Submitted:
05 April 2025
Posted:
08 April 2025
You are already at the latest version
Abstract
Tannery is the place where higher putrescible outer cover rings of animals are converted into non putrescible leathers with improved physical, chemical and biological properties. From 2017, around 155 tanneries were moved to the Savar Tannery Industrial Estate. Approximately 40 small tanneries were not able to such relocation and unfortunately, stopped their operations [Akhi Akter-2018]. There are around nine lakhs’ peoples who are involved directly or indirectly with the leather sector [The Daily Jugantor]. The workers are the heart of the industries. They play a vital role in the development of the leather industry. But most of the workers are uneducated and unconscious about the health safety. Moreover, they have little knowledge about the chemicals they use. Some chemicals are toxic, some are hazardous, some are flammable, corrosive etc. This survey shows the problems they face during the use of various chemicals in leather processing and their preventive measures. If the workers feel physical illness or weakness, they don’t have the time to recover from it. As they don’t have proper knowledge about the chemicals, they are not aware of the risk and safety precautions. This study tries to know about the risks involved in the leather industry, chemicals used in manufacturing process in the tanneries, about the hazardous chemicals, their effects on human body and their preventive measures in leather industries.
Keywords:
leather
; chemicals
; workers
; process
Index
| Chapter no. | Chapter name | Page no. |
| 1 | Introduction | 9-16 |
| 1.1 | Introduction | 9 |
| 1.2 | Aim of the Project | 9 |
| 1.3 | Risk assessment | 10 |
| 1.4 | Socio-economic importance | 10 |
| 1.5 | Scope | 11 |
| 1.6 | Leather | 11 |
| 1.7 | History of Leather Industries in Bangladesh | 13 |
| 1.8 | Tannery Industrial State | 14 |
| 1.9 | Survey Sheet | 16 |
| 2 | Production Process and Chemicals | 18-31 |
| 2.1 | General Discussion | 19 |
| 2.2 | Flow Chart of Leather Manufacturing Process | 20 |
| 2.3 | Production Management | 23 |
| 2.4 | Preparation of Wet Blue | 24 |
| 2.5 | Crusting | 27 |
| 2.6 | Finishing | 30 |
| 2.7 | Chemicals Used in the Leather Production | 31 |
| 3 | Hazardous Chemicals and Their Risk Assessments | 36-46 |
| 3.1 | General Discussion | 37 |
| 3.2 | Pictograph of Hazardous Chemicals | 38 |
| 3.3 | Highly Potential Hazard Group | 39 |
| 3.4 | Moderate Potential Hazard Group | 44 |
| 3.5 | Low Potential Hazard Group | 45 |
| 3.6 | Miscellaneous Hazard Group | 46 |
| 4 | Leather Industry and Their Effect on Environment | 47-55 |
| 4.1 | Environment | 48 |
| 4.2 | Pollution | 49 |
| 4.3 | Pollutant | 49 |
| 4.4 | Sources and Nature of Pollutant in Leather Industry | 50 |
| 4.5 | Characteristics of Tannery Discharge | 51 |
| 4.6 | Effects of Hazardous Chemicals in Water | 52 |
| 4.7 | Central Effluent Treatment Plant | 53 |
| 4.8 | Environmental Impact of The Leather Industry | 54 |
| 5 | Result and Discussion | 56-76 |
| 5.1 | Effect Description on The Basis of Interview | 57 |
| 5.2 | Univariate Analysis | 64 |
| 5.3 | Affected Workers | 70 |
| 5.4 | Impact on labor efficiency | 73 |
| 5.5 | Storage Instructions for Hazardous and Other Chemicals | 73 |
| 5.6 | Personal Protective Equipment | 75 |
| 5.7 | Work Place Criteria | 76 |
| 6 | Safety compliance of leather industry. | 78-90 |
| 6.1 | Compliance | 78 |
| 6.1.1 | Dust and fumes | 78 |
| 6.1.2 | Ventilation temperature | 79 |
| 6.1.3 | Place for child | 79 |
| 6.1.4 | Over crowding | 81 |
| 6.1.5 | Sound | 81 |
| 6.1.6 | Health care | 81 |
| 6.1.7 | First aid | 81 |
| 6.1.8 | Safety record book | 81 |
| 6.1.9 | Shelters | 82 |
| 6.2 | Maternity benefit | 84 |
| 6.3 | Worker’s responsibilities | 84 |
| 6.4 | Working hours | 85 |
| 6.5 | Use of PPE | 85 |
| 6.6 | Ergonomics | 86 |
| 6.7 | Conclusion | 88 |
| 6.8 | Recommendation | 89 |
| 6.9 | Discussion | 90 |
| References | 92-94 | |
Chapter One
- Introduction

1.1. Introduction
The transformation of putrefactive hides or skins into non-putrefactive leather is referred to as the tanning process. Leather is a broad word for hide or skin that has its original fiber structure more or less intact and has been tanned or processed to make it non-putrescible, as stated by the "Tanners Council of America."
There are a lot of chemicals used in the tanning process to make finished leather from raw hides and skins and make it in usable form to prepare a variety of products. Some of these chemicals are highly hazardous, some are moderate hazardous, some are mildly hazardous, some are non hazardous and some are toxic in nature.
The hazardous and toxic chemicals are threat for both workers and the environment. For workers, knowing the nature of the chemicals is a must. But it is a regret that, most of the workers are not aware of the chemicals properly. They don’t follow the safety measures while using these chemicals. As a result, it makes them suffer badly. There are many risks that come with using these chemicals. Sometimes, the workplace is not organized, the chemicals are not stored according to their nature. Such things lead the workers to several accidents.
The workers are not aware of the necessity of wearing protection equipments during the tanning process. Sometimes the industries are reluctant to give such things to them. As a result, many accidents occur in the tanneries. Control measurements should be taken to avoid such unwanted accidents.
This study tried to know about the risks involved in leather industry, hazardous and other chemicals, their effects on human bodies and environments, their preventive measurements.
1.2. Aim of the Project
The leather industries play an important role in the GDP of Bangladesh. Because it has large potential input in the job market of this country. But it possesses some serious threats to the environment by discharging liquid which are untreated and also solid waste. This industry also brings several occupational health problems to the workers specially during leather processing. Because many types of chemicals are used to turn a hide or skin into complete leather. Some chemicals are highly hazardous, some are moderate hazardous, some are toxic and some non-hazardous chemicals.
That’s why the aim of the project is –
- To create awareness of safety and provide knowledge about chemicals among the tannery workers.
- To know about the hazardous chemicals.
- To find out the effects of the hazardous chemicals.
- To evaluate the safety measurement in the tanneries.
- To know the health problems of the workers.
- To find a better environmental measures for the workers in the tanneries.
1.3. Risk Assessment
We can say risk assessment as outset of any approach to the occupational health and safety in tanneries. Risk assessment paves the way for initiating any preventive measurement. The preventive measurements have to be sufficient or adequate to minimize the intensity of hazards. In leather industry many risks are associated with workers health aspects. Implementation of appropriate safety and control measures must be based on the risk assessment outcomes.
1.4. Socio Economic Importance of the Study
As health plays a vital role on the efficiency of workers so improving the working ambience as well as mellowing health risk may result in intensifying the productivity of the leather industry
1.5. Scope
If the company can ensure a better safety condition for workers including a sufficient wage, it will definitely be superabundant for our economy. The leather sector is feasible sector for Bangladesh. Many more steps should be performed to draw the attraction of foreign buyers. But obviously it is not possible without ensuring the improved working condition. Not only for earning foreign exchange it is also a aspect of humanitarian to protect the workers from health hazard. As maximum workers have no basic education, it is customary that they would not understand the chemical effects on body. Alongside with chemical hazard the workers face ergonomic hazard as well as. Reducing health hazard can create a new possibility for Bangladesh.
1.6. Leather
Leather is a non-putrescible material which is produced from putrescible outer coverings of various animals such as cow, buffalo, goat, ship, snake etc. by giving it various properties like durability, flexibility, stretchiness etc. The process of turning this putrescible outer coverings or pelt into non-putrescible leather is called tanning. Many chemicals are used to complete a tanning process. Leather is slow biodegradable. The treatment of leather with many chemicals during manufacturing operations makes it resistant towards degradation like chemical degradation, thermal degradation, microbiological degradation etc. [Hagerman, 1980; Han et al., 2001]
Leather is composed of water, proteins, fats, minerals etc. The composition of hides and skins is given below:
Composition of Hides and Skins: [An introduction- S.S. Dutta]
- Water: 60% -70 %
- Proteins: 19.2% - 32.75%
- Fats: 1.5% - 12.25%
- Mineral Matters: 0.36% - 0.5%
- Coloring pigments: Traces
The water components of hides and skins are two types-
- a)
- free water
- b)
- Bound water
Proteins and fats are also subdivided into many categories. The monomer of leather is amino acid. The amino acids are linked together with a peptide linkage which is called polypeptide. These amino acids can be of various types. [Theory and Practice-K. T. Sarkar]
- Glycine 12. Histidine
- Alanine 13. Aspartic acid
- Valine 14. Glutamic acid
- Leucine 15. Tyrosine
- Serine 16. Cystine
- Tryptophan 17. Proline
- Lysine 18. Hydroxy proline
- Isoleucine 19. Arginine
- Theronine 20. Hydroxylysine
- Cysteine 21. Phenyl Alanine
- Methionine
As there are various types of leather, each type has got different physical properties. Leather is produced by different methods of tanning process. The manufacturing process of leather includes three major operations: -
- Pre-tanning operations
- Tanning operations
- Post-tanning operations or Finishing operations
By these processes a hide/skin is turned into a leather in the tanneries.
1.7. History of Leather Industries in Bangladesh
Making items out of leather and fur is one of the earliest trades practiced by humans. The practice of tanning is thought to have existed long before the beginning of recorded history, according to historians. People in prehistoric times made their living mostly via hunting. The prehistoric hunter made use of the skins of the animals that they slaughtered as a source of clothing.
Available records show that the Egyptians, the Chinese, the Babylonians and the Indians attained a high degree of proficiency in making leather.
The Indian tannery industries were able to produce unfinished leather for export to West Pakistan, Iran and Turkey among others for many years [An introduction – S.S Dutta].
After its introduction in the late 1940s and continuing into the middle of the 1960s in Bangladesh, the method was responsible for the explosive growth of the country’s chrome-tanned leather manufacturing business. Despite this, chrome-treated leather became a significant business in the span of just a single decade.
Because of the export tariff that the government placed on wet blue leather in 1977, the industry was compelled to transform crust and finished leather into value-added leather goods. The Promotion and Production Act of 1980, which was passed in Bangladesh and attracted a significant amount of foreign investment to the country, was utilized by a huge number of joint ventures. Beginning in 1980, Bangladesh witnessed a boom in the growth of its leather sector. From a value of US$ 160 million in the late 19th century to a value of US$ 250 million by the end of the 20th century, the value of this commodity’s exports more than doubled (2010s) [Environmental Comission-1997]
It results in construction of many joint ventures leather processing units in Hazaribagh, Bangladesh. Once, Bangladesh had the ability to produce 180 million square feet of leather every year. These were produced from 113 tanneries of Hazaribagh [Hasnat-2013]. But now, it is decreasing year by year.
In 2017, the tannery is state was moved to Hemayetpur, Savar to maintain proper environmental requirements. But it could not maintain the expectations. Rather, the production rate of the leather is decreasing since this transfer.
1.8. Tannery Industrial State
BSCIC Tannery Industrial State in Bangladesh is situated at Hemayetpur, Savar. There are approximately 250 tanneries in this area. In 2017, it is moved here from Hazaribagh, Dhaka. There is a CETP for the treatment of the effluents but its performance is under question. Because it is not able to maintain the load of effluents. The effluents produced here are more than its maximum capacity.
The export earnings from the leather industries sector in 2019-20 fiscal year was 797.61 million dollars. It was 1019.78 million dollars in 2018-19 fiscal year [The daily Jugantor]. So, the downgrade of Bangladesh’s leather industry is a concern.
The workers are the heart of industry. Some tanneries provide personal protective equipments to the workers. But most of the tanneries do not provide it to them. As a result, health safety is a major issue there.
Some general occupational problems of leather production unit are- [Safety Manual]
- Carcinogens: Hexavalent chromium, Benzene dyes etc. are responsible for this.
- Skin disease: It includes itching, redness, rashes or swelling.
- Chemical poisoning: It means chemical irritations, allergy, vomiting, nausea etc.
- Bronchitis: It is the inflammation of the mucous membranes.
We can not think of an industry without workers. So, their safety is a major issue. Every industry should have proper safety measurements for their workers.
1.9. Survey Sheet
A survey was carried out among the workers of the tanneries.
| Institute of Leather Engineering and Technology |
| University of Dhaka |
Subject : Project work
Project name: Assessment of Risk Involved in Leather Industry and Their Mitigation Strategies.
Worker’s name:
Designation:
Date: Time: Experience:
| Sl. | Question | Yes | No | Comment |
| 01 | Do you feel vomiting while working in the tannery? | |||
| 02 | Do you feel any hearing problem? | |||
| 03 | Do you have reduced eyesight? | |||
| 04 | Do you have any breathing problem? | |||
| 05 | Do you have hair fall problem? | |||
| 06 | Do you have liver problem? | |||
| 07 | Does eating food in the middle of work cause stomach pain? | |||
| 08 | Do you have sound sleep? | |||
| 09 | Has acid ever come in contact with your skin? | |||
| 10 | Ever had eye contact while handling chemicals? | |||
| 11 | Has any chemical caused any wound in your body? | |||
| 12 | Is there any allergy problem? | |||
| 13 | Do you get adequate protections during handling of hazardous chemicals? | |||
| 14 | Do you have any ideas about the harmful effects of harmful chemicals? | |||
| 15 | Is there any problem of frequent diarrhea? | |||
| Sign of surveyor Sign of the person concerned | ||||
Chapter Two
- Production Process and Chemicals

2.1. General Discussion
The tanning of animal rawhide and skin, most often cattle hide, results in the production of leather, which is a material that is both resilient and flexible. It may be made by a variety of different processes in the production process.
Hides: Hides are the names given to the outer coverings of large domestic animals such as cows, buffalo, horses, and the like.
Skins: Skins are the names given to the exterior coverings of small domestic animals such as goats, lambs, and the like.
Types of Leather:
- Chrome-Tanned Leather is leather that has been tanned using chromium sulfate in addition to other chromium salts. This leather is hollow and has a very slight elastic quality. It survives the boiling water test. Because of this, the temperature at which it shrinks is higher than that of leather that has been vegetable-tanned. When it is sliced, the fibers work their way out into the section that has been cut. It does it in a measured manner.
- Tannins and other components are extracted from various types of vegetable matter in order to produce vegetable-tanned leather. These components can be extracted from tree bark that has been processed in bark mills, wood, leaves, fruits, and other similar sources. When compared to chrome tanned leather, this leather has a fuller appearance and less elasticity. It fails the boil test with flying colors. When it is sliced, the fibers remain in the cut section even after the piece has been removed. It has a greater capacity for absorbing fat than chrome-tanned leather.
- Leather that has been treated with aldehyde undergoes the tanning process using glutaraldehyde or oxazolidine chemicals.
In the leather industry, there are a few distinct tanning processes to choose from. These include tanning with chrome, tanning with vegetables, tanning with aldehyde or alum, tanning with alum, oil, silica, zirconium, iron, phosphate, and so on. However, chromium tanning and vegetable tanning are the two methods of leather tanning that are used the most frequently in the business. These three stages of the manufacturing process are known as the pre-tanning, tanning, and post-tanning operations, respectively.
2.2. Flow Chart of Leather Manufacturing Process
| Raw hides or skins selections | |
 |
|
| Sorting | |
|
|
| Trimming | |
|
|
| Weighing (salt weight/ green weight) | |
|
|
| Pre-soaking | |
|
|
| Soaking | |
|
|
| Unhairing (if necessary) | |
|
|
| Liming | |
|
|
| Fleshing | |
|
|
| Weighing (pelt weight) | |
|
|
| Deliming | |
|
|
| Bating | |
|
|
| Scudding | |
|
|
| Pickling | |
|
|
| De-pickling (if necessary) | |
|
|
| De-greasing (if necessary) | |
|
|
| Pre-tanning | |
|
|
| Basification | |
| Wet Blue Leather | |
| Pilling | |
|
|
| Ageing | |
|
|
| Wet blue selection and grading | |
|
|
| Sammying | |
|
|
| Splitting (if necessary) | |
|
|
| Shaving | |
|
|
| Weighing (shaved weight) | |
|
|
| Wet back | |
|
|
| Re-chroming | |
|
|
| Neutralization | |
|
|
| Re-Tanning and Dyeing | |
|
|
| Fatliquoring | |
|
|
| Fixing/ Top coat | |
|
|
| Horse up | |
|
|
| Setting | |
|
|
| Vacuum dry | |
|
|
| Hang to dry | |
|
|
| Staking | |
|
|
| Toggling | |
|
|
| Trimming | |
|
|
| Kiss plate | |
| Crust Leather | |
| Auto/Hand spraying for finishing | |
|
|
| Roto press | |
|
|
| Glazing/Embossing/Hair cell | |
| Finished Leather | |
| Selection | |
|
|
| Measurement | |
|
|
| Packaging |
2.3. Production Management
The process that involved in making of leather is in general restricted to batch processing. Continuous process is done when surface coating sub-process is added. The operation includes tanning➡️Crusting➡️ Finishing. Some of the process can be omitted to make specific leathers as per requirements.
2.4. Preparation of Wet Blue
It is the stage where the hides or skins are prepared for tanning. In this stage, many unwanted raw hides or skins components are removed. There are many stages in the tanning process. All process may not be performed. The process includes-
- Curing: It is the process of keeping the leather nonputrescible for some days before the start of tanning process. This is done because of the time gap between the flaying operations and the start of the tanning process. The leather can get putrefied by the action of bacteria. Curing can be done by controlling temperature, pH, using toxic materials or by simple salting process.
- Soaking: This is the first tannery operation. The hides/skins are treated with water for the purpose of rehydration of skin proteins. The fibrous structure of the skins are opened. The surface is cleaned and curing salts, dirts, blood etc. are removed in this process. The soaking process varies according to the curing process. Soaking of dry salted hides or skins is very difficult to soak it back.
- Liming: The hides and skins are taken for liming operation after soaking process. The hides and skins are treated with fresh lime. In this process, nonstructural proteins, natural grease and fats are removed. The fibres are opened up. The fibres are swelled up to the desired extent. The hairs and other keratinous matters are removed. Some interfibrillary soluble proteins are also removed in this process. 2-3 days are taken to complete the liming operation. The pH is kept between 12-12.5.
- Unhairing: It is often linked with liming process. It is said that, unhairing is one of the most important objectives of liming process. The hairs are removed from the pelt in this stage. Lime and sulphide aids in unhairing process. It can be done by destroying or modifying the epidermis tissues or by attacking the hair itself. The hair is loosened more quickly in an old lime than in a fresh lime liquor. But it is not suggested because the swelling and plumping of the fibres can not be achieved using an old lime liquor.
- Fleshing: Fleshing is done after the liming process. It is done to remove the unfibrilliary proteins from the hides/skins.
- Splitting: The swelled and plumped hides or skins are cut into two or more layers according to the required thickness and type of leathers from the buyers.
- Deliming: The unhaired and fleshed hides and skins are taken for the next process which is deliming. In this process, the lime and other alkalis are removed from the limed pelt. By this process, the limed pelts are delimed. The non-structural proteins are also removed by this process. The swelling and plumping of leather are reduced. 1-2 hours of deliming is enough to achieve these objectives. The pH is lowered to a range between 8.2-8.5.
- Bating: It’s a generic term which refers to the use of proteolytic enzymes in leather manufacturing operations. The principal objectives of bating process are to produce the end products soft, stretchy, pliable and water vapor permeable. A silky grain surface is created in this process. It removes most of the alkaline materials from the hides and skins and creates porosity in it which improves its water vapor permeability. It removes plumpness of hides and skins by maintaining a pH range of 8.0-9.0.
- Scudding: It is done after bating process. Its main objectives are to remove the hair roots, dirt, natural pigments etc. During unhairing process, it can’t be done because of the swelling of pelt.
- Degreasing: It means removing grease from the hides or skins. Hides and skins contain high amount of natural grease. Natural fats or oils are stripped out from the hides or skins as much as possible. Such greases are responsible for uneven dying and finishing.
- Bleaching: It is done to yield a lighter colored pelt by chemically modifying the dark pigments.
- Pickling: It is the treatment process of the bated hides or skins with acid and salts solution. In this process the pH value is lowered to the acidic region to facilitate the chrome tanning process. It is done in presents of salt which is used to reduce acid swelling. The enzymatic action is stopped and astringency of chrome tanning agents are reduced by this process. Pickling helps in the penetration of chemicals like- chromium in the tanning process. The pH is brought down to 2.6-2.9 to make the hides or skins suitable for chrome tanning.
- Depickling: Rising of the pH to help the penetration of tanning agents. It is done when necessary.
- Tanning: Tanning is the method that transform the collagen protein of the raw hides or skins into a material which is not putrescible.
There are different tanning methods of tanning process for different leathers such as – chrome tanning, vegetable tanning, aldehyde tanning etc. It depends on the end application and buyer requirements for the leather. It makes the hides/skins non-putrescible. It protects the hides/skins from microbial attack and increase its strength properties. One of the most important things is, it increases the shrinkage temperature of the leather which makes it hydrothermally stable. Chromium is the most widely used chemical in the tanning process. After chrome tanning, a pale blue color product is produced which is called wet blue. The pH is maintained between 3.7-3.9 for chrome tanned leather and 3.5-3.7 for vegetable tanned leather.
Then the leather is rested and stored for 3-7 days.
2.5. Crusting
The properties of wet blue leather is developed in the crusting process. crusting includes the following operations:
- Sammying: The water is squeezed out from the leather (45-55%). It makes the leather hard and non slippery.
- Splitting: The hides or skins are splitted into several layers by splitting machine. It is done by a band knife which has an endless double beveled knife. The corium major portion of the leather has been cut to produce split or other types of leathers.
- Shaving: The leather is shaved to a get uniformity in thickness. The flesh side of the leather is forced through the sharp revolving knife. The flesh side is moved in the machine bed by pressing a treadle. The machine cuts the fibres off. The sharp blade of the shaving machine cut the leather in a proper angle.
- Wet back: The semi processed leather is being rehydrated to bring the weight of hides and skins back for crust operation.
- Rechroming: It gives fullness to the leather. It increases tensile strength, shrinkage temperature and softness of the hides and skins. pH is maintained in between 2.8-2.9
- Neutralisation: It is a deacidification process. It is done before dyeing, re-tanning and fatliquoring process. If it is not done prior to these operations, the dying materials will not spread uniformly over the leather surface. As a result, an uneven dying will be produced. It happens because, the surface will be acidic and the positive charges in the leather will not allow other chemicals to enter the interior portion of the leather. This process is very important for chrome and other mineral tanned leathers. In this process, the pH of the hide and skin is increased to the neutral pH. The leather surface of the neutralized leather is electrically neutral. It creates a proper environment for anionic chemicals. The pH is maintained in between 5.0-6.0 for chrome tanning.
- Re-tanning: The chrome tanned leather or aluminum-chrome tanned leathers are retanned to modify the physical properties of the finished leather. Additional tanning agents are added to improve the softness, fullness and grain tightness properties of the leather.
- Dyeing: Nearly all the leathers are dyed to enhance the appearance or look of the finished leather and make them fashionable in varying styles. Various colors are imparted to the leather as per the requirements from the buyer. Proper dyeing is necessary to make the leather acceptable in the ongoing market. It also improves its quality. It was practiced from prehistoric days. The dye gets fixed into the leather.
- Fatliquoring: It is done to coat the surface of fibres of the leather with fats and oils and to fix it there. If fatliquoring is not done, the leather will be hard and bony. The leather will be hard on drying and the fibres will break down. But, treating the leather with oils and fats will prevent its fibres from sticking together at the time of drying process. The total amounts of fats and oils must be adjusted first to assure the properties of the finished leather. It increases flexibility, softness and additional strength properties of the fibres.
- Filling: In this process, heavy chemicals are added to give the leather its desired fullness, roundness and plumpness. These materials penetrate deep into the leather and fill up all the voids in it specially in the looser fiber structures. They prevent those voided areas from being collapsed. Thus, it also facilitates in finishing, plating and in uniform buffing.
- Stuffing: fats or oils and waxes are added between the fibres.
- Whitening: The color of the leather is lightened by this process.
- Post Tanning Operations:
- Fixation: All unbound chemicals are chemically bonded or removed from leather in this process.
- Setting: By this operation, the surface area/grain are flattened and excess water from leather are removed. The growth marks in leather are also removed to some extent.
- Vacuum Drying: This process reduces the drying time. The leather is dried under fixed temperature and pressure. It depends on some factors like the thickness of the leather, drying temperature etc. It removes water from the leather and makes it soft.
- Hang to dry: It is then hanged for drying again for some days.
- Tunnel: It is a process of drying the leather with vapor. It makes the leather soft and smooth.
- Staking: The leather is being vibrated by staking machine which makes the leather more soft and smoother.
- Toggling: The surface area is prolonged as well as softened by this process.
- Trimming: The unwanted portion of leather is removed by this process.
- Plating: The leather is softened by heat treatment and its thickness is reduced.
Thus, the crust leather is made. It can be used in products making.
2.6. Finishing
This is the last & most valuable operation in a leather tannery where the outer surface is coated with some finish films of film forming materials to give the leather a better look and improve surface appearances. The finish films may be colored or colorless. They should be flexible, stretchy, durable and nice looking in appearance. The grain surface is treated for this purpose.
- Objectives of Finishing:
- It provides levelness of colour on the leather.
- It gives uniformity in shades from leather to leather.
- It provides the desired colour.
- A matt to gloss surface.
- It improves the properties of leather.
- It hides all the defects of the leather surface.
- It prevents mould or fungal growth.
- It makes the leather fast to light, acid, alkali etc.
List of some finishing operations are given below-
- Embossing
- Ironing
- Curtain coating
- Glazing
- Padding
- Brushing
- Spraying
- Buffing
- Plating
- Impregnation
- Roller coating
- Opaque
2.7. Chemicals Used in the Leather Production
Chemicals of Soaking:
Pre-soaking:
| Wetting agent |
| Sodium carbonate |
| Bactericide |
Main soaking:
| Degreasing agent |
| Soda ash |
| Bactericide |
| Sodium chloride |
| Soaking enzyme |
Chemicals of Liming:
| Lime |
| Sodium sulfide |
| Liming auxiliary |
| Polyphosphate |
| Degreasing agent |
Chemicals of deliming:
| Polyphosphate |
| Ammonium sulfate |
| Deliming agent |
| Degreasing agent |
| Sodium meta bisulphite |
Chemicals of Bating:
| Alkali |
| Bating Enzyme |
| Acidic Bating Enzyme |
| Degreasing agent |
Chemicals of Pickling:
| Salt |
| Sodium chlorite |
| Formic acid |
| Sulfuric acid |
| Hypo |
Chemicals of Chrome Tanning:
| Basic chromium sulfate |
| Sodium formate |
| Electrolyte stable fat/chrome stable fat |
| Fungicide |
Chemicals of Acid Wash:
| Wetting agent |
| Formic acid/ Acetic Acid |
Chemicals of Re-chroming:
| Chrome powder |
| Chrome syntan |
| Sodium formate |
| Remsol OCS |
| Relugan GT-50 |
| Sodium Bi-carbonate |
| Trisul ML/1C |
Chemicals of Neutralisation:
| Sodium formate |
| Neutralizing syntan |
| Sodium Bi-carbonate |
| Remsol C-2 |
Chemicals of Re-Tanning:
| Mimosa |
| Quebracho |
| Gambier |
| Tara powder |
| Chest nut powder |
| Replacement syntan |
| Amphoteric syntan |
| Milling syntan |
| Melamine resin |
| Acrylic resin |
| Di-cyanine di-amide |
Chemicals of Dyeing:
| Dispersing syntan |
| Dye |
| Dye leveler and penetrator |
Chemicals of Fatliquoring:
| Semisynthetic fat |
| Synthetic fat |
| Raw oil |
| Fish oil |
| Lecithin fat |
| Waterproof fat |
| Polymeric fat |
| Phosphoric ester |
| Phospholipid fat |
| Electrolyte stable fat |
| Neat foot oil |
Chemicals of Top Dyeing and Top Fatliquoring:
| Basic dye |
| Acid dye |
| Cationic fat |
Chemicals of Finishes:
| Pigment |
| Dye liquid |
| Wax TRA |
| Sensol SW |
| Clear Emulsion G |
| Encryl GC |
| Encryl XE |
| Ultra Filler |
| Wax FF |
| Penetrator |
| Silicon |
| NC Lacquers |
| Protein Binder |
| Acrylic Resin Binder |
| Polyurethane Binder |
Chapter Three
- Hazardous Chemicals and Their Risk Assessments

3.1. General Discussion
In order for a chemical to become hazardous to a person’s health, it must first contact with skin or enter the body and the chemical must have some biological effect on the body. The manner in which labor is performed, the machinery used, the substances that are used, such as poisonous chemicals, the energy forms that are used, such as a high voltage power source, and so on may all be considered hazards. There are four primary paths to choose from. [Safety Manual]
- Inhalation
- Skin contact
- Digestive system
- Injection
The chemicals can enter into the body easily by breathing process. Some chemicals can pass through the skin into the bloodstream. Chemicals can be swallowed if any worker eats during the work without washing his hands.
There are four major types of hazards:
- Chemical hazard
- Biological hazard
- Physical hazard
- Psychological hazard
These hazardous chemicals cause many harmful effects on human body. Some chemicals are so dangerous that they can lead one to death. Some chemicals enter into the body by physical contacts, some by breathing system. Some of those chemicals which have noxious smells are given below: - [Safety Manual]
- sulfide
- Fatty acid
- Solvents
- Lacquers
- Formaldehyde
- Old Lime liquor containing ammonia and sodium sulfide.
These chemicals can cause nausea, dizziness, headache, effect on eye and mucous membrane, respiratory track, bronchial pneumonia etc.
3.2. Pictograph of Hazardous Chemicals
Pictograph of hazard is a labeling system to aid in detecting dangerous chemicals or such areas in the tannery. These pictographs also provides informations about the probable physical or environmental effects of these chemicals. There are several kinds of pictographs. These are-
- Toxic
- Health Hazard
- Corrosive
- Oxidizing
- Flammable
- Explosive
- Irritant
- Environmental Hazard etc.

Photo: Chemical Hazard Pictographs
3.3. Highly Potential Hazard Group
Under this category, the following chemicals are listed: -
- Sulfuric acid
- Acetic acid
- Formic acid
- Ammonia
- Hydrogen Peroxide
- Sodium Hydroxide
- Formaldehyde
- Sulphides and Hydrosulphides
- Lime
- Glutaraldehyde
- Sodium Chlorite
Chemical name: Sulfuric Acid (H2SO4)
- Molecular weight: 98.0
- Area of use: Pickling
- Reactivity: It is highly reactive and corrosive. Spattering occurs if water is added to acid.
Risk assessments:
- It burns the skin when come in contact with skin.
- It causes irritation.
- Coughing.
- It makes breathing difficult.
Chemical name: Acetic Acid (CH3COOH)
- Molecular weight: 60.05
- Area of use: Acid wash, Dyeing, Fatliquoring
- Hazard Data: It is highly flammable, highly reactive.
Risk Assessments:
- Acetic acid vapor cause irritation of the eyes, nose and lungs.
- It causes nausea
- It can also cause diarrhoea
- If comes in contact with the skin, it will be able to burn it.
Chemical name: Formic Acid (HCOOH)
- Molecular weight: 46.0
- Area of use: Acid wash, Dyeing, Re-chroming, Fatliquoring.
Risk Assessments:
- Burns the skin if come in contact with it.
- Irritation
- Headache
- Dizziness
- It can also cause nausea.
Chemical name: Ammonia (NH3)
- Molecular weight: 17.0
- Area of use: Deliming
- Hazard data: It is flammable and explosive when its concentration level is in between 16-25%.
Risk Assessments:
- It causes skin irritation
- Skin burning is another risk that carries with it.
- It makes breathing very difficult.
- It also causes chest pain.
Chemical name: Hydrogen Peroxide (H2O2)
- Molecular weight: 34.0
- Area of use: Unhairing
- Hazard Data: It is highly reactive and form explosive compounds if reacts with organic materials, reducing agent.
Risk Assessments:
- It causes whitening of skin
- Discomforts in eye and nose
- Irritation
- Burning of skin
Chemical name: Sodium Hydroxide (NaOH)
- Molecular weight: 40.0
- Area of use: Liming, Reliming
- Hazard Data: They are highly reactive. They produce flammable, explosive H2S gas.
Risk Assessments:
- They cause respiratory irritation
- They can burn the skin
- Vomiting
Chemical name: Formaldehyde (HCHO)
- Molecular weight: 30.0
- Hazard Data: It is highly flammable. It generates toxic vapor. Maximum allowed 1.2 mg/L
Risk Assessments:
- Vomiting
- Headache
- Irritation of eyes, skins
- It can cause even collapse.
Chemical name: Hydrogen Sulphide (H2S)
- Molecular weight: 34.0
- Area of use: Liming, Unhairing agent
- Hazard Data: It is highly flammable.
Risk Assessments:
- Irritations of eyes and nose at high concern.
- It can paralyse the respiratory system.
Chemical name: Glutaraldehyde (C5H8O2)
- Molecular weight: 100.0
- Area of use: Fatliquoring
- Hazard data: It is flammable.
Risk Assessments:
- It causes nausea
- Irritations of skin and eyes
- Coughing
Chemical name: Sodium Chlorite (NaClO2)
- Molecular weight: 90.0
- Area of use: Pickling
- Hazzard Data: It is flammable.
Risk Assessments:
- Respiratory systems problem
- Skin problem
3.4. Moderate Potential Hazardous Group
This group of hazardous chemicals are less powerful than the previous one. But they can also cause health diseases.
The following chemicals are under this type of hazard group-
- 01
- Aluminium sulfate
- 02
- Amyl acetate
- 03
- Amyl alcohol
- 04
- Benzyl alcohol
- 05
- Chromium salts
- 06
- Isopropyl alcohol
- 07
- White spirit
3.5. Low Potential Hazard Group
The chemicals under this category are-
- 01.
- Alum oils
- 02.
- Acetone
- 03.
- Paraffin
- 04.
- Borax
- 05.
- Boric acid
- 06.
- Pigment
- 07.
- Albumen
- 08.
- Ammonium chloride
- 09.
- Sodium acetate
- 10.
- Casein
- 11.
- Sodium bicarbonate
- 12.
- Calcium chloride
- 13.
- Lactic acid
- 14.
- Titanium salts
- 15.
- Sodium nitrite
- 16.
- Ferrous acetate
- 17.
- Sodium phthalate
3.6. Miscellaneous Hazard Group
There are wide variations in potential toxic hazard. That’s why it is not possible to categorise dyestuff or fungicides into any one hazard group.
Dye stuff: These may vary widely in toxicity from potentially quite serious if inhaled to non-toxic.
Fungicide: They should be inhaled with caution to prevent contact with skin, inhalation or ingestion by workers.
Chapter Four
- Leather Industry and Their Effect on Environment

4.1. Environment
The circumstances that surround us from all directions at a certain instant in time and space comprise the whole of what we refer to as the environment. It is composed of all the living and non-living things. Environmental sustainability is a major issue right now. The leather sector and the environment are closely related to each other. It is believed that, the leather sector is responsible for the damage in environment. Controlling the effluent is a major task for the leather sector. But they are not able to maintain the requirements. As a result, the environment is polluted by the sector continuously. Tannery industry wastewater contains a high concentration of biochemical oxygen demand (BOD), chemical oxygen demand (COD), salts and various potentially hazardous and toxic elements. COD, BOD, SS, TDS, chlorides and sulphates in tannery effluents rise because of the pre-tanning and tanning process. The post-tanning operation modifies the pollution by TDS, COD and heavy metals. [S. Dixit et al. 2014]
Chemical Oxygen Demand (COD): It means the amount of oxygen required, in milligram, to oxidize the oxidizable chemicals present in one liter of effluent under some specific conditions. The higher the COD value, the greater the pollution in receiving water. The effluents of tanneries contain higher degree of COD than the accepting value.
Biochemical Oxygen Demand (BOD): This is the amount of oxygen consumed by bacteria while decomposing organic matter under aerobic conditions. If the biochemical oxygen demand value of the effluent is high, it will pollute the receiving water highly.
4.2. Pollution
Pollution means the presence of pollutant or unwanted substance in the medium. It occurs when the natural surroundings are contaminated by pollutant that results in change in the surroundings and affect our normal life styles. The ecosystem and its balance is disturbed by such pollutions. Leather industry is one of the main sources of pollution in Bangladesh. There are many hazardous and toxic chemicals that are discharged into the water. Such chemicals damage the quality of water and makes the life of fish and aquatic animals in danger. The COD, BOD, DO and other values rise higher than the acceptable value and thus reduce the quality of the receiving water.
4.3. Pollutant
A material that has a negative impact on either a resource or the environment is referred to as a pollutant. To put it another way, pollutants are any material that contributes to the pollution of the environment. They can be various types according to their nature. Any unwanted materials in a system are pollutant. There can be toxic, hazardous, non hazardous etc. Three factors determine the security of a pollutant –
Chemical nature
- Concentration
- Persistence
These three factors determine the nature and extent of the pollutants. If the pollutants are higher in concentration, they will cause more harm to the medium. Pollutants of leather industries are various liquid wastes like lime liquor, chrome liquor, effluents and solid wastes like- hair, dirt, blood etc.
4.4. Sources and Nature of Pollutant in Leather Industry
The pressure on leather industry to maintain environmental requirements is huge. Because, they use some chemicals that are hazardous, toxic and when discharged into the water they damage the quality of water. They also make the life of aquatic animals in danger. Some of these chemicals include formaldehyde, cadmium, azo dyestuffs, hexavalent chromium.
Formaldehyde is suspicious to carcinogenic. Cadmium and its components are also considered carcinogenic.
Lead and its compound can easily become carcinogenic. In addition, lead is able to affect our immune system, kidney and our central nervous system.
90% of leather is tanned with chromium-3 salts. But hexavalent chromium is hazardous and gives carcinogenic effect. All of this carcinogenic effect producing chemicals are responsible for cancer.
Inorganic pigments are also used in leather manufacturing process. They are used because of their fastness and brilliant colors. But these pigments are toxic heavy metals. [ATSDR, 2008; IARC, 2004; Louis et al. 2003]
A great number of solid wastes are generated from the leather industry. There are some solid wastes from tanneries –
- Raw skin trimmings
- Fleshing wastes
- Wet blue splits
- Shaving dust
- Buffing dust
- Leather trimmings
These wastes are dumped in an open field which are also responsible for the downgrade of the environment. Such wastes also carry hazardous and toxic chemicals with it.
4.5. Characteristics of Tannery Discharge
Tannery discharge the liquid wastes after some process. These liquid wastes carry the chemicals with it. There are two types of liquid wastes –
- Continuous flow wastes
- Intermittent flow wastes
The continuous flow wastes include the wash wastes that result from the many different industrial processes. It makes up a significant amount of overall garbage and is a less polluting waste kind than waste from intermittent flow. Intermittent flow waste includes spent liquors from processes such as soaking, liming, bating, pickling, and tanning.
The discharged lime liquor has a high alkalinity, moderate BOD and high ammonia nitrogen content. It contains sodium sulphide which is hazardous.
The discharged bate liquor contains high amount of organic and ammonia nitrogen and they are hazardous.
The chrome and pickling liquor comprise of mineral acids, chromium salts which are highly hazardous. If chromium converts into hexavalent chromium, it can cause death to the workers in the workplace.
4.6. Effects of Hazardous Chemicals in Water
The leather industry is considered as a major source of water pollution. The tannery effluents are continuously affecting the river water close to it. These effluents contain heavy metals, hazardous chemicals, toxic chemicals in it. Some of their effects are described below:-
- The chromium and sulphide are toxic to the microorganisms and they disturb the biological treatment operation.
- The suspended lime also interferes in the biological activities.
- The dissolved chromium produces toxicity that is dangerous for fish and aquatic life.
- Acidic effluent from pickling process is corrosive. They can damage the concrete or metal pipes.
- Lead, cadmium produce carcinogenic effect which is responsible for cancer.
- Formaldehyde is also responsible for this. The use of formaldehyde is unavoidable in the leather manufacturing process. This is because it acts as a cross linker for casein top coats. [Ram Mohan-2008]
4.7. Central Effluent Treatment Plant
It is established to treat the effluents, discharged by various industries. It is the main component of industrial basement in Savar. The CETP of Savar Tannery Industrial Estate has been unable to treat wastes according to expectations as it has had some structural faults from the very beginning. This zone was constructed under the supervision of Bangladesh University of Engineering and Technology (BUET). There are one CETP and three common Cr recovery units. [The Dhaka Tribune]
The CETP of Savar Tannery Industrial Estate has the capability of treating around 25,000 cubic meters of fluid wastes everyday. But the amount of wastes generated from the tanneries is around 40,000 cubic meters per day [The Daily Star].
As a result, the near Dhaleshwari river is being affected continuously by those extra 15,000 cubic meters untreated liquid wastes, causing severe water pollution. So, its performance is under question.
The quality of the water is reducing day by day, and so as its color. Its physical appearance says all about the scenario.

Photo: CETP of Savar Tannery Estate (internet).
4.8. Environmental Impact of the Leather Industry
Environmental impact of tannery waste containing waste water, hazardous chemicals such as chromium, synthetic tannins, oils, resins, biocides, detergents, careless disposal of solid wastes and gaseous emissions creates a negative image of leather industry, although it has significance influence. [Suresh-2001]
The solid wastes and liquid wastes contain many chemicals with it. The environmental effect of liquid waste is already described.
The solid wastes are dumped in the open places which create the most severe problem in the environment. It affects the soil and plants and also human health. The estate does not have the facility to treat solid waste, which includes heavy metals and chromium [Department of Effluent].
The air is also affected by tanneries. Some chemicals produce noxious smells which affect the air inside the tannery. Thus, the workers are also get affected when they inhale these chemicals from the air. It causes several health effects. Long time exposure to these chemicals can lead them to death.
Some of these chemicals are-
- Ammonia
- Sulphides
- Formaldehydes
- Chlorine gas
- Fatty acids

Photo: The Dhaleshwari River (photo taken by author)
Chapter Five
- Result and Discussion

5.1. Effect Description on the Basis of Interview
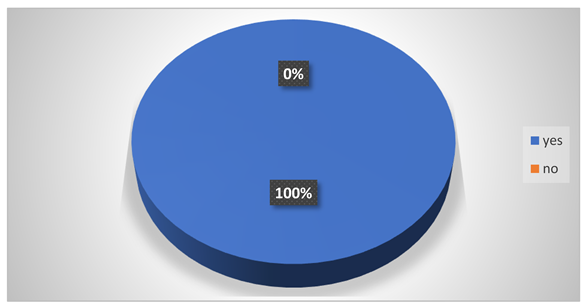
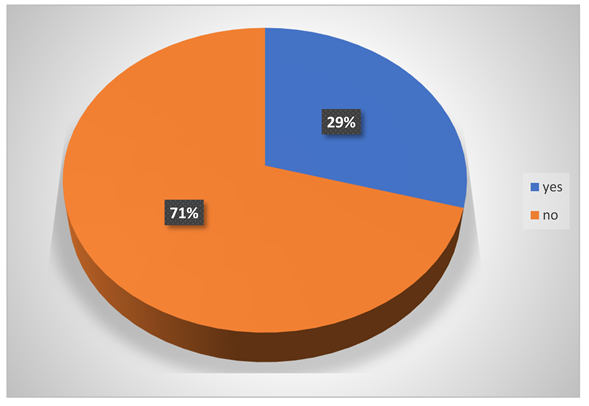
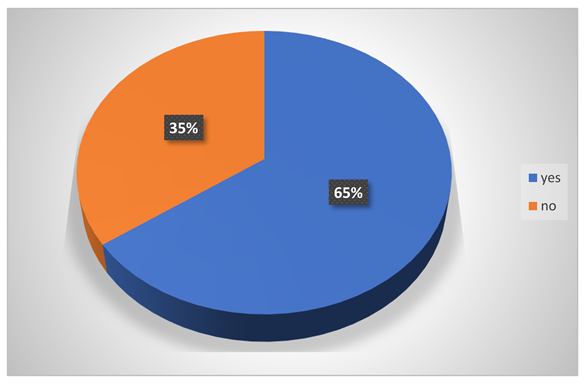
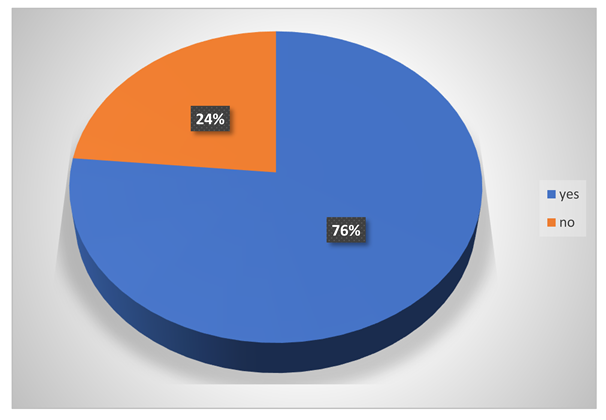
A survey was carried out among the tannery workers in the Savar Tannery Industrial State. This survey included various problems that the workers faced while working in the tannery. The result of this survey is shown below: -
-
Do they feel vomiting while working in the tannery?
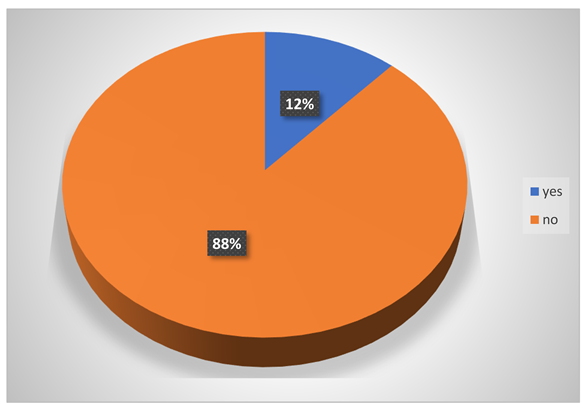
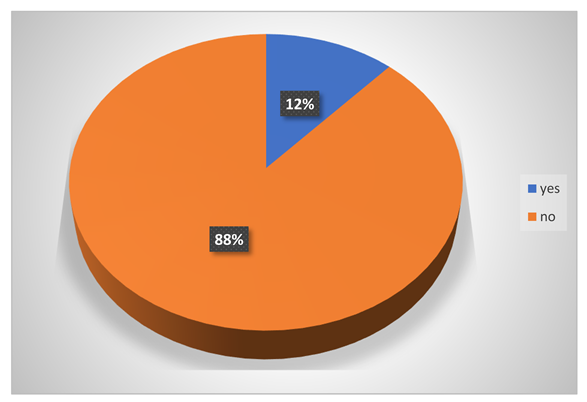
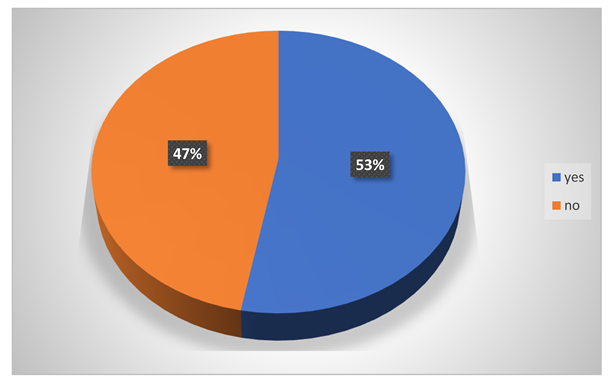
-
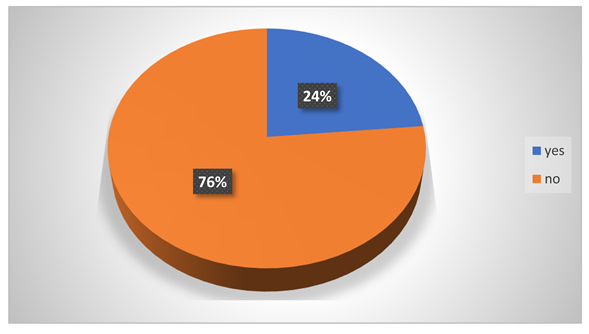
Do they feel any hearing problem?
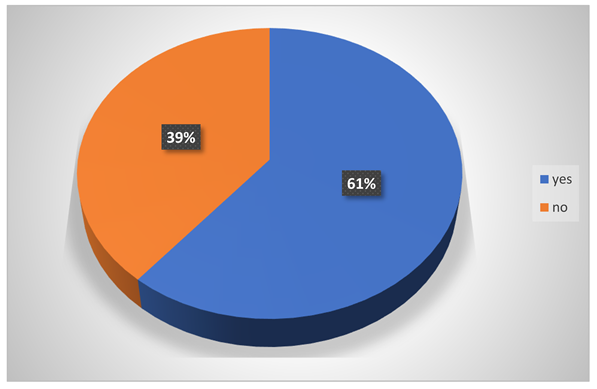
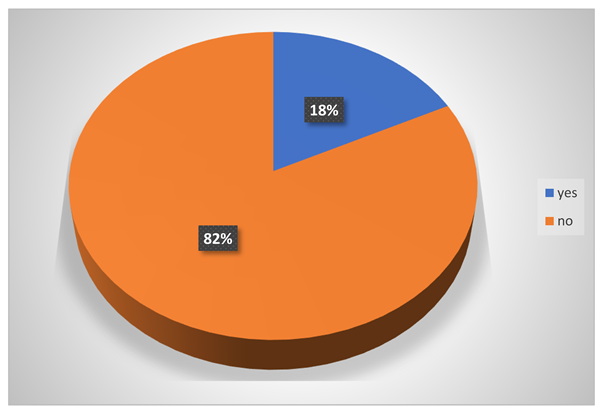
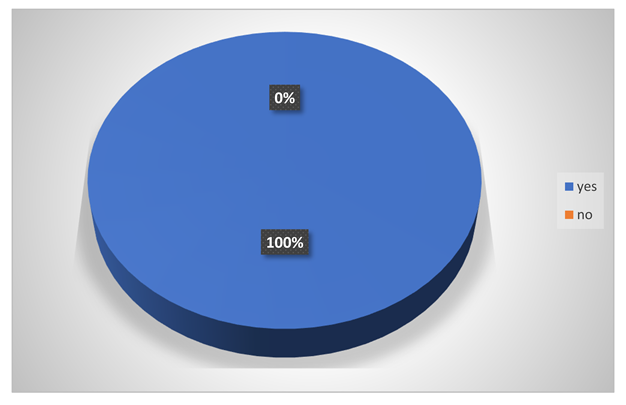
-
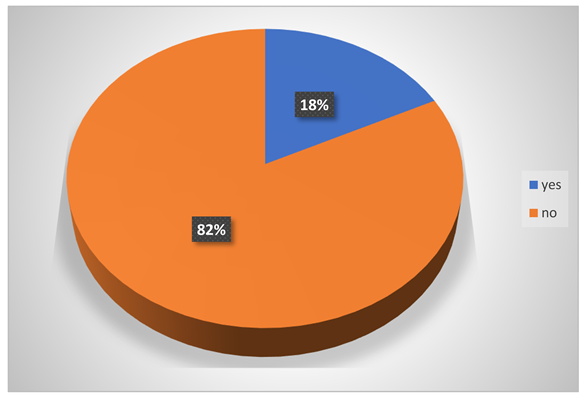
Do they have reduced eyesight?
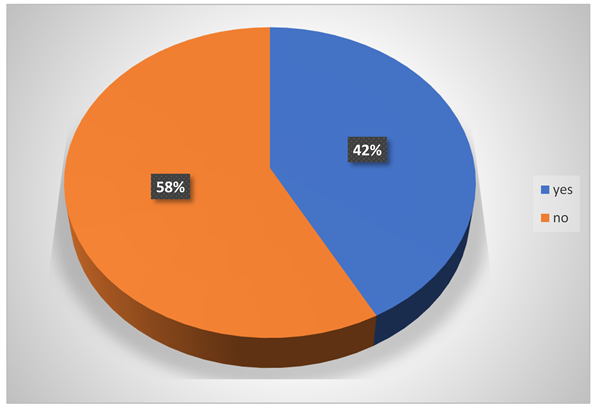
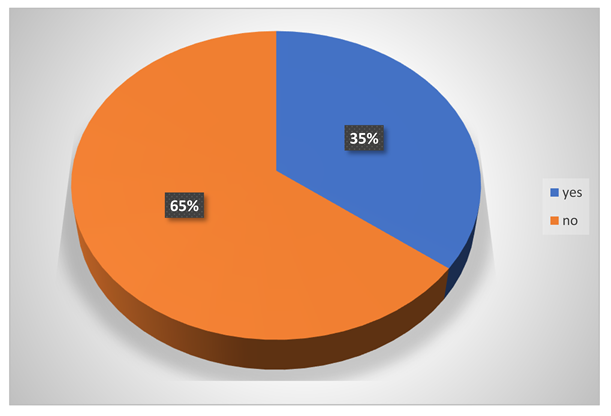
-
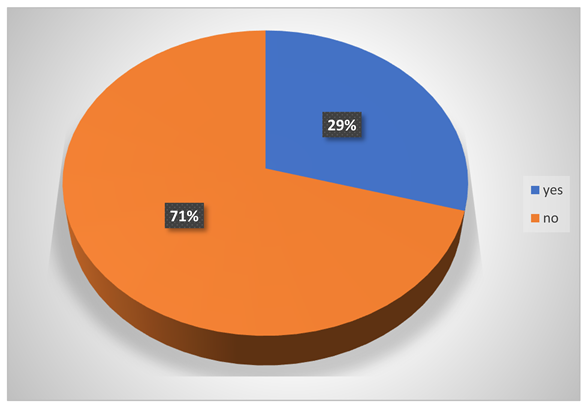
Do they have any breathing problem?
-
Do they have hair fall problem?
-
Do they have liver problems?
-
Does eating food in the middle of work cause stomach problems to them?
-
Do they have sound sleep?
-
Did they ever affect by acid?
-
Did they have any eye contact with chemicals?
-
Did any chemicals cause wounds in their body?
-
Do they have allergy problem?
-
Do they get adequate protection during handling hazardous chemicals?
-
Do the have any ideas about the effects of harmful chemicals?
-
Do they have any problem of frequent diarrhoea?
5.2. Univariate Analysis
A total sample of 327 was selected for the study. These total 327 samples consisted of the people who are involved in the work of tannery industry in Bangladesh. Basic demographic information of the respondents is shown in this section.
| Sex | ||
| N | % | |
| Male | 303 | 92.7% |
| Female | 24 | 7.3% |
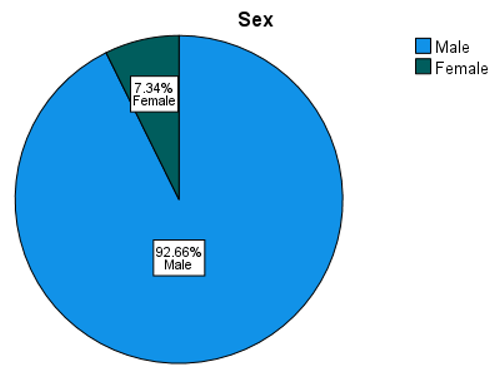
A total of 303 male and 24 female respondents participated in the study. In other words, 92.7% male and 7.3% female participated in the study who work in the tannery industry of Bangladesh. So, it can be concluded that most of the workers in the tannery industry are male and only a few females work in the tannery industry of Bangladesh.

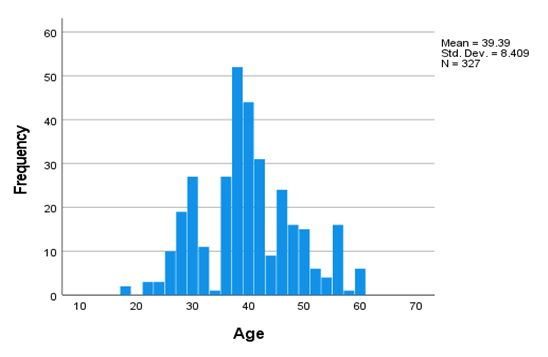
Mean age of the 327 participants were 39.39. The youngest respondents as 18 years old and oldest worker was 60 years old. The standard deviation was found to be 8.41, which indicates that a great variation in the age group present in the sample. The above histogram supports the claim. One more important aspect is that- mid age is the representative age group of the study. No child worker or senior citizen works in the industry.
Education
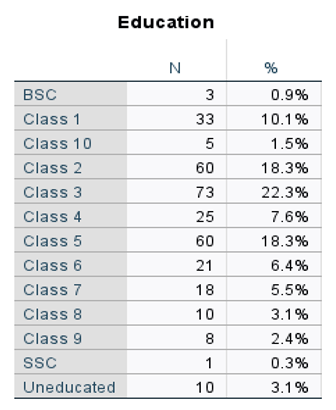
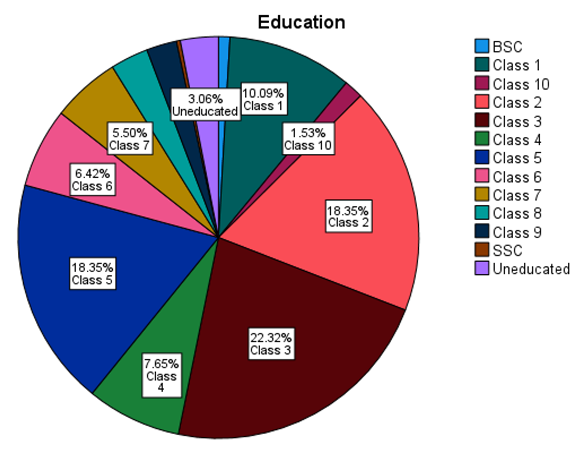
Most of the respondents were not well educated. Almost 95% of the total respondents had education level from Class 1 to Class 5. Only 1% had BSc degree. 3% had received no formal education or had no schooling. So, it can be concluded that most of the workers in the tannery industry are little educated or received only primary education and only a few of them had received higher degrees that is also only 1% of the total population.
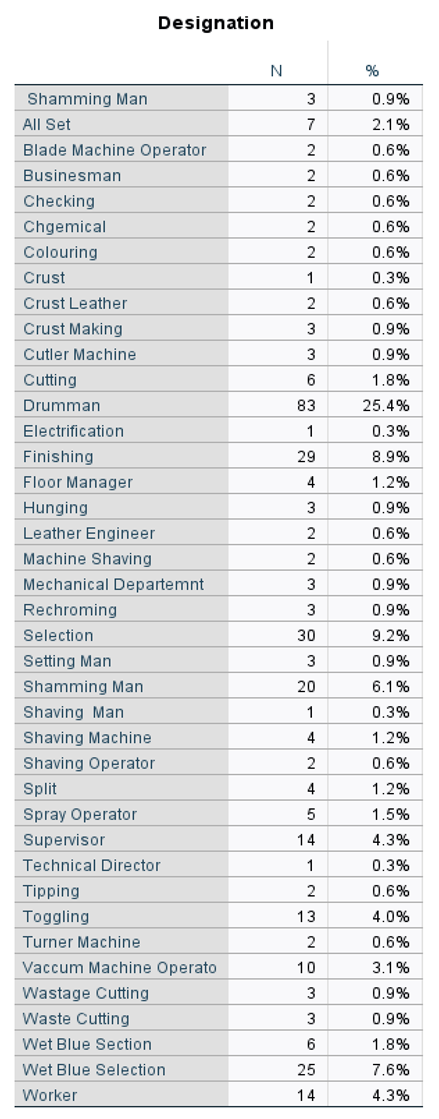
Most of the workers were ‘Drum man’ as this consists almost 25% of the total respondents. 7.8% were ‘Wet Blue Selection’. As of the supervisorial job, 4.3% of the total respondents were supervisor. Only a few people are in charge of the whole work. There were a very few officers from worker level.
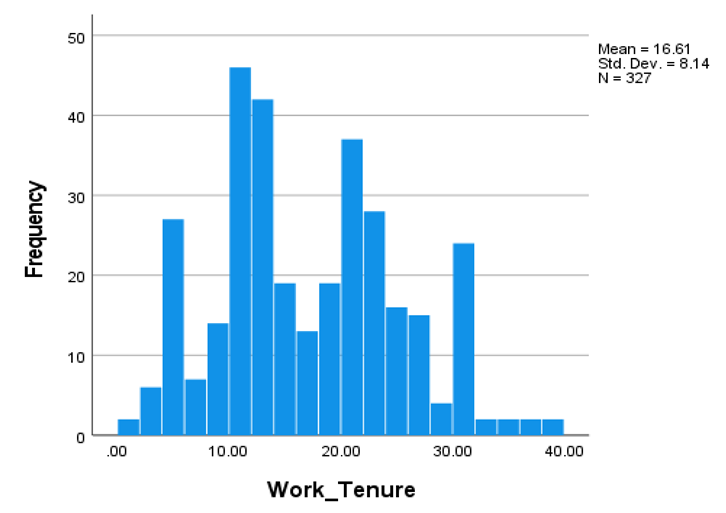
Mean work tenure is 16.60 years. Minimum experience is 1 year and maximum experience is 38 years. A very interesting aspect is prevailing here. People have been working in the tannery for a long period of time. It can be concluded from the mean work tenure that, people working here are very experienced.
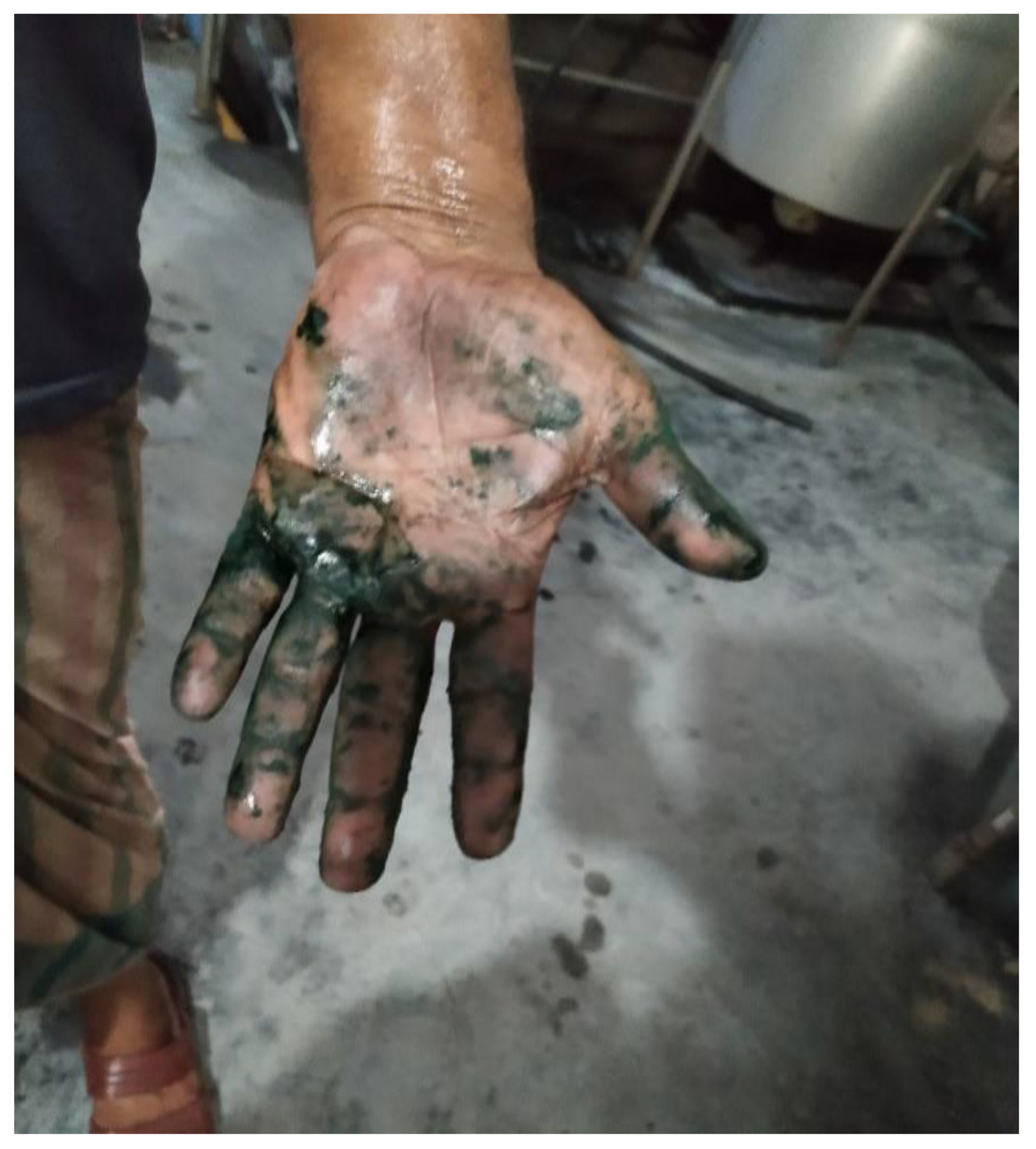
5.3. Affected People
During this survey I found some people who were affected by chemicals while working in the tannery. The photos of the affected area of their skin are shown below: N.B. (all photos were taken by the author)

This is Ibrahim Khalil from Reliance Tannery, who had got affected by formic acid during crust operation in 2020.

Shahidul Islam, from Reliance Tannery, got affected by sulfuric acid in 1995.He has been suffering from allergenic problem due to the work with chemicals in the tannery.



Nasir Hossain, from New Kajal Tannery, got affected by sulfuric acid during work at the tannery in 2018.

Jahurul Islam, a worker in the Reliance Tannery, has water in his lungs. He blames leather industry for this consequence.
5.4. Impact on Labor Efficiency
Workers are the vital resources of every company. If there is hindrance while they are working, it can affect their performance. Various factors have effect on worker’s performance, occupational health and safety in one of them. Workers can do better if they feel safe & comfort in workplace as well as when they are ensured there is no probable health hazard corresponding their job. Occupational health and work place safety have partial effect on employee’s performance [22].
Leather manufacturing is involved with numerous processes along with various chemical and ergonomic hazards for example excessive noise of machine, repetitive vibration insufficient lighting and many more. As health plays a vital role on the efficiency of the workers, long term health problem affects the workers efficiency and reduce productivity
5.5. Instructions for Storing Hazardous and Other Chemicals
To assess the risk and process of storing hazardous chemicals, we need to identify the hazards first. Temperature and pressure are important factors for storing chemicals. Chemicals should be stored under suitable atmospheric conditions.
The containers and bottles should be clearly labeled, such as –
- Combustible
- Corrosive
- Flammable
- Irritating
- Toxic
Special colors can also be added according to the hazard level of the chemicals. Because, some chemicals have more than one hazard. They should be stored in the ground level in the tannery.
Flammable chemicals should be stored in a place free from flames. Flame proofing fittings can be introduced in this area for advanced protection.
A container should not be used for two chemicals. Because, a proper decontamination is necessary for this and a confirmation check must be carried out to ensure that, there is no risk at all. The industry must follow a complete inventory inside the tannery. It will reduce the risk to a great extent.
Chemicals, which are readily combustible such as- formaldehyde, glutaraldehyde, organic solvents, acetic acid etc. should be kept under cool and dry conditions. They should be kept away from all ignition sources.
Acids and sulphides are one of the most hazardous chemicals. They should be stored carefully. These chemicals should be separated according to their hazardous nature, quantities.
5.6. Personal Protective Equipment
Personal protective equipment reduces the probability of accident to a minimum level inside the tannery. It protects the worker from being affected by the chemicals. We already know about the deleterious effects of hazardous chemicals which can affect our eyes, skin, body, respiratory system, lungs etc. Using personal protective equipment can save us from happening these things.
Personal protective equipment includes gloves, cloth, face shield, mask, goggles, safety shoes. They are used on the basis of risks that can be carried with the chemicals. So, the selection of personal protective equipment must be based on a proper understanding of the hazardous chemicals to which the workers are repeatedly exposed.
- Hand gloves should be checked every time for leakage before using it. A leak hand glove is dangerous for hand. Thick and long hand gloves are preferred as there is more protection.
- Googles must be used while pouring liquid chemicals to protect the eyes.
- Safety shoes must withstand attack by any hazardous, toxic or corrosive chemicals specially against acid, alkalis etc.
- Masks must be weared while working with chemicals which can produce noxious smells.

(Workers without any personal protective equipment).
However, every equipment must be checked out properly before using it. And the workers must have an adequate knowledge about the use of personal protective equipment. It is the responsibility of the management of the company. They should make sure the protection of their workers.
5.7. Work Place Criteria
The working surface is also a concern in leather industry. As there are frequent uses of water with many chemicals, the industry should give importance on cleaning the floor of the work place. Some buyers put importance on the working floor while buying an industry’s product. A properly cleaned working surface keeps away many unwanted accidents from this area.
Some instructions are given below:
- The working floor should be kept neat and clean.
- Slip materials should be kept away from the wet floor area. Safety shoes must be weared by the workers of this area.
- The drain must be covered otherwise there will be accidents frequently.
- The drainage system must be free of clutter and also good enough to carry the liquid wastes quickly from the processing area.
- Shaving dust, fleshing dust, trimming dust must be cleaned properly from the working floor.
- Frequent checking for the spillage of chemicals is necessary.
Chapter – 6
- Safety Compliance of Leather Industry
6.1. Compliance
In the context of an industry, compliance is a phrase that refers to the amenities that the relevant authority has pledged to offer for its workforce in accordance with the standards set forth by the International Labor Organization (ILO). The maintenance of compliance is extremely important; yet, the leather industry does not carefully maintain compliance, which is contributing to an increase in the number of health-related concerns. Existing safety compliance in leather industry is given below:
Health, hygiene and welfare: (ILO occupational health and safety convention) [23]
6.1.1. Dust and Fumes
It is imperative that, in any company in which the manufacturing processes result in the emission of any dust, fumes, or other impurities of such a nature and to such an extent that they are likely to be harmful or offensive to the workers, effective measures be taken to prevent the accumulation of said impurities in any workroom and the inhalation of said impurities by said workers. In order to accomplish this goal, it may be required to install a device that generates exhaust. An increase in the dust level and the level of fume might cause difficulties for the eyes and the respiratory system.
Figure 3.
Leather dust generated while cutting.

6.1.2. Ventilation Temperature
Every business must have systems in place that are efficient and make arrangements for these systems in order to ensure that every workplace has appropriate ventilation provided by the circulation of fresh air.
6.1.3. Place for Children
Many women are working in tannery sectors. During the study, it was found that 40% of the workers are women. Ensuring a child care room for the children under the age of six is a basic right for them. Though many industries have already had child care room, all the industry should ensure this. Female workers who do not have anyone at home who could take care of their child may be forced to leave the job if there is no child care available. If it is not possible for them to leave the child with relatives, they may be forced to rely on professional child care, which can cause them to worry and will lead to additional costs.
Figure 4.
Play zone for child.

6.1.4. Overcrowding
Inadequate illumination can lead to headache issues and may influence product quality. Overcrowded production floors lower worker productivity, increase the chance of workplace accidents, and present a major safety concern in the event of an evacuation.
6.1.5. Sound
An excessive amount of sound raises one’s stress level and has the potential to cause ear damage as well as headaches.
6.1.6. Health Care
If employees are not given with health care that is either free or subsidized, they will be required to spend a greater portion of their salaries on health care, which will limit the amount of money they have available to pay for things like food, housing, and other essentials. Paying for treatment outside of the workplace incurs additional costs and may slow the flow of production because the affected worker needs to be replaced by another individual at some point.
6.1.7. First Aid
It is possible that administering first aid in the event of a sudden accident in the tannery will lessen the severity of the incidents. Sick and injured workers won’t be able to get immediate assistance, however, if the number of first aid boxes is insufficient and if the boxes themselves aren’t properly stocked with the necessary instruments. If workers have to wait longer to receive medical attention, their condition may deteriorate. It has been discovered that every industry has a safety first aid box located on the working floor, and employees are aware of this fact.
6.1.8. Safety Record Book
Factory management and worker representatives are not informed about the incidence of injuries, accidents, and infections when these occurrences are not recorded. Because of this, the process of determining the reasons and beginning preventative steps may be slowed down.
6.1.9. Shelters
When there is no canteen or rest room available, workers do not have a place to go to refresh themselves during their lunch break or any other break that they may take. Workers are unable to relax during their break time when there is no room available for leisure, which may have an impact on their overall productivity. Consuming food on the work floor can also cause clothing to become soiled. A canteen that provides subsidized food is an amenity for workers. If such a canteen is not accessible, workers who are unable to carry their own food or who are unable to dine at their homes are forced to eat elsewhere and must spend more money on food on a monthly basis.
Prohibition of child labor:
13 years old child can do mild work, that must not be detrimental to their physical, mental or social development. [24]. The employer needs to sign a work agreement with the parents or guardians and obtain their written permission. The working schedule need to be managed for a school going child in such a way that does not impede his/her attendance. During this study, trivial child labor is found in tannery. Many industries strictly follow not to enrolment child worker.
Definition of young workers:
Workers who have reached the age of 14 but are still less than 18 years old A qualified medical practitioner has to issue a fitness certificate to a young worker in order for the young worker to be eligible for employment.
Non-discrimination:
Figure 5.
Men and women workers in leather industry.

Both male and female workers need to give equal priority and they will get licit wages as they deserve. No discrimination should be allowed and both men and women workers will enjoy same facilities.
Non-discrimination as in constitution of Bangladesh article 27:
All the citizens are equal before law and are entitled to equal protection of law.
6.2. Maternity Benefit
No woman will be allowed to work in the leather business for the eight weeks immediately following the day that she gives birth, and no leather company will knowingly hire a woman [25]. No woman will be hired by any organization to perform any task that is likely to have a negative impact on her health, if:
-
The employer has reason to believe, Removal
- Demotion to a lower post, grade or scale of pay for a period not exceeding one year.
- Remission of promotion for a period not exceeding one year.
- Withholding of increment for a period of not exceeding one year fine.
- Censure or warning.
6.3. Worker’s Responsibility
- Workers should give their best for increasing productivity.
- Workers should count money at the time of receiving wages.
- Should inform immediately to the responsible person if any mistake found in wage calculation.
- Should not be absent without granted leave.
- Should give 60days notice before resigning from service.
- Should apply for leave in advance.
- Report immediately to the superior if not being able to attend the factory due to any unavoidable circumstances, such as sudden sickness, accident or else.
Consequence of non-compliance with wages and benefit:
- Workers may get less wages than they deserve due to non-compliance in wages and benefit payments.
- Delayed payment of wage, Non-compliances in termination practices, granting leave, and tile handling of misconducts may create dis-satisfaction among workers.
- Loss of worker’s motivation.
- Increase of worker migration rate.
- Risk of losing business from buyers.
6.4. Maximum Working Hours
Daily hours:
Adult workers are generally allowed to work ten hours a day including of overtime.
Weekly hours:
Forty- eight hours per week is the working time that adult workers can work including overtime. Average no more than fifty- six hours per week including overtime in a year [24].
6.5. Use of PPE
From handling the raw material to finished leather, PPE is the most important tools that can protect the workers from any health hazard or accident. Gloves, mask, boot are mandatory for any operation of leather processing. For severe occupational health hazard technical prevention and administrative arrangement may not ensure the required degree of prevention, in this context personal protective equipment is very necessary. The tannery should provide the sufficient amount of personal protective equipment and should train the worker how to use it and when. Surely PPE can decrease the severity of any accidents. During the survey, it was found maximum workers are uneager to use PPE, they think PPE is as a burden. Even workers are using hazardous chemical in null hands without using gloves or masks.
The main reason of unwillingness to use PPE is unaware about the chemical effect on body.
Figure 6.
Workers using chemical without gloves.
6.6. Ergonomics
The outcome of health and safety can never be duly explained without touching the concept of ergonomics. Ergonomics hazards are considered as a biggest part of occupational hazard. Ergonomic is concerned with:
- The study of individual operator or working team.
- The provision of data design.
Ergonomics is the study of how to reduce the amount of physical strain placed on employees by optimizing factors such as the amount of available light, the temperature, and the amount of noise that is bearable. Measures that are considered to be ergonomic are those that go above and beyond the protection of employees in order to prevent any and all types of health dangers. Displays that provide simpler machine handling and control are included to facilitate simplification of psychosensorial activities during the process of setting up equipment. The purpose of ergonomics is to raise the level of functional efficiency while simultaneously preserving or enhancing the well-being of people.
Exposure to toxic substance
The protection of workers health against hazards due to the contamination of air at workplace and reducing the contamination at the working ambience should be the prime concern of tannery. Pollution at the work place may occur as a form of dust, gases, vapor or mists. Chromium sulfate, sodium sulfide, sulfuric acid, formic acid, synthetic organic tanning substance, disodium carbamide, sodium hydrosulphide, ethylglycol, dyestuff, various aldehydes are used in the tanning operation which are toxic for human body. The prime concern should be the removal of hazardous toxic substance into the work environment by substituting with a less hazardous substance. The decrease of exposure time of workers can be a durable solution in cases where the workers are not required to be close the process continuously.
When there is chance of toxic substance contaminating the work place, steps should be taken to assess the level of exposure. Apart from the airborne contamination that enter into the human body through inhalation, many toxic substances enter body through ingestion by food or drink contaminated with toxic substance or through skin absorption. Toxic chemical handled by workers can cause dermatitis of the skin by prolonged contact. Aniline is one of the most used substance in leather industry which can cause cyanosis and benzene is known to affect blood cells through skin absorption.
Workers who are exposed to harmful chemicals have to be subjected to routine medical checks. It is imperative that records of medical observations be kept and evaluated on a regular basis in order to identify any shifts or worsening in the overall health status of workers and to guarantee that appropriate actions be done to preserve their health.
6.7. Conclusion
The leather industry is one of the most important industries in Bangladesh. It is the source of huge employment generation, considering the situation of this country. But it is also carrying many disadvantages with it. Human right watch reported that, it is responsible for pollution of air, water and soil that lead to serious health problems in the population. [Bangladesh: Human Right watch]
The workers become sick because of exposure to hazardous chemicals and get injured in some horrific workplace accidents. They suffer from many diseases like skin disease, respiratory problems caused by exposure to tanning chemicals. Their unawareness, little knowledge about chemicals, reluctance of the tannery owners etc. can be blamed for this. These problems should be solved to maintain proper health as well as fresh environment. Otherwise, the existence of this sector will be in danger in future.
A safety data sheet for a hazardous chemical must state the following informations about the chemical: [Rajamani. S-1995]
- Identification: This is the identification of products, in short chemical identity.
- Hazardous identification: whether it is hazardous or not.
- The composition and information on ingredients.
- There should be stated about fire fighting measures
- The first aid measurements should be included.
- The process of accidental release measurements
- Handling and storage. It must include the way of safe use of chemicals.
- Exposure controls and personal protection measures for these chemicals.
- Chemical and physical properties of the chemicals.
- Stability and reactivity of the chemicals.
- Ecological information of the chemicals is also necessary.
- Toxicological information is a must.
- The process of disposing process
- Regulatory information can be added.
- Transport informations may also be added.
To take leather industry back to its old position, we have to overcome every barrier.
6.8. Recommendation
Workers can be compared with the soul of our body. Without soul the body is nothing. The workers drive this industry to where it is right now. They work day and night to increase the production of the industry in which they work at. So, the industry should give importance to their safety. They can be affected by chemicals during work. If their life gets ruined by those chemicals, then who will contribute to develop the economy of our country. So, for the betterment of this industry all people from different sides of this industry have to come forward and work together.
- The management must educate the workers about all the chemicals and their negative effects.
- The industry must provide the workers their personal protective equipment and also force them to wear it during work to avoid unwanted accidents.
- Accidents can happen anytime in the industry. So, here must have first aid service in the industry.
- Instant ambulance service is also recommendable for serious injuries.
- The continuing of salary is recommended. The workers always fear that, if they get sickened and can’t go to the industry; they will lose their job. This fear should be driven away from their mind.
- All the chemicals should be arranged and stored according to their hazard level. It will reduce the accident rate in the tannery.
- The drainage system should be covered properly.
6.9. Discussion
The industry was the second largest export sector of Bangladesh in Fiscal year 2014-15. [ Wikipedia]
In 2017, the Government declared the leather products as product of the year. The Government also wanted to establish two more leather industry in Chattogram and Rajshahi for unlocking the huge potentials of country’s leather sector. But now, its condition is not up to the expectations. The parliamentary standing committee on the Ministry of Environment, Forest and Climate Change already proposed to shut down the Savar Tannery Industrial Estate in Hemayetpur. Because, it has not adequate facilities to treat all liquid waste generated by the tanners.
The industries have responsibilities to avoid such situations. Proper uses of chemicals and water can solve this problem. The communication gap between the workers and the top management should be reduced. The workers must be trained about the quantity of water and the percentages of chemicals.
Acknowledgments
First of all, I am grateful to the almighty Allah for giving me precious time, good health and opportunity to complete this project work. I am also grateful to my parents for guiding me always to the right path. I would like to express my sincere thanks to the honorable Director Dr. Mohammed Mizanur Rahman sir, Institute of Leather Engineering and Technology, University of Dhaka. I wish to express my gratitude to my honorable guide teacher, Dr. Abdullah Al Mamun sir, Associate Professor, Institute of Leather Engineering and Technology, University of Dhaka, who was very co-operative and gave me a good response as well as proper guidance while doing this project work. Finally, I am grateful to the workers from different tanneries for helping me to do this project by providing valuable informations about the tanneries, their health and situations inside the tannery.
References
- Akhi Akter, Mir Abdullah Al Mahfuz; An overview of Bangladesh Leather Industry, December 17,2018.
- “An Introduction to the Principles of Leather Manufacture”-Sasanka Sekhar Dutta.
- ATSDR, 2008. Toxicological Profile for Cadmium. Agency for Toxic Substances and Disease Register.
- “Bangladesh: Tanneries Harm on Workers, Poison Communities.” -Human Right Watch.
- Department of Environment, Ministry of Environment and Forest, Bangladesh.
- Environmental Commission of L.U.L.T.C.S: IUE Recommendation on Cleaner Technology for Leather Production. Updated document, London, 1997.
- Hagerman, A.E. 1980 Ph. D. Thesis, Purdue University, West Lafayette, IN, USA.
- Han, B. Jaurequi, J. Tang. B. W., Nimni, M. E., 2001. Proanthocyanidin: A Natural Cross-Linking Reagent for Stabilizing Collagen Matrices. J. Biomed Mater. Res. Part A 65,118-124. [CrossRef]
- Hasnat A. Rahman, Pasha M (2013), Assessment of Environmental Impact for Tannery Industries in Bangladesh. Int. J Environmental Science, Dev 4(2):217-220. [CrossRef]
- IARC., 2004. Monographs on the Evaluation of Carcinogenic Risks to Humans. In: Inorganic & Organic Lead Compounds Vol. 87. International Agency for Research on Cancer, pp. 10-17 [LID 7420].
- Louis, E.D., Jurewicz, E.C., Applegate, L.K., V. Graziano, J.H., Carroll, S. Todd, A. 2003. Association Between Essential Tremor & Blood Lead Concentration. Environ. Health Penspect, 111, 1707-1711. [CrossRef]
- Rajamani S: Appropriate Chrome Recovery and Reuse System -Experience in Indian Tanneries. Proceedings of the Workshop on Pollution Abatement and Waste Management in the Tanning Industry for Countries of the Danube River Basin, Ljubljana, 1995.
- Ram Mohan, C, Saravanabhava, S. Thanikaivelan, P. Raghava Rao, J. Nair, B. U, 2008.Development of Formaldehyde Free Retanning Syntans, Clean Technol. Environ policy 10,287-294. [CrossRef]
- Safety Manual on Leather Processing, Central Leather Research Institute, Adyar, Chennai 600 200, 1999.
- Sumita Dixit, Ashish Yadav, Premendra D. Dwivedi, Mukul Das et al. 2014: Toxic Hazards of Leather Industry and Technologies to Combat Threat: A Review. Journal of Cleaner Production 87(2015) 39-49. [CrossRef]
- Suresh, V. Kanthimathi, M. Thanikaivelan, P. Rao Raghva, J. Nair, B.U, 2001. An Improved Production Process for Cleaner Chrome Tanning in Leather Processing. J. Clean prod.9,483-491. [CrossRef]
- Theory and Practice of Leather Manufacture. -by K. T. Sarkar.
- The Daily Jugantor, 24th September, 2021.
- The Daily Star, 13th September, 2021.
- The Dhaka Tribune, 1st October, 2021.
- Internet /Wikipedia.
- Putri, D.O., et. al. (2017). The effects of occupational health and safety, work environment and discipline on employee performance in a consumer goods company. IOP Publishing. [CrossRef]
- International Labor standards on occupational safety and health: working environment (Air pollution, noise and vibration) convention,1977(No.148) International labor organization.
- International labor standards on working time: Hours of works (commerce and offices) convention,1930 (no.30). International labor organization.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



