (f)- surface area comparisons of samples produced at 10 and 14% raw material moisture. Samples( a-d): starch addition 40%, raw material moisture 10%).
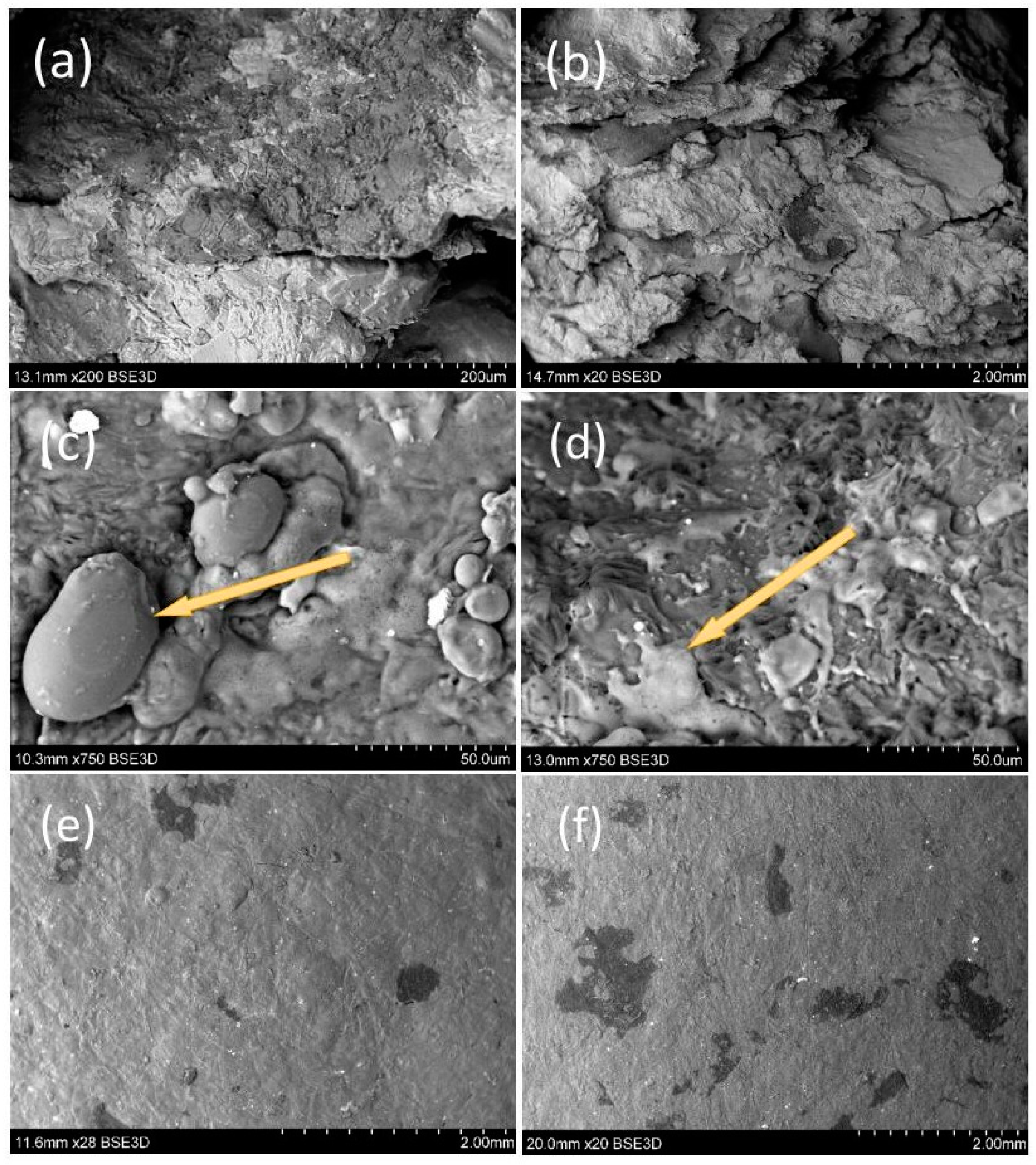
Figure 5.
The course of (mass loses) (a) and (derivative mass change biocomposites) (b) curves of biocomposites from (EAP) extruded apple pomace and (SP) starch.
Figure 5.
The course of (mass loses) (a) and (derivative mass change biocomposites) (b) curves of biocomposites from (EAP) extruded apple pomace and (SP) starch.
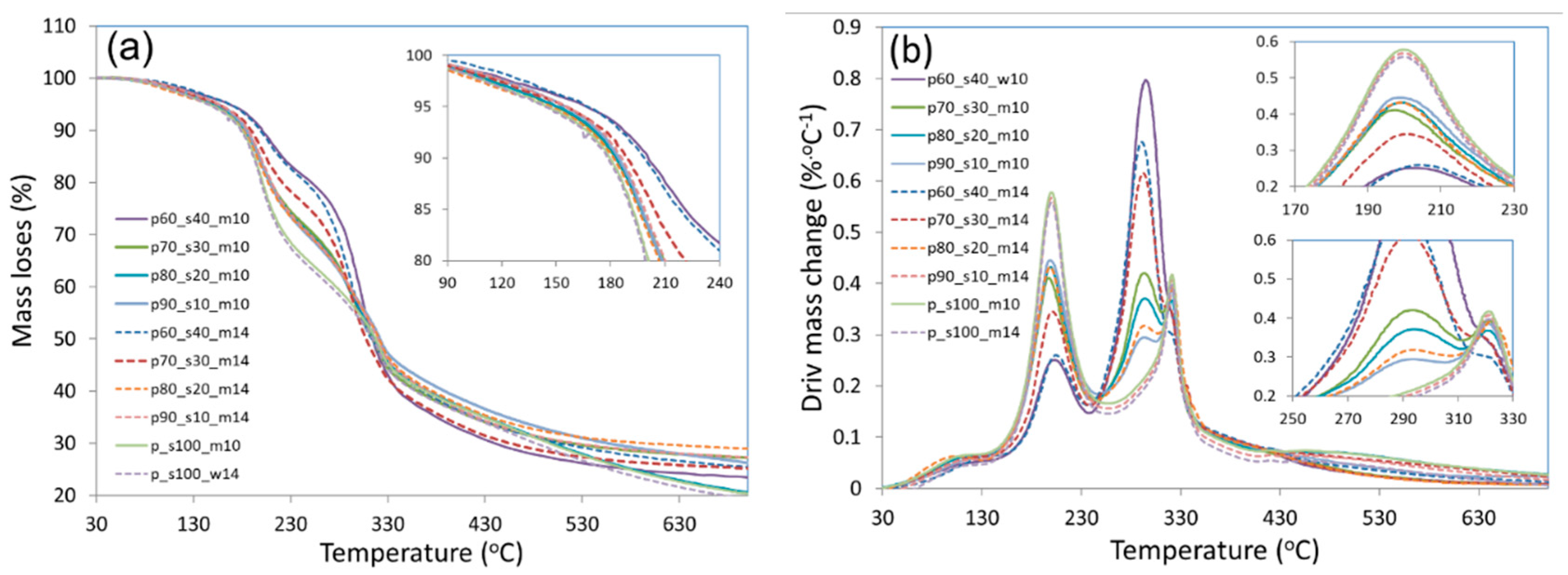
Figure 6.
Figure 3: FTIR infrared spectrum of biocomposites from extruded apple pomace (EAP) and: (a) - 40, (b) - 30, (c) - 20, (d) - 10 and (e) - 0% addition of potato starch (SP). Moisture content in the raw material 14%.
Figure 6.
Figure 3: FTIR infrared spectrum of biocomposites from extruded apple pomace (EAP) and: (a) - 40, (b) - 30, (c) - 20, (d) - 10 and (e) - 0% addition of potato starch (SP). Moisture content in the raw material 14%.
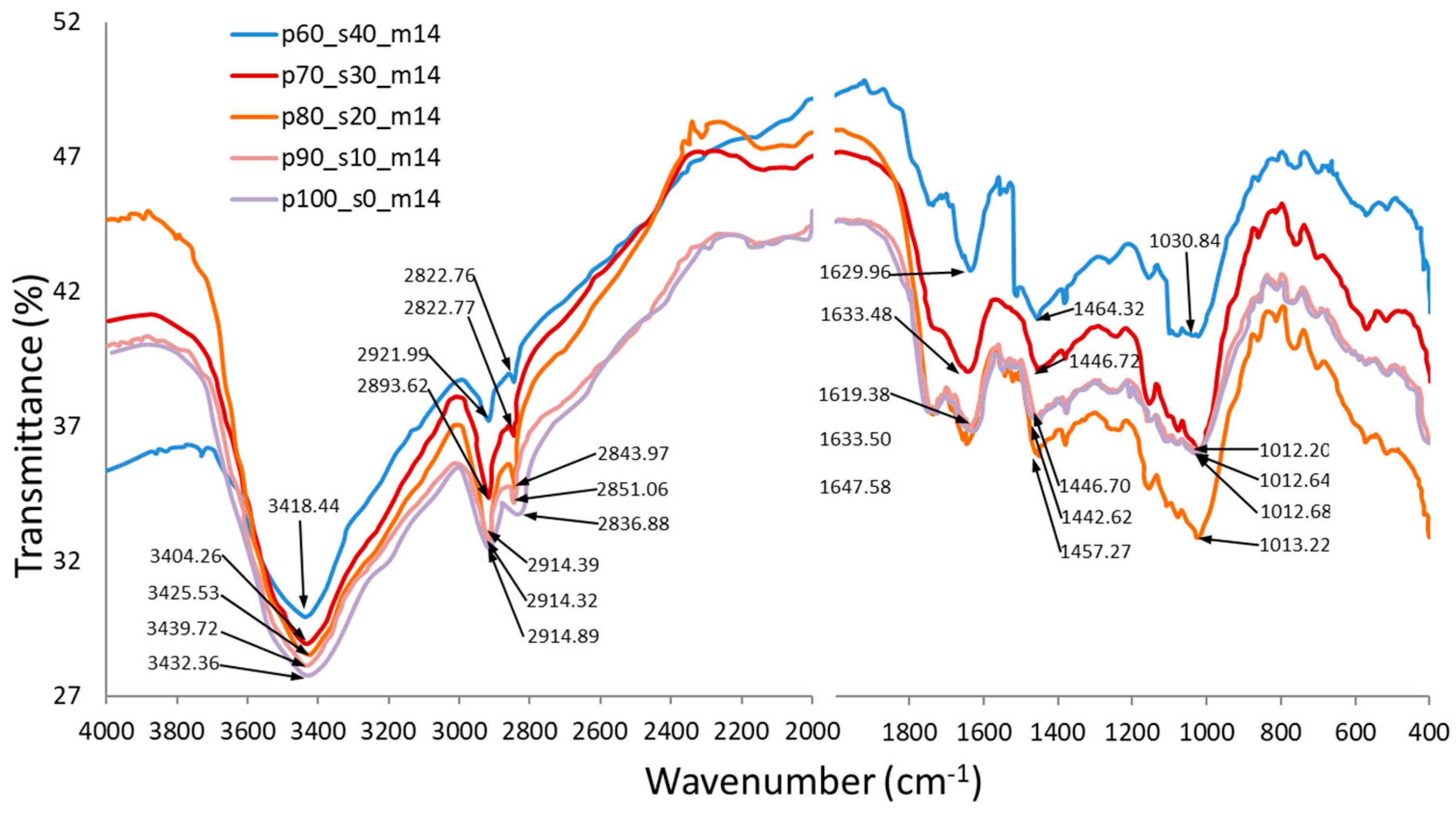

Table 1.
Empirical test plan.
| Sample. nomber | Index* | Apple pomace (EAP) [wt %], |
Starch [wt %] | Moisture [%] |
|---|---|---|---|---|
| 1 | p60_s40_m10 | 60 | 40 | 10 |
| 2 | p70_s30_m10 | 70 | 30 | 10 |
| 3 | p80_s20_m10 | 80 | 20 | 10 |
| 4 | p90_s10_m10 | 90 | 10 | 10 |
| 5 | p100_s0_m10 | 100 | 0 | 10 |
| 6 | p60_s40_m12 | 60 | 40 | 12 |
| 7 | p70_s30_ m12 | 70 | 30 | 12 |
| 8 | p80_s20_ m12 | 80 | 20 | 12 |
| 9 | p90_s10_ m12 | 90 | 10 | 12 |
| 10 | p100_s0_ m12 | 100 | 0 | 12 |
| 11 | p60_s40_m14 | 60 | 40 | 14 |
| 12 | p70_s30_ m14 | 70 | 30 | 14 |
| 13 | p80_s20_ m14 | 80 | 20 | 14 |
| 14 | p90_s10_ m14 | 90 | 10 | 14 |
| 15 | p100_s0_ m14 | 100 | 0 | 14 |
* - indexes used for TGA, DTA and FTiR charts: p-extruded apple pomace, s-potato starch, m-moisture.
Table 2.
Anova variance analysis results, SS sum of squares, df degree of freedom, MS sum of mean squares, F statistics, p value of test probability, L linear, Q square.
Table 2.
Anova variance analysis results, SS sum of squares, df degree of freedom, MS sum of mean squares, F statistics, p value of test probability, L linear, Q square.
| Source of variation | Bending strength (MPa); R2= 0.762; Pure error MS==0.848 | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SS | df | MS | F | p | ||||||||
| 1, Moisture (°C) | L | 12.908 | 1 | 12.908 | 15.218 | 0.0005 | ||||||
| Moisture (°C) | Q | 8.5 | 1 | 8.5 | 10.022 | 0.0035 | ||||||
| 2, Starch (wt%) | L | 74.721 | 1 | 74.721 | 88.093 | 0 | ||||||
| Starch (wt%) | Q | 5.8 | 1 | 5.8 | 6.838 | 0.0138 | ||||||
| Interaction 1Lvs 2L | 4.375 | 1 | 4.375 | 5.158 | 0.0305 | |||||||
| Lack of fit | 7.713 | 9 | 0.857 | 1.01 | 0.4537 | |||||||
| Pure error | 25.446 | 30 | 0.848 | |||||||||
| Total SS | 139.463 | 44 | ||||||||||
| Young’s modulus (MPa); R2= 0.871; Pure error MS=00036 | ||||||||||||
| 1, Moisture (°C) | L | 0.002 | 1 | 0.002 | 5.509 | 0.0257 | ||||||
| Moisture (°C) | Q | 0.027 | 1 | 0.027 | 74.898 | 0 | ||||||
| 2, Starch (wt%) | L | 0.565 | 1 | 0.565 | 1573.495 | 0 | ||||||
| Starch (wt%) | Q | 0.05 | 1 | 0.05 | 138.238 | 0 | ||||||
| Interaction 1L vs.2L | 0.005 | 1 | 0.005 | 14.932 | 0.0006 | |||||||
| Lack of fit | 0.086 | 9 | 0.001 | 26.562 | 0 | |||||||
| Pure error | 0.011 | 30 | 0.0004 | |||||||||
| Total SS | 0.74 | 44 | ||||||||||
| Water contact angle ( °); R2=0.881; Pure error MS=0.866 | ||||||||||||
| 1, Moisture (°C) | L | 173.761 | 1 | 173.761 | 220.634* | 0 | ||||||
| Moisture (°C) | Q | 67.254 | 1 | 67.254 | 85.396* | 0 | ||||||
| 2, Starch (wt%) | L | 6201.76 | 1 | 6201.76 | 7874.695* | 0 | ||||||
| Starch (wt%) | Q | 333.206 | 1 | 333.206 | 423.089* | 0 | ||||||
| Interaction 1L vs.2L | 231.673 | 1 | 231.673 | 294.168* | 0 | |||||||
| Lack of fit | 924.457 | 9 | 102.717 | 130.426* | 0 | |||||||
| Pure error | 23.627 | 30 | 0.788 | |||||||||
| Total SS | 7955.739 | 44 | ||||||||||
| L*; R2= :0.733; Pure error MS=:0.055 | ||||||||||||
| 1, Moisture (°C) | L | 0.702 | 1 | 0.702 | 12.670* | 0.0013 | ||||||
| Moisture (°C) | Q | 18.432 | 1 | 18.432 | 332.810* | 0 | ||||||
| 2, Starch (wt%) | L | 42.955 | 1 | 42.955 | 775.598* | 0 | ||||||
| Starch (wt%) | Q | 1.165 | 1 | 1.165 | 21.042* | 0.0001 | ||||||
| Interaction 1L vs.2L | 8.853 | 1 | 8.853 | 159.847* | 0 | |||||||
| Lack of fit | 24.643 | 9 | 2.738 | 49.440* | 0 | |||||||
| Pure error | 1.661 | 30 | 0.055 | |||||||||
| Total SS | 98.411 | 44 | ||||||||||
| a*; R2= 0.719; Pure error MS=0.00095 | ||||||||||||
| 1, Moisture (°C) | L | 0.197 | 1 | 0.197 | 206.465* | 0 | ||||||
| Moisture (°C) | Q | 0.188 | 1 | 0.188 | 196.878* | 0 | ||||||
| 2, Starch (wt%) | L | 5.73 | 1 | 5.73 | 6011.003* | 0 | ||||||
| Starch (wt%) | Q | 8.265 | 1 | 8.265 | 8669.272* | 0 | ||||||
| Interaction 1L vs.2L | 0.045 | 1 | 0.045 | 47.596* | 0 | |||||||
| Lack of fit | 5.602 | 9 | 0.622 | 652.913* | 0 | |||||||
| Pure error | 0.029 | 30 | 0.00095 | |||||||||
| Total SS | 20.056 | 44 | ||||||||||
| b*; R2= 0.711; Pure error MS=0.0065 | ||||||||||||
| 1, Moisture (°C) | L | 0.853 | 1 | 0.853 | 130.809* | 0 | ||||||
| Moisture (°C) | Q | 1.439 | 1 | 1.4394 | 220.546* | 0 | ||||||
| 2, Starch (wt%) | L | 30.543 | 1 | 30.543 | 4681.378* | 0 | ||||||
| Starch (wt%) | Q | 0.761 | 1 | 0.761 | 116.587* | 0 | ||||||
| Interaction 1L vs.2L | 0.111 | 1 | 0.111 | 17.004* | 0.0003 | |||||||
| Lack of fit | 13.479 | 9 | 1.498 | 229.550* | 0 | |||||||
| Pure error | 0.196 | 30 | 0.0065 | |||||||||
| Total SS | 47.382 | 44 | ||||||||||
* - Significant at P≤0.05
Table 3.
Summary of percentage mass loss during TGA analysis.
| Sample | Mass losses (%) | Temperature at 5% mass losses (°C) | Temperature at 50% mass losses (°C) | |||||
|---|---|---|---|---|---|---|---|---|
| I 30-150°C |
II 150-250°C |
III 250-350°C |
IV 350-600°C |
Total 30-600 °C |
||||
| p60_s40_m10 | 3.37 | 15.79 | 54.15 | 0 | 73.31 | 166,5 | 314,1 | |
| p70_s30_m10 | 4.02 | 24.28 | 20.91 | 22.49 | 71.70 | 153,2 | 322,7 | |
| p80_s20_m10 | 4.22 | 24.77 | 18.85 | 29.13 | 76.97 | 142,1 | 325,6 | |
| p90_s10_m10 | 3.55 | 26.39 | 14.75 | 26.64 | 71.33 | 158,5 | 330,1 | |
| p60_s40_m14 | 3.19 | 15.64 | 54.49 | 0 | 73.32 | 171,4 | 301,1 | |
| p70_s30_m14 | 2.93 | 20.41 | 49.91 | 0 | 73.25 | 158,5 | 315,5 | |
| p80_s20_m14 | 4.09 | 25.17 | 16.75 | 24.52 | 70.53 | 150,1 | 329,7 | |
| p90_s10_m14 | 3.71 | 25.69 | 15.88 | 26.30 | 71.58 | 159,3 | 328,1 | |
| p100_s0_m10 | 4.15 | 32.09 | 33.75 | 0 | 69.99 | 149,3 | 325,9 | |
p-extruded apple pomace, s-potato starch, m-moisture.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



