
Submitted:
06 June 2023
Posted:
06 June 2023
You are already at the latest version
Abstract
Welding between two or more pieces of metal is a widely used practice in various fields of medicine such as dentistry which also makes use of the support of dental laboratories where complex welding procedures are applied. The welding techniques available today are many and also very different from each other; they often require very different background knowledge, just as the results obtained may differ.
Welds can be made at various stages of making a product that will be used on the patient; for example some welds are made directly by the manufacturer during the industrial processing phase.
We then move on to the more common welding techniques carried out in dental laboratories and finally we also arrive at the intraoral welding carried out by the clinician inside the patient's oral cavity. This enormous variety of conditions in which those who practice welding can find themselves presupposes the application of the most appropriate technique; this review looks at the different methods and fields of application.
Keywords:
soldering
; dentistry
1. Introduction
Welding is a process of joining two or more pieces of metal together using heat, pressure, or both; it is used in a variety of fields, including bioengineering and medicine, to join metal parts permanently. It is a fundamental technique in the construction of various metal objects whose welded components must be mechanically resistant and long-lasting. (1,2).
To make a weld, you need a device that produces heat and/or pressure to join the pieces to be joined.
There are two different types of welding: autogenous and heterogeneous.
Autogenous welding is a welding process in which the welding material is obtained from the same metal as the workpiece being welded. In other words, the weld material and the material of the workpiece being welded are the same. Autogenous welding is often used to weld materials such as iron and steel.
Heterogeneous welding, on the other hand, is a welding process in which the weld material is different from the material of the workpiece being welded. For example, an alloy of dissimilar metals might be used to weld two pieces of steel together. This type of welding is often used to weld materials that are difficult to join by the autogenous process, or to obtain specific characteristics at the weld point.
Depending on the type of welding the filler material, which can come in different forms such as a wire or a metal rod or even a coated electrode, is then used to bridge the space between the pieces and strengthen the joint. (3)
It should be noted that, according to the relationship between the melting temperature of the metals involved and the temperatures reached by the technique used, it is necessary to differentiate actual welding from brazing.
Brazing is a process of joining two or more pieces of metal always using a filler material, called a brazing alloy, which melts at a lower temperature than the metals being joined. Brazing is often used to join metals that are difficult to weld or cannot be joined by the standard welding process due to their chemical or mechanical properties.
Welding proper, on the other hand, is a process of joining two or more pieces of metal using temperatures higher than the melting temperature of the metals to be joined, causing them to melt.
If filler material is used, it is also melted and favors the filling of any spaces between the parts to be joined, improving the mechanical characteristics of the joint; when the molten metals solidify a strong and lasting connection is created. (4)
2. Welding Application Fields
Different types of welding are also used in medicine and therefore in dentistry; some of them are performed by the manufacturing factories, for example, during the construction of prefabricated prosthetic parts but sometimes the processes of making complex prostheses or orthodontic appliances require welding carried out in dental laboratories or dental offices in order to customize and optimize the final product.
In some cases, it’s even possible to proceed with a particular welding called "intraoral" to joint together different prosthetic components inside the patient's mouth. On some occasions, welds make it possible to correct errors made during the construction of dental products, such as prostheses, by separating the product that has manufacturing errors into several parts and rejoining the pieces in the correct position by welding. In other clinical conditions it is deliberately preferred to create several separate components to be joined together by the welding process rather than creating a single prosthetic piece, which could have little precision and/or deformations due to thermal stress.
If we exclude the silver solders, used to join wires in orthodontics, and the spot welding of orthodontic bands, most of the applications of the solder are in the field of the prosthesis.
Dentists and dental technicians are quite familiar with the processes of union and combination of individual prosthetic components to be welded together to obtain the final product but in general dental practice, most clinicians consider the use of welding an emergency condition, rather than an elective procedure; however, for the expert technician and the specialized restorative dentist, welding is a fine art and an indispensable tool to improve the precision in the realization of some manufactured goods which are intentionally designed and created in different pieces which are only secondarily joined together by welding. These cases include, for example, castings of very extensive fixed prostheses where the risk of having imperfections in a single large casting would lead to important precision errors on the final product.
3. Dental Alloys, Welds and Filler Metals
The metals used in dentistry are many and their composition is fundamental both for the physical and mechanical properties and for their workability including the ability to be welded by the application of heat.
Indeed, these are always alloys whose composition determines their mechanical properties, melting range and oxidation potential. (5) Oxide formation affects the "wettability" and thus the ease of welding. (6) Commonly used alloys include ADA rated yellow gold casting alloys, low gold content variants, and alloys capable of bonding porcelain.
The alloys selected for intra-oral use must be non-toxic and resistant to oxidation and corrosion and this is the reason why the noble ones are preferred. (7) Alternatively, to reduce costs, so-called non-noble alloys can be used which include cobalt and/or nickel. (8,9,10)
Other alloys, widely used today in dentistry, consist of titanium and are used in implant prostheses. (11)
Titanium combined with nickel is instead widely used in orthodontics.
Dental welding derives from jewelery manufacturing techniques, with the important difference that, in dentistry, precision, strength and corrosion resistance are very critical, while the aesthetic appearance is often less important because the area where it is performed the joint is usually not visible.
Solder plays an important role in dentistry, as evidenced by the large selection of solders and fluxes still currently available from alloy suppliers. (12)
The filler metal is the alloy which, once melted, flows over and wets the parts to be joined, then solidifies forming the weld joint. The composition of welding alloys are often different from those of the master alloys and are often eutectic, in fact, they are a mixture of substances whose melting point is lower than that of the single substances that compose them. (13)
All solder materials should have specific characteristics, two of which are of fundamental importance:
Flowability, which is closely linked to the fact that the alloy is eutectic, in fact, the higher the “delta Temperature” relative to the melting point with the master alloy, the greater the flowability and the ease of carrying out the procedure. The filler alloy should freely flow and wet the metals to be joined by penetrating into the small cracks by capillary action at a temperature of about 50°C to 100°C below the solidus temperature of the latter. Generally, a weld with a narrow melting range has superior flow characteristics.
Strength, which should be similar to that of the master alloy; solder alloys are, in fact, modified versions of the master alloys and as such are mechanically less resistant. Fortunately, joint strength is improved by heat, hardening and the phenomenon known as triaxiality.
Filler materials can also be divided into two main groups: soft and hard.
Pb–Sn alloys, in various composition ranges, are an example of soft welding; they have a melting point of about 260◦C (500◦F) and are used to join lead, copper or brass. They have good processing and mechanical properties, but cannot be used in dentistry due to lead content and poor corrosion resistance.
Filler materials for dental use are, in fact, quite hard and have a much higher melting temperature and are mechanically very resistant. In this type of filler materials we include those based on gold, those for pre- and post-ceramics and those based on silver. Silver is more subject to tarnishing and corrosion when used in the oral cavity and for this reason it is not used for prosthetic applications, but is mainly used in welding on orthodontic appliances. These alloys can also be used for joining stainless steels or other base metal alloys. More precisely, silver gas solders have a much higher strength and hardness than pure silver, they bond well with almost all metals including stainless steel. Some silver rods are supplied with a coating of deoxidizing powder, although in most cases it is preferable to sprinkle the surfaces with borax powder which, in the flame, melts and chemically deoxidizes the metals also because coated rods are generally more expensive and delicate.
Other filler materials used to join gold alloys are composed of gold, silver and copper, with small additions of other metals such as zinc and tin. The melting range can be narrowed by lowering the gold content and increasing the copper content; zinc and tin lower the melting point, gold gives resistance to corrosion and even if the exact minimum indispensable quantity of this noble metal is still the subject of discussion, it can be concluded that the percentage varies from 58% to 61%.
Depending on the metal and welding needs, one welding technique may be more suitable than another.
4. Gas Welds
Gas welding, which is also commonly known as torch welding, is a strong welding because the filler material is more robust than the classic tin and lead alloys. (14) These materials generally have a melting temperature between 800 and 1000 °C, which cannot be obtained with an electric welder.
It is therefore necessary to use flames with a high calorific value; the filler material is physically in the form of rods with a small diameter of about 2 mm, about 300 mm long.
Gas welding is performed by melting the filler metal with liquid gas torches; gas torches have, in the best models, a piezoelectric ignition system. Each click corresponds to a strong spark that strikes in front of the burner nozzle and the flame is immediately ready. In addition to the gas torch, you need a connection pipe, in gas-resistant rubber, more than 2 meters long, equipped with suitable connections. (15)
The delivery devices to be applied on the cylinders for gas welding are very accurate from the point of view of safety: in addition to the non-return valves, which prevent the occurrence of flashbacks, there are pressure regulators, one for each cylinder, with double pressure gauge, which allow you to set the correct preconditions to manage the final calibration of the flame with the knobs at the top of the torch.
Gas torches also have a very simplified fuel system; to carburize means to saturate a gaseous atmosphere, i.e. the air, with hydrocarbons. This saturation is adjusted so that the flame forms a bluish dart in its centre, which has the maximum calorific value.
Carburation usually takes place only by increasing or decreasing the gas flow while the air enters through fixed nozzles, arranged in the construction of the torch.
A liquid gas can reach 1800 °C of heat in the dart but, due to the inevitable dispersions, the useful temperature is reduced to 1300 °C.
The liquid gases used are different, in most cases those used are butane and propane.
Propane is clearly superior, in terms of efficiency, to butane: it gasifies more easily even when the ambient temperature is low, while butane, on the other hand, is less expensive. Both these liquid gases have numerous advantages including easy portability and excellent conservation thanks to the cylinders built according to high safety standards. (16)
On the market there are a large variety of non-refillable cylinders with gas mixtures for welding which often contain variable percentages of propane and butane and when you want to reach higher temperatures other components such as propyl and acetone are added, allowing the dart to burn even at about 3000°C.
Other gases that can be used, even when mixed with oxygen, are LPG and methane.
Another gas that can be used as an alternative to propane and butane is oxyacetylene and in this case we are talking about oxy-acetylene welding, where temperatures around 3000°C are involved. (17)
Oxyacetylene welding uses a flame produced by the combustion of a mixture of oxygen and acetylene (C2H2). The flame is produced at the end of a torch in which the two gases combine in optimal ratios (52% acetylene and 48% oxygen) in order to have a neutral flame. Acetylene is widely used due to its characteristics of high flame temperature, high thermal content, low reactivity of the flame with the base and filler metal and ease of flame regulation; it is convenient for small thicknesses, it has the advantage of portability of the equipment, low cost and the possibility of welding in all positions;
The cylinders are of the high safety type, with the upper collar protected so that no blows, falls or other accidents can damage the taps.
The oxyacetylene dart has a length that varies according to the torch used and the temperature is all the higher the closer you get to the torch nozzle; depending on the color and shape of the flame, different characteristics can be found.
The yellow flame, large and very bright, is oxidizing and too rich in oxygen, the narrow and blue flame is reducing and rich in acetylene; to obtain a good weld, mixing must take place in the correct ratios.
The formation of the flame is not obtained only at the expense of the acetylene cylinder and the oxygen one, but also the oxygen present in the air contributes to the combustion. For the complete combustion of one liter of acetylene, 2.5 liters of oxygen contribute; of these, on average, 1.1 liters are supplied by the cylinder, and 1.4 liters by the surrounding air. This concept shows how important it is to carry out gas welding in the presence of good ventilation
After lighting the torch, check the carburetion, swing the flame to preheat the piece to be welded, deposit a little deoxidizing powder on the point to be welded and pass the flame over it again, making it melt and boil. When the bubbles have almost completely disappeared, the first drops of metal can be dripped over the joint.
Sometimes, in order to weld correctly, it’s advisable to perform spot welding; aiming two pieces together consists in dropping a drop of filler material at the two ends of the section to be welded, so that the two parts remain temporarily united. Once this result has been obtained, to avoid the deformations caused by the heat, it is advisable to continue spot welding by dropping a few drops in intermediate areas.
Among the gases used for welding, we must include hydrogen which is abundantly present in water and using special welders can, thanks to electrolysis, be extracted and used to produce open flames.
These hydrogen generators work, in fact, using only water and electricity, producing hydrogen without storage, so as to minimize the risk of dangerous explosions. The mixture of hydrogen and oxygen present in the air produces a neutral flame which develops a temperature of approximately 3650 °C and can weld and braze all non-ferrous materials in extremely short times compared to other welding systems.
The gas exiting the torch is perfectly mixed and does not require any adjustments on the torch by the operator. In this way it is also simple to standardize the welding processes, also reducing oxidation phenomena. In addition, the torch is ergonomic and light, with a weight of about 50% less than traditional torches.
With hydrogen welders that use water it is therefore possible to eliminate the traditional cylinders and their risk of bursting and reduce expenses as the purchase costs of other gases are eliminated; moreover, the flame is totally ecological because water vapor is generated from the combustion of hydrogen and oxygen, without CO2 emissions harmful to the environment and the operator.
The internal pressure in the cylinder for the temporary accumulation of gas to the generator is 0.5 bar maximum. Another advantage is represented by the fact that the flame produced by hydrogen does not force the dental technician to wear dark protective goggles which limit visibility.
The flame is neutral and highly concentrated, allowing to heat only the affected part of the product without overheating a large surface. Thanks to the high temperature of the flame, the alloy penetrates deeper than traditional systems and this allows for more robust joints with less alloy waste. (18,19)
Figure 1.
Gas welding torch.
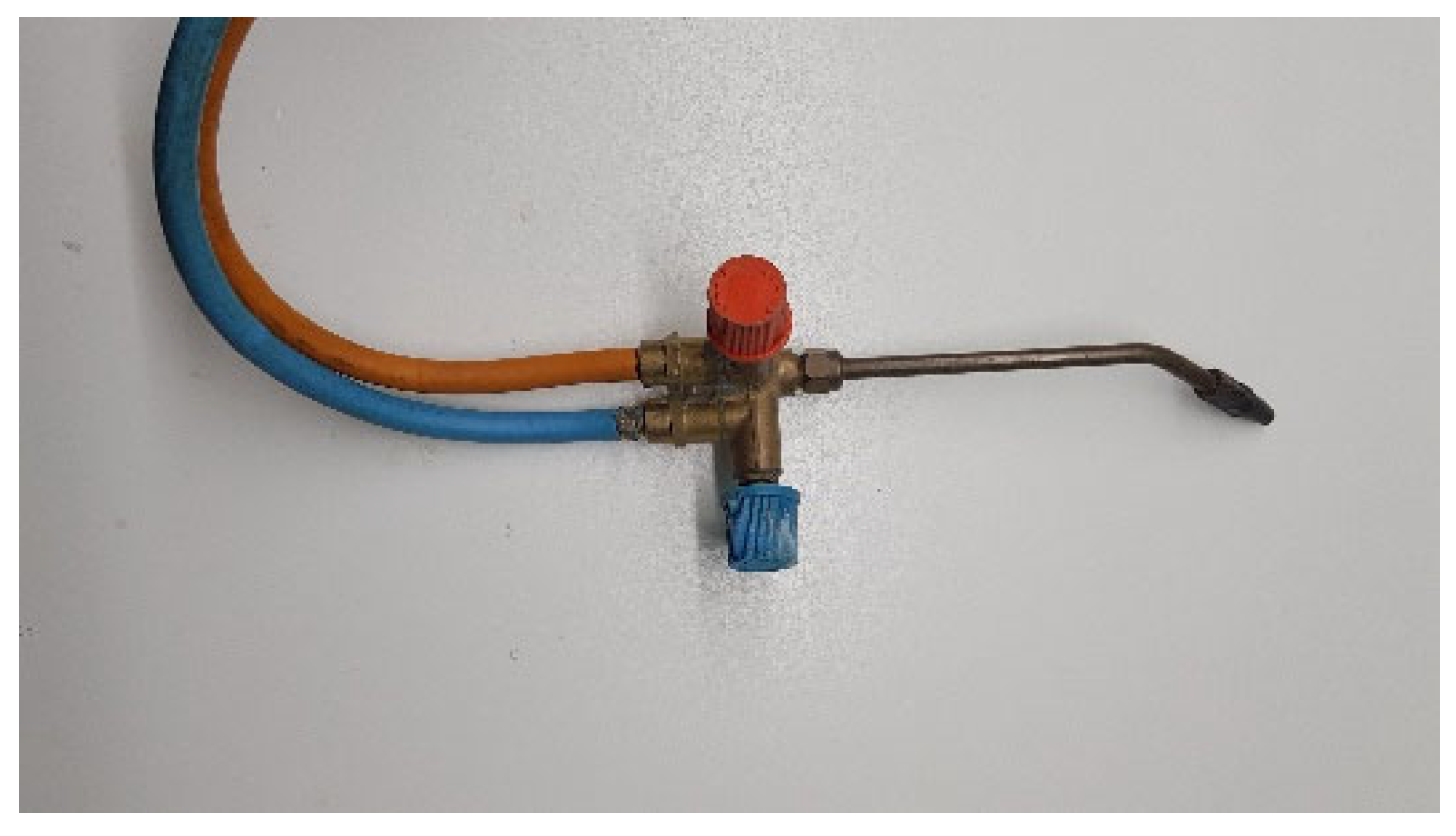
Figure 2.
Hydrogen welder.

5. Electric Arc Welding
Electric arc welding uses the passage of current through an ionized gas. The arc strikes between the electrodes (anode and cathode) when a temperature is reached which allows the emission of electrons and it is automatically maintained in the presence of a potential difference. It is therefore necessary to obtain certain conditions of temperature, voltage, current intensity and ionization of the gas between the electrodes; normally the average temperature of the arc is 3800°C.
There are different welding methods based on the use of an electric arc:
-Cored wire (Flux-Cored Arc Welding): the electric arc strikes between a metal electrode with continuous power supply and the base material. The electrode contains a flux, i.e. a chemical cleaning agent which prevents oxidation; the process can be with or without protective gas;
-Shielded Metal Arc Welding: it is a manual welding process that uses a consumable electrode also covered by a flux. An electric current, alternating or direct, is used to generate the arc: during execution, the coating of the electrode, disintegrating, gives off vapors which serve as a shielding gas and provides a layer of slag which both serve to protect the area welding from air contamination. It is the most used welding process.
-Submerged Arc Welding: requires a solid or tubular electrode (flux cored) with continuous power supply. The weld pool and arc zone are protected from atmospheric contamination by being immersed in a blanket of fusible granular flow made up of calcium, manganese or silicon oxide. When molten the flux becomes conductive and provides a path for current between the electrode and the workpiece. This thick layer of flux completely coats the molten metal preventing splashes and sparks and also suppresses the intense ultraviolet radiation and fumes that are part of SMAW; welding can be carried out only in the flat position;
-TIG welding (Gas Tungsten Arc Welding): it is an electric arc welding process in an inert atmosphere. The arc is produced by the shielding gas (argon or helium) which comes out of the gun which also carries the electrode. The arc is ignited by a pilot spark which, by causing the ionization of the protective gas, makes it conductive. The electrode is made of tungsten and, given its high melting temperature, it does not melt; this process can take place with or without filler metal. Allows you to weld easily in all positions with excellent weld puddle control. It is widely used in all quality welding. (20,21,22)
TIG welders are therefore characterized by an unmistakable tungsten electrode which, placed in proximity but without physical contact with the structures to be welded, triggers an electric arc capable of melting the metals in a given point. In particular, the calibration of TIG machines foresees currents between 50 and over 100 amperes protracted for seconds with normally negative polarity to the tungsten electrode and positive to the piece to be welded; this type of setting concentrates about two thirds of the welding heat on the structure and the remaining third on the tungsten; the increased heat input to the weld results in deep penetration. (23)
The entire welding process takes place in a protected atmosphere which prevents any tendency to oxidation which normally occurs following an increase in temperature at the junction point.
The flow of protective gas must be kept within a range of between 4 and 10 liters per minute so that the whole area affected by the welding process is totally invested by the jet and therefore continuously protected. (24,25)
All TIG welders, among the possible adjustments, allow the argon gas output to be brought forward with respect to the electric arc ignition (preflow time) in order to ensure that the dome of inert atmosphere is well formed before the moment of welding; for the same principle it is possible to set how long the gas flow must continue after the arc has gone out (post-flow time) so that oxidation phenomena do not occur even when the welded pieces are cooling.
Usually, a 1.6 mm diameter electrode of the WL20 BLUE type with 2% Lanthanum (LaO2: 1.8 - 2.2 %) is inserted in the handpiece of the welding machine, which offers excellent ignition performance and durability over time, maintains its shape clean and unaltered tip and finally does not contain thorium and is therefore not harmful to health and the environment.
It is also necessary to sharpen the tip of the tungsten electrode lengthwise, giving it the shape of a pointed cone. The sharp tip of the electrode provides a constant and concentrated arc in the workpiece; the sharpening angle and length affect the width of the arc and the depth of penetration.
- MIG and MAG welding. These acronyms, MIG and MAG, derive from the names “Metal Inert Gas” and “Metal Active Gas”. The MIG or MAG welding process, also known as continuous wire welding, is similar to TIG, differing from it in that it has a fusible electrode, in the form of a wire, which thus also forms the filler metal. The difference, however, between MIG and MAG essentially consists in the type of gas used: MIG welding uses inert shielding gases, while MAG welding uses active shielding gases. Inert gases do not take part in the reaction and do not change the result, unlike active gases. In the case of MIG welding, the protective gases are Argon and Helium; for MAG welding, on the other hand, protective oxidizing gases are used, often mixtures of Argon and Carbon Dioxide. (26)
The choice between MIG and MAG is dictated by the type of metal to be welded. MAG welding, for example, is more suitable for welding carbon steels, for two reasons: it has a greater penetration power than that with inert gas, and it makes the positioning of the electric arc on ferromagnetic materials more stable.
The transfer of the filler metal to the base metal can take place in various ways depending on the voltage of the arc and the current flowing through it. The "short arc" mode occurs for low arc voltages: the transfer takes place with the formation of large drops that stretch towards the base metal, create a short circuit and momentarily extinguish the arc; the phenomenon repeats itself from 20 to 200 times per second. The solidification of the weld bead is rapid and therefore this mode is suitable for welding in any position and for thin thicknesses.
Spray arc mode occurs with higher arc voltages and high currents: the transfer occurs in the form of a high number of drops with small dimensions which pass through the arc without extinguishing it. The fluidity of the weld pool is high, the solidification of the weld bead is slow; for these reasons it is only suitable for flat welding.
MIG/MAG welding has several advantages, first of all it is cheaper than other types of welding; furthermore, the presence of shielding gas guarantees that the process takes place without interference from any slag or oxygen.
Finally, the continuous wire process makes it a flexible welding in terms of use, because it allows to weld any metal and is suitable for high production rates, because it is not necessary to replace the electrode.
Figure 3.
TIG welder.

6. Infrared Welding
Infrared welding is a non-contact welding technique between the pieces to be welded where an infra red emitter melts the areas to be welded. It’s used in joining metals when clean and airtight welds are required.
Infrared rays are electromagnetic radiations that have a wavelength between 700 nm and 1 mm. Not all infrared rays hitting an object are absorbed; a part is always rejected. It is therefore necessary to study the chemical-physical characteristics of the material to be welded and to design on the basis of them the emitter that guarantees the greatest possible absorption of radiation.
The production of thermal energy takes place through an infrared optical system capable of generating a temperature of about 1350°C which, thanks to a system of parabolic mirrors, concentrates all the thermal energy (thanks to an optimal focus) on a small surface about a centimeter in diameter.
Normally a power control system, which determines the temperature and the heat generated gradually, heats the elements to be welded without endangering the crystalline structure of the metals. Furthermore, welding takes place in a controlled atmosphere in environments saturated with argon and with the possibility of suctioning the gases produced by the welding itself. In particular and advanced devices, welding using IR emitters is instead carried out under vacuum to further improve the quality of the joints.
The IR emitter selectively affects only the joint area and heats it evenly. Welding takes place thanks to a system capable of concentrating the heat in a predetermined point by melting the filler material, thus joining the parts to be welded by brazing quickly and very precisely. This prevents the pieces from overheating and reduces energy waste. (27)
The melting temperature is reached in a short time, because the emitter is calibrated to emit radiation with the maximum possible intensity in the shortest possible time, so as to reduce the duration of the work cycle. The time required to reach the melting temperature depends on the metal being welded. Once the melting temperature is reached, the two pieces to be welded are pressed against each other for the time necessary to ensure perfect welding. The work cycle ends with cooling, followed by the release of the welded component.
Infrared welding can be used in various sectors of dental technology and given the extreme cleanliness, this welding technique is particularly suitable for metalworking where precision and aesthetic value are important; moreover, this welding method has a fairly fast learning curve and quickly leads to good results because the method involves reduced combustion and oxidation of the parts to be joined during all the heating phases. (28)
This welding process is also quite quick and effective when compared to other methods such as a torch. (29,30,31,32)
There are many metals that can be welded with this method and they also change according to their melting range.
For example, base and gold alloys for resins whose melting range is quite low and equal to 500°C - 700°C can be welded and then moved on to metal-ceramic alloys with a melting range between 750°C - 830° C or ceramic gold alloys with a melting range between 1000°C - 1150°C; finally, this type of welding is also applicable to steels and NiCr alloys with a melting range between 1000°C - 1250°C. (33)
Figure 4.
Infrared welder.

7. Laser Welding
Laser welding produces a melting of the metal through the application of a coherent light beam, of a determined frequency, focused on the surfaces to be joined; a shielding gas is used to protect the melt; welding can take place with or without filler metal. High advancement speeds are obtained, reduced thermally altered areas, small deformations of the welded piece, absence of slag and spatter, possibility of operating through any transparent medium; the beam does not need to contact the piece and can be directed, inclined and focused by suitable optical systems; the possibility of transmission through optical fibers makes it particularly suitable for drives, including robotic ones, and for welding complex structures. (34,35)
The advantages of laser welding in dental technology, compared to traditional braze welding, are considerable and make the intervention less invasive and more effective, guaranteeing greater precision and facilitating welding in the vicinity of resins or ceramics without causing damage; moreover they allow to reduce the amount of heat charged to the areas to be welded, also reducing tensions. (36,37,38)This is more useful than ever when it comes to intervening with a repair, for example on a damaged skeletal prosthesis.(39) Furthermore, with this technique it is often possible to avoid the use of so-called filler metals, creating mechanically resistant joints with most of the metals used in the dental field. Another advantage is represented by reduced processing times, which allow undoubted advantages on the speed of delivery of the finished products to patients, delivering them prostheses characterized by greater precision and resistance to corrosion. (40)
In daily practice it is possible to intervene on fixed prostheses such as bridges, copings and implants, in fact, in the latter case, the laser method also allows titanium-based alloys to be easily welded with predictable and long-lasting results (41) The only real drawback is represented by the still quite high cost of the equipment.
Figure 5.
Laser welder.

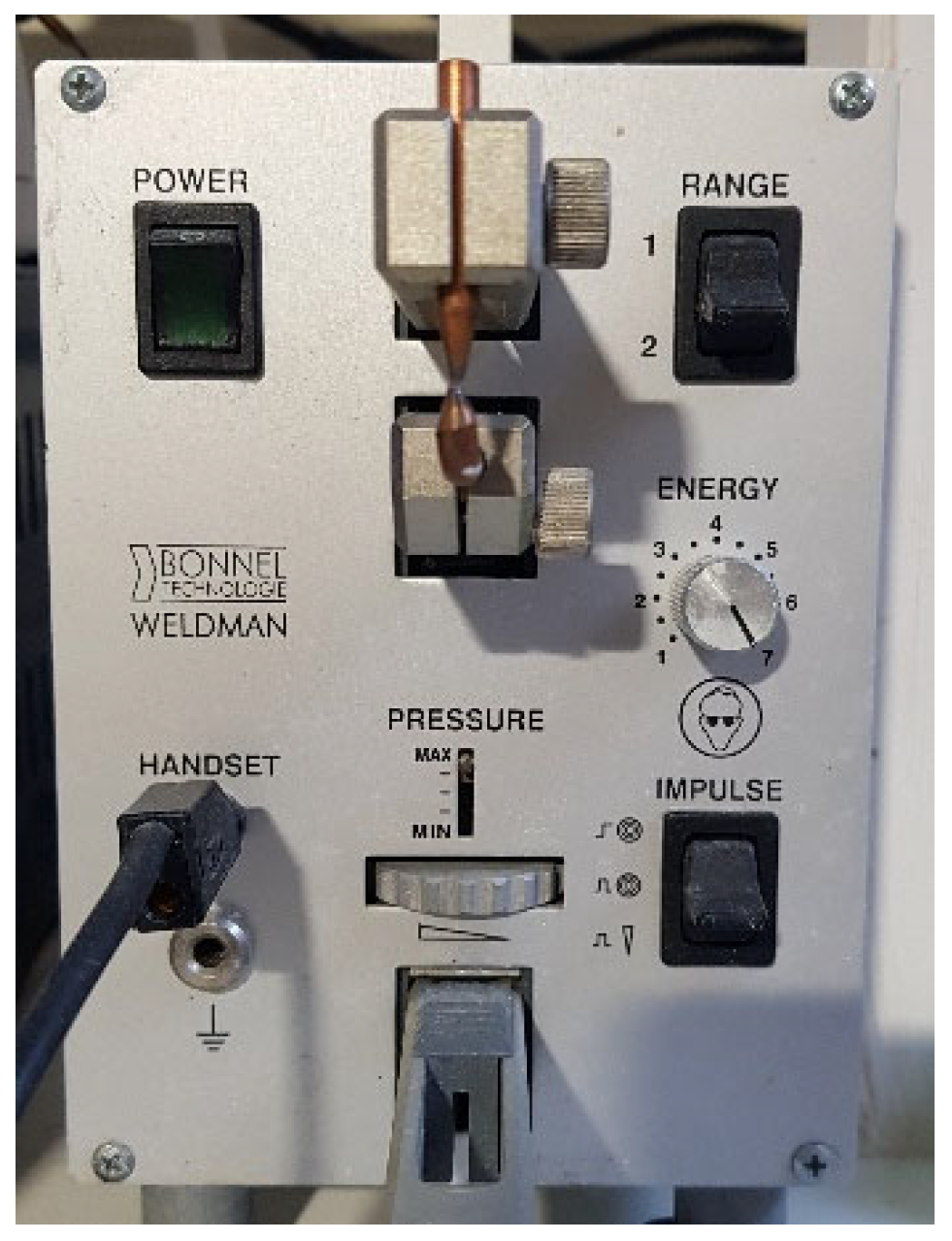
8. Electrode Spotting
These types of welding are characterized by the heat generated thanks to the electrical resistance which opposes the passage of current between two surfaces placed in contact; furthermore, a certain pressure is applied to the surfaces before, during and after the passage of the electric current. Welding takes place by localized fusion of the base metal, without filler material.
The most important of these is spot welding which is widespread in the field of thin metals such as those used in the construction of orthodontic bands and is well suited, for manufacturing factories, where the automation of welding processes is used.
The pieces are brought close to each other in the position in which they should be welded; two copper or copper alloy electrodes are pressed by pliers against the parts to be joined. A current of high intensity is passed for a fraction of a second which develops a quantity of heat in the contact area of the plates such as to bring the base metal to localized melting. The solidification that occurs while the electrodes are still pressed leads to the formation of the welding point. The melting of the metal takes place only within the contact area because there the resistance is greater and therefore the heat generated by the Joule effect is greater and also because the copper electrodes are cooled and the removal of heat from the area which is not at contact limits the rise in temperature. This method is expensive and furthermore the joint shows poor tensile strength and fatigue strength. (42)
Seam welding is a version of spot welding used to weld wide and thin workpieces. The electrodes are two rollers which press the two edges and are subjected to current discharges with a frequency chosen according to the advancement speed of the rollers themselves.
Flash welding is a process in which the surfaces to be welded are brought together and apart in order to cause the triggering of small electric arcs that melt the metal. After the fusion the current is interrupted and the surfaces are pressed with a strong pressure which generates the union.
Figure 6.
Electrode spotting.
9. Intraoral Welding
Intra-oral electric resistance welding is a technique that allows you to create immediate temporary prostheses on dental implants.
One of the causes of failure of implant procedures is represented by any movements of the intraosseous screws during the delicate phases of bone healing. In particular, if the bone of the patients is particularly atrophic, attention must be paid to the primary stabilization of the implants which can be improved thanks to the intraoral welding of titanium bars which connect the implants to each other, limiting even the micro-movements as much as possible.
Since this is an intraoral procedure, the level of precision must be considerable as it can reduce the errors that can instead occur in welding procedures carried out on plaster models where various inaccuracies can derive both from the impression technique used and from the actual creation of the models in plaster. (43)
The prostheses are therefore reinforced by a titanium framework modeled in the patient's oral cavity and can also be applied to the patient on the same day of the operation (44,45) This allows a temporary rehabilitation of masticatory function and extremely rapid aesthetics, even in patients subject to severe bone atrophy. (46,47) The prostheses made with this method are normally considered provisional artifacts which will later be replaced by definitive prostheses even if the bar can be kept even in the definitive prosthesis phase.
Ultimately, the use of intraoral welding machines in implantology allows benefits for patients such as a reduction in costs and treatment times with a significant improvement in the quality of life especially in those cases in which the bone crests are particularly affected by atrophy. (48,49) There would also be the option of intraoral welding using a fiber-delivered neodymium:yttrium-aluminum-garnet (Nd:YAG) laser. This method, which requires clinical insights, would allow the prosthesis to be positioned and welded intraorally with predictable results both in terms of aesthetics and comfort for the patient. (50)
The welding of the titanium implants, according to Mondani, must be performed immediately after the positioning of the implants themselves. The intraoral welders, thanks to a current accumulator and via a delivery clamp, are able to emit a particularly intense electric discharge for an extremely short period (few milliseconds), so that the heat generated does not spread beyond the areas adjacent to the point application of the forceps; in order to proceed safely, all welding must be carried out by cooling with water. Particular attention must be paid to the fact that the pieces to be joined must be in contact with each other to allow the passage of current without significant electrical resistance. The method allows two or more implants to be welded together directly or by means of one or more titanium retentive bars which can be pre-shaped to reduce pre-welding tensions and then positioned in the center of the crest.
Intraoral welding also allows you to connect already osteointegrated implants to obtain a better connection structure between the same implants or offer anchorage for a possible removable prosthesis. In some particular clinical conditions it’s also possible to join prosthetic natural teeth and implant screws through the use of appropriate connectors capable of correctly distributing the involved forces.
Another application of intraoral welding is related to the possibility of reconstructing the abutments of implants of inadequate height or shape or even to reconstruct fractured implants.
The procedure involves two different moments that follow each other rapidly: the emission of a first impulse allows the spot welding of the metal pieces to be welded, so as to block their position, before a second impulse carries out the actual welding which takes place by syncrystallisation.
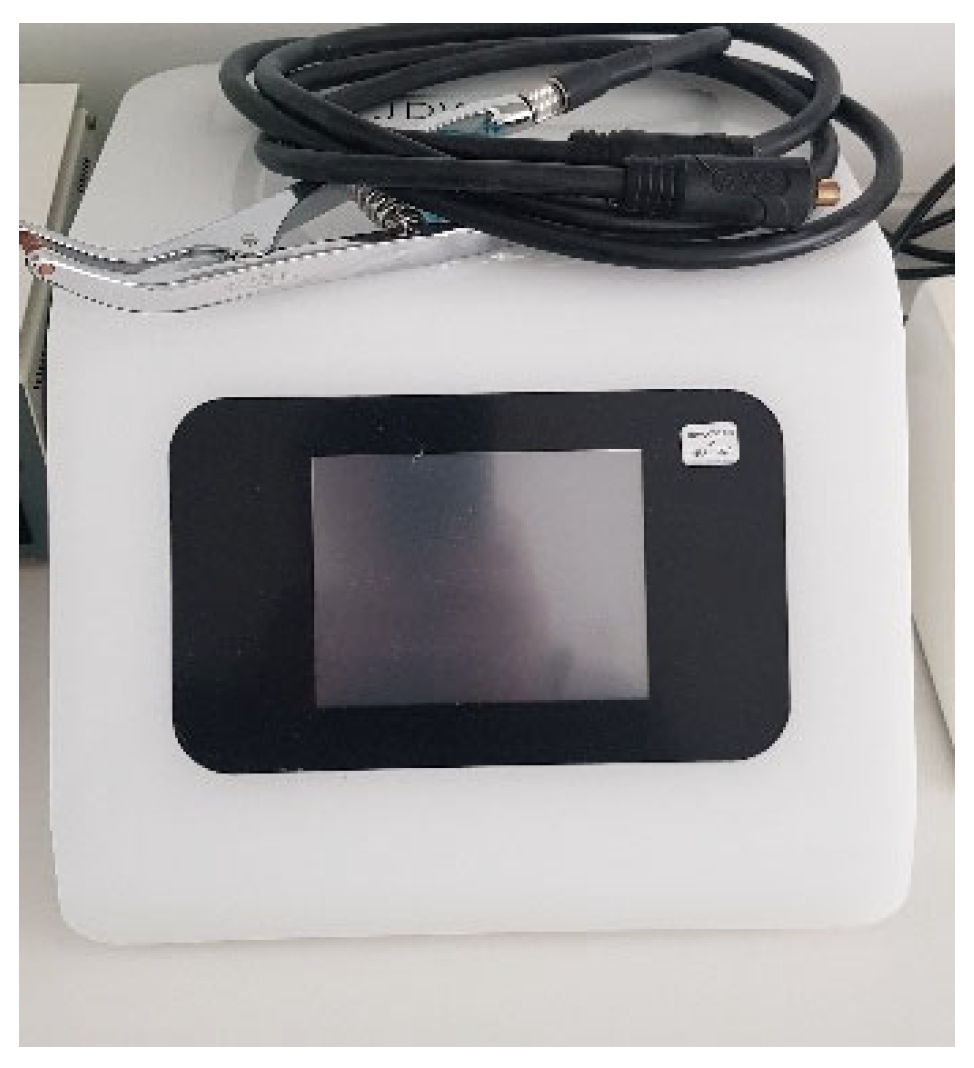
Figure 7.
Intraoral welder.
10. Common Welding Problems
In dentistry, when it is necessary to create more or less complex metal products and when this complexity makes it impossible and/or uneconomical to create them in a single part, the welding process is therefore used to compose a product suitable for withstanding the loads applied to it. However, the choice of this connection method implies significant problems of both a clinical and engineering nature, such as, for example, the correct sizing and typology of the welds which must take into account the type of mechanical stress to which the welded pieces will undergo during clinical use.
In the welded structure the lines of tension follow their natural path, and tend to accumulate in the geometric discontinuities; as a result, there is an increase in the local stress level and a decrease in the fatigue strength of the parts affected by these joints.
All welds in general are affected by residual stresses: given the complexity of the thermal cycle with temperatures that vary over time and from point to point, at the end of the welding execution, the joint presents a state of residual stress whose intensity depends on the geometric configuration, degree of constraint and thickness. (51)
During welding, the material is subjected to an extreme thermal cycling that takes it from room temperature to melting temperature and then back to room temperature in a short period. This process causes an increase in volume and change of shape of the material due to the different distribution of heat. When the material cools, it is unable to return to its original shape due to the presence of the weld and the external constraints imposed on the structure. Residual stresses are also caused by constraints placed on the structure to avoid excessive deformation during welding. This can cause problems as constraints that are too stiff tend to reduce deformation, but increase residual stresses. The elastic deformations disappear when the structure returns to room temperature, while the plastic ones are those that generate residual stresses in the structure. The field of residual stresses extends along the length of the joint and depends on the geometry of the same and on the welding procedure.
However, all welded joints are characterized by metallurgical inhomogeneities: that is, different structures in the molten area, in the heat-affected area, and in the base material. In some cases, the inhomogeneities lead to significant variations in the mechanical characteristics which must be correctly evaluated during the sizing phase.
While acknowledging the merits of soldering, ultimately, a soldered joint is a potential point of weakness in any dental product. In the context of these particular joints, imperfections and defects can be highlighted.
The imperfections represent a discrepancy with respect to the ideal weld, the defects instead are to be considered unacceptable imperfections as they can compromise the resistance of the welded joint.
Weld defects can be divided into 6 groups: (1)cracks, (2)cavities, (3)solid inclusions, (4)lack of fusion and penetration, (5)defects in shape and size.
Cracks are the most serious defect because, depending on the size and stresses to which the joint will be subjected, they can be the cause of future breakage. In fact, they represent a discontinuity within the metallic material and, depending on the cause that generates them, they are divided into hot or cold cracks. Hot cracks originate from a high presence of impurities contained in the base metal. The probability of having cracks in the context of a weld increases as the amount of the base metal melted increases. Cold cracks, on the other hand, are caused by the presence of hydrogen in the weld pool. To avoid them, it would be advisable to preheat the components to be welded, also avoiding too rapid cooling; it is also useful to minimize the presence of residual humidity on the metal edges to be joined.
Cavities are made up of the absence of material, in fact any gases present in the bath can remain trapped during very rapid cooling. Depending on their size, the cavities are divided into pores or blowholes; they are called termites, when several cavities join together giving rise to an elongated shape. To avoid its formation, it is necessary to decrease the welding speed, in order to give the gas time to escape from the pool.
Solid inclusions are similar to the cavity, but in this weld defect, it is foreign substances that remain trapped in the molten metal. For example, in the case of TIG welding, with an infusible tungsten electrode, it can remain trapped in the context of tungsten welding due to a technical error in the use of the torch.
The lack of penetration and fusion can be linked to different problems but have in common the absence of continuity between the edges to be joined. The result is often unacceptable and is more easily found in the presence of complex geometries. There is also another type of defect similar to the lack of fusion which is defined as gluing and can be found in the welds of easily oxidizable alloys, in fact it occurs when a layer of oxide is interposed between the edge and the fused area. It is a typical defect of steel welded with the MAG technique, arc welding with metal under active gas protection, or with oxy-acetylene welding. This type of defect is not always able to be highlighted with non-destructive testing, therefore it is necessary to implement preventive measures to prevent it from forming.
When a weld has an irregular appearance, presenting defects in shape and size, it has often not been done correctly. The most frequent shape defects are excess stock, when the weld bead is very high. It could be erroneously believed that a thicker weld corresponds to a greater resistance, but on the contrary, due to its shape, tensions are concentrated at the edges of the stock, which under certain clinical conditions can drastically reduce the resistance of the joint. It is also possible to have an incomplete filling which is exactly the opposite of the excess stock; at the basis of this defect, there is excessive penetration or insufficient supply of material.
11. Conclusions
It seems clear that in some fields of dentistry it is thanks to welding that it is possible to obtain the results we see today on our patients both in the field of dental prostheses and in orthodontics.
On the other hand, while acknowledging the undeniable advantages of joining by welding, it must be admitted that in order to obtain predictable results, the operator must take many factors into consideration, ranging from the design to the choice of materials, from the welding technique to the technical specifications adopted. Added to this is the fact that not all welding defects are detectable by eye or by non-destructive testing.
In conclusion, all welding techniques are valid and predictable but some more than others require a longer learning curve and superior manual skills; in any case, it is essential to always treat each operating phase with extreme attention and knowledge.
References
- Da Silveira-Júnior CD, de Castro MG, Davi LR, das Neves FD, Novais VR, Simamoto-Júnior PC. Welding techniques in dentistry. Welding Processes. 2012 Nov 21.
- Giri SR, Khamari BK, Moharana BR. Joining of titanium and stainless steel by using different welding processes: A review. Materials Today: Proceedings. 2022 Jun 15.
- Pop DM, Dodenciu D, Sinescu C, Negrutiu ML, Topala FI, Petrescu EL, Rominu RO, Stoia AE, Rominu M. Investigations of different types of welding in dental technology. InAdvances in Communications, Computers, Systems, Circuits and Devices. European Conference of Systems-Proceedings 2010 Nov 30 (pp. 19-22). Athens: World Scientific and Engineering Acad and Soc.
- MacEntee MI, Hawbolt EB, Zahel JI. The tensile and shear strength of a base metal weld joint used in dentistry. Journal of Dental Research. 1981 Feb;60(2):154-8. [CrossRef]
- Upadhyay D, Panchal MA, Dubey RS, Srivastava VK. Corrosion of alloys used in dentistry: A review. Materials Science and Engineering: A. 2006 Sep 25;432(1-2):1-1. [CrossRef]
- O'Brien WJ, Hirthe WM, Ryge G. Wetting characteristics of dental gold solders. Journal of Dental Research. 1963 Mar;42(2):675-80. [CrossRef]
- Schmalz G, Garhammer P. Biological interactions of dental cast alloys with oral tissues. Dental Materials. 2002 Jul 1;18(5):396-406.
- Wataha, JC. Biocompatibility of dental casting alloys: a review. The Journal of prosthetic dentistry. 2000 Feb 1;83(2):223-34. [CrossRef]
- Hildebrand HF, Veron C, Martin P. Nickel, chromium, cobalt dental alloys and allergic reactions: an overview. Biomaterials. 1989 Oct 1;10(8):545-8. [CrossRef]
- Vaicelyte A, Janssen C, Le Borgne M, Grosgogeat B. Cobalt–Chromium dental alloys: Metal exposures, toxicological risks, CMR classification, and EU regulatory framework. Crystals. 2020 Dec 18;10(12):1151. [CrossRef]
- W. Nicholson J. Titanium alloys for dental implants: A review. Prosthesis. 2020 Jun 15;2(2):11.
- Prilutzky H, Palacios T, Riesgo O. Super-alloys for dental welding. Metallography. 1976 Jun 1;9(3):193-208. [CrossRef]
- Givan, DA. Precious metal alloys for dental applications. Precious metals for biomedical applications. 2014 Jan 1:109-29.
- Cheng AC, Chai JY, Gilbert J, Jameson LM. Mechanical properties of metal connectors soldered by gas torch versus an infrared technique. Journal of Prosthodontics. 1993 Jun;2(2):103-9. [CrossRef]
- Bhatia, A. Fundamentals of Gas Cutting and Welding. Continuing Education and Development, Inc. 2011.
- Compressed Gas Association. Handbook of compressed gases. Springer Science & Business Media; 2012 Dec 6.
- Myers, RL. The 100 most important chemical compounds: a reference guide. ABC-CLIO; 2007.
- Stade EH, Reisbick MH, Preston JD. Preceramic and postceramic solder joints. The Journal of Prosthetic Dentistry. 1975 Nov 1;34(5):527-32. [CrossRef]
- Cheng AC, Chai JY, Gilbert J, Jameson LM. Mechanical properties of metal connectors soldered by gas torch versus an infrared technique. Journal of Prosthodontics. 1993 Jun;2(2):103-9. [CrossRef]
- Castro GC, Araújo CA, Mesquita MF, Consani RL, Nóbilo MA. Stress distribution in Co-Cr implant frameworks after laser or TIG welding. Brazilian dental journal. 2013 Mar;24:147-51. [CrossRef]
- Shenoy A, Ahmed N, Rajaraman V, Maiti S, Ganapathy DM. Comparative analysis of weld strength of nickel-chromium and cobalt-chromium base metal alloys when submitted to tungsten inert gas welding. Journal of Advanced Pharmaceutical Technology & Research. 2022 Dec 1;13(6):442. [CrossRef]
- Júnior PC, Novais VR, Machado AR, Soares CJ, Raposo LH. Effect of joint design and welding type on the flexural strength and weld penetration of Ti-6Al-4V alloy bars. The Journal of Prosthetic Dentistry. 2015 May 1; 113(5):467-74. [CrossRef]
- De Castro Silverio MG, Menegaz GL, Araújo CA, da Silva Júnior WM, Júnior PC. Evaluation of TIG dental welding applied to Ti-6Al-4V alloys with different diameters: Analysis by Ultimate Tensile Strength, Vickers Hardness, and Finite Element Method. Research, Society and Development. 2021 Jul 23;10(9):e29110916481-. [CrossRef]
- Wang RR, Welsch GE. Joining titanium materials with tungsten inert gas welding, laser welding, and infrared brazing. The Journal of prosthetic dentistry. 1995 Nov 1;74(5):521-30. [CrossRef]
- Rocha R, Pinheiro AL, Villaverde AB. Flexural strength of pure Ti, Ni-Cr and Co-Cr alloys submitted to Nd: YAG laser or TIG welding. Brazilian dental journal. 2006;17:20-3.
- Karayel E, Bozkurt Y. Additive manufacturing method and different welding applications. Journal of Materials Research and Technology. 2020 Sep 1;9(5):11424-38. [CrossRef]
- Ohsawa H, Hagiwara Y, Honda Y, Hanamura S, Nebashi N, Yamazaki D, Kameda T, Igarashi T. A study of dental soldering.(10) The temperature distribution of infra-red soldering machine. Nihon Hotetsu Shika Gakkai Zasshi. 1990 Jun 1;34(3):599-608.
- Byrne, G. Soldering in prosthodontics—an overview, part I. Journal of Prosthodontics: Implant, Esthetic and Reconstructive Dentistry. 2011 Apr;20(3):233-43.
- Cattaneo G, Wagnild G, Marshall G, Watanabe L. Comparison of tensile strength of solder joints by infrared and conventional torch technique. The Journal of prosthetic dentistry. 1992 Jul 1;68(1):33-7. [CrossRef]
- Cheng AC, Chai JY, Gilbert J, Jameson LM. Investigation of stiffness and microstructure of joints soldered with gas-oxygen torch infrared methods. The Journal of prosthetic dentistry. 1994 Jul 1;72(1):8-15. [CrossRef]
- Cheng AC, Chai JY, Gilbert J, Jameson LM. Mechanical properties of metal connectors soldered by gas torch versus an infrared technique. Journal of Prosthodontics. 1993 Jun;2(2):103-9. [CrossRef]
- Cattaneo G, Wagnild G, Marshall G, Watanabe L. Comparison of tensile strength of solder joints by infrared and conventional torch technique. The Journal of prosthetic dentistry. 1992 Jul 1;68(1):33-7. [CrossRef]
- Byrne G, Laub LW, Hu JY, Land MF. The fit of fixed partial dentures joined by infrared soldering. The Journal of prosthetic dentistry. 1992 Oct 1;68(4):591-6. [CrossRef]
- Sjögren G, Andersson M, Bergman M. Laser welding of titanium in dentistry. Acta Odontologica Scandinavica. 1988 Jan 1;46(4):247-53. [CrossRef]
- Varghese S, Bhat V, Joseph S. Laser welding of dental alloys: A systematic overview. The Libyan Dental Journal. 2014 Jul 8;4. [CrossRef]
- Perveen A, Molardi C, Fornaini C. Applications of laser welding in dentistry: a state-of-the-art review. Micromachines. 2018 Apr 28;9(5):209. [CrossRef]
- Ferraris S, Spriano S, Lorenzon G. Intraoral welding of titanium dental implants: Characterization of the joints. Journal of Materials Processing Technology. 2016 Sep 1;235:85-91. [CrossRef]
- Jain S, Vibhute PK, Patil C, Umale V, Kulshrestha R, Chandurkar K. Laser welding in orthodontics: a review study. J. Dent. Health Oral Res. 2020;1:1-4. [CrossRef]
- Bertrand C, Le Petitcorps Y, Albingre L, Dupuis V. The laser welding technique applied to the non precious dental alloys procedure and results. British dental journal. 2001 Mar;190(5):255-7.
- Bertrand C, Poulon-Quintin A. Temporal pulse shaping: a key parameter for the laser welding of dental alloys. Lasers in medical science. 2015 Jul;30:1457-64. [CrossRef]
- Liu J, Watanabe I, Yoshida K, Atsuta M. Joint strength of laser-welded titanium. Dental materials. 2002 Mar 1;18(2):143-8. [CrossRef]
- Nascimento LE, Santos RL, Pithon MM, Araújo MT, Nojima MG, Nojima LI. The effect of electric spot-welding on the mechanical properties of different orthodontic wire alloys. Materials Research. 2012;15:409-14. [CrossRef]
- Hruska AR, Borelli P. Quality criteria for pure titanium casting, laboratory soldering, intraoral welding, and a device to aid in making uncontaminated castings. The Journal of Prosthetic Dentistry. 1991 Oct 1;66(4):561-5. [CrossRef]
- Degidi M, Nardi D, Piattelli A. Prospective study with a 2-year follow-up on immediate implant loading in the edentulous mandible with a definitive restoration using intra-oral welding. Clinical oral implants research. 2010 Apr;21(4):379-85. [CrossRef]
- Degidi M, Nardi D, Piattelli A. A six-year follow-up of full-arch immediate restorations fabricated with an intraoral welding technique. Implant dentistry. 2013 Jun 1;22(3):224-31. [CrossRef]
- Ceschini L, Boromei I, Morri A, Nardi D, Sighinolfi G, Degidi M. Microstructural characterization and hardness properties of electric resistance welding titanium joints for dental applications. Proceedings of the Institution of Mechanical Engineers, Part H: Journal of Engineering in Medicine. 2015 Jun;229(6):429-38. [CrossRef]
- Lijima M, Brantley WA, Yuasa T, Kawashima I, Mizoguchi I. Joining characteristics of β-titanium wires with electrical resistance welding. Journal of Biomedical Materials Research Part B: Applied Biomaterials: An Official Journal of The Society for Biomaterials, The Japanese Society for Biomaterials, and The Australian Society for Biomaterials and the Korean Society for Biomaterials. 2008 May;85(2):378-84.
- Rossi F, Pasqualini ME, Dal Carlo L, Shulman M, Nardone M, Winkler S. Immediate loading of maxillary one-piece screw implants utilizing intraoral welding: a case report. Journal of Oral Implantology. 2015 Aug;41(4):473-5. [CrossRef]
- Strub JR, Jurdzik BA, Tuna T. Prognosis of immediately loaded implants and their restorations: a systematic literature review. Journal of oral rehabilitation. 2012 Sep;39(9):704-17.
- Fornaini C, Vescovi P, Merigo E, Rocca JP, Mahler P, Bertrand C, Nammour S. Intraoral metal laser welding: a case report. Lasers in Medical Science. 2010 Mar;25:303-7. [CrossRef]
- Steinman, RR. Warpage produced by soldering with dental solders and gold alloys. The Journal of Prosthetic Dentistry. 1954 May 1;4(3):384-95. [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



