
Submitted:
07 October 2023
Posted:
08 October 2023
You are already at the latest version
Abstract
This paper presents the results of investigations on the pyrolysis of tyres waste in a laboratory fixed bed batch reactor. The results regarding the influence of either the reaction temperature (425, 450, 475, and 500 °C) and the flow of the inert gas (0, 100, 300, and 500 mL/min) on products yield (referred to pyrolysis of waste tyres) are also considered and discussed. On the basis of the above mentioned findings, the most appropriate experimental conditions were selected to contribute to a higher yield of pyrolysis oil. The sample of pyrolysis oil obtained from the experiments carried out in the selected optimal conditions (reaction time 120 min, temperature 450 °C and the inert gas flow of 100 mL/min) was subjected to a calorimetric and infrared spectroscopy analysis. The results of IR spectroscopy analysis on this oil sample showed the following content in percentages (by mass): 32.59 % of aromatics, 51.06 % of paraffins and 16.35 % of naphthenes. The pyrolysis oil so obtained has a high calorific value (42 MJ/kg) and a low sulfur content (0.41 % by mass), which makes it an excellent raw material for energy production. The solid product, i.e. pyrolysis char or carbon black, has the potential to be used as an adsorbent or catalyst support after an activation process, which changes its irregular pore structure to a more voluminous one, making the overall structure more crystalline and symmetrical. Pyrolysis coal has a fairly high calorific value of 31 MJ/kg, when compared to typical solid fuels, so it can be used in energy production or as a feedstock for the gasification process.
Keywords:
pyrolysis
; fixed bed reactor
; tyres waste
; pyrolysis oil
; carbon black
1. Introduction
Nowadays communication in its broadest sense is the basis of civilization development and it cannot even be imagined without developed traffic in which road traffic plays a leading role in many elements. It is estimated that there are about 1.446 billion cars on the planet [1]. The consequences of the mass use of road vehicles are, in addition to the emission of various air pollutants, about 30.9 million tons of end-of-life tyres to manage only in 2019 [2]. In the European Union (EU), the legislation regarding this problem is fully regulated through a series of directives. European Commission Directive 1999/31/EC (Directive on the Landfill of Waste) - from 2003 forbidden disposal of the entire tyres waste in landfills. From 2006 cut and shredded tyres are also forbidden to landfill. Directive 2000/53/EC, (Directive on End-of-Life Vehicles (ELV)) - from 2006 proposed that 85% m/m of the mass of old cars must be recycled. Since 2015 it is mandatory that 95% m/m of the mass of old cars must be recycled. Directive 2000/76/EC (Directive on Incineration of Waste) - mandates that from 2008 old tyres should be used as an energy source in cement factories. The European landfill directive was the main driver of establishing management of end-of-life tyres. There is also a regulation which controls eco-labeling of tyres [3].
In 2019, China was accountable for half of the total amount of waste tyres, USA and Europe for another 23%, India for 21%, and the rest of the world for the remaining 20%. Also, China accounted for the highest amount of non-recovered tyres, followed by the USA and EU. It is very interesting to note that China has one of the lowest motorization rates worldwide despite the numbers of waste tyres. India has a motorization rate below 50, while European Union countries and the USA have a motorization rate higher than 500, so the efficient management of waste tyres should be developed when the motorization of these countries will increase in the future [2,4].
At the end of 2021 for the purpose of promoting circular economy, the European Commission proposed the limitation of waste export from the European Union. There are three different models worldwide in regard managing of end-of-life tyres (2):
- Tyre industry responsibility: Recovery, recycling and disposal of waste tyres is a responsibility of tyre producers. They finance these activities through an eco-fee, which is charged on the original sale price. This model is used in some European countries, Brazil, South Africa, Russia, Ukraine, and South Korea.
- Tax system: Each producer pays to the government a disposal duty that is added to the cost of the new tyre. Recovery organizations are financed by the government and they are responsible for the management of the used tyres. The following countries apply this model: Canada, Croatia, Latvia, Denmark, and Slovak Republic.
- Free market system: Dedicated enterprises are operating independently on recovering and recycling waste tyres. This model is applied in Austria, Germany, Ireland, New Zealand, Switzerland, Argentina, China, India, Indonesia, Japan, Malaysia, Mexico, Saudi Arabia, Thailand, UK, and USA.
Figure 1 shows how tyres waste were treated worldwide in 2019. From the diagram it can be seen that 59% of tyres waste were correctly disposed, and 41% of tyres waste were landfilled or stockpiled [2].
One of the techniques for tyre recycling is pyrolysis or thermal cracking. Pyrolysis is a thermochemical process, which causes the decomposition of organic matter upon heating in an inert atmosphere. Unlike mechanical tyre recycling, where long polymer chains remain preserved, pyrolysis products are fragments of lower molecular mass. As a product of pyrolysis, a solid phase is formed in the form of pyrolysis char, basically char or soot and a volatile fraction that is further decomposed into condensable hydrocarbons (pyrolysis oil) and gas. The relative share of individual phases is determined both by the chemical composition and the choice of reactor for pyrolysis, as well as by the process operating conditions. As a matter of fact, by adjusting the temperature, reaction time, carrier gas flow rate, heating rate, product cooling rate, pressure, particle size of the starting raw material, adding catalyst, etc., it is possible to control the rate and extent of decomposition, i.e. change the relative proportion of individual phases and the presence and yield of different products [5,6].
Pyrolysis of car tyres waste has been relatively extensively researched in the past, similarly to what has been done with other polymer-based materials, like plastics [7,8,9,10,11,12]. In a series of papers, an overview of significant research is given [13,14,15,16,17,18,19,20,21,22,23,24]. In the review paper [5,25] the latest achievements were presented in the field of pyrolysis plants for processing of tyres waste, while all the problems encountered in the management of this kind of waste, as well as the yield of pyrolysis depending on the type of reactor, catalyst and operating conditions are considered and critically discussed in [6,26-29].
Most of the research is based on the use of thermogravimetry (TG), and on examining the kinetics of the degradation process (under inert atmosphere) or examining the influence of various process parameters on the product yield. These experiments are carried out on small samples and most often in autoclaves, dedicated devices for conducting TG analysis. In those conditions, there are no limitations in the heat transfer to the raw material particles, so these results cannot be fully applied to industrial processes [17]. Certain authors mention the possibility of controlling and changing the heating rate of the process, and the application of multiphase pyrolysis, in order to use the heat of the exothermic contribution of the process for providing energy to the next step of the sequence, endothermic in nature, thus reducing the requested energy consumption [17,30,31].
1.1. Products of pyrolysis of car tyres waste; composition and characteristics
As already mentioned, the yield and distribution of pyrolysis products depend on the selection of the process parameters as well as on the performance of the reactor systems in which the process takes place. Various data can be found in the literature that differ from author to author, but most are in the following yield ranges (expressed in mass percentage of pyrolysis products): 10-30 % for gas, 40-60 % for oil and 30-40 % for solid residue (basically pyrolysis char, char or carbon black) [32,33].
The solid residue of the tyre pyrolysis process contains mostly carbon and minerals that come from the filler and are present in the composition of the tyre before pyrolysis. This product is often called pyrolysis char or carbon black. Carbons based materials, e.g. coal, carbon black, graphite, carbon fibers, have different structures and may be amorphous or crystalline. The structure of carbon materials depends on their starting materials and on the heat treatment process adopted [34].
Several authors investigated this residue for the purpose of using it as activated carbon, after the activation process. Activated carbon is product of two processes, namely carbonization of raw material and activation process. The first process enhances the carbon content and builds the porosity, while the latter expands the structures of pores. Physical and chemical activation processes can be used for the production of activated carbon. Carbon dioxide or steam can be used as oxidizing agents and they are mostly applied for the production of activated carbon from the end-of-life tyres. After pyrolysis of waste tyres, the treatment with activating gas is carried out at temperatures between 800 and 1000 °C in order to develop pores. Carbonisate shows a structure in which graphite-like crystallites dominate. Unorganized carbon is developed from tarry substances during carbonization and it fills up the free space among the graphite-like crystallites. In order to increase the porosity, activation process needs to take place by applying steam or carbon dioxide. Disorganized carbon is detached by gasification. It comes to mass loss and carbon atoms, which originate from the original crystallites. They act as activating agent, developing new pores or changing the existing one. As the gasification further takes place, the burn-off of the carbonaceous material continues, and therefore it comes to further increase in the porosity. On the other hand, carbonization and activation can be performed by adding a substance, resulting in a decrease of the formation of tarry products.
This process is called chemical activation. Mostly used activating agents are ZnCl2, H3PO4, and KOH. Chemical agents prevent the tar formation and increase the yield of carbon. The rigidity of the matrix depends on the properties of the agent used. At the end of the procedure, the chemical agent is washed out. The process of chemical activation differs from the physical activation. During chemical activation, the agent breaks into the carbon structure, acting as a matrix for the creation of pores. When the chemical agent is washed out, a new porosity is obtained, and the carbon yield at the end is greater than that obtained after physical pretreatment, because the excessive burning of the carbon is not needed to create pores [35].
An interesting study was conducted by Jones et al. [36], in which the authors have studied the effect of Zn, ZnO, and ZnS on the physical properties of spent tyre pyrolysis char and their transformation mechanisms with CO2 activation. It was found out that ZnO and ZnS act as catalysts during activation, increasing the surface area, pore volume and burn-off. Mikulova et al. [37] performed the pyrolysis of scrap tyres under different conditions (temperature ranging from 380 to 1200 °C, and heating rates 10, 20, and 50 °C/min). Carbon black was analyzed by Raman and Fourier transform infrared (FTIR) spectroscopy, and the porous structure was determined. It was showed that carbon black has two structures, graphitic and disordered. Thermal heating above 380 °C activated the destruction with porous structure formation and specific area and total pore volume also increased. Heating rate had not any effect on porous structure. Shah et al. [38] have produced activated carbon from tyres waste through pyrolysis process and demineralization with acid prior the activation. Acid treatment is a great way to demineralize and improve the surface area of the carbon black, after activation at 900 °C. The study revealed that acid treated activated carbon from tyres waste is a good adsorbent. Lee et al. [34] analyzed the carbon black activation, mostly through XRD analysis with particular reference to the structural parameters. The amorphous fraction of the carbon black surface was firstly activated, and later the less-developed crystalline carbon region inside the carbon black particles was activated. As the activation process took place, the more-developed crystalline carbon region was activated, and on this way pores inside the carbon black grew larger. At the end of the activation process, crystallite size decreased, implying that graphite crystals had been activated, and so causing the growth of internal pores, creating larger pores.
Generally, activation of carbon promotes higher surface area, higher micropore volume and average pore volume, as it is shown in [39], which further implies more symmetrical structure of active carbon. Waste tyre activated carbon can be applied in different applications, wastewater treatment, dye removal, or energy storage [40].
Rodriguez et al. [41] performed a chemical analysis of char obtained by pyrolysis at different temperatures. Chemical analysis determined that the solid residue contains approximately 84% m/m carbon, 2.3-2.6% m/m sulphur, which is important from the aspect of using char as a fuel, and that its heating value is ranging in the interval 27-29 MJ/kg. Some authors state that the heating value of char is approximately 30 MJ/kg [32,42]. Choi et al. [43] conducted one- and two-stage pyrolysis of tyres waste. Authors studied the concentration of sulphur in obtained pyrolysis oil and concluded that that pyrolysis oil obtained at temperatures around 500 °C had lower sulphur content than pyrolysis oil obtained at temperatures around 600 °C.
The liquid phase is considered the most important product of pyrolysis of tyres waste. Gas chromatography-mass spectrometry (GC/MS) is the most commonly used technique for analyzing not only liquid, but all pyrolysis products. In their work, Laresgoiti et al. [44] gave one of the most complete descriptions of liquid products of pyrolysis by applying GS/MS analysis, elemental analysis (proximity analysis), where the heating value of the corresponding products is also given. Liquid products of pyrolysis represent a complex mixture of C6-C24 organic compounds, including a lot of aromatics (53.4–74.8%), a certain amount of nitrogen compounds (2.47–3.5%) and oxide compounds (2.29–4.85%). Their calorific value is approximately 42 MJ/kg, which is a higher value than in commercial heating oils, but the presence of sulfur (1-1.4% m/m) is close to the upper limit, or higher than the permitted values. Rodriguez et al. [41] also reported a heating value of approximately 42 MJ/kg, with a nitrogen and sulfur content of 0.4 and 1.2 m/m, respectively. Furthermore, about 30% m/m of the total amount of the liquid phase is a light fraction with a boiling point in the interval 70-210, which is essentially the same as commercial petroleum, while 60% m/m has a boiling point in the interval 150- 370 , which is in range of typical commercial oils.
The yield and composition of pyrolysis gases vary and have different values from one study to another, which can be attributed to different operative conditions associated to the process, reactor, etc. The approximate yield of gases in tyre pyrolysis is 10-30% m/m [32,45] and essentially the yield of pyrolysis gases increases with increasing the temperature. Its heating value is between 30 and 40 MJ/kg. Basically, different authors agree with the fact that pyrolysis gases are H2, H2S, CO, CO2, CH4, C2H4, C3H6, and other light carbohydrates [14].
1.2. Influence of the process parameters on tyre pyrolysis
When it comes to the quantitative and qualitative composition of the products of the pyrolysis process, a very wide range of published results can be observed. Representation of each individual phase depends on the operating conditions of the process, namely temperature, pressure, heating rate, size of raw materials, method of heat transfer, catalysts, etc., as well as on the type of reactor used for pyrolysis.
Depending on the temperature range, pyrolysis process can be divided into three categories: slow pyrolysis when temperature does not exceed 300 °C, moderate or medium-temperature pyrolysis when temperature of the pyrolysis process is between 300 and 500 °C, and fast pyrolysis or high-temperature pyrolysis, when temperature is above 500 °C [46].
Most authors examine tyre pyrolysis in the temperature range of 400-600 °C [15,25,47,48,49,50,51], focusing mainly their attention on the liquid phase yield. By increasing the pyrolysis temperature, the proportion of pyrolysis gas increases and the proportion of char and the liquid phase decreases. The increase in gas yield and the decrease in yield of liquid products are directly related to the increase in temperature, due to decomposition of vapors into stable gases and to the occurrence of secondary re-polymerization. The pyrolysis process begins at around 237 °C, where weaker molecular bonds break and new, shorter molecules are created. These new molecules have a lower molecular weight than the parent molecule. Long exposure to high temperatures causes the breakdown of organic molecules that eventually leave the char. Akkouche et al. [52] studied the pyrolysis of waste truck powder in fixed bed reactor with a water-cooled liquid recovery system and a gas sampling valve. They varied the heating rates between 5 and 25 °C/min and concluded that heating rate had only significant influence on the gas yield. Heating rates in the range between 10 and 15 °C/min minimize the evolution of CO, CO2 and H2 and promote the formation of C2H6, C3H6, C4H6 and H2S.
Williams et al. [53] performed pyrolysis of tyres waste in the temperature range of 300-720 °C and heating rate ranging from 5 to 80 °C/min, and finds that the maximum conversion of tyres occurs at a temperature of 600 °C, if the yield of pyrolysis oil is considered as a reference. Similar research results are presented by Clark et al. [54].
Laresgoiti et al. [55] prove that pyrolysis temperatures above 500 °C have no significant effect on gas yield and carbon residue. However, the change in temperature affects the composition of pyrolysis gas products. Rodriguez et al. [41] performed pyrolysis with a raw material with a cross section of 2-3 centimeters, as a simulation of the entire tyre, at temperatures in the interval 300-700 °C. Their report states that the distilled liquid products are a mixture of hydrocarbons, containing 0.4% m/m of nitrogen and 1.2% m/m of sulphur. About 30% m/m of this is a volatile fraction with a boiling point of 70-210 °C and about 60% m/m boils in the temperature range of 150-370 °C.
After the occurrence of the pyrolysis of tyres, the content of hydrogen sulfide is below 0.3% m/m, while in the laboratory analyzes that preceded the pyrolysis, there was about 2% m/m of sulfur in the raw material. After pyrolysis, sulfur remained in the char in the form of zinc sulfide and calcium sulfide [16]. These data are extremely important if pyrolysis oil is to be used as fuel, and at the same time indicate the disadvantages of using char as an energy source due to the increased sulfur content. The yield of liquid products increases at temperatures in the range of 400-500 °C. After that, at temperatures higher than 500 °C, there are no significant changes and the yield of liquid products is constant. The increase in gas yield in relation to the change in temperature is 2.4% m/m at 400 °C, while at an increase in temperature to 700 °C the gas yield increases to 4.4% m/m [56]. Similar behavior is found by Xu et al. [57] with the FTIR spectrum at different temperatures.
Islam et al. [58] examine the influence of temperature, raw material size and heating rate on pyrolysis yield and product composition; the maximum yield of the liquid phase (49%) is obtained at 475 °C, raw material in the form of a cube of side 4 cm, with a heating rate of 5 °C/min under a nitrogen carrier gas in a reactor with tubular flame heaters.
Zabanioti and Stavropolos [59] performed pyrolysis under helium atmosphere in the temperature range 390-890 °C and at a heating rate of 70-90 °C/min, and in these conditions they conclude that the char yield decreases with temperature to a final value of 20% m/m from the total initial mass of raw material at 830 °C. The gas yield also increases with increasing temperature and reaches a maximum of 73% m/m of the total initial mass of raw material also at about 830 °C. Lee et al. [20] in the similar temperature intervals (700-880 °C) obtain a char yield of approximately 32%, the gas yield with increasing temperature increases from 30% m/m to a maximum of 40% m/m at the expense of liquid products which on in the end it has approximately 25%. Increasing the temperature does not significantly affect the char yield.
Chang [60] showed in his research that the yield of tyre pyrolysis is distributed between 30-53% m/m gas, 28-42% m/m liquid distillates and 14-28% m/m char. Barobboti et al. [61] performed pyrolysis in the temperature interval 400-460 , with nitrogen as a carrier gas, which had a flow rate of 0.2-0.5 m3/h, while the size of the raw material was in the interval 2-20 mm. As optimal conditions, viewed from the aspect of yield of liquid distillates, they indicated a temperature of 430 °C, with a N2 flow rate of 0.35 m3/h and a raw material size of 10 mm. Under the aforementioned experimental conditions, the yield ratio is char 32.5% m/m and 51% m/m liquid distillates and 16.5% m/m pyrolysis gases. The introduction of a carrier gas into the pyrolysis process of tyres waste increases the yield of the liquid phase at the expense of the solid residue and pyrolysis gas [62]. The yield depends on the carrier gas, so that the use of water vapor as a carrier results in a lower content of sulphur in the liquid phase (0.1289% m/m), while its content increases in the solid phase (2.5% m/m). However, the use of N2 or H2 as carrier gas gives the opposite effect, which is again important from the aspect of using pyrolysis products as a fuel. Murena et al. [63] performed pyrolysis with hydrogen in order to better saturate the broken bonds of the polymer chain. They came to the conclusion that using this method, pyrolysis can be performed at slightly lower temperatures and that the reaction takes place in the temperature range 390-430 °C. At such parameters the yield of liquid distillates is maximized, while char is reduced to a minimum. Roy et al. [42] performed pyrolysis with a constant temperature of 500 °C, but varied the pressure in the interval 0.8-28 kPa. It was shown that the change in pressure did not significantly affect the yield of pyrolysis as a whole, and that the change in pressure did not affect the change in the yield of any individual product. Nevertheless, the change in pressure significantly affects the composition of the obtained products, especially the composition of char and liquid products. An overview of the influence of pyrolysis process parameters on yield investigated by various authors is presented in the review paper by Juma et al. [14].
Various types of reactors, such as fixed bed reactor, vacuum reactor, fluidized bed reactor, etc., are used in tyre pyrolysis. Williams [25] gave an overview of pyrolysis yields for different types of reactors, showing the conditions under which the experiment was performed and the type of pyrolysis reactor. From the above review, a fairly wide range of yields of different products can be observed, depending on the applied conditions and type of reactor. In general, in fixed bed reactors the yield of liquid, solid and gaseous products ranged from 20.9, 40.7 and 23.9 % m/m (at 950 °C, under ~2 °C/min), while to 63, 30 and 7 % m/m (at 350-450 °C, under 30 °C/min), respectively.
In general, based on the above-mentioned findings, it can be stated that the research in the field of pyrolysis of tyres waste indicates different results; some authors state that changes in process parameters do not have a significant impact on products; others focused their research mainly on temperature, as a process parameter. What is characteristic of the mentioned researches is that they were carried out both in different conditions, often insufficiently explained, and in different types of reactors. In addition, the types of samples are mostly different, both in terms of shape and mass, the tests in most cases are reduced to TG analysis, coupled by DTG (first order derivative of TG) data [64]. It can be stated that there is a significant variation of the data on the working conditions of the process, the configuration of the reactor systems when it comes to tyre pyrolysis.
Taking into account all the previously mentioned facts, this study aims to shed a light by analyzing a significant number of appropriate cases studied with the view to find the most suitable temperature and flow of inert gas to obtain, in a fixed bed reactor, the maximum yield of pyrolysis oil.
2. Materials and Methods
Tyres waste that were previously shredded, namely tyres from passenger cars, trucks and work machines. A granulometric analysis of a sample of shredded tyres was carried out and the average diameter of the particles was determined to be 1.28 mm. Sieves with an opening size of 2.0 were used, followed by that with 1.6, 1.1, 0.8, 0.5 and finally with 0.25 mm. Proximate or technical analysis of the sample was carried out, according to the regulations for proximate analysis of solid fuel. The results of the proximate analysis of the sample are presented in Table 1. The listed results essentially correspond to the average results published by other authors [65].
Pyrolysis experiments were conducted in a lab-scale fixed bed bach reactor, which enables the examination of the influence of the most important process parameters (temperature, reaction time, carrier gas flow, heat consumption), with a process control system. All temperatures were measured with K-type thermocouples, and recorded using the OMRON CX-Thermo software package. Regulation of the operation of the heater, i.e. temperature control, was carried out using the temperature controller CelciuX (EJ1N-TC4A-QQ), company OMRON, with prior adjustment of the PID constants. Inert gas flows were measured with a Brokkhorst mass flow meter, model MASS-VIEW MV-304, which has the additional possibility of fine flow regulation, and covers measurement ranges between 40-20000 mL/min. Nitrogen with the purity of 99.99% was used as a carrier gas. Description of the experimental techniques and reactors can be found in previous studies [66,67,68].
The yield of the liquid phase, pyrolysis oil, was determined by measuring the mass of the obtained products after their collection in the separation system. A smaller part of the product that remained behind in the condensation system was also collected and measured, and it was presented together with the mass of the liquid phase from the separation system. The solid residue, i.e. pyrolysis char or carbon black, was determined by measuring the mass of residue, found in the reactor after the end of the process and cooling. The yield of the gas phase was determined from the material balance, calculated as the difference between the mass of the raw material and the sum represented by the mass of the liquid phase and that of the solid residue. All samples, as well as products, were weighed on a laboratory scale KERN PLJ 3500-2NM. Sulfur content was determined by X-ray-fluorescence spectrometry (XRF Oxford), according to the ISO 20847 method. Qualitative chemical analysis of the obtained fuels was performed by FTIR spectroscopy (FTIR 1600 Perkin Elmer), method: CEI IEC 590. The heating value of the obtained biofuels was determined with a Parr calorimeter (mode 6400 Automatic Isoperibol Calorimeter) using the dynamic measurement method. All measurements were carried out at least 3 times, and the results listed in the tables represent the arithmetic means of the measurements.
3. Results
When choosing temperatures for conducting experiments, most researchers start from the results of TG or DTG analyses, and based on the corresponding curves, the temperature intervals of thermal decomposition are observed, while during the reaction, a long enough time interval is usually chosen, so that maximum decomposition can be expected at the selected temperature. In the literature, one can find a number of published TG and DTG curves of tyre pyrolysis, or as it is often stated, thermal decomposition in an inert atmosphere, which may differ according to different conditions of conducting experiments [14,33,60,62,69,70,71]. Considering the above-mentioned facts, the reactor temperature of 425 °C was chosen for the initial recording, because only at that temperature higher decomposition rates can be expected, which the subsequent experiments will show. For the second temperature, a temperature of 500 °C was chosen, given that according to the results of numerous TG and DTG curves, the maximum decomposition rates of the examined polymers are below the given temperature. Also, a number of studies look at processes at intervals over 500 °C [43,72,73,74]. Regarding the reaction time, a time of 120 minutes was chosen for the initial experiment, considering that the given time is sufficient for complete thermal decomposition to take place at the selected temperature.
3.1. Effect of temperature on tyre pyrolysis
In Table 2 and in Figure 2 the effect of temperature on the yield of the pyrolysis process is given. A significant increase in raw material conversion is observed, i.e., reduction of the mass of the solid residue in the reactor, in the interval from 425 – 500 °C. The maximum yield of the liquid phase (pyrolysis oil) is obtained at 450 °C, and at 475 and 500 °C the small increase in raw material conversion in relation to temperature is negligible of 450 °C, whereby the yield of pyrolysis oil decreases at the expense of a higher yield of gaseous products. This can be explained by the fact that secondary reactions begin to dominate at higher temperatures, i.e. reactions in which molecular chains break further, resulting in less oil and more gaseous products [21,72,75].
In the tested pilot plant for pyrolysis, i.e. the tested reactor with a fixed bed and characteristic heating of the mixture, the optimal temperature of the reactor for the pyrolysis of tyres waste, in terms of the maximum yield of liquid products, is 450 °C at a time of 120 min. The specified values were used as fixed values for the next set of tests.
3.2. Effect of inert gas flow on tyre pyrolysis
An interval from static air up to 500 mL/min was chosen to examine the influence of the flow of carrier gas, nitrogen, on the yield of the pyrolysis process in the investigated plant. Higher flow rates were not tested due to the possibility of the contents of the reactor, raw material and solid product being carried out in the gas flow, i.e., due to the occurrence of bed fluidization. Since the inert gas serves not only to achieve an inert atmosphere, but also to remove steam and gaseous products from the reactor, i.e., the entire pilot plant, it is clear that with a change in carrier gas flow, the residence time of these products in the reactor actually changes.
The experiment was performed at a previously defined optimal reaction time of 120 min and a temperature of 450 °C.
This plot shows an increase in the yield of pyrolysis oil from the initial value of 37.13% m/m without carrier gas flow to a maximum of 43.63% m/m at a flow rate of 100 mL/min, after which there is a relatively negligible decrease in the yield of pyrolysis oil, at the expense of increasing the solid residue up to a maximum of 43.53% m/m at the highest value of nitrogen flow. From the Figure 3 and the Table 3, it can be seen that at nitrogen flow values of 100, 300, and 500 yield of individual products almost did not differ. However, it can be stressed that there is no increase in the yield of liquid products under higher flows of inert atmosphere, i.e. carrier gas, due to the shorter retention time of the products of primary reactions in the high temperature zone, which cause further secondary reactions, i.e. shortening of molecular chains and formation of gaseous (non-condensable) products. It is obvious that at higher carrier gas flows, purely fluid dynamic conditions in the tested reactor begin to prevail, i.e. it can be assumed that there is a more intensive contact of steam and gaseous products with the surface of the heater in the upper part of the reactor, whose temperature is normally higher than the temperature in the lower part reactor, and more intense secondary reactions take place, which give a higher yield of gaseous products.
It can be seen from the given data that the process is still dependent on the carrier gas flow. Namely, in the experiment with static air (no gas flow) the raw material conversion is significantly lower (52.55% m/m of unreacted raw material) than during all other experiments in which there was a carrier gas flow. It can be concluded that the introduction of carrier gas into the pyrolysis process of tyres waste increases the yield of the liquid phase at the expense of the solid residue or pyrolysis char and pyrolysis gas.
According to the results presented in Figure 2 it can be concluded that for the tested pilot plant, the optimal carrier gas flow, in terms of maximizing the amount of liquid products, is 100 mL/min.
It should be noted that an extremely high yield of solid residue is obtained in all experiments, and it is necessary to examine the qualitative and energetic value of the obtained char in future research, as well as the possibility of further gasification of the char.
3.3. Calorimetry, chemical and proximate analysis
Samples of pyrolysis oil obtained from this experiment, carried out under selected optimal conditions (reaction time 120 min, temperature 450 °C and flow of inert gas 100 mL/min), were subjected to calorimetric analysis, i.e. determination of heating value. The heating value of the obtained fuels was determined calorimetrically, and was 42 MJ/kg, which is slightly lower than the heating value of higher quality coals (43 MJ/kg), as well as the heating value of oil (44 MJ/kg).
In addition, the results of the sulfur content in the obtained pyrolysis oil (0.407% m/m) (Table 4), indicate its potential for use as an energy source.
3.4. Proximate analysis of pyrolysis char
These tests included the proximate/technical analysis of char, i.e. the determination of the following parameters: moisture content, ash, char residue, combustible materials, volatile materials, and fixed carbon. The tests were conducted according to the procedures for the proximate analysis of solid fuel, and a detailed description of the methods for determining individual components can be found in [76]. The results of laboratory tests of char obtained by pyrolysis of tyres waste are given in Table 5.
According to the results of the proximate analysis of tyre samples (Table 5), it can be seen that the content of volatile matter is 5.44%.
Pyrolysis char samples obtained from pyrolysis of tyres under the given optimal conditions for obtaining the maximum yield of the liquid phase (reaction time 120 min, temperature 450 °C and inert gas flow 100 mL/min) were subjected to calorimetric analysis. Using a dynamic measurement method the heating value of 31 MJ/kg was registered. Based on all the above results of proximate analysis, the proportion of char residue, and the high heating value, this product has an exceptional potential to be used as an energy source. It is worth mentioning that this solid product of tyre pyrolysis can be used as an adsorbent or catalyst carrier, as well. Namely, after the activation process, either physical or chemical, there are changes in the irregular structure of the pores of the carbon black matter, so that the whole structure becomes more voluminous and more crystalline in nature, i.e. more symmetrical.
4. Discussion
In the work of Rodriguez et al. [41] pyrolysis of tyres was examined from the aspect of liquid phase yield, in a reactor with a fixed bed. It is shown that the yield of the liquid phase constantly increased in the temperature interval 300-500 °C, and after that there are no significant changes with increasing the temperature. Suhanya et al. [65] stated in their study of the yield of the liquid phase that the proportion of light oils in the liquid phase, such as benzene and kerosene, increases with increasing the temperature, while the yield of pyrolysis char does not show significant variations. In the study of Rofiqulisam et al. [58] in the temperature interval 375-575 °C, a yield of liquid products of 42 ± 2.3% m/m (at a temperature of 375 °C) was obtained. At the beginning, the yield increases with the increase in temperature to a maximum of 49 ± 1.3% m/m (at a temperature of 475 °C), and with a further increase in temperature, the yield decreases to 42 ± 1.4% m/m (at a temperature of 575 °C) [58]. This trend corresponds to the obtained experimental data, as can be seen in Figure 2. Aydin and Ilkilic [77] performed the pyrolysis of tyres waste in a 1.15 liter fixed bed reactor with nitrogen as a carrier in the temperature range 400-700 °C. In their work, it was stated that the yield of pyrolysis oil ranges from 31% m/m at 400 °C, increases to 40% m/m at 500 °C, and that further changes in yield with increasing temperature were negligible. They also investigated the effect of carrier gas flow on the yield, and found that the effect was negligible. In the work of Kar et al. [48], the results of the investigation on the influence of temperature on the pyrolysis of tyres in a fixed bed reactor were presented. A sample of 10 g of raw material was used, nitrogen as a carrier gas, at a heating rate of 10 °C/min and in the temperature interval 375-500 °C, whereby the maximum pyrolysis oil yield of 60% m/m at 425 °C was achieved. In similar experimental conditions, Banar et al. [47] achieved a maximum yield of pyrolysis oil of 38.8% m/m, char 34% m/m and gas 27.2% m/m. The experiment was conducted at 400 °C with a heating rate of 5 °C/min. Pyrolysis oil yields of 38% m/m at a temperature of 500 °C, under a heating rates of 15 °C/min, were also obtained by Laresgoiti et al. [44], while according to other study [78], a yield of 40% m/m oil , 40% w/m char and 20% w/m gas was obtained.
It can be concluded that the yield of liquid products, as well as the conversion of the raw material, depend on experimental conditions (process parameters), composition of the raw material, type of plant where the process is performed, sample size, reaction time. Therefore, for each system, or plant in which the pyrolysis process takes place, it is necessary to clearly state the specified parameters, and examine the corresponding yield.
According to the results found in this study, the introduction of carrier gas into the pyrolysis process of tyres waste increases the yield of the liquid phase at the expense of the solid residue or pyrolysis char and pyrolysis gas. However, the study of Hopa et al. [79] analyzed the effect of inert gas flow rate at the temperature of 450 °C, at heating rate of 10 °C/min. Nitrogen flow rate was varied between 500, 750, and 1000 mL/min. Maximum oil yield was obtained at 1000 L/min nitrogen flow rate (53.33 wt%). However, this study analyzed the oil yield at higher inert gas flow rates than our study. Nevertheless, we came to the conclusion that at lower flow rates, liquid oil yield was not changing significantly.
According to the current EU norms, prescribed by the Directive 2016/802 of the European Parliament and of the Council relating to a reduction in the sulphur content of a certain liquid fuels, the obtained oil could be used as a marine fuel, since the sulphur content does not exceed 0.5 % by mass. Pyrolysis oil obtained from tyres has a high heating value of 42 MJ/kg and its direct use as a fuel is possible, from the aspect of heating value, viscosity and sulfur content. Other authors also state that heating value of pyrolysis oil obtained in similar experiments to be 42 MJ/kg [41,44,52].
The results of FTIR spectrometry are somewhat different from the statements of other authors who analyzed the pyrolysis of tyres waste, which was to be expected considering the different conditions of the experiments and the type of reactor, as already described. For example, during the run-through of tyres in a reactor with a fixed bed, it is stated that the FTIR results indicate that the distribution of hydrocarbons based on the peaks is: aromatic hydrocarbons 35.60% m/m; paraffinic 55.10% m/m and naphthenic 9.3% m/m [80]. Gonzalez et al. [81] obtained similar results by FTIR analysis of pyrolysis oil obtained from tyres, such that the distribution of hydrocarbons based on the peaks is: aromatic hydrocarbons 36.70% m/m; paraffinic 51.40% m/m and naphthenic 11.90% m/m.
5. Conclusions
Based on the results presented and discussed in this study, the following conclusions can be drawn:
- Research on the influence of the process parameters on the maximum yield of pyrolysis oil during the pyrolysis of tyres in a fixed bed reactor shows that the optimal conditions are: reaction time of 120 min, reactor temperature of 450 °C, inert gas flow of 100 mL/min, at an installed heating power of 1000 W and a heating rate of 14°C/min.
- Under optimal conditions, the pyrolysis of tyres waste yields a product consisting of: 43.63% m/m pyrolysis oil, 13.61% m/m gas and 42.76% m/m solid residue, all in mass percentages, that is, the total conversion of raw materials into pyrolysis oil and gas of 57.24% is achieved.
- Pyrolysis oil obtained from tyres is the most suitable for use for energy purposes due to its high heating value (42 MJ/kg), which is close to the heating value of higher quality coals (43 MJ/kg) and the heating value of oil (44 MJ/kg). The results of FTIR analysis of the pyrolysis oil show the following content in mass percentages: aromatic compounds 32.59%, paraffins 51.06% and naphthenes 16.35%.
- The low content of sulfur (0.407%) in the obtained pyrolysis oil also indicates its potential for use as an energy source. The prescribed value of sulfur content in heating oil is 1% m/m, for 4 types of liquid petroleum fuels (light special LS, light L, medium LUS and heavy oil LUT).
- Pyrolysis char or carbon black obtained by pyrolysis of tyres waste also has a high calorific value 31 MJ/kg, and can be used as a solid fuel as well as an adsorbent, catalyst or catalyst carrier after the activation process.
Author Contributions
Conceptualization, S.P., M.D. and S.V.C.; methodology, S.P. and G.T.; software, S.P. and G.T.; investigation, G.T., M.D., S.P.; writing—original draft preparation, G.T., M.D., S.P.; writing—review and editing, S.P. M.D; supervision, S.V.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- How Many Cars Are There in the World? [Internet]. PD Insurance Blog. 2022. Available on: https://www.pd.com.au/blogs/how-many-cars-in-the-world/.
- Valentini, F.; Pegoretti A. End-of-life options of tyres. A review. Adv Ind Eng Polym Res. 2022, 5, 4, 203–213. [CrossRef]
- Radley-Gardner, O; Beale, H.; Zimmermann, R. Editors. Fundamental Texts On European Private Law [Internet]. Hart Publishing; 2016 [cited 2023 Sep 4]. Available from: http://www.bloomsburycollections.com/book/fundamental-texts-on-european-private-law-1.
- Dong, Y.; Zhao, Y.; Hossain, M.dU.; He, Y. , Liu, P. Life cycle assessment of vehicle tires: A systematic review. Clean Environ Syst. 2021, 2, 100033. [Google Scholar] [CrossRef]
- Gao, N.; Wang, F.; Quan, C.; Santamaria, L.; Lopez, G.; Williams, P.T. Tire pyrolysis char: Processes, properties, upgrading and applications. Prog Energy Combust Sci 2022, 93, 101022. [Google Scholar] [CrossRef]
- Han, W.; Han, D.; Chen, H. Pyrolysis of Waste Tires: A Review. Polymers. 2023, 15, 7, 1604. [CrossRef] [PubMed]
- Papuga, S.; Djurdjevic, M.; Ciccioli, A.; Vecchio Ciprioti, S. Catalytic Pyrolysis of Plastic Waste and Molecular Symmetry Effects: A Review. Symmetry 2023, 15, 38. [Google Scholar] [CrossRef]
- Cafiero, L.; Castoldi, E.; Tuffi, R.; Vecchio Ciprioti, S. Identification and characterization of plastics from small appliances and kinetic analysis of their thermally activated pyrolysis. Polym. Degrad. Stab. 2014, 109, 307–318. [Google Scholar] [CrossRef]
- Vouvoudi, E.C.; Achilias, D.S. Pyrolytic degradation of common polymers present in packaging materials. J. Therm. Anal. Calorim. 2019, 138, 2683–2689. [Google Scholar] [CrossRef]
- Vouvoudi, E.C.; Achilias, D.S. Polymer packaging waste recycling: study of the pyrolysis of two blends via TGA. J. Therm. Anal. Calorim. 2020, 142, 1891–1895. [Google Scholar] [CrossRef]
- Tuffi, R.; D’Abramo, S.; Cafiero, L.M.; Trinca, E.; Vecchio Ciprioti, S. Thermal behavior and pyrolytic degradation kinetics of polymeric mixtures from waste packaging plastics. Express Polym. Lett. 2018, 12, 82–99. [Google Scholar] [CrossRef]
- Esposito, L.; Cafiero, L.; De Angelis, D.; Tuffi, R.; Vecchio Ciprioti, S. Valorization of the plastic residue from a WEEE treatment plant by pyrolysis. Waste Manag. 2020, 112, 1–10. [Google Scholar] [CrossRef]
- Hoang, A.T.; Nguyen, T.H.; Nguyen, H.P. Scrap tire pyrolysis as a potential strategy for waste management pathway: a review. Energy Sources Part Recovery Util Environ Eff. 2020, 1–18. [Google Scholar] [CrossRef]
- Juma, M.; Kore, Z. Pyrolysis and combustion of scrap tire. 2006; Pet Coal. 2006, 48, 1, 15-26.
- Cunliffe, A.M., Williams, P.T. Composition of oils derived from the batch pyrolysis of tyres. J Anal Appl Pyrolysis. 1998, 44, 2, 131–52. [CrossRef]
- Kaminsky, W. Recycling of polymers by pyrolysis. J Phys IV. 1993, 3, C7-1543-C7-1552. [CrossRef]
- Cheung, K.Y.; Lee, K.L.; Lam, K.L.; Lee C.W.; Hui CW. Integrated kinetics and heat flow modelling to optimise waste tyre pyrolysis at different heating rates. Fuel Process Technol. 2011, 92, 5, 856–63. [CrossRef]
- Quek, A. , Balasubramanian, R. Liquefaction of waste tires by pyrolysis for oil and chemicals—A review. J Anal Appl Pyrolysis. 2013, 101, 1–16. [Google Scholar] [CrossRef]
- Luo, W.; Wan, J.; Fan, Z.; Hu, Q.; Zhou, N.; Xia, M.; Song, M.; Qi, Z.; Zhou, Z. In-situ catalytic pyrolysis of waste tires over clays for high quality pyrolysis products. Int J Hydrog Energy. 2021, 46, 9, 6937–44. [Google Scholar] [CrossRef]
- Lee, J.M.; Lee, J.S.; Kim, J.R.; Kim, S.D. Pyrolysis of waste tires with partial oxidation in a fluidized-bed reactor. Energy. 1995, 20, 10, 969–76. [Google Scholar] [CrossRef]
- Dai, X.; Yin, X.; Wu, C.; Zhang, W.; Chen, Y. Pyrolysis of waste tires in a circulating fluidized-bed reactor. Energy. 2001, 26, 4, 385–99. [Google Scholar] [CrossRef]
- Chen, G.; Sun, B.; Li, J.; Lin, F.; Xiang, L.; Yan, B. Products distribution and pollutants releasing characteristics during pyrolysis of waste tires under different thermal process. J Hazard Mater. 2022, 424, 127351. [Google Scholar] [CrossRef]
- Nkosi, N.; Muzenda, E. A Review and Discussion of Waste Tyre Pyrolysis and Derived Products. In Proceedings of the World Congress on Engineering, London, United Kingdom, 2-4 July 2014. [Google Scholar]
- Yaqoob, H.; Teoh, Y.H.; Sher, F.; Jamil, M.A.; Murtaza, D.; Al Qubeissi, M.; Ui Hassan, M.; Mutjaba, M.A. Current Status and Potential of Tire Pyrolysis Oil Production as an Alternative Fuel in Developing Countries. Sustainability. 2021, 13, 6, 3214. [Google Scholar] [CrossRef]
- Williams, P.T. Pyrolysis of waste tyres: A review. Waste Manag. 2013, 33, 8, 1714–28. [Google Scholar] [CrossRef]
- Hita, I.; Arabiourrutia, M.; Olazar, M.; Bilbao, J.; Arandes, J.M.; Castaño, P. Opportunities and barriers for producing high quality fuels from the pyrolysis of scrap tires. Renew Sustain Energy Rev. 2016, 56, 745–59. [Google Scholar] [CrossRef]
- Charitopoulou, M.A.; Stefanidis, S.D.; Lappas, A.A.; Achilias, D.S. Catalytic pyrolysis of polymers with brominated flame-retardants originating in waste electric and electronic equipment (WEEE) using various catalysts. Sustain. Chem. Pharm. 2022, 26, 100612. [Google Scholar] [CrossRef]
- Tomic, T.; Kremer, I.; Vecchio Ciprioti, S.; Schneider, D.R. Efficiency of municipal packaging waste recovery chain and suitability of separated residual waste fractions for use in alternative fuels production. J. Environ. Manag. 2022, 322, 15, 116056. [Google Scholar] [CrossRef] [PubMed]
- Kremer, I.; Tomić, T.; Katančić, Z.; Hrnjak-Murgić, Z.; Erceg, M.; Vecchio Ciprioti, S.; Schneider, D.R. Effect of Zeolite Catalyst on the Pyrolysis Kinetics of Multi-Layered Plastic Food Packaging. Symmetry 2022, 14, 1362. [Google Scholar] [CrossRef]
- United States Environmental Protection Agency: Scarp Tire Cleanup Guidebook: A Resource for Solid Waste Managers Across the United States [Internet]. 2006. Available online: https://nepis.epa.gov/Exe/ZyNET.exe/P100DCR8.TXT?ZyActionD=ZyDocument&Client=EPA&Index=2006+Thru+2010&Docs=&Query=&Time=&EndTime=&SearchMethod=1&TocRestrict=n&Toc=&TocEntry=&QField=&QFieldYear=&QFieldMonth=&QFieldDay=&IntQFieldOp=0&ExtQFieldOp=0&XmlQuery=&File=D%3A%5Czyfiles%5CIndex%20Data%5C06thru10%5CTxt%5C00000031%5CP100DCR8.txt&User=ANONYMOUS&Password=anonymous&SortMethod=h%7C&MaximumDocuments=1&FuzzyDegree=0&ImageQuality=r75g8/r75g8/x150y150g16/i425&Display=hpfr&DefSeekPage=x&SearchBack=ZyActionL&Back=ZyActionS&BackDesc=Results%20page&MaximumPages=1&ZyEntry=1&SeekPage=x&ZyPURL (accessed on 3rd September 2023).
- Cheung, K.Y.; Lee. K.L.; Lam, K.L.; Chan, T.Y.; Lee, C.W.; Hui, C.W. Operation strategy for multi-stage pyrolysis. J Anal Appl Pyrolysis. 2011, 91, 1, 165–82. [CrossRef]
- Abdallah, R.; Juaidi, A.; Assad, M.; Salameh, T.; Manzano-Agugliaro, F. Energy Recovery from Waste Tires Using Pyrolysis: Palestine as Case of Study. Energies. 2020, 13, 7, 1817. [Google Scholar] [CrossRef]
- Jasminská, N.; Brestovič, T.; Čarnogurská, M. The effect of temperature pyrolysis process of used tires on the quality of output products. Acta Mech Autom. 2013, 7,1, 20–5. [Google Scholar] [CrossRef]
- Lee, S.M.; Lee, S.H.; Roh, J.S. Analysis of Activation Process of Carbon Black Based on Structural Parameters Obtained by XRD Analysis. Crystals. 2021, 11,2, 153. [Google Scholar] [CrossRef]
- Kuśmierek, K.; Świątkowski, A.; Kotkowski, T.; Cherbański, R.; Molga, E. Adsorption on activated carbons from end-of-life tyre pyrolysis for environmental applications. Part I. preparation of adsorbent and adsorption from gas phase. J Anal Appl Pyrolysis. 2021, 157, 105205. [Google Scholar] [CrossRef]
- Jones, I.; Preciado-Hernandez, J.; Zhu, M.; Zhang, J.; Zhang, Z.; Zhang, D. Utilisation of spent tyre pyrolysis char as activated carbon feedstock: The role, transformation and fate of Zn. Waste Manag. 2021, 126, 549–58. [Google Scholar] [CrossRef]
- Mikulova, Z.; Sedenkova, I.; Matejova, L.; Večeř, M.; Dombek, V. Study of carbon black obtained by pyrolysis of waste scrap tyres. J Therm Anal Calorim. 2013, 111,2, 1475–81. [Google Scholar] [CrossRef]
- Shah, J.; Jan, M.R.; Mabood, F.; Shahid, M. Conversion of Waste Tyres into Carbon Black and their Utilization as Adsorbent. J Chin Chem Soc. 2006, 53, 5, 1085–9. [Google Scholar] [CrossRef]
- Matandabuzo, M.; Dovorogwa, D. Activated Carbons from Waste Tyre Pyrolysis: Application. In: Bartoli M, Giorcelli M, editors. Recent Perspectives in Pyrolysis Research [Internet]. IntechOpen; 2022 [cited 2023 Sep 21]. Available from: https://www.intechopen.com/chapters/80798.
- Muttil, N.; Jagadeesan, S.; Chanda, A.; Duke, M.; Singh, S.K. Production, Types, and Applications of Activated Carbon Derived from Waste Tyres: An Overview. Appl Sci. 2022, 13,1, 257. [Google Scholar] [CrossRef]
- De Marco Rodriguez, I.; Laresgoiti, M.F.; Cabrero, M.A.; Torres, A.; Chomón, M.J.; Caballero, B. Pyrolysis of scrap tyres. Fuel Process Technol. 2001, 72,1, 9–22. [Google Scholar] [CrossRef]
- Roy, C.; Labrecque, B.; De Caumia, B. Recycling of scrap tires to oil and carbon black by vacuum pyrolysis. Resour Conserv Recycl. 1990, 4,3, 203–13. [Google Scholar] [CrossRef]
- Choi, G.G.; Oh, S.J.; Kim, J.S. Non-catalytic pyrolysis of scrap tires using a newly developed two-stage pyrolyzer for the production of a pyrolysis oil with a low sulfur content. Appl Energy. 2016, 170, 140–7. [Google Scholar] [CrossRef]
- Laresgoiti, M.F.; De Marco, I.; Torres, A.; Caballero, B.; Cabrero, M.A.; Chomón, M.J. Chromatographic analysis of the gases obtained in tyre pyrolysis. J Anal Appl Pyrolysis. 2000, 55,1, 43–54. [Google Scholar] [CrossRef]
- Environmental Factors of Waste Tire Pyrolysis, Gasification, and Liquefaction. California Integrated Waste Management Board; 1995. Report No.: 1364.
- Chatterjee, R.; Sajjadi, B.; Chen, W.Y.; Mattern, D.L.; Hammer, N.; Raman, V.; Dorris, A. Effect of Pyrolysis Temperature on PhysicoChemical Properties and Acoustic-Based Amination of Biochar for Efficient CO2 Adsorption. Front Energy Res. 2020, 8, 85. [Google Scholar] [CrossRef]
- Banar, M.; Akyıldız, V.; Özkan, A.; Çokaygil, Z.; Onay, Ö. Characterization of pyrolytic oil obtained from pyrolysis of TDF (Tire Derived Fuel). Energy Convers Manag. 2012, 62, 22–30. [Google Scholar] [CrossRef]
- Kar, Y. Catalytic pyrolysis of car tire waste using expanded perlite. Waste Manag. 2011, 8, 1772–82. [Google Scholar] [CrossRef]
- Miranda, M.; Pinto, F.; Gulyurtlu, I.; Cabrita, I. Pyrolysis of rubber tyre wastes: A kinetic study. Fuel. 2013, 103, 542–52. [Google Scholar] [CrossRef]
- Li, S.Q.; Yao, Q.; Chi, Y.; Yan, J.H.; Cen, K.F. Pilot-Scale Pyrolysis of Scrap Tires in a Continuous Rotary Kiln Reactor. Ind Eng Chem Res. 2004, 43,17, 5133–45. [Google Scholar] [CrossRef]
- Islam, M.R.; Joardder, M.U.H.; Hasan, S.M.; Takai, K.; Haniu, H. Feasibility study for thermal treatment of solid tire wastes in Bangladesh by using pyrolysis technology. Waste Manag. 2011, 31, 9–10, 2142–9. [CrossRef]
- Akkouche, N.; Balistrou, M.; Loubar, K.; Awad, S.; Tazerout, M. Heating rate effects on pyrolytic vapors from scrap truck tires. J Anal Appl Pyrolysis. 2017, 123, 419–29. [Google Scholar] [CrossRef]
- Williams, P.T.; Beslerm, S.; Taylor, D.T. The pyrolysis of scrap automotive tyres. Fuel. 1990, 69,12, 1474–82. [Google Scholar] [CrossRef]
- Clark, C. , USA, editors. Scrap tire technology and markets. Park Ridge, NJ: Noyes Data Corp; 1993. 316 p. (Pollution technology review).
- Laresgoiti, M.F.; Caballero, B.M.; De Marco, I.; Torres, A.; Cabrero, M.A.; Chomón, M.J. Characterization of the liquid products obtained in tyre pyrolysis. J Anal Appl Pyrolysis. 2004, 71,2, 917–34. [Google Scholar] [CrossRef]
- Berrueco, C.; Esperanza, E.; Mastral, F.J.; Ceamanos, J.; García-Bacaicoa, P. Pyrolysis of waste tyres in an atmospheric static-bed batch reactor: Analysis of the gases obtained. J Anal Appl Pyrolysis. 2005, 74, 1–2, 245–53. [CrossRef]
- Xu, F.; Wang, B.; Yang, D.; Ming, X.; Jiang, Y.; Hao, J.; Qiao, Y.; Tian, Y. TG-FTIR and Py-GC/MS study on pyrolysis mechanism and products distribution of waste bicycle tire. Energy Convers Manag. 2018, 175, 288–97. [Google Scholar] [CrossRef]
- Rofiqulislam, M.; Haniu, H.; Rafiqulalambeg, M. Liquid fuels and chemicals from pyrolysis of motorcycle tire waste: Product yields, compositions and related properties. Fuel. 2008, 87, 13–14, 3112–22. [CrossRef]
- Zabaniotou, A.A.; Stavropoulos, G. Pyrolysis of used automobile tires and residual char utilization. J Anal Appl Pyrolysis. 2003, 70, 2, 711–22. [Google Scholar] [CrossRef]
- Chang, Y.M. On pyrolysis of waste tire: Degradation rate and product yields. Resour Conserv Recycl. 1996, 2, 125–39. [Google Scholar] [CrossRef]
- Barbooti, M.M.; Mohamed, T.J.; Hussain, A.A.; Abas, F.O. Optimization of pyrolysis conditions of scrap tires under inert gas atmosphere. J Anal Appl Pyrolysis. 2004, 72,1, 165–70. [Google Scholar] [CrossRef]
- Yongrong, Y.; Jizhong, C.; Guibin, Z. Technical advance on the pyrolysis of used tires in China. China-Japan International Academic Symposium, Environmental Problem in Chinese Iron-Steelmaking industries and Effective Technology Transfer, Sendai, Japan, 6th March 2000. 20 March.
- Murena, F. Kinetics of sulphur compounds in waste tyres pyrolysis. J Anal Appl Pyrolysis. 2000, 56,2, 195–205. [Google Scholar] [CrossRef]
- Acevedo, B.; Fernández, A.M.; Barriocanal, C. Identification of polymers in waste tyre reinforcing fibre by thermal analysis and pyrolysis. J Anal Appl Pyrolysis. 2015, 111, 224–32. [Google Scholar] [CrossRef]
- Suhanya, M.; Thirumarimurugan, M.; Kannadasan, T. Recovery of oil from waste tyres using pyrolysis method: a review. IJRET, 2013, 1, 81–90. [Google Scholar]
- Kremer, I.; Tomić, T.; Katančić, Z.; Erceg, M.; Papuga, S.; Vuković, J.P.; Schneider, D.R. Catalytic pyrolysis of mechanically non-recyclable waste plastics mixture: Kinetics and pyrolysis in laboratory-scale reactor. J Environ Manage. 2021, 296, 113145. [Google Scholar] [CrossRef]
- Kremer, I.; Tomić, T.; Katančić, Z.; Hrnjak-Murgić, Z.; Erceg, M.; Schneider, D.R. Catalytic decomposition and kinetic study of mixed plastic waste. Clean Technol Environ Policy. 2021, 23,3, 811–27. [Google Scholar] [CrossRef]
- Papuga, S.; Gvero, P.; Vukic, L. Temperature and time influence on the waste plastics pyrolysis in the fixed bed reactor. Therm Sci. 2016, 20,2, 731–41. [Google Scholar] [CrossRef]
- Castaldi, M.J.; Kwon, E. An Investigation of the Thermal Degradation Mechanisms of a Waste Tire Through Chemical Analysis Including Hydrocarbons, Benzene Derivatives, and Polycyclic Aromatic Hydrocarbons (PAHs) at High Temperature. In: 16th Annual North American Waste-to-Energy Conference [Internet]. Philadelphia, Pennsylvania, USA: ASMEDC; 2008 [cited 2023 Sep 3]. 97–105. Available from: https://asmedigitalcollection.asme.org/NAWTEC/proceedings/NAWTEC16/42932/97/328538.
- Ramírez Arias, A.M.; Moreno-Piraján, J.C.; Giraldo, L. Kinetic Study of Waste Tire Pyrolysis Using Thermogravimetric Analysis. ACS Omega. 2022, 7,19, 16298–305. [Google Scholar] [CrossRef]
- Menares, T.; Herrera, J.; Romero, R.; Osorio, P.; Arteaga-Pérez, L.E. Waste tires pyrolysis kinetics and reaction mechanisms explained by TGA and Py-GC/MS under kinetically-controlled regime. Waste Manag. 2020, 102, 21–9. [Google Scholar] [CrossRef]
- Al-Salem, S.M. Valorisation of End of Life Tyres (ELTs) in a Newly Developed Pyrolysis Fixed-Bed Batch Process. Process Saf Environ Prot. 2020, 138, 167–75. [Google Scholar] [CrossRef]
- Al-Salem, S.M. Pyrolysis of end of life tyres reclaimed from lorry trucks: part i – oil recovery and characterisation. 2021, 133, 107–12. [CrossRef]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Kinetics and product distribution of end of life tyres (ELTs) pyrolysis: A novel approach in polyisoprene and SBR thermal cracking. J Hazard Mater. 2009, 172, 2–3, 1690–4. [CrossRef]
- Wang, H.; Hu, H.; Yang, Y.; Liu, H.; Tang, H.; Xu, S.; Li, A.; Yao, H. Effect of high heating rates on products distribution and sulfur transformation during the pyrolysis of waste tires. Waste Manag. 2020, 118, 9–17. [Google Scholar] [CrossRef]
- Rekalic, V.; Vitorovic, O. Analytical tests in technological production: principles and procedures [Original Serbian: Analitička ispitivanja u tehnološkoj proizvodnji: principi i postupci]. Faculty of Technology and Metallurgy, Belgrade, Serbia, 1988.
- Aydın, H.; İlkılıç, C. Optimization of fuel production from waste vehicle tires by pyrolysis and resembling to diesel fuel by various desulfurization methods. Fuel, 2012; 102, 605–12. [CrossRef]
- Rada, E.C.; Ragazzi, M.; Panaitescu, V.N. Energy recovery from tyres waste through thermal option. UPB Scientific Bulletin, Series D: Mechanical Engineering, 2012.
- Hopa, D.Y.; Yilmaz, A.; Bahtli, T.A. Recovery of waste tyres by pyrolysis in a fixed bed reactor for liquid fuel production: effects of pyrolysis conditions on oil yield. Res Eng Struct Mater. 2017, 3, 186–91. [Google Scholar] [CrossRef]
- Islam, M.R.; Beg, M.R.A.; Haniu, H. Fuel Based Liquids From Scrap Tire By Pyrolysis Technology. In Proceedings of the 3rd BSME-ASME International Conference on Thermal Engineering, Dhaka, Bangladesh. Dhaka, Bangladesh; 2006. [Google Scholar]
- González, J.F.; Encinar, J.M.; Canito, J.L.; Rodrı́guez, J.J. Pyrolysis of automobile tyre waste. Influence of operating variables and kinetics study. J Anal Appl Pyrolysis. 2001, 58–59, 667–83. [Google Scholar] [CrossRef]
Figure 1.
Treatment options for waste tyres in 2019 [2].
Figure 1.
Treatment options for waste tyres in 2019 [2].
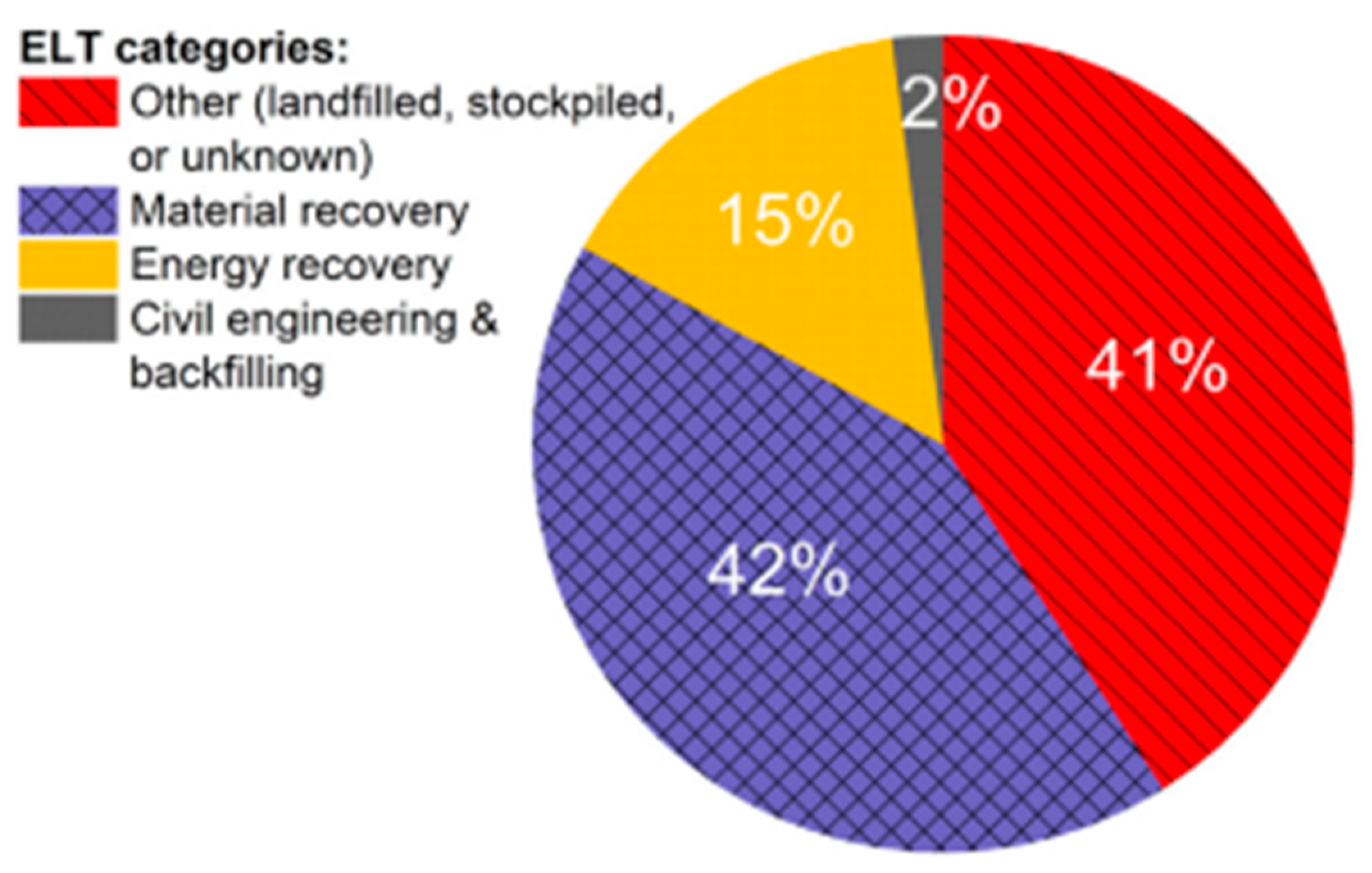
Figure 2.
Effect of reactor temperature on pyrolysis of tyres waste (120 min, inert gas flow rate 500 mL/min, heat rate 14 °C/min).
Figure 2.
Effect of reactor temperature on pyrolysis of tyres waste (120 min, inert gas flow rate 500 mL/min, heat rate 14 °C/min).
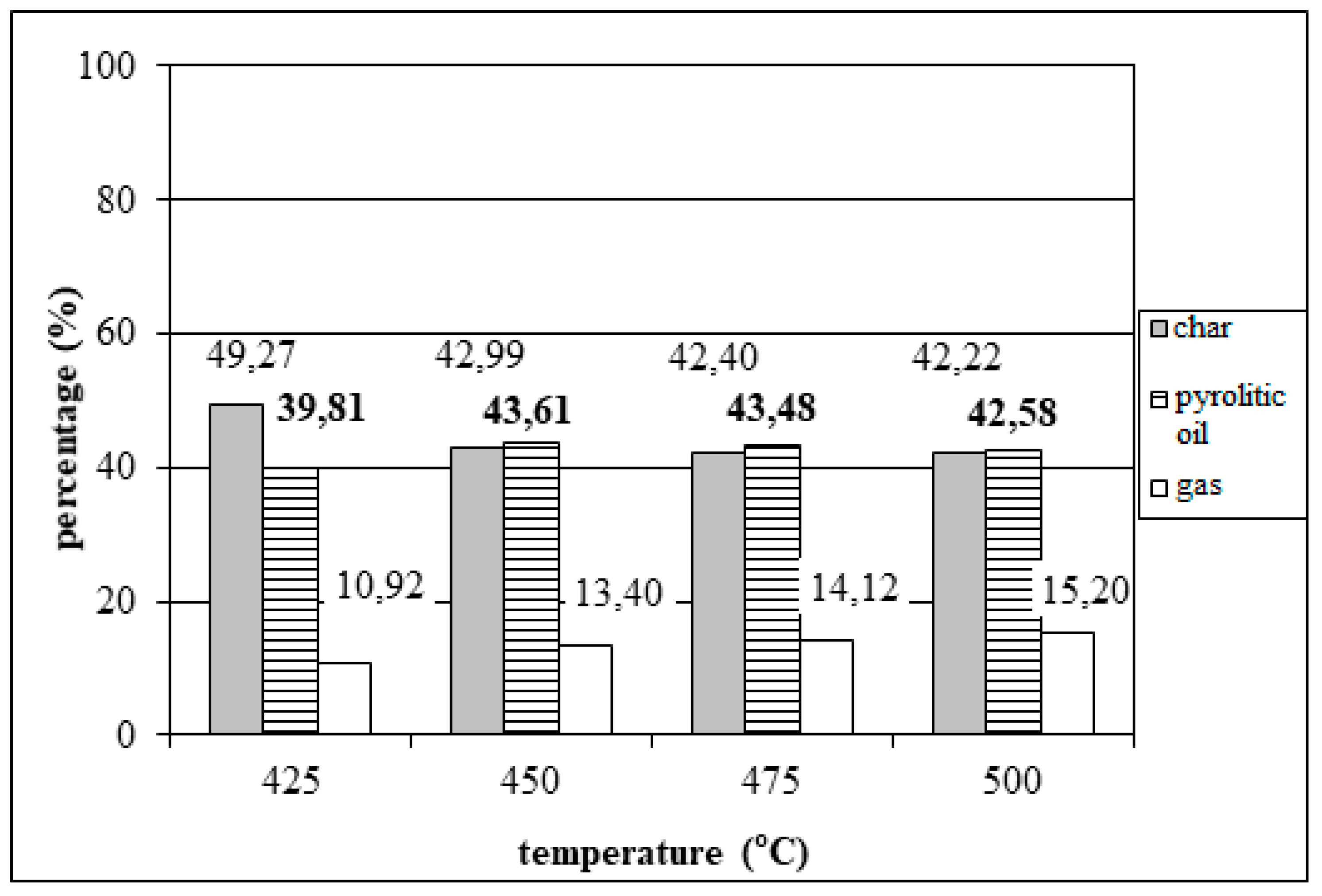
Figure 3.
Effect of carrier gas flow on tyre pyrolysis at 450 °C (heating rate 13.45 °C/min).
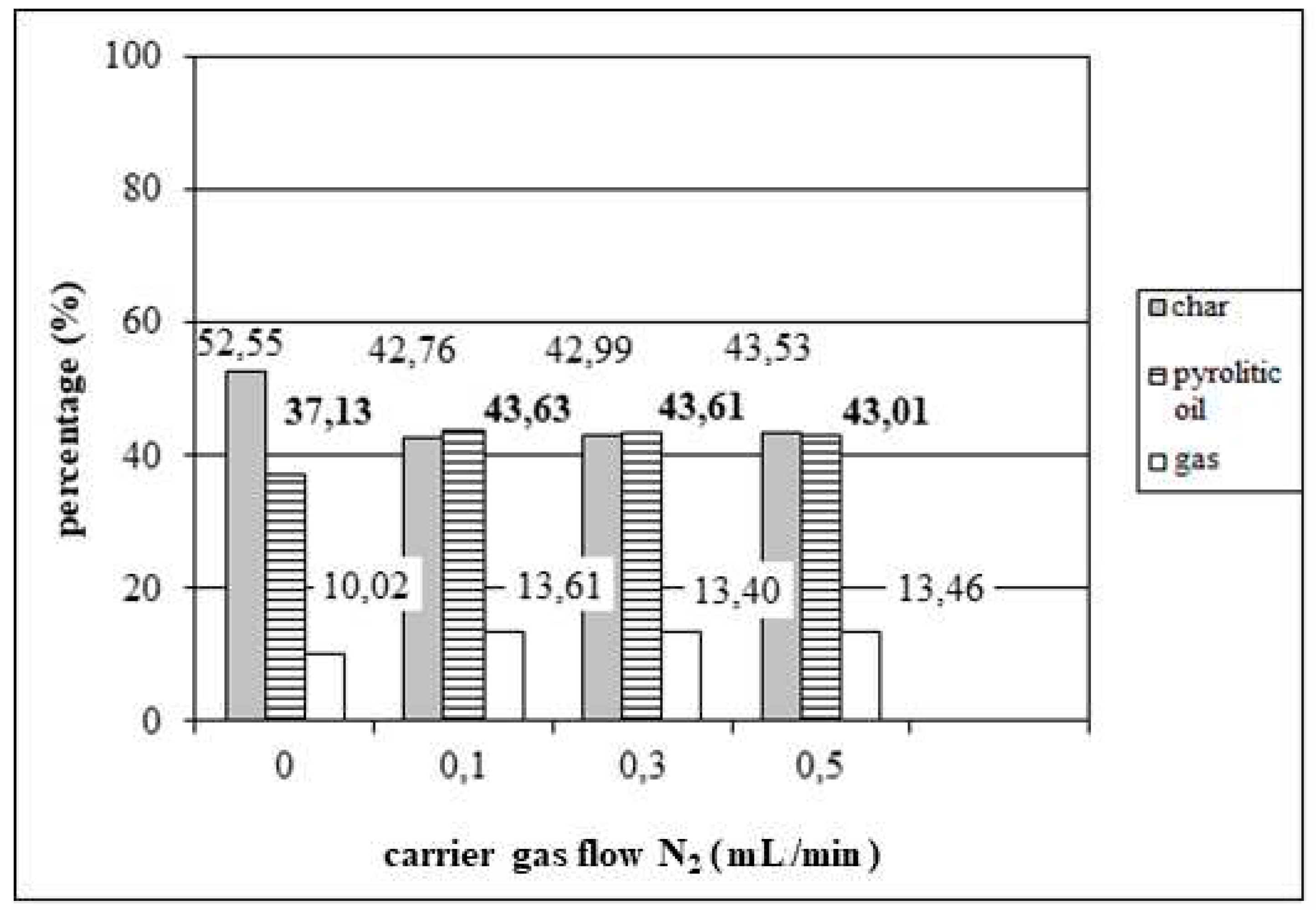
Figure 4.
FTIR Spectrum of pyrolysis oil.
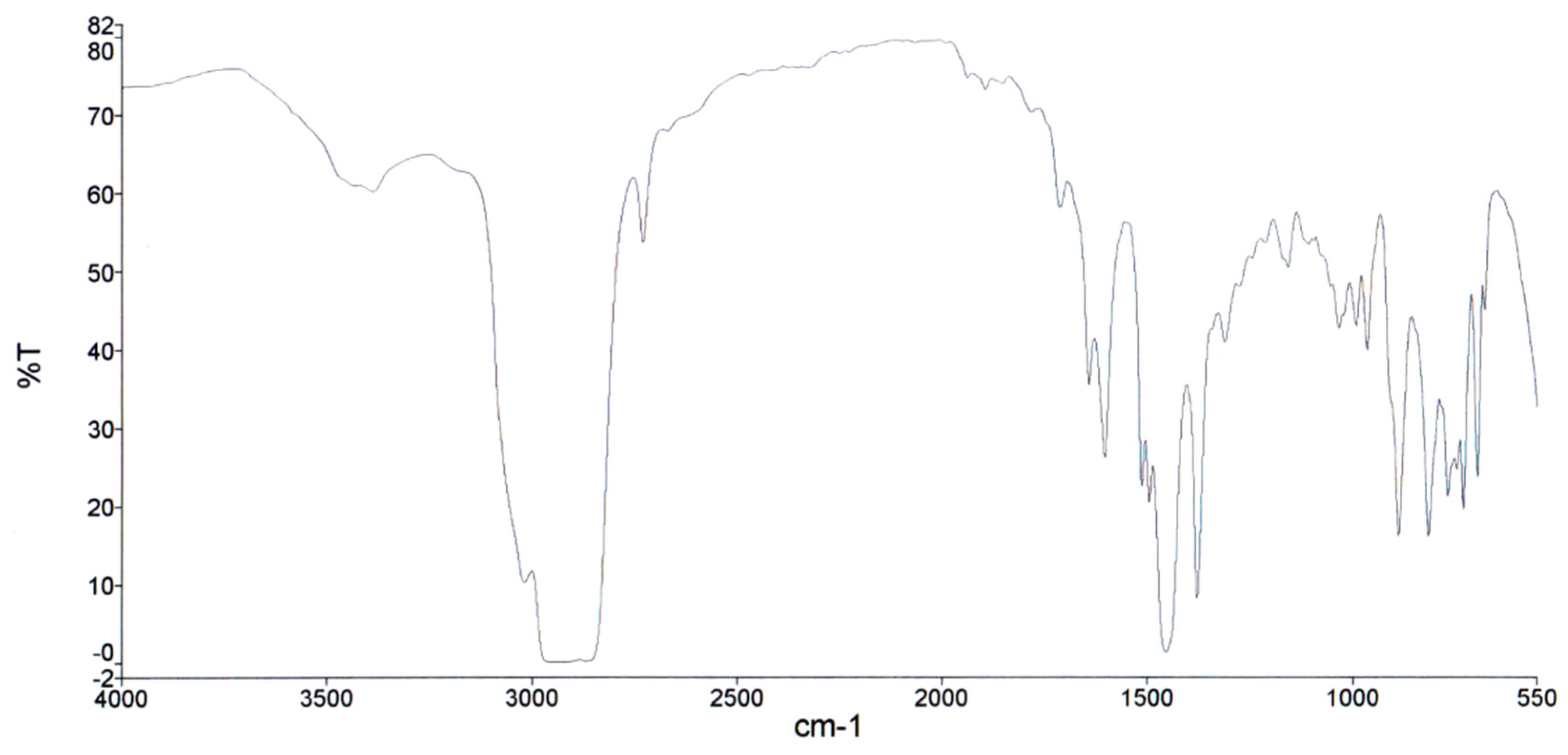

Table 1.
Results of proximate analysis of tyres waste.
| Parameter | %m/m |
|---|---|
| Moisture content | 0.77 ± 0.01 |
| Ash content | 5.25 ± 0.01 |
| Char residue | 31.90 ± 0.01 |
| Fixed carbon | 26.65 ± 0.01 |
| Combustible substances | 93.98 ± 0.02 |
| Volatile matter | 67.29 ± 0.01 |
Table 2.
Product yield depending on the temperature.
| Temperature | Oil yield (%m/m) | Char yield (%m/m) | Gas yield (%m/m) |
|---|---|---|---|
| 425 | 39.81 | 49.27 | 10.92 |
| 450 | 43.61 | 42.99 | 13.40 |
| 475 | 43.48 | 42.40 | 14.12 |
| 500 | 42.58 | 42.22 | 15.22 |
Table 3.
Product yield depending on the carrier gas flow rate.
| Flow rate (mL/min) | Oil yield (%m/m) | Char yield (%m/m) | Gas yield (%m/m) |
|---|---|---|---|
| 0 | 37.13 | 52.55 | 10.02 |
| 100 | 43.63 | 42.76 | 13.61 |
| 300 | 43.61 | 42.99 | 13.40 |
| 500 | 43.01 | 43.53 | 13.46 |
Table 4.
Analysis of the optimal pyrolysis oil sample (tyre pyrolysis at defined optimal conditions 120 min, 100 mL/min, 450 °C).
Table 4.
Analysis of the optimal pyrolysis oil sample (tyre pyrolysis at defined optimal conditions 120 min, 100 mL/min, 450 °C).
| Property | Method | Result | Unit |
| S content | ISO 20487 | 0.407 | %m/m |
| FTIR Spectrometry | CEI IEC 590 | - | - |
| C aromatic | CEI IEC 590 | 32.59 | %m/m |
| C paraffin | CEI IEC 590 | 51.06 | %m/m |
| C naphthene | CEI IEC 590 | 16.35 | %m/m |
Table 5.
Results of the proximate analysis of the char sample.
| Parameter | % |
| Moisture content | 0.73 ± 0.01 |
| Ash content | 12.11 ± 0.01 |
| Char residue | 93.83 ± 0.01 |
| Fixed carbon | 81.72 ± 0.01 |
| Combustible substances | 87.16 ± 0.01 |
| Volatile substances | 5.44 ± 0.01 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



